
Toward Stabilizing the Keyhole in Laser Spot Welding of Aluminum: Numerical Analysis


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Model Geometrics, Material, and Laser Heat Source
2.2. Heat and Fluid Flow Model
- The movement of molten material in the fusion zone was simulated assuming Newtonian behaviour, incompressibility, and laminar flow characteristics.
- Temperature-dependent changes in aluminum’s thermophysical properties were disregarded. Instead, the modified mixture theory was applied to calculate thermophysical properties, such as thermal conductivity, specific heat, and density, for each element by utilizing fixed values for the solid, liquid, and gas phases of aluminum. These properties were then averaged according to the phase proportions within each element, yielding an effective constant thermophysical property for the simulation [34].
- The mushy zone was treated as a porous medium permeated by molten metal [35].
- Plasma effects and the Knudsen layer were excluded from the model.
- Multiple reflections of the laser beam within the keyhole were disregarded in this study. This assumption is justified for scenarios with low penetration depths, as multiple reflections become significant primarily in cases of deeper weld penetration (greater than 600 μm) [7]. Moreover, the laser beam coefficient of absorption was assumed constant at keyhole walls.
- The vaporized material was modelled as an ideal gas that is transparent to the incoming laser beam.
- Energy equation and its concerning parameters
- Modified mass conservation equation and recoil pressure
- Momentum equation:
- Modified transport equations of the LS method
- Boundary and initial conditions
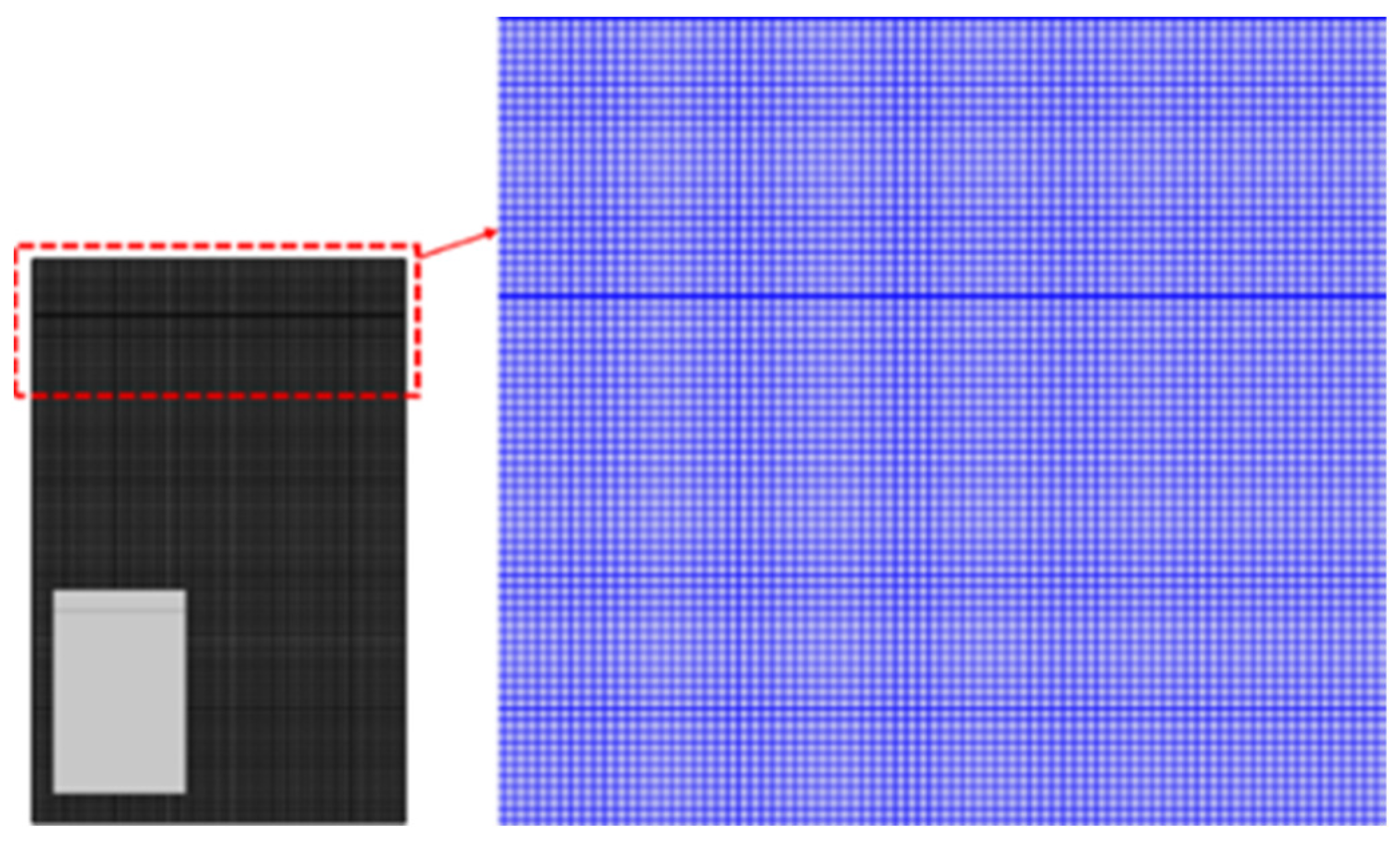
2.3. Numerical Considerations
2.3.1. Numerical Setup
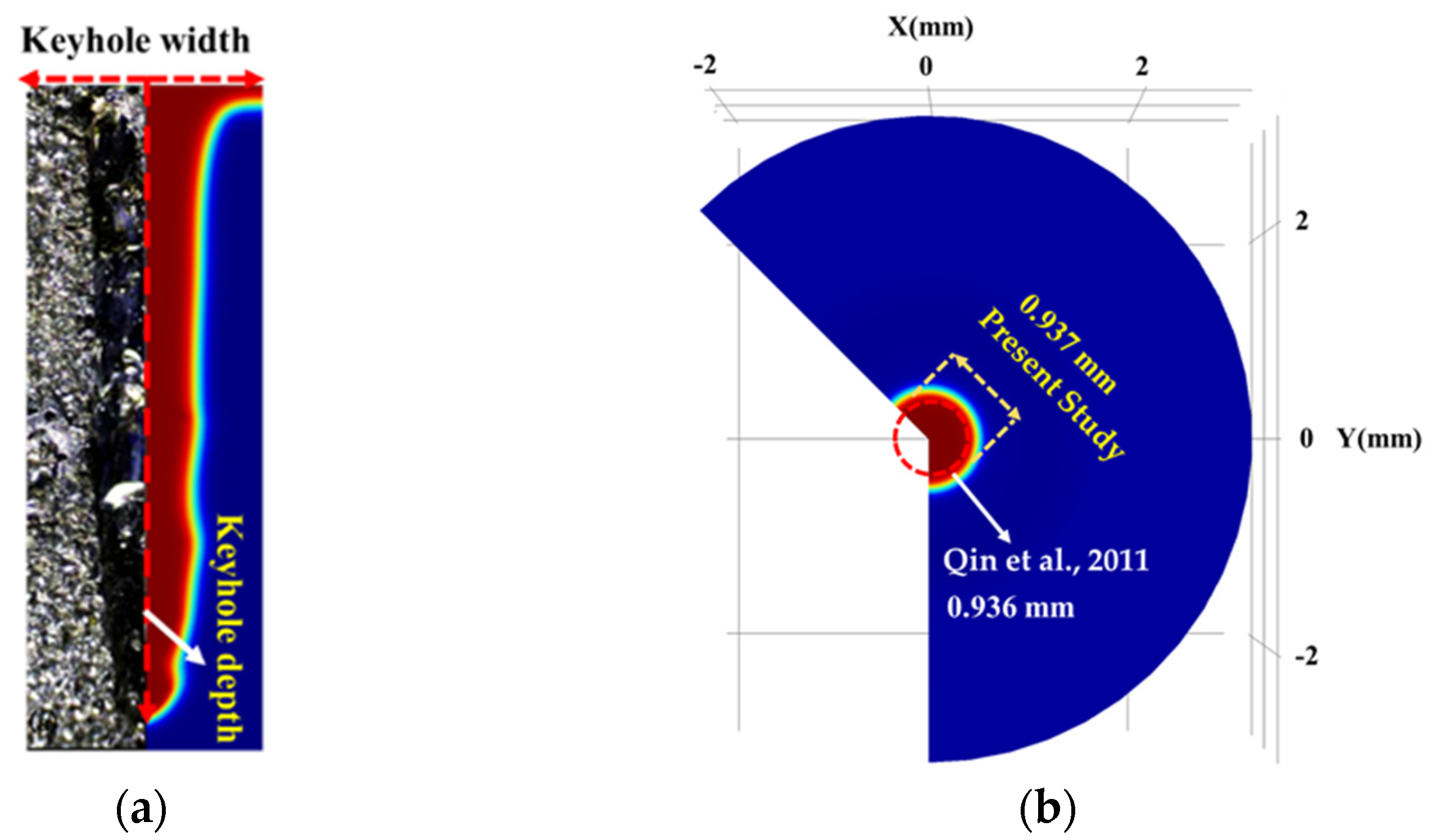
2.3.2. Model Validation
2.3.3. Instability Analysis Procedure
3. Results and Discussion
3.1. Keyhole Geometry Analysis
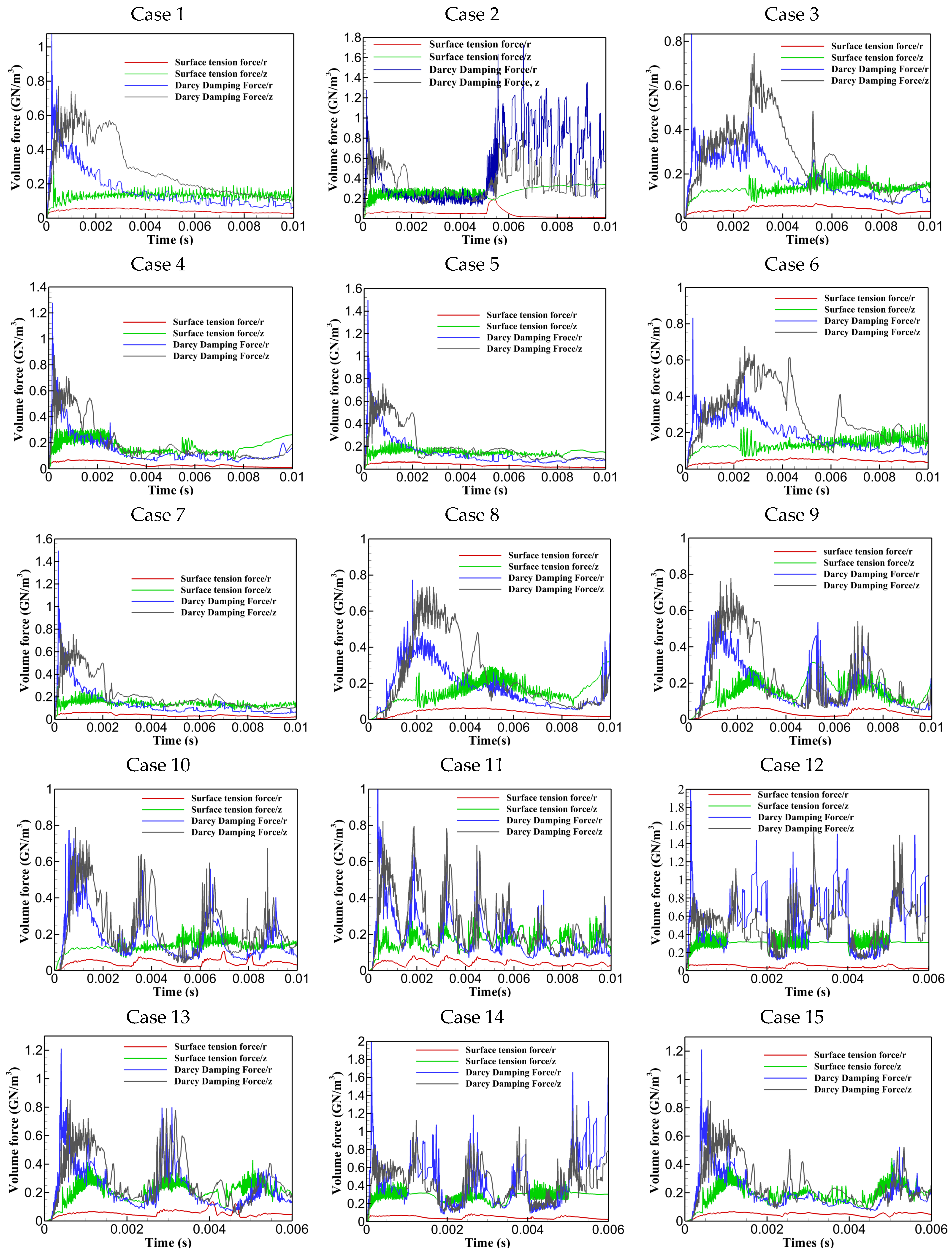
3.2. Instability-Inducing Forces: Quantitative Analysis
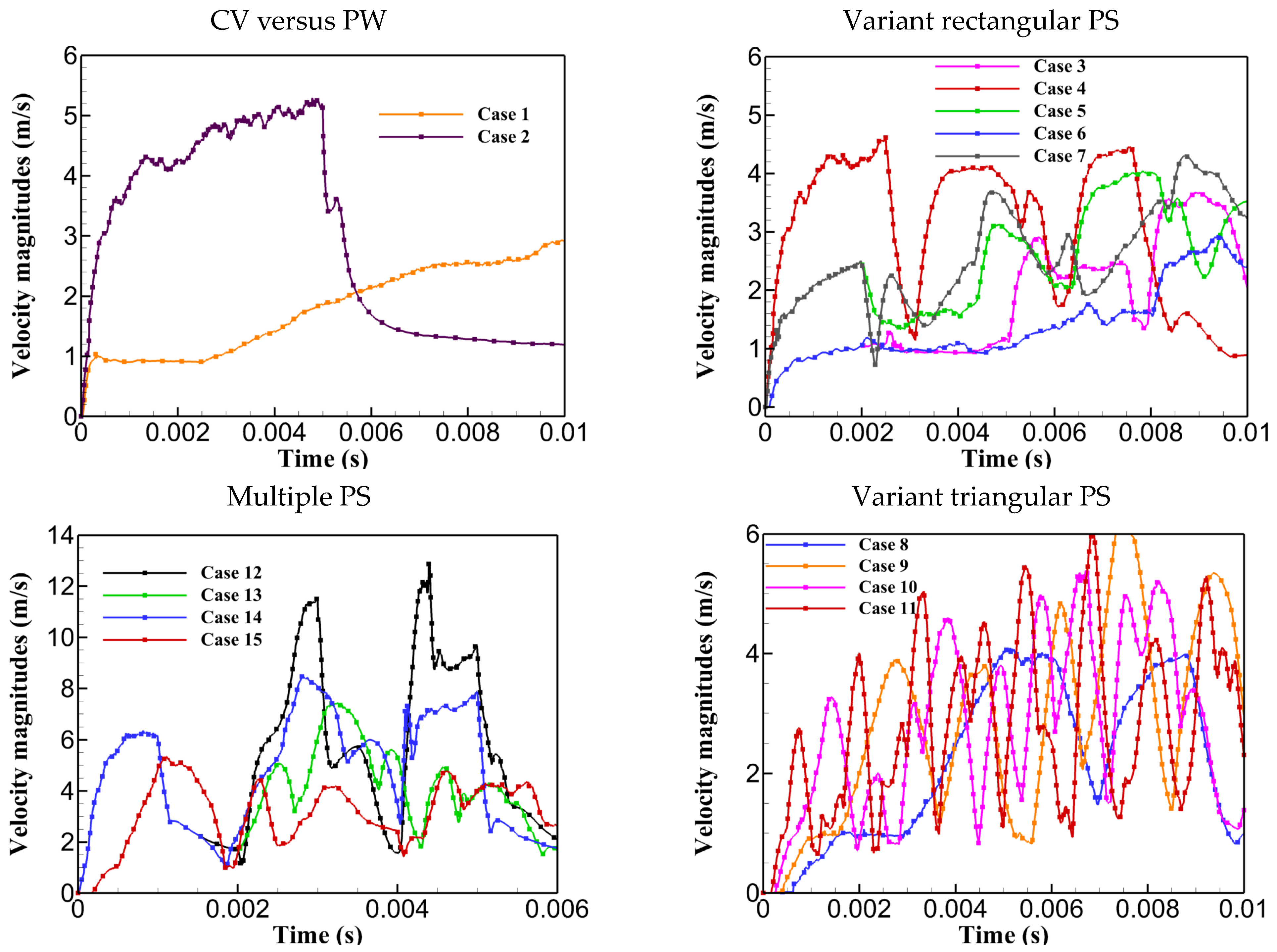
3.3. Fluid Behavior
3.4. Understanding the Instability Nature of Selected Cases
4. Conclusions and Future Avenues
- The combination of the curvature effect, Darcy’s damping force, and more intense fluid flow behaviour contribute to the instability of the keyhole and the laser welding process.
- Using short pulse periods with higher laser energy density enhances instability and the possibility of keyhole collapse due to the increased curvature effect, Darcy’s damping force, and more intense fluid flow behaviour.
- The instability of the keyhole and process can be controlled using variant rectangular pulse shapes with gradual laser power ramp-up and -down pulse shapes due to smoother variations in velocity, smoother flow behaviour, and fewer curvature effects.
- The instability of the keyhole and forces can be controlled using combinations of triangular and rectangular pulse shapes.
- To minimize instability, the laser power should be high enough to induce evaporation and recoil pressure for keyhole propagation but balanced to avoid the excessive curvature effect, Darcy’s damping force, and fluid velocity that accompanies higher power and leads to increased instability.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Miller, W.S.; Zhuang, L.; Bottema, J.; Wittebrood, A.; De Smet, P.; Haszler, A.; Vieregge, A.J.M.S. Recent development in aluminium alloys for the automotive industry. Mater. Sci. Eng. A 2000, 280, 37–49. [Google Scholar] [CrossRef]
- Wang, L.; Yao, M.; Gao, X.; Kong, F.; Tang, J.; Kim, M.J. Keyhole stability and surface quality during novel adjustable-ring mode laser (ARM) welding of aluminum alloy. Opt. Laser Technol. 2023, 161, 109202. [Google Scholar] [CrossRef]
- Schubert, E.; Klassen, M.; Zerner, I.; Walz, C.; Sepold, G. Light-weight structures produced by laser beam joining for future applications in automobile and aerospace industry. J. Mater. Process. Technol. 2001, 115, 2–8. [Google Scholar] [CrossRef]
- Aggarwal, A.; Shin, Y.C.; Kumar, A. Unravelling keyhole instabilities and laser absorption dynamics during laser irradiation of Ti6Al4V: A high-fidelity thermo-fluidic study. Int. J. Heat Mass Transf. 2024, 219, 124841. [Google Scholar] [CrossRef]
- Courtois, M.; Carin, M.; Masson, P.L.; Gaied, S.; Balabane, M. A new approach to compute multi-reflections of laser beam in a keyhole for heat transfer and fluid flow modelling in laser welding. J. Phys. Appl. Phys. 2013, 46, 505305. [Google Scholar] [CrossRef]
- Tan, W.; Shin, Y.C. Analysis of multi-phase interaction and its effects on keyhole dynamics with a multi-physics numerical model. J. Phys. Appl. Phys. 2014, 47, 345501. [Google Scholar] [CrossRef]
- Lee, J.Y.; Ko, S.H.; Farson, D.F.; Yoo, C.D. Mechanism of keyhole formation and stability in stationary laser welding. J. Phys. Appl. Phys. 2002, 35, 1570–1576. [Google Scholar] [CrossRef]
- Chen, G.; Liu, J.; Shu, X.; Gu, H.; Zhang, B. Numerical simulation of keyhole morphology and molten pool flow behavior in aluminum alloy electron-beam welding. Int. J. Heat Mass Transf. 2019, 138, 879–888. [Google Scholar] [CrossRef]
- Schauer, D.A. Thermal and Dynamic Effects in Electron Beam Welding Cavities; UCRL-52331, 5313807; Lawrence Livermore National Lab. (LLNL): Livermore, CA, USA, 1977. [Google Scholar] [CrossRef]
- Jiang, M.; Chen, X.; Chen, Y.; Tao, W. Increasing keyhole stability of fiber laser welding under reduced ambient pressure. J. Mater. Process. Technol. 2019, 268, 213–222. [Google Scholar] [CrossRef]
- Zhang, Y.-X.; Han, S.-W.; Cheon, J.; Na, S.-J.; Gao, X.-D. Effect of joint gap on bead formation in laser butt welding of stainless steel. J. Mater. Process. Technol. 2017, 249, 274–284. [Google Scholar] [CrossRef]
- You, D.; Gao, X.; Katayama, S. Detection of imperfection formation in disk laser welding using multiple on-line measurements. J. Mater. Process. Technol. 2015, 219, 209–220. [Google Scholar] [CrossRef]
- Bunaziv, I.; Dørum, C.; Nielsen, S.E.; Suikkanen, P.; Ren, X.; Nyhus, B.; Akselsen, O.M. Laser-arc hybrid welding of 12- and 15-mm thick structural steel. Int. J. Adv. Manuf. Technol. 2020, 107, 2649–2669. [Google Scholar] [CrossRef]
- Wu, D.; Hua, X.; Li, F.; Huang, L. Understanding of spatter formation in fiber laser welding of 5083 aluminum alloy. Int. J. Heat Mass Transf. 2017, 113, 730–740. [Google Scholar] [CrossRef]
- Huang, L.; Hua, X.; Wu, D.; Li, F. Numerical study of keyhole instability and porosity formation mechanism in laser welding of aluminum alloy and steel. J. Mater. Process. Technol. 2018, 252, 421–431. [Google Scholar] [CrossRef]
- Ready, J.F. Industrial Applications of Lasers, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 1997. [Google Scholar]
- Zhang, D.; Li, C.; Liu, X.; Cao, Y.; Wu, D. Numerical study of spatter formation during fiber laser welding of aluminum alloy. J. Manuf. Process. 2018, 31, 72–79. [Google Scholar] [CrossRef]
- Lin, R.; Wang, H.; Lu, F.; Solomon, J.; Carlson, B.E. Numerical study of keyhole dynamics and keyhole-induced porosity formation in remote laser welding of Al alloys. Int. J. Heat Mass Transf. 2017, 108, 244–256. [Google Scholar] [CrossRef]
- Panwisawas, C.; Perumal, B.; Ward, R.M.; Turner, N.; Turner, R.P.; Brooks, J.W.; Basoalto, H.C. Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys: Experimental and modelling. Acta Mater. 2017, 126, 251–263. [Google Scholar] [CrossRef]
- Huang, Y.; Xu, S.; Yang, L.; Zhao, S.; Liu, Y.; Shi, Y. Defect detection during laser welding using electrical signals and high-speed photography. J. Mater. Process. Technol. 2019, 271, 394–403. [Google Scholar] [CrossRef]
- Mohanta, A.; Leistner, M.; Leparoux, M. Influence of temporal and spectral profiles of lasers on weld quality of titanium. Opt. Lasers Eng. 2020, 134, 106173. [Google Scholar] [CrossRef]
- Cunningham, R.; Zhao, C.; Parab, N.; Kantzos, C.; Pauza, J.; Fezzaa, K.; Rollett, A.D. Keyhole threshold and morphology in laser melting revealed by ultrahigh-speed x-ray imaging. Science 2019, 363, 849–852. [Google Scholar] [CrossRef]
- Pang, S.; Chen, W.; Zhou, J.; Liao, D. Self-consistent modeling of keyhole and weld pool dynamics in tandem dual beam laser welding of aluminum alloy. J. Mater. Process. Technol. 2015, 217, 131–143. [Google Scholar] [CrossRef]
- Duggirala, A.; Kalvettukaran, P.; Acherjee, B.; Mitra, S. Numerical simulation of the temperature field, weld profile, and weld pool dynamics in laser welding of aluminium alloy. Optik 2021, 247, 167990. [Google Scholar] [CrossRef]
- Neto, F.C.; Pereira, M.; Paes, L.E.D.S.; Fredel, M.C. Assessment of power modulation formats on penetration depth for laser welding. J. Braz. Soc. Mech. Sci. Eng. 2021, 43, 286. [Google Scholar] [CrossRef]
- Hajavifard, R.; Motahari, M.; Özden, H.; Miyanaji, H.; Kafashi, S. The Effects of Pulse Shaping Variation in Laser Spot-Welding of Aluminum. Procedia Manuf. 2016, 5, 232–247. [Google Scholar] [CrossRef]
- Wang, X.; Liu, W.; Xu, G.; Zhu, J.; Hu, Q.; Du, B. Numerical analysis of dynamic coupling between the keyhole and molten pool in the rotating laser welding process of aluminum alloy. Int. J. Adv. Manuf. Technol. 2022, 121, 5491–5502. [Google Scholar] [CrossRef]
- Matsunawa, A.; Kim, J.-D.; Seto, N.; Mizutani, M.; Katayama, S. Dynamics of keyhole and molten pool in laser welding. J. Laser Appl. 1998, 10, 247–254. [Google Scholar] [CrossRef]
- Tsukamoto, S.; Kawaguchi, I.; Arakane, G.; Honda, H. Keyhole Behaviour in High Power Laser Welding. Proc. SPIE 2003, 4831, 251–256. [Google Scholar]
- Heider, A.; Weber, R.; Herrmann, D.; Herzog, P.; Graf, T. Power modulation to stabilize laser welding of copper. J. Laser Appl. 2015, 27, 022003. [Google Scholar] [CrossRef]
- Volpp, J.; Vollertsen, F. Impact of multi-focus beam shaping on the process stability. Opt. Laser Technol. 2019, 112, 278–283. [Google Scholar] [CrossRef]
- Pang, S.; Chen, W.; Wang, W. A Quantitative Model of Keyhole Instability Induced Porosity in Laser Welding of Titanium Alloy. Metall. Mater. Trans. A 2014, 45, 2808–2818. [Google Scholar] [CrossRef]
- Moraitis, G.A.; Labeas, G.N. Residual stress and distortion calculation of laser beam welding for aluminum lap joints. J. Mater. Process. Technol. 2008, 198, 260–269. [Google Scholar] [CrossRef]
- SaediArdahaei, S.; Pham, X.-T. Comparative Numerical Analysis of Keyhole Shape and Penetration Depth in Laser Spot Welding of Aluminum with Power Wave Modulation. Thermo 2024, 4, 222–251. [Google Scholar] [CrossRef]
- Zhang, Y.; Shen, Z.; Ni, X. Modeling and simulation on long pulse laser drilling processing. Int. J. Heat Mass Transf. 2014, 73, 429–437. [Google Scholar] [CrossRef]
- Cho, W.-I.; Schultz, V.; Woizeschke, P. Numerical study of the effect of the oscillation frequency in buttonhole welding. J. Mater. Process. Technol. 2018, 261, 202–212. [Google Scholar] [CrossRef]
- Mills, K.C. Recommended Values of Thermophysical Properties for Selected Commercial Alloys; Woodhead Publishing Ltd.: Cambridge, UK, 2002. [Google Scholar]
- Kong, F.; Kovacevic, R. Modeling of Heat Transfer and Fluid Flow in the Laser Multilayered Cladding Process. Metall. Mater. Trans. B 2010, 41, 1310–1320. [Google Scholar] [CrossRef]
- Mayi, Y.A.; Dal, M.; Peyre, P.; Bellet, M.; Metton, C.; Moriconi, C.; Fabbro, R. Laser-induced plume investigated by finite element modelling and scaling of particle entrainment in laser powder bed fusion. J. Phys. Appl. Phys. 2020, 53, 075306. [Google Scholar] [CrossRef]
- Tomashchuk, I.; Bendaoud, I.; Sallamand, P.; Cicala, E.; Lafaye, S.; Almuneau, M. Multiphysical modelling of keyhole formation during dissimilar laser welding. In Proceedings of the COMSOL Conference, Munich, Germany, 12–14 October 2016; pp. 1–7. [Google Scholar]
- Courtois, M.; Carin, M.; Le Masson, P.; Gaied, S.; Balabane, M. A complete model of keyhole and melt pool dynamics to analyze instabilities and collapse during laser welding. J. Laser Appl. 2014, 26, 042001. [Google Scholar] [CrossRef]
- Pang, S.; Chen, L.; Zhou, J.; Yin, Y.; Chen, T. A three-dimensional sharp interface model for self-consistent keyhole and weld pool dynamics in deep penetration laser welding. J. Phys. Appl. Phys. 2011, 44, 025301. [Google Scholar] [CrossRef]
- Olsson, E.; Kreiss, G. A conservative level set method for two phase flow. J. Comput. Phys. 2005, 210, 225–246. [Google Scholar] [CrossRef]
- Qin, Y.; Dai, G.; Wang, B.; Ni, X.W.; Bi, J.; Zhang, X.H. Investigating the effect of gravity on long pulsed laser drilling. Opt. Laser Technol. 2011, 43, 563–569. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Case No. | Laser Power | Pulse Width | Total Laser Energy | Number of Pulses | Pulse Shape | Total on Time |
|---|---|---|---|---|---|---|
| 1 | 2 kW | 10 ms | 20 J | 1 | Continuous | 10 ms |
| 2 | 4 kW | 5 ms | 20 J | 1 | Rectangular constant | 5 ms |
| 3 | 1–3 kW | 2.5 ms | 20 J | 1 | Rectangular: ramp up–ramp down | 10 ms |
| 4 | 0.5–4 kW | 2.5 ms | 20 J | 1 | Rectangular: ramp down | 10 ms |
| 5 | 1–3 kW | 2 ms | 20 J | 1 | Rectangular: ramp down | 10 ms |
| 6 | 1–3 kW | 2 ms | 20 J | 1 | Rectangular: ramp up | 10 ms |
| 7 | 1.5–3 kW | 2 ms | 20 J | 1 | Rectangular: ramp down-up-down | 10 ms |
| 8 | 0–4 kW | 10 ms | 20 J | 1 | Triangular: single peaks | 10 ms |
| 9 | 0–4 kW | 5 ms | 20 J | 2 | Triangular: double peaks | 10 ms |
| 10 | 0–4 kW | 2.5 ms | 20 J | 4 | Triangular: quadruple peaks | 10 ms |
| 11 | 0–4 kW | 1.25 ms | 20 J | 8 | Triangular: octuple peaks | 10 ms |
| 12 | 0–6 kW | 1 ms | 18 J | 3 | Rectangular | 3 ms |
| 13 | 0–6 kW | 2 ms | 18 J | 3 | Triangular | 6 ms |
| 14 | 0–6 kW | 1–2 ms | 18 J | 3 | Rectangular–triangular | 4 ms |
| 15 | 0–6 kW | 2 ms | 18 J | 3 | Triangular–rectangular | 6 ms |
| Property | Symbol | Magnitude |
|---|---|---|
| Solidus temperature | 847 (K) | |
| Liquidus temperature | 905 (K) | |
| Vaporization temperature | 2743 (K) | |
| Thermal conductivity of solid | 238 (W/m/K) | |
| Thermal conductivity of liquid | 100 (W/m/K) | |
| Density of solid | 2700 (kg/m3) | |
| Density of liquid | 2385 (kg/m3) | |
| Latent heat of melting | 3.896 × 105 (J/kg) | |
| Latent heat of vaporization | 9.462 × 106 (J/kg) | |
| Specific heat capacity of solid | 917 (J/kg/K) | |
| Specific heat capacity of liquid | 1080 (J/kg/K) | |
| Convective heat transfer coefficient | h | 20 (W/m2/K) |
| Coefficient of linear thermal expansion | 2.36 × 10−5 (1/K) | |
| Dynamic viscosity | 1.6 × 10−3 (Pa.s) | |
| Coefficient of surface tension | 0.95 × (1 + 0.13 × (1 − T/Tm))1.67 (N/m) | |
| Temperature-dependent surface tension coefficient | −0.3 × 10−3 (N/m/K) | |
| Radiation emissivity | 0.2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
SaediArdahaei, S.; Pham, X.-T. Toward Stabilizing the Keyhole in Laser Spot Welding of Aluminum: Numerical Analysis. Materials 2024, 17, 4741. https://doi.org/10.3390/ma17194741
SaediArdahaei S, Pham X-T. Toward Stabilizing the Keyhole in Laser Spot Welding of Aluminum: Numerical Analysis. Materials. 2024; 17(19):4741. https://doi.org/10.3390/ma17194741
Chicago/Turabian StyleSaediArdahaei, Saeid, and Xuan-Tan Pham. 2024. "Toward Stabilizing the Keyhole in Laser Spot Welding of Aluminum: Numerical Analysis" Materials 17, no. 19: 4741. https://doi.org/10.3390/ma17194741