
Utilization of Multiple Recycled Materials in Asphalt Concrete: Mechanical Characterization and Cost–Benefit Analysis


Abstract
:1. Introduction
2. Experimental Study
2.1. Materials
2.1.1. Binder
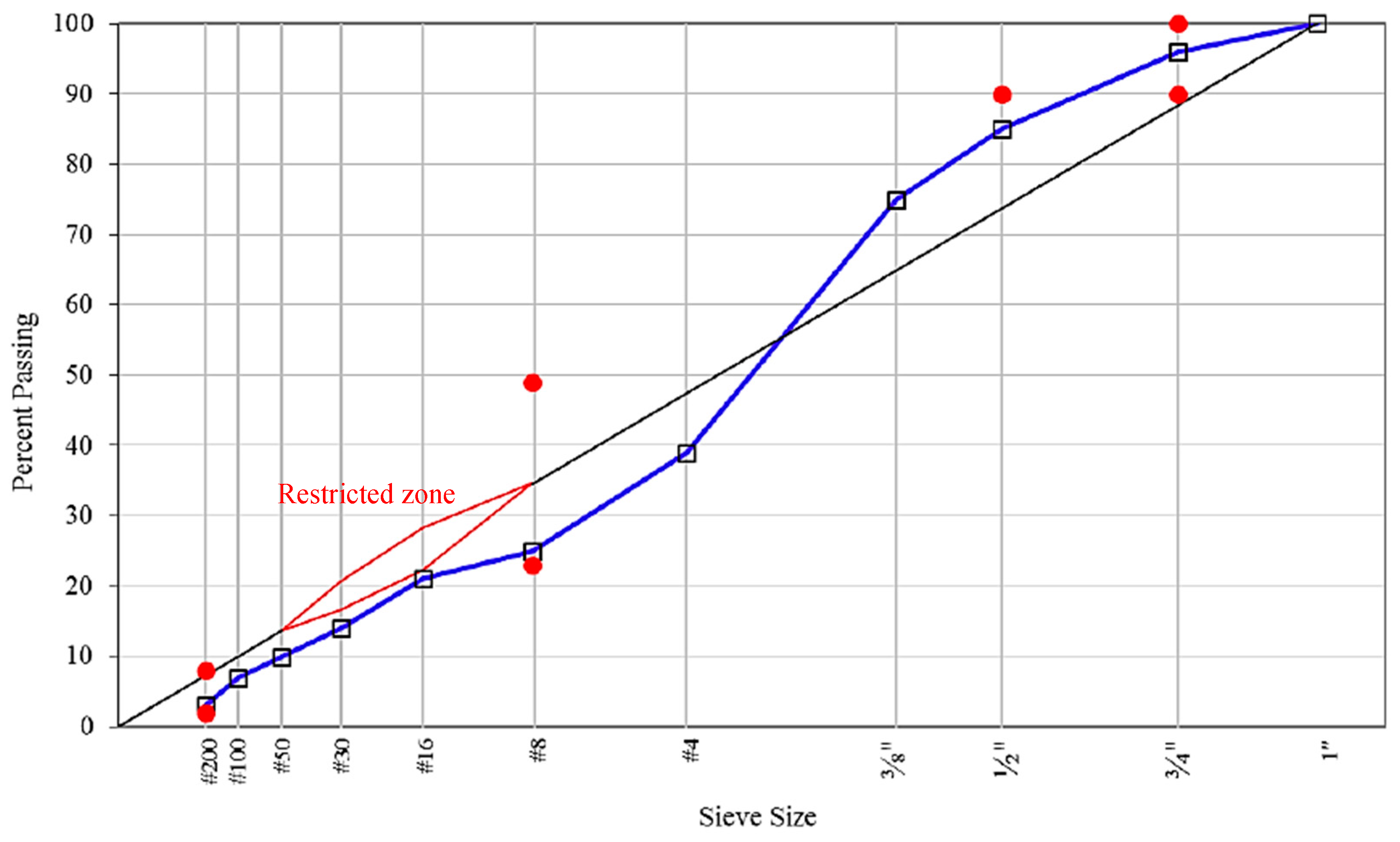
2.1.2. Aggregate
2.2. Sample Preparation
2.3. Testing Procedure
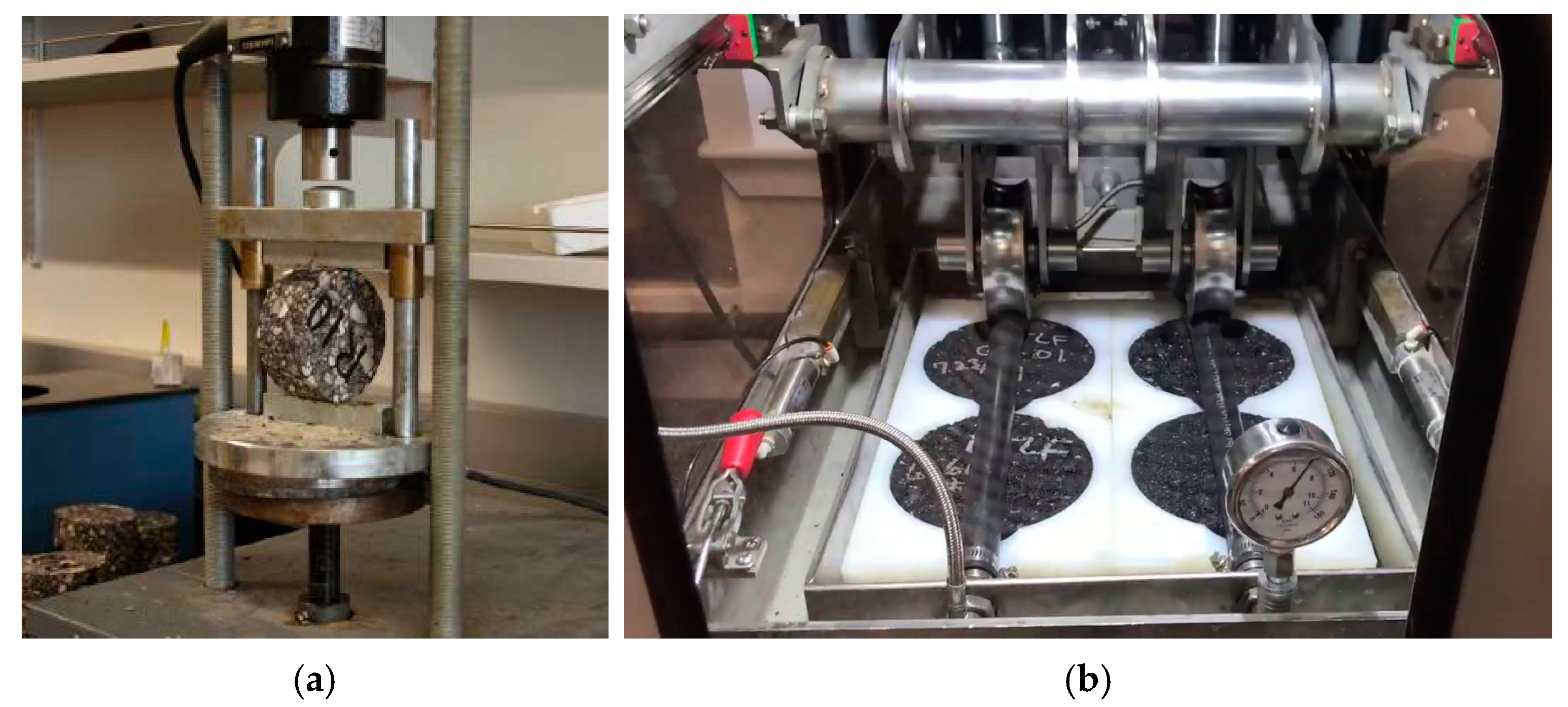
2.3.1. Indirect Tensile Strength Test
2.3.2. Rutting Test
3. Results
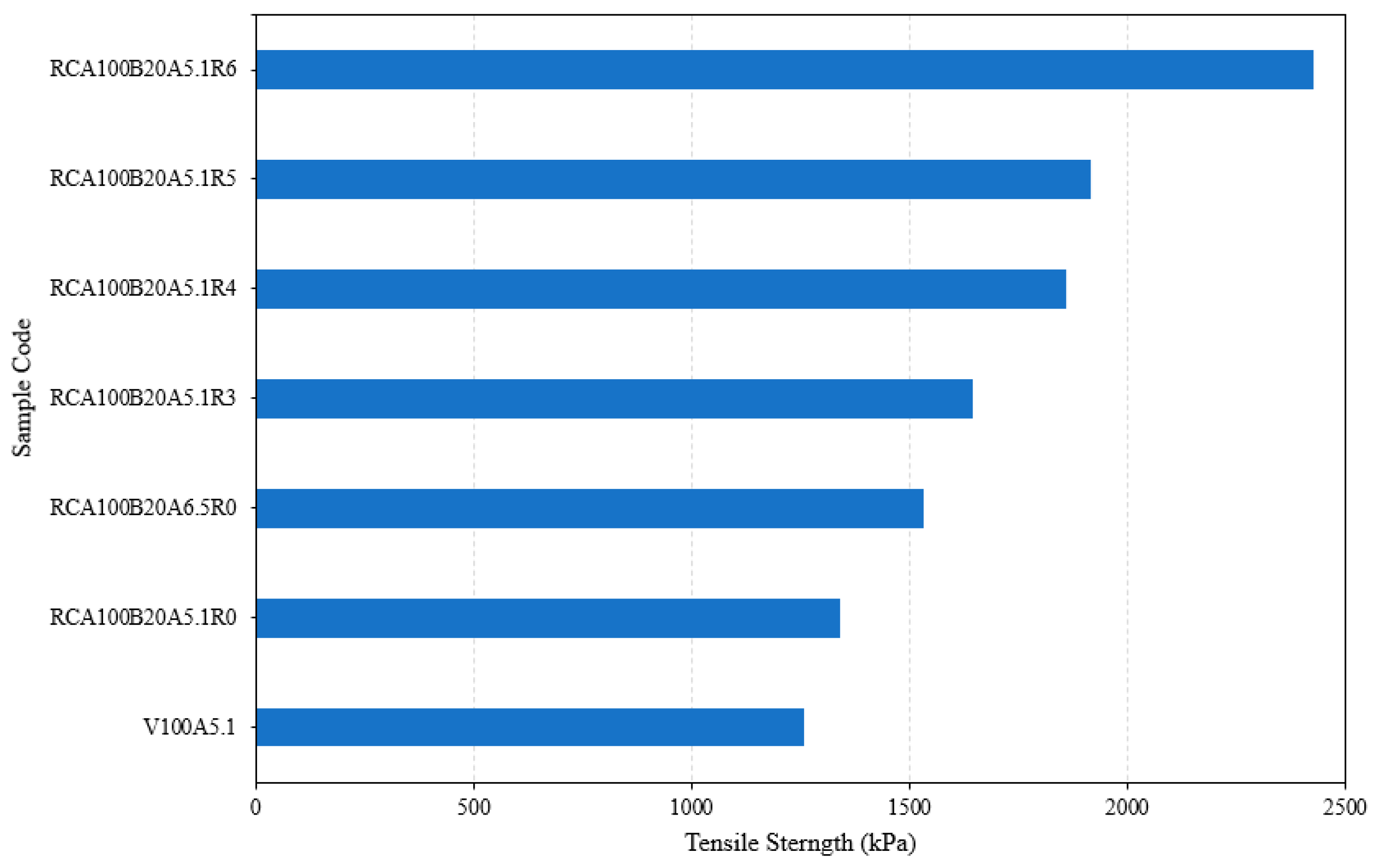
3.1. Tensile Strength
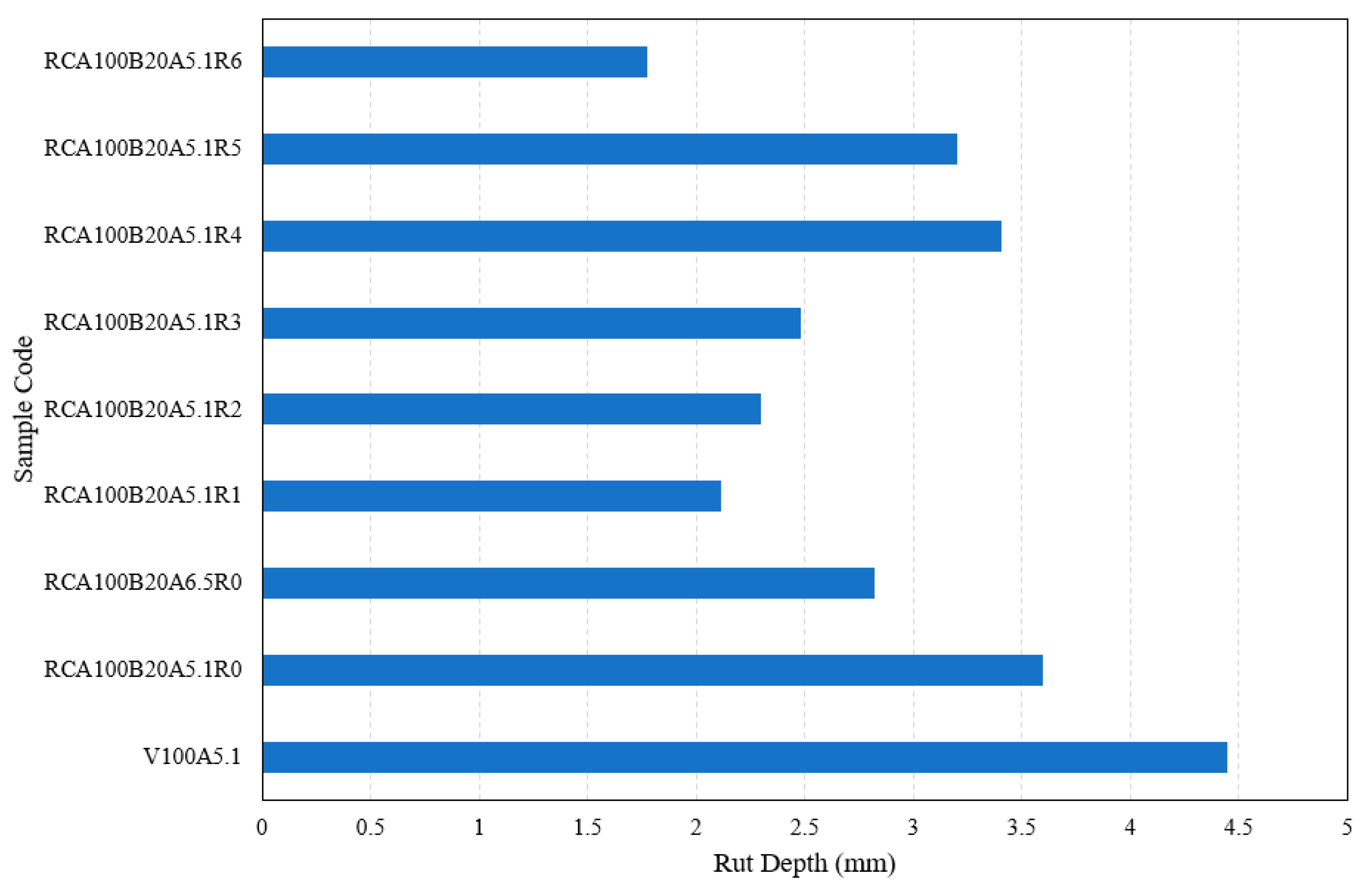
3.2. Rutting Resistance
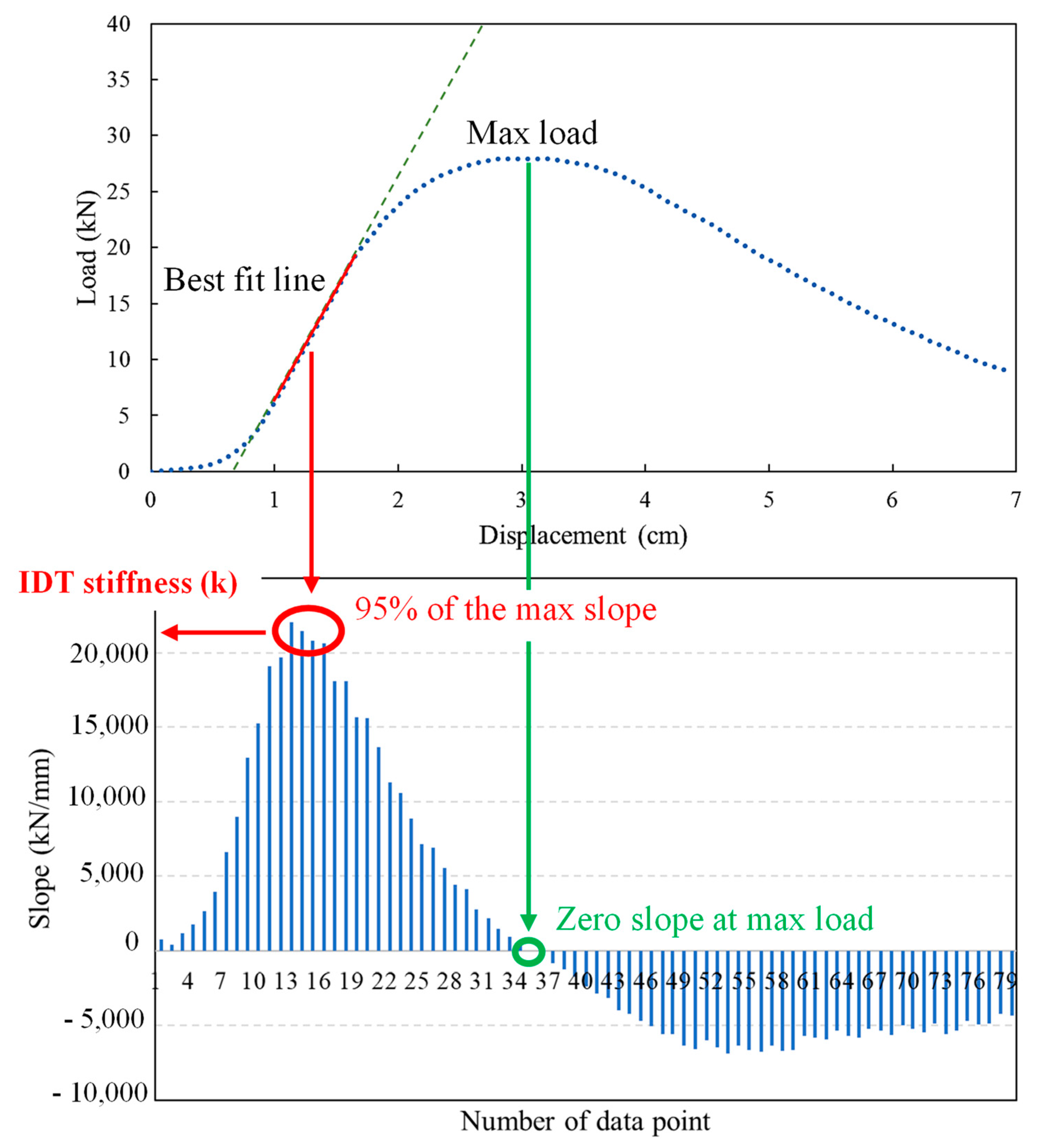
3.3. IDT Stiffness
4. Cost–Benefit Analysis
4.1. Life Cycle Cost Analysis (LCCA)
4.2. LCCA Result
5. Discussion
6. Conclusions
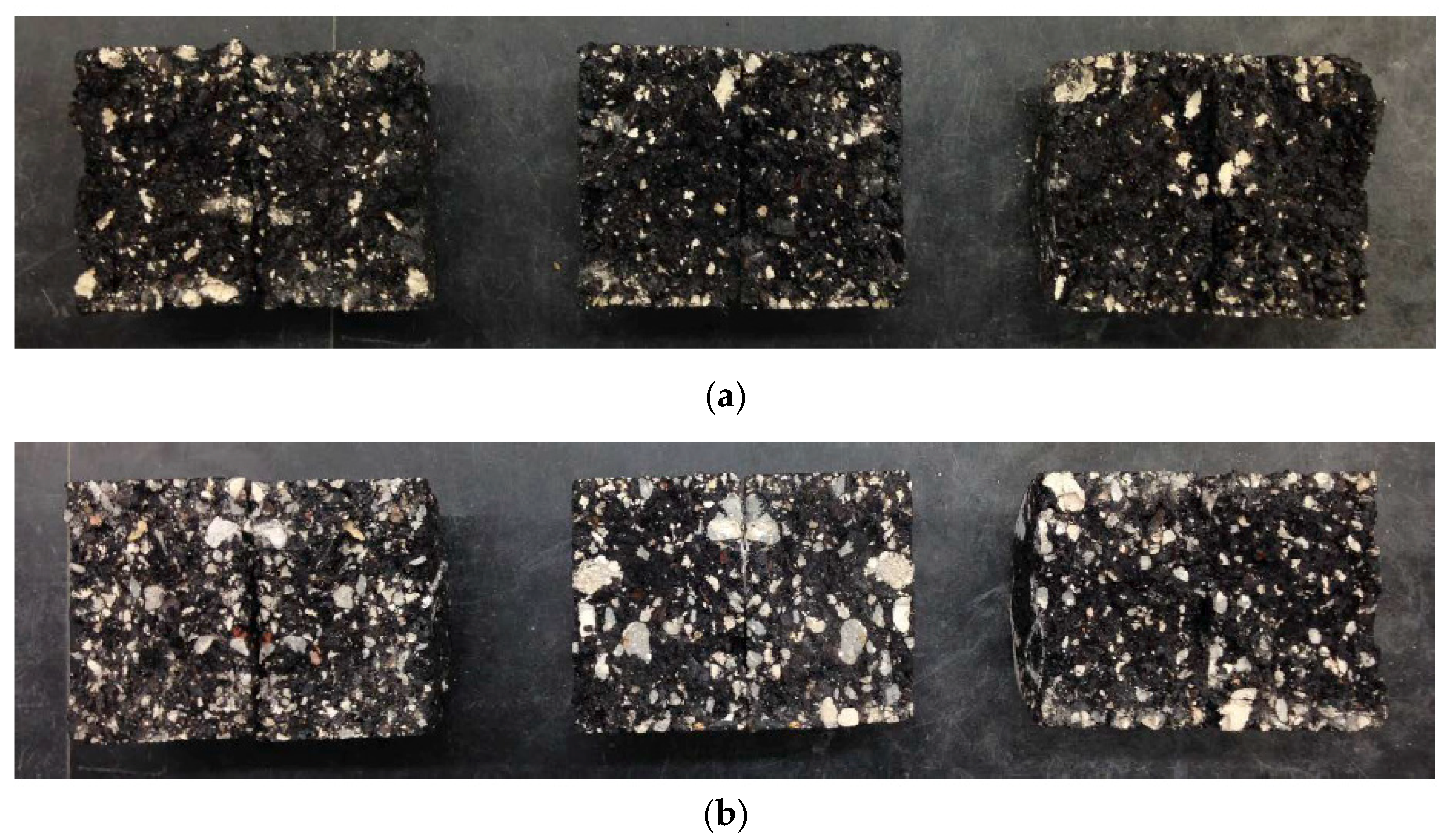
- The distinct porosity and uneven surface texture of MSWI BA enhance the asphalt binder absorption. Replacing 20% of fine aggregates with MSWI BA increases the optimum bitumen content by 1.1%, improving the stiffness and tensile strength, due to better aggregate interlocking.
- During mixing or compaction, MSWI BA particles might break down, creating more filler material and potentially reducing air voids. Therefore, adjustments in gradation should be considered in the mix design process to address these changes.
- The rutting test results indicate a negative correlation between the effective asphalt binder content and the rutting resistance, with mixes below the optimal asphalt content (OAC) showing deeper ruts. While RAS increases the mix stiffness, excessive RAS can lead to increased plastic deformation and greater rut depth.
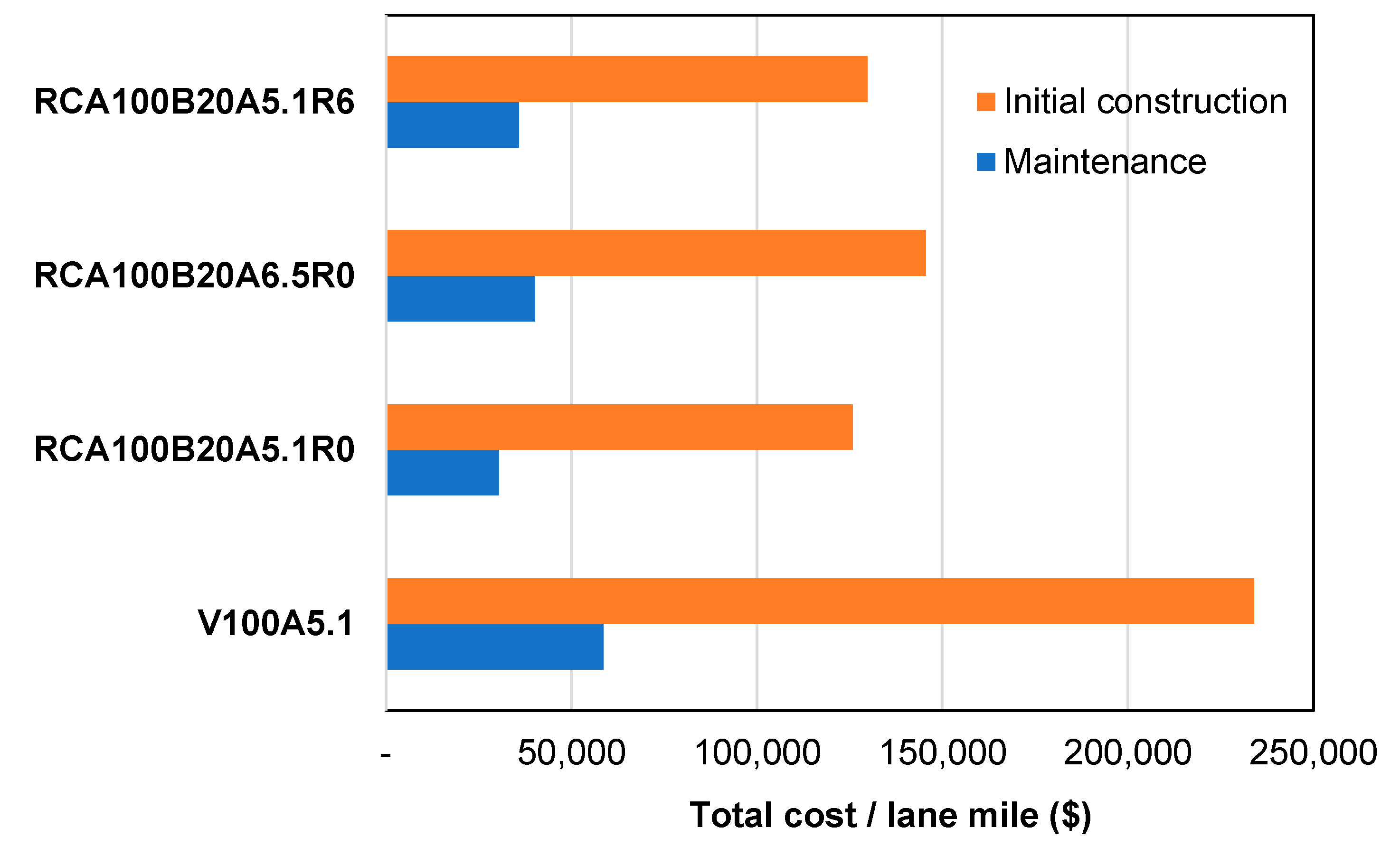
- The integration of 6% RAS, 100% RCA replacement for coarse aggregate, and 20% MSWI BA substitution for fine aggregate in HMA can reduce construction and maintenance costs by 60–80% over 20 years, representing substantial economic benefits.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Paranavithana, S.; Mohajerani, A. Effects of recycled concrete aggregates on properties of asphalt concrete. Resour. Conserv. Recycl. 2006, 48, 1–12. [Google Scholar] [CrossRef]
- Pihl, K.A.; Milvang-Jensen, O. The motivating factors in the development and sustainment of a well-functioning recycling industry for road and non-road byproducts in denmark. In Beneficial Use of Recycled Materials in Transportation Applications University of New Hampshire; University of New Hampshire: Durham, NH, USA, 2001. [Google Scholar]
- Chiu, C.T.; Hsu, T.H.; Yang, W.F. Life cycle assessment on using recycled materials for rehabilitating asphalt pavements. Resour. Conserv. Recycl. 2008, 52, 545–556. [Google Scholar] [CrossRef]
- Psomopoulos, C.S.; Bourka, A.; Themelis, N.J. Waste-to-energy: A review of the status and benefits in USA. Waste Manag. 2009, 29, 1718–1724. [Google Scholar] [CrossRef] [PubMed]
- Hasselriis, F. Waste-to-Energy Ash Management in the United States. In Encyclopedia of Sustainability Science and Technology; Springer: Berlin/Heidelberg, Germany, 2012; pp. 11737–11758. [Google Scholar]
- Wiles, C.C. Municipal solid waste combustion ash: State-of-the-knowledge. J. Hazard. Mater. 1996, 47, 325–344. [Google Scholar] [CrossRef]
- Sabbas, T.; Polettini, A.; Pomi, R.; Astrup, T.; Hjelmar, O.; Mostbauer, P.; Cappai, G.; Magel, G.; Salhofer, S.; Speiser, C.; et al. Management of municipal solid waste incineration residues. Waste Manag. 2003, 23, 61–88. [Google Scholar] [CrossRef]
- Wiles, C.; Shepherd, P. Beneficial Use and Recycling of Municipal Waste Combustion Residues—A Comprehensive Resource Document; (No. NREL/BK-570-25841); National Renewable Energy Lab. (NREL): Golden, CO, USA, 1999. [Google Scholar]
- Crillesen, K.; Skaarup, J.; Bojsen, K. Management of Bottom Ash from WTE Plants; International Solid Waste Association (ISWA): Rotterdam, The Netherlands, 2006. [Google Scholar]
- Vehlow, J. Waste-to-energy ash management in Europe. In Encyclopedia of Sustainability Science and Technology; Springer: Berlin/Heidelberg, Germany, 2012; pp. 11720–11736. [Google Scholar]
- An, J.; Kim, J.; Golestani, B.; Tasneem, K.M.; Muhit BA, A.; Nam, B.H.; Behzadan, A.H. Evaluating the Use of Waste-to-Energy Bottom Ash as Road Construction Materials; (No. BDK78-977-20); Dept. of Transportation: Tallahassee, FL, USA, 2014. [Google Scholar]
- Shi, H.S.; Kan, L.L. Leaching behavior of heavy metals from municipal solid wastes incineration (MSWI) fly ash used in concrete. J. Hazard. Mater. 2009, 164, 750–754. [Google Scholar] [CrossRef]
- Cho, B.H.; Nam, B.H.; An, J.; Youn, H. Municipal solid waste incineration (MSWI) ashes as construction materials—A review. Materials 2020, 13, 3143. [Google Scholar] [CrossRef]
- An, J.; Golestani, B.; Nam, B.H.; Lee, J.L. Sustainable utilization of MSWI bottom ash as road construction materials, part I: Physical and mechanical evaluation. In Airfield and Highway Pavements; American Society of Civil Engineers: Reston, VA, USA, 2015; pp. 225–235. [Google Scholar]
- Tasneem, K.M.; Eun, J.; Nam, B. Leaching behaviour of municipal solid waste incineration bottom ash mixed with Hot-Mix Asphalt and Portland cement concrete used as road construction materials. Road Mater. Pavement Des. 2017, 18, 687–712. [Google Scholar] [CrossRef]
- An, J.; Nam, B.H.; Youn, H. Investigation on the effect of recycled asphalt shingle (RAS) in Portland cement mortar. Sustainability 2016, 8, 384. [Google Scholar] [CrossRef]
- Nam, B.; Maherinia, H.; Behzadan, A.H. Mechanical characterization of asphalt tear-off roofing shingles in Hot Mix Asphalt. Constr. Build. Mater. 2014, 50, 308–316. [Google Scholar] [CrossRef]
- Brownlee, M. Utilization of Recycled and Reclaimed Materials in Illinois Highway Construction in 2010 (No. IL-PRR-160). 2011. Available online: https://trid.trb.org/View/1136098 (accessed on 4 August 2024).
- Sri Ravindrarajah, R.; Tam, C.T. Properties of concrete made with crushed concrete as coarse aggregate. Mag. Concr. Res. 1985, 37, 29–38. [Google Scholar] [CrossRef]
- Sri Ravindrarajah, R.; Loo, Y.H.; Tam, C.T. Recycled concrete as fine and coarse aggregates in concrete. Mag. Concr. Res. 1987, 39, 214–220. [Google Scholar] [CrossRef]
- Wong, Y.D.; Sun, D.D.; Lai, D. Value-added utilisation of recycled concrete in hot-mix asphalt. Waste Manag. 2007, 27, 294–301. [Google Scholar] [CrossRef] [PubMed]
- Sagoe-Crentsil, K.K.; Brown, T.; Taylor, A.H. Performance of concrete made with commercially produced coarse recycled concrete aggregate. Cem. Concr. Res. 2001, 31, 707–712. [Google Scholar] [CrossRef]
- Topcu, I.B.; Şengel, S. Properties of concretes produced with waste concrete aggregate. Cem. Concr. Res. 2004, 34, 1307–1312. [Google Scholar] [CrossRef]
- Nam, B.H.; An, J.; Youn, H. Accelerated calcite precipitation (ACP) method for recycled concrete aggregate (RCA). Constr. Build. Mater. 2016, 125, 749–756. [Google Scholar] [CrossRef]
- McCulloch, T.; Kang, D.; Shamet, R.; Lee, S.J.; Nam, B.H. Long-term performance of recycled concrete aggregate for subsurface drainage. J. Perform. Constr. Facil. 2017, 31, 04017015. [Google Scholar] [CrossRef]
- Paul, R.H. Use of recycled crushed concrete for road pavement sub-base. In National Symposium on the Use of Recycled Materials in Engineering Construction (1st: 1996: Sydney, NSW); Institution of Engineers: Barton, Australia, 1996; pp. 165–172. [Google Scholar]
- Richardson, B.J.E.; Jordan, D.O. Use of recycled concrete as a road pavement material within Australia. In Proceedings of the 17th Arrb Conference, Gold Coast, QLD, Australia, 15–19 August 1994. [Google Scholar]
- Guthrie, P.; Mallett, H. Waste Minimisation and Recycling in Construction—A Review (No. 122). 1995. Available online: https://trid.trb.org/View/457449 (accessed on 4 August 2024).
- Mallela, J.; Von Quintus, H.L.; Farina, J. Observations, modeling, and mitigation related to reflective cracking on composite pavements in New York City. Transp. Res. Rec. 2008, 2084, 124–133. [Google Scholar] [CrossRef]
- Arm, M. Self-cementing properties of crushed demolished concrete in unbound layers: Results from triaxial tests and field tests. Waste Manag. 2001, 21, 235–239. [Google Scholar] [CrossRef]
- McGrath, C. Waste minimization in practice. Resour. Conserv. Recycl. 2001, 32, 227–238. [Google Scholar] [CrossRef]
- Huang, W.L.; Lin, D.H.; Chang, N.B.; Lin, K.S. Recycling of construction and demolition waste via a mechanical sorting process. Resour. Conserv. Recycl. 2002, 37, 23–37. [Google Scholar] [CrossRef]
- Mroueh, U.M.; Wahlström, M. By-products and recycled materials in earth construction in Finland—An assessment of applicability. Resour. Conserv. Recycl. 2002, 35, 117–129. [Google Scholar] [CrossRef]
- Ravindrarajah, R.S. Effects of using recycled concrete as aggregate on the engineering properties of concrete. In National Symposium on the Use of Recycled Materials in Engineering Construction (1st: 1996: Sydney, NSW); Institution of Engineers: Barton, Australia, 1996; pp. 147–152. [Google Scholar]
- Dumitru, I.; Zdrilic, A.; Formosa, M. Manufacture of base materials using recycled concrete to comply with RTA (NSW) specifications. In National Symposium on the Use of Recycled Materials in Engineering Construction (1st: 1996: Sydney, NSW); Institution of Engineers: Barton, Australia, 1996; pp. 211–217. [Google Scholar]
- Sagoe-Crentsil, K.K.; Brown, T.; Mak, S.L.; Taylor, A. Engineering properties and performance of concrete made with recycled construction aggregates. In National Symposium on the Use of Recycled Materials in Engineering Construction (1st: 1996: Sydney, NSW); Institution of Engineers: Barton, Australia; Sydney, Australia, 1996; pp. 132–134. [Google Scholar]
- Shayan, A.; Bell, D.; Westgate, P. Performance of Recycled Concrete as a Road-Making Material. Municipal Engineering in Australia. 1997, p. 24. Available online: https://trid.trb.org/View/1204598 (accessed on 4 August 2024).
- Gómez-Soberón, J.M. Porosity of recycled concrete with substitution of recycled concrete aggregate: An experimental study. Cem. Concr. Res. 2002, 32, 1301–1311. [Google Scholar] [CrossRef]
- Chen, H.J.; Yen, T.; Chen, K.H. Use of building rubbles as recycled aggregates. Cem. Concr. Res. 2003, 33, 125–132. [Google Scholar] [CrossRef]
- Zaharieva, R.; Buyle-Bodin, F.; Skoczylas, F.; Wirquin, E. Assessment of the surface permeation properties of recycled aggregate concrete. Cem. Concr. Compos. 2003, 25, 223–232. [Google Scholar] [CrossRef]
- Zivari, A.; Siavoshnia, M.; Rezaei, H. Effect of lime-rice husk ash on geotechnical properties of loess soil in Golestan province, Iran. Geo-Eng. 2023, 14, 20. [Google Scholar] [CrossRef]
- Mills-Beale, J.; You, Z. The mechanical properties of asphalt mixtures with recycled concrete aggregates. Constr. Build. Mater. 2010, 24, 230–235. [Google Scholar] [CrossRef]
- Park, K.; Golestani, B.; Nam, B.H.; Hou, J.; Eun, J. Study on the Combined Effect of Municipal Solid Waste Incineration Bottom Ash and Waste Shingle in Hot Mix Asphalt. Materials 2003, 17, 46. [Google Scholar] [CrossRef]
- ASTM C127-12; Standard Test Method for Density, Relative Density (Specific Gravity), and Absorption of Coarse Aggregate. American Society for Testing and Materials: West Conshohocken, PA, USA, 2012.
- ASTM D5821; Standard Test Method for Determining the Percentage of Fractured Particles in Coarse Aggregate. American Society for Testing and Materials: West Conshohocken, PA, USA, 2017.
- ASTM C131; Standard Test Method for Resistance to Degradation of Small-Size Coarse Aggregate by Abrasion and Impact in the Los Angeles Machine. American Society for Testing and Materials: West Conshohocken, PA, USA, 2010.
- Mobasher, B.; Mamlouk, M.S.; Lin, H.M. Evaluation of crack propagation properties of asphalt mixtures. J. Transp. Eng. 1997, 123, 405–413. [Google Scholar] [CrossRef]
- Perng, J.D. Analysis of Crack Propagation in Asphalt Concrete Using a Cohesive Crack Model. Master’s Thesis, The Ohio State University, Columbus, OH, USA, 1989. [Google Scholar]
- ASTM D 4867; Standard Test Method for Effect of Moisture on Asphalt Concrete Paving Mixtures. American Society for Testing and Materials: West Conshohocken, PA, USA, 2014.
- Federal Highway Administration. Lifecycle Cost Analysis RealCost User Manual; Federal Highway Administration: Washington, DC, USA, 2023. [Google Scholar] [CrossRef]
- Lima, M.S.S.; Hajibabaei, M.; Thives, L.P.; Haritonovs, V.; Buttgereit, A.; Queiroz, C. Environmental potentials of asphalt mixtures fabricated with red mud and fly ash. Road Mater. Pavement Des. 2021, 22 (Suppl. S1), S690–S701. [Google Scholar] [CrossRef]
- Babashamsi, P.; Yusoff, N.I.M.; Ceylan, H.; Nor, N.G.M.; Jenatabadi, H.S. Evaluation of pavement life cycle cost analysis: Review and analysis. Int. J. Pavement Res. Technol. 2016, 9, 241–254. [Google Scholar] [CrossRef]
- Li, J.; Xiao, F.; Zhang, L.; Amirkhanian, S. Life cycle assessment and life cycle cost analysis of recycled solid waste materials in highway pavement: A review. J. Clean. Prod. 2019, 233, 1182–1206. [Google Scholar] [CrossRef]
- Alaloul, W.S.; Altaf, M.; Musarat, M.A.; Faisal Javed, M.; Mosavi, A. Systematic Review of Life Cycle Assessment and Life Cycle Cost Analysis for Pavement and a Case Study. Sustainability 2021, 13, 4377. [Google Scholar] [CrossRef]
- North Carolina DOT. Available online: https://connect.ncdot.gov/projects/construction/lists/asphalt%20binder%20monthly%20prices/allitems.aspx (accessed on 15 August 2024).
- Oklahoma Department of Transportation. Available online: http://crystalweb.odot.ok.gov/report/viewer.aspx?reportpath=public/trnsport/ASPHBINDER.rpt&password=APEX (accessed on 15 August 2024).
- Washington State DOT. Available online: https://wsdot.wa.gov/business-wsdot/contracts/about-public-works-contracts/payments-reporting/asphalt-binder-reference-cost (accessed on 15 August 2024).
- Illinois DOT. Available online: https://idot.illinois.gov/doing-business/procurements/engineering-architectural-professional-services/consultant-resources/highways/lcca.html (accessed on 15 August 2024).
- Environmental Research & Education Foundation, 2022 MSW Landfill Tipping Fees. Available online: https://erefdn.org/2022-msw-landfill-tipping-fees/ (accessed on 15 August 2024).
- Lindsey, L.; Schmalensee, R.; Sacher, A.; Hub, C.S. The Effects of Inflation and Its Volatility on the Choice of Construction Alternatives; Concrete Sustainability Hub, Massachusetts Institute of Technology: Boston, MA, USA, 2011. [Google Scholar]
- Cui, W.; Cui, Q.; Dong, X.; Liu, J.; Song, K.; Xie, M.; Yao, X. Current research status and emerging trends in utilization of red mud resources: A study based on bibliometric network analysis. Constr. Build. Mater. 2024, 442, 137605. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test | Test Method | Specification | Test Results |
|---|---|---|---|
| Rotational viscosity @ 135 °C, 20 rpm spindle # 21 | T316 | 3.0 Max | 0.465 Pa.s |
| Rotational viscosity @ 165 °C, 20 rpm spindle # 21 | T316 | 3.0 Max | 0.128 Pa.s |
| Dynamic shear (G*/sin δ, 10 rad/s) | T315 | 1.0 min @ 67 °C | 1.09 kPa |
| Ring and ball soft point | T53 | - | 54 °C |
| Penetration @ 25 °C | T49 | - | 59 dmm |
| Flash point | T48 | 230 °C | 344 °C |
| Properties | Limestone | BA | RCA | Test Methods |
|---|---|---|---|---|
| Specific gravity (oven dry) | 2.4 * | - | 2.19 | ASTM C127 [43] |
| Absorption capacity, % | 3.04 | 12.8 | 6.45 | ASTM C127 [43] |
| % of fractured particles in coarse aggregates (1 fractured face/2 fractured face) | 81.4/74.7 | N/A | 88.7/83.24 | ASTM D5821 [44] |
| L.A. abrasion mass loss, % | 36.5 | 43 | 41.3 | ASTM C131 [45] |
| Sample Codes | Description |
|---|---|
| V100A5.1 | 100% virgin coarse and fine aggregates @ 5.1% OAC |
| RCA25A5.1 | 25% RCA coarse + 100% virgin fine @ 5.1% AC |
| RCA50A5.1 | 50% RCA coarse + 100% virgin fine @ 5.1% AC |
| RCA75A5.1 | 75% RCA coarse + 100% virgin fine @ 5.1% AC |
| RCA100A5.1 | 100% RCA coarse + 100% virgin fine @ 5.1% AC |
| RCA100A5.7 | 100% RCA coarse + 100% virgin fine @ 5.7% OAC |
| RCA100B20A5.1 | 100% virgin coarse + 80% virgin fine + 20% BA fine + 0% RAS@ 5.1% AC |
| RCA100B20A5.1R1 | 100% virgin coarse + 80% virgin fine + 20% BA fine + 1% RAS@ 5.1% AC |
| RCA100B20A5.1R2 | 100% virgin coarse + 80% virgin fine + 20% BA fine + 2% RAS@ 5.1% AC |
| RCA100B20A5.1R3 | 100% virgin coarse + 80% virgin fine + 20% BA fine + 3% RAS@ 5.1% AC |
| RCA100B20A5.1R4 | 100% virgin coarse + 80% virgin fine + 20% BA fine + 4% RAS@ 5.1% AC |
| RCA100B20A5.1R5 | 100% virgin coarse + 80% virgin fine + 20% BA fine + 5% RAS@ 5.1% AC |
| RCA100B20A5.1R6 | 100% virgin coarse + 80% virgin fine + 20% BA fine + 6% RAS@ 5.1% AC |
| Sample Codes | IDT Strength (kPa) | Rut Depth (mm) | Fracture Energy (N.mm) | Service Life (yrs.) |
|---|---|---|---|---|
| Impact Assessment | 30% | 40% | 30% | 100% |
| V100A5.1 | 1263.25 | 4.450 | 43855.22 | 5 |
| RCA100B20A5.1R0 | 1345.3 | 3.599 | 39437.89 | 5.54 |
| RCA100B20A6.5R0 | 1533.70 | 2.819 | 48323.2 | 6.33 |
| RCA100B20A5.1R6 | 2435.50 | 1.774 | 43296.9 | 6.28 |
| Sample Code | Length (mi) | Width (ft) | Surface Depth (in) | Base Depth (in) | RAP Removal (in) | Density (ton/m3) | Overlay Mass (tons) | Maintenance Frequency |
|---|---|---|---|---|---|---|---|---|
| V100A5.1 | 1 | 12 | 2 | 0 | 2 | 2.09 | 632.21 | 4 |
| RCA100B20A5.1R0 | 1 | 12 | 2 | 0 | 2 | 2.03 | 614.06 | 3.61 |
| RCA100B20A6.5R0 | 1 | 12 | 2 | 0 | 2 | 2.045 | 618.60 | 3.16 |
| RCA100B20A5.1R6 | 1 | 12 | 2 | 0 | 2 | 2.06 | 623.13 | 3.18 |
| LCC Components | Unit | Value | References |
|---|---|---|---|
| Virgin Aggregate | USD/ton | USD 50 | [50] |
| Sand | USD/ton | USD 40 | [50] |
| Asphalt Binder | USD/ton | USD 505–USD 697 | [55,56,57] |
| Trucking | USD/ton/mile | USD 0.13 | [58] |
| Tipping Fee | USD/ton | USD 24.3–USD 91 | [59] |
| Shingle Grinding | USD/ton | USD 14.80 | [50] |
| Asphalt Inflation Rate | %/year | %1.1 | [60,61] |
| Trucking Distance [Mine to Plant] | Miles | 30 | [50] |
| Trucking Distance [Refinery to Plant] | Miles | 50 | [50] |
| Trucking Distance [Plant to Site] | Miles | 10 | [50] |
| HMA Code | V100A5.1 | RCA100B20A5.1R0 | RCA100B20A6.5R0 | RCA100B20A5.1R6 | |
|---|---|---|---|---|---|
| Initial construction | VA Cost | USD 25,797.00 | USD 5007.65 | USD 4701.34 | USD 5081.66 |
| Sand Cost | USD 3360.00 | USD 3264.34 | USD 3241.45 | USD 3312.58 | |
| Binder Cost | USD 19,057.00 | USD 18,510.30 | USD 23,765.89 | USD 18,783.86 | |
| VA Trucking | USD 1950.00 | USD 378.58 | USD 355.42 | USD 384.17 | |
| RCA Trucking | - | USD 1343.94 | USD 1353.87 | USD 1363.80 | |
| Sand Trucking | USD 317.00 | USD 308.48 | USD 306.32 | USD 313.04 | |
| Binder Trucking | USD 203.00 | USD 197.30 | USD 253.32 | USD 200.21 | |
| BA + RAS Trucking | - | USD 171.76 | USD 170.70 | USD 315.63 | |
| Plant-to-Site Trucking | USD 7960.00 | USD 773.71 | USD 779.43 | USD 785.15 | |
| RCA Tipping Credit | - | USD 522.89 | USD 5261.48 | USD 5300.07 | |
| Total | USD 58,644.00 | USD 30,478.95 | USD 40,189.22 | USD 35,840.17 | |
| Maintenance | Sand Cost | USD 117,242.00 | USD 2055.99 | USD 16,971.96 | USD 18,482.90 |
| Binder Cost | USD 15,274.00 | USD 13,399.83 | USD 11,701.72 | USD 12,048.45 | |
| VA Trucking | USD 86,611.00 | USD 75,983.21 | USD 85,795.58 | USD 68,320.25 | |
| RCA Trucking | USD 8863.00 | USD 1554.03 | USD 1283.08 | USD 1397.31 | |
| Sand Trucking | - | USD 5516.77 | USD 4887.52 | USD 4960.40 | |
| Binder Trucking | USD 1443.00 | USD 1266.28 | USD 1105.81 | USD 1138.58 | |
| BA + RAS Trucking | USD 923.00 | USD 809.89 | USD 914.48 | USD 728.21 | |
| RCA Tipping Credit | - | USD 705.08 | USD 1038.28 | USD 633.97 | |
| BA Tipping Credit | USD 3620.00 | USD 3176.03 | USD 2813.77 | USD 2855.73 | |
| RAS Cost | - | USD 21,439.51 | USD 18,994.11 | USD 19,277.32 | |
| Total | USD 233,976.00 | USD 125,906.62 | USD 145,506.31 | USD 129,843.12 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Han, H.-S.; Golestani, B.; Park, K.; Cho, B.; Nam, B.H. Utilization of Multiple Recycled Materials in Asphalt Concrete: Mechanical Characterization and Cost–Benefit Analysis. Materials 2024, 17, 4742. https://doi.org/10.3390/ma17194742
Han H-S, Golestani B, Park K, Cho B, Nam BH. Utilization of Multiple Recycled Materials in Asphalt Concrete: Mechanical Characterization and Cost–Benefit Analysis. Materials. 2024; 17(19):4742. https://doi.org/10.3390/ma17194742
Chicago/Turabian StyleHan, Heui-Soo, Behnam Golestani, Kyungwon Park, Byounghooi Cho, and Boo Hyun Nam. 2024. "Utilization of Multiple Recycled Materials in Asphalt Concrete: Mechanical Characterization and Cost–Benefit Analysis" Materials 17, no. 19: 4742. https://doi.org/10.3390/ma17194742