
Resistance Welding of Thermoplastic Composites, Including Welding to Thermosets and Metals: A Review

 , ,
, ,
Abstract
:1. Introduction
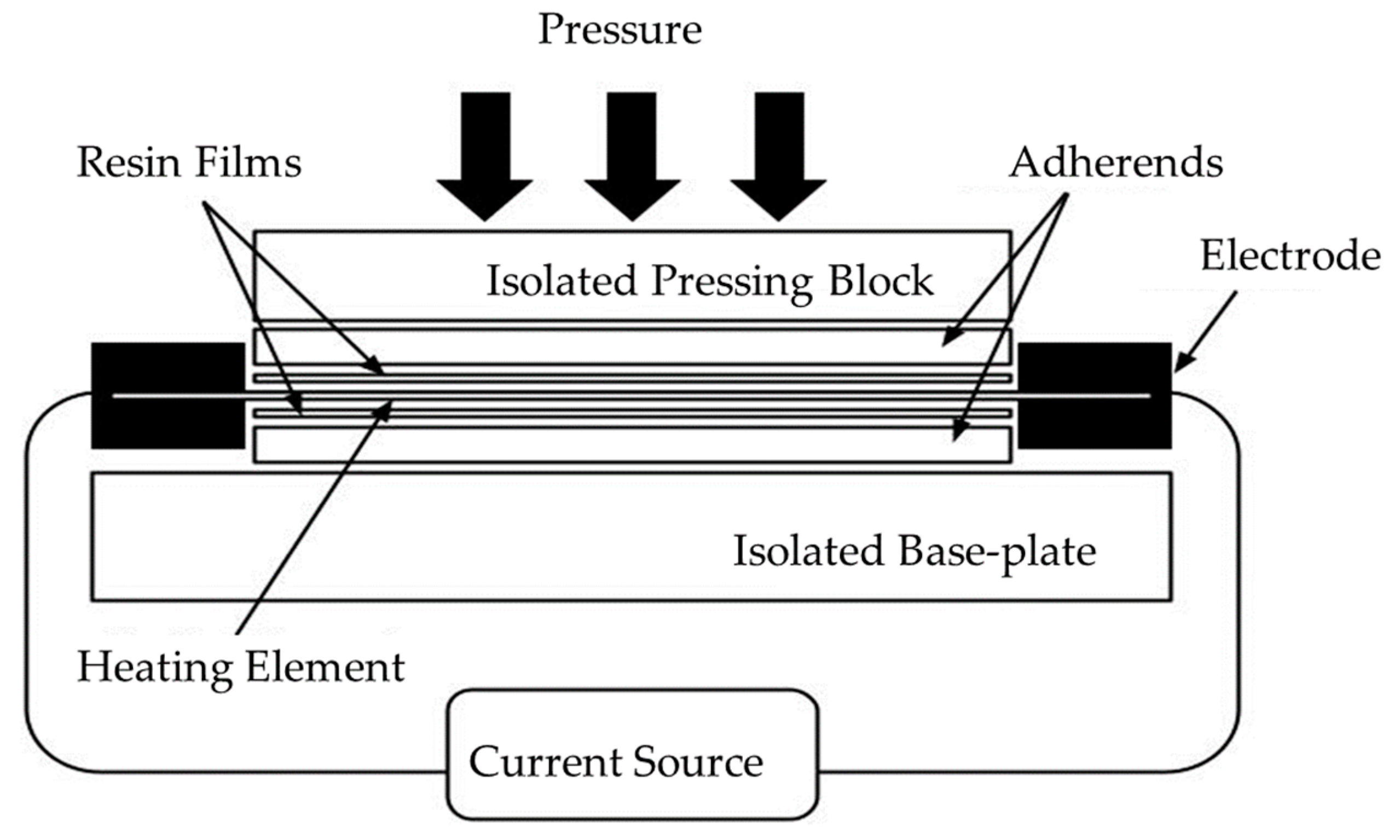
2. Resistance Welding
- Heating: The components are aligned and brought into contact under pressure. An electric current is applied, causing the resistive heating element to heat. The temperature at the interface begins to rise. As the temperature increases, the polymer reaches its melting point, allowing it to flow and wet the interface.
- Consolidation: The current is maintained for a set duration, allowing for complete melting and fusion at the interface.
2.1. Heating Element
2.2. Process Parameters
3. Thermoplastic Composite to Thermoplastic Composite Joints
4. Thermoplastic Composite to Thermosetting Composite Joints
5. Thermoplastic Composite to Metallic Materials Joints
6. Testing of Welded Joints
7. Conclusions
- Effectiveness of resistance welding: Resistance welding is proven to be highly effective in creating strong, durable joints in thermoplastic composites. The technique’s ability to generate localized heat at the weld interface, combined with the appropriate selection of heating elements and process parameters, ensures the successful joining of various composite materials, including complex combinations like thermoplastic and metals.
- Challenges and mitigation strategies: The review identifies significant challenges in resistance welding, including temperature control, current leakage in carbon-fiber-reinforced polymers, and potential corrosion when using metal meshes. Strategies such as surface treatments, chemical etching, and the integration of nanocomposites have been proposed to overcome these challenges and improve weld quality.
- Industrial applications and research directions: While resistance welding has been successfully implemented in laboratory settings and smaller-scale industrial applications, such as the Multifunctional Fuselage Demonstrator (MFFD) and Airbus aircraft components, broader industrial adoption requires further research. The challenges of optimizing process conditions—particularly the precise control of energy within the technological window—must be addressed to prevent polymer degradation and fiber displacement. Future research should also focus on the development of reliable non-destructive testing (NDT) methods to ensure the long-term performance and industrial applicability of welded joints.
- Need for further development: Despite the promising results achieved in laboratory scales and the numerous patents issued, resistance welding still requires substantial research and development before it can be routinely applied to large, industrial-scale structures. A significant challenge lies in optimizing process conditions to balance heat distribution and energy consumption, ensuring high-quality welds without compromising material integrity. This is particularly crucial for metal–composite joints, which present unique challenges due to the differing thermal expansion coefficients and other material properties. The dissimilar nature of these material groups makes it essential to develop specialized approaches that can accommodate their distinct characteristics and ensure robust, durable joints.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dinu, R.; Lafont, U.; Damiano, O.; Mija, A. Development of Sustainable High Performance Epoxy Thermosets for Aerospace and Space Applications. Polymers 2022, 14, 5473. [Google Scholar] [CrossRef] [PubMed]
- Hamerton, I.; Kratz, J. Chapter 9—The Use of Thermosets in Modern Aerospace Applications. In Thermosets, 2nd ed.; Guo, Q., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 303–340. ISBN 978-0-08-101021-1. [Google Scholar]
- Mullins, M.J.; Liu, D.; Sue, H.-J. Chapter 2—Mechanical Properties of Thermosets. In Thermosets, 2nd ed.; Guo, Q., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 35–68. ISBN 978-0-08-101021-1. [Google Scholar]
- Nasikas, N.K.; Mouzakis, D.E. Advanced Polymers for Defense Applications. In Specialty Polymers; CRC Press: Boca Raton, FL, USA, 2023; ISBN 978-1-00-327826-9. [Google Scholar]
- Møller, V.B.; Dam-Johansen, K.; Frankær, S.M.; Kiil, S. Acid-Resistant Organic Coatings for the Chemical Industry: A Review. J. Coat. Technol. Res. 2017, 14, 279–306. [Google Scholar] [CrossRef]
- Evans, A. Metamaterials Composites: Thermosets versus Thermoplastics. Available online: https://multiscalesystems.com/lab-notes/metamaterial-composites-thermosets-thermoplastics/ (accessed on 2 September 2024).
- Sastri, V.R. Chapter 3—Materials Used in Medical Devices. In Plastics in Medical Devices; Sastri, V.R., Ed.; Plastics Design Library; William Andrew Publishing: Boston, MA, USA, 2010; pp. 21–32. ISBN 978-0-8155-2027-6. [Google Scholar]
- Krueger, R.; Bergan, A. Advances in Thermoplastic Composites over Three Decades—A Literature Review; NASA STI Program Report Series; National Aeronautics and Space Administration: Washington, DC, USA, 2024. [Google Scholar]
- Biron, M. Chapter 5—Thermoplastic Processing. In Thermoplastics and Thermoplastic Composites, 3rd ed.; Biron, M., Ed.; Plastics Design Library; William Andrew Publishing: Boston, MA, USA, 2018; pp. 767–820. ISBN 978-0-08-102501-7. [Google Scholar]
- Barbara, A.M. Fabrication Methods and Costs for Thermoset and Thermoplastic Composite Processing for Aerospace Spplications. Master’s Thesis, Massachusetts Institute of Technology, Cambridge, MA, USA, 1988. [Google Scholar]
- Tian, R. Design and Evaluation of a Continuous Fibre Reinforced Thermoplastic Prepreg Manufacturing Line. Master’s Thesis, University of Ottawa, Ottawa, ON, Canada, 2022. [Google Scholar]
- Heimerdinger, M.W. Repair Technology for Thermoplastic Aircraft Structures; Northrop Grumman Corporation: Seville, Spain, 1994. [Google Scholar]
- Thermoset vs. Thermoplastic—What Is the Difference? Available online: https://www.cdiproducts.com/blog/whats-the-difference-between-thermoplastics-and-thermosets (accessed on 17 September 2024).
- Sudhin, A.; Remanan, M.; Ajeesh, G.; Jayanarayanan, K. Comparison of Properties of Carbon Fiber Reinforced Thermoplastic and Thermosetting Composites for Aerospace Applications. Mater. Today Proc. 2020, 24, 453–462. [Google Scholar] [CrossRef]
- Bîrcă, A.; Gherasim, O.; Grumezescu, V.; Grumezescu, A.M. Chapter 1—Introduction in Thermoplastic and Thermosetting Polymers. In Materials for Biomedical Engineering; Grumezescu, V., Grumezescu, A.M., Eds.; Elsevier: Amsterdam, The Netherlands, 2019; pp. 1–28. ISBN 978-0-12-816874-5. [Google Scholar]
- Stieven Montagna, L.; Ferreira de Melo Morgado, G.; Lemes, A.P.; Roberto Passador, F.; Cerqueira Rezende, M. Recycling of Carbon Fiber-Reinforced Thermoplastic and Thermoset Composites: A Review. J. Thermoplast. Compos. Mater. 2023, 36, 3455–3480. [Google Scholar] [CrossRef]
- Valente, M.; Rossitti, I.; Sambucci, M. Different Production Processes for Thermoplastic Composite Materials: Sustainability versus Mechanical Properties and Processes Parameter. Polymers 2023, 15, 242. [Google Scholar] [CrossRef] [PubMed]
- Ge, J.; Luo, M.; Zhang, D.; Catalanotti, G.; Falzon, B.G.; McClelland, J.; Higgins, C.; Jin, Y.; Sun, D. Temperature Field Evolution and Thermal-Mechanical Interaction Induced Damage in Drilling of Thermoplastic CF/PEKK—A Comparative Study with Thermoset CF/Epoxy. J. Manuf. Process. 2023, 88, 167–183. [Google Scholar] [CrossRef]
- Condé-Wolter, J.; Ruf, M.G.; Liebsch, A.; Lebelt, T.; Koch, I.; Drechsler, K.; Gude, M. Hydrogen Permeability of Thermoplastic Composites and Liner Systems for Future Mobility Applications. Compos. Part Appl. Sci. Manuf. 2023, 167, 107446. [Google Scholar] [CrossRef]
- Okolie, O.; Latto, J.; Faisal, N.; Jamieson, H.; Mukherji, A.; Njuguna, J. Manufacturing Defects in Thermoplastic Composite Pipes and Their Effect on the In-Situ Performance of Thermoplastic Composite Pipes in Oil and Gas Applications. Appl. Compos. Mater. 2023, 30, 231–306. [Google Scholar] [CrossRef]
- Angeletti, F.; Tortorici, D.; Laurenzi, S.; Gasbarri, P. Vibration Control of Innovative Lightweight Thermoplastic Composite Material via Smart Actuators for Aerospace Applications. Appl. Sci. 2023, 13, 9715. [Google Scholar] [CrossRef]
- Mahshid, R.; Isfahani, M.N.; Heidari-Rarani, M.; Mirkhalaf, M. Recent Advances in Development of Additively Manufactured Thermosets and Fiber Reinforced Thermosetting Composites: Technologies, Materials, and Mechanical Properties. Compos. Part Appl. Sci. Manuf. 2023, 171, 107584. [Google Scholar] [CrossRef]
- Gangil, B.; Kumar, S.; Tejyan, S.; Ranakoti, L.; Verma, S. 2—Introduction to Thermosetting Polymer Composites: Applications, Advantages, and Drawbacks. In Dynamic Mechanical and Creep-Recovery Behavior of Polymer-Based Composites; Verma, A., Jain, N., Mavinkere Rangappa, S., Siengchin, S., Matykiewicz, D., Eds.; Elsevier: Amsterdam, The Netherlands, 2024; pp. 11–19. ISBN 978-0-443-19009-4. [Google Scholar]
- Xian, G.; Zhou, P.; Bai, Y.; Wang, J.; Li, C.; Dong, S.; Guo, R.; Li, J.; Du, H.; Zhong, J. Design, Preparation and Mechanical Properties of Novel Glass Fiber Reinforced Polypropylene Bending Bars. Constr. Build. Mater. 2024, 429, 136455. [Google Scholar] [CrossRef]
- Ke, L.; Li, Y.-L.; Li, C.; Cheng, Z.; Ma, K.; Zeng, J. Bond Behavior of CFRP-Strengthened Steel Structures and Its Environmental Influence Factors: A Critical Review. Sustain. Struct. 2024, 4, 805–817. [Google Scholar] [CrossRef]
- Dong, Z.; Ji, J.; Liu, Z.; Wu, C.; Wu, G.; Zhu, H.; Zhang, P. I-Shaped ECC/UHPC Composite Beams Reinforced with Steel Bars and BFRP Sheets. Sustain. Struct. 2022, 3, 000022. [Google Scholar] [CrossRef]
- Agarwal, S.; Gupta, R.K. Chapter 8—The Use of Thermosets in the Building and Construction Industry. In Thermosets, 2nd ed.; Guo, Q., Ed.; Elsevier: Amsterdam, The Netherlands, 2018; pp. 279–302. ISBN 978-0-08-101021-1. [Google Scholar]
- Murray, R.E.; Beach, R.; Barnes, D.; Snowberg, D.; Berry, D.; Rooney, S.; Jenks, M.; Gage, B.; Boro, T.; Wallen, S.; et al. Structural Validation of a Thermoplastic Composite Wind Turbine Blade with Comparison to a Thermoset Composite Blade. Renew. Energy 2021, 164, 1100–1107. [Google Scholar] [CrossRef]
- Sankaranarayanan, R.; Hynes, N.R.J. Friction Riveting for Joining of Wide Range of Dissimilar Materials. AIP Conf. Proc. 2019, 2142, 150004. [Google Scholar] [CrossRef]
- Freudenberger, J.; Göllner, J.; Heilmaier, M.; Mook, G.; Saage, H.; Srivastava, V.; Wendt, U. Materials Science and Engineering. In Springer Handbook of Mechanical Engineering; Grote, K.-H., Antonsson, E.K., Eds.; Springer Handbooks; Springer: Berlin/Heidelberg, Germany, 2009; pp. 73–222. ISBN 978-3-540-30738-9. [Google Scholar]
- Lee, C.-J.; Lee, J.-M.; Ryu, H.-Y.; Lee, K.-H.; Kim, B.-M.; Ko, D.-C. Design of Hole-Clinching Process for Joining of Dissimilar Materials—Al6061-T4 Alloy with DP780 Steel, Hot-Pressed 22MnB5 Steel, and Carbon Fiber Reinforced Plastic. J. Mater. Process. Technol. 2014, 214, 2169–2178. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Advances in Fusion Bonding Techniques for Joining Thermoplastic Matrix Composites: A Review. Compos. Part Appl. Sci. Manuf. 2001, 32, 839–857. [Google Scholar] [CrossRef]
- Loureiro, A.L.; da Silva, L.F.M.; Sato, C.; Figueiredo, M.A.V. Comparison of the Mechanical Behaviour Between Stiff and Flexible Adhesive Joints for the Automotive Industry. J. Adhes. 2010, 86, 765–787. [Google Scholar] [CrossRef]
- Hoang-Ngoc, C.-T.; Paroissien, E. Simulation of Single-Lap Bonded and Hybrid (Bolted/Bonded) Joints with Flexible Adhesive. Int. J. Adhes. Adhes. 2010, 30, 117–129. [Google Scholar] [CrossRef]
- Stavrov, D.; Bersee, H.E.N. Resistance Welding of Thermoplastic Composites-an Overview. Compos. Part Appl. Sci. Manuf. 2005, 36, 39–54. [Google Scholar] [CrossRef]
- Benatar, A.; Gutowski, T.G. Method for Fusion Bonding Thermoplastic Composites. SAMPE Q. 1986, 18, 1. [Google Scholar]
- Tijs, B.H.A.H.; Doldersum, M.H.J.; Turon, A.; Waleson, J.E.A.; Bisagni, C. Experimental and Numerical Evaluation of Conduction Welded Thermoplastic Composite Joints. Compos. Struct. 2022, 281, 114964. [Google Scholar] [CrossRef]
- Korycki, A.; Garnier, C.; Bonmatin, M.; Laurent, E.; Chabert, F. Assembling of Carbon Fibre/PEEK Composites: Comparison of Ultrasonic, Induction, and Transmission Laser Welding. Materials 2022, 15, 6365. [Google Scholar] [CrossRef] [PubMed]
- Roesner, A.; Scheik, S.; Olowinsky, A.; Gillner, A.; Reisgen, U.; Schleser, M. Laser Assisted Joining of Plastic Metal Hybrids. Phys. Procedia 2011, 12, 370–377. [Google Scholar] [CrossRef]
- Hino, M.; Mitooka, Y.; Murakami, K.; Urakami, K.; Nagase, H.; Kanadani, T. Effect of Aluminum Surface State on Laser Joining between 1050 Aluminum Sheet and Polypropylene Resin Sheet Using Insert Materials. Mater. Trans. 2011, 52, 1041–1047. [Google Scholar] [CrossRef]
- Choi, J.-W.; Morisada, Y.; Liu, H.; Ushioda, K.; Fujii, H.; Nagatsuka, K.; Nakata, K. Dissimilar Friction Stir Welding of Pure Ti and Carbon Fibre Reinforced Plastic. Sci. Technol. Weld. Join. 2020, 25, 600–608. [Google Scholar] [CrossRef]
- Kimiaki, N.; Hironobu, T.; Bolyu, X.; Atsuki, T.; Kazuhiro, N. Effect of Silane Coupling on the Joint Characteristics of Friction Lap Joined Al Alloy/CFRP. Weld. Int. 2018, 32, 328–337. [Google Scholar] [CrossRef]
- Paoletti, A.; Lambiase, F.; Di Ilio, A. Analysis of Forces and Temperatures in Friction Spot Stir Welding of Thermoplastic Polymers. Int. J. Adv. Manuf. Technol. 2016, 83, 1395–1407. [Google Scholar] [CrossRef]
- Jiao, J.; Xu, J.; Jing, C.; Sheng, L.; Ru, H.; Xia, H. Laser Welding Process and Strength Enhancement of Carbon Fiber Reinforced Thermoplastic Composites and Metals Dissimilar Joint: A Review. Chin. J. Aeronaut. 2023, 36, 13–31. [Google Scholar] [CrossRef]
- Sheng, L.; Jiao, J.; Du, B.; Wang, F.; Wang, Q. Influence of Processing Parameters on Laser Direct Joining of CFRTP and Stainless Steel. Adv. Mater. Sci. Eng. 2018, 2018, e2530521. [Google Scholar] [CrossRef]
- Tan, C.; Su, J.; Feng, Z.; Liu, Y.; Chen, B.; Song, X. Laser Joining of CFRTP to Titanium Alloy via Laser Surface Texturing. Chin. J. Aeronaut. 2021, 34, 103–114. [Google Scholar] [CrossRef]
- Banik, N. A Review on the Use of Thermoplastic Composites and Their Effects in Induction Welding Method. Mater. Today Proc. 2018, 5, 20239–20249. [Google Scholar] [CrossRef]
- Ginger, Gardiner Welding Thermoplastic Composites. Available online: https://www.compositesworld.com/articles/welding-thermoplastic-composites (accessed on 2 September 2024).
- Köhler, F.; Jongbloed, B.C.P.; Filipe, T.M.M.M.; Herrmann, A.; Villegas, I.F.; Benedictus, R. A Roadmap for Developing an Industrial Continuous Ultrasonic Welding Process for Thermoplastic Composites; TU Delft Repository: Bremen, Germany, 2018. [Google Scholar]
- Jongbloed, B.C.P. Continuous Ultrasonic Welding of Thermoplastic Composites: An Experimental Study towards Understanding Factors Influencing Weld Quality. Ph.D. Thesis, TU Delft, Bremen, Germany, 2022. [Google Scholar]
- Kinloch, A.J.; Kodokian, G.K.A.; Watts, J.F. The Adhesion of Thermoplastic Fibre Composites. Philos. Trans. R. Soc. Lond. Ser. Phys. Eng. Sci. 1997, 338, 83–112. [Google Scholar] [CrossRef]
- Villegas, I.F.; Moser, L.; Yousefpour, A.; Mitschang, P.; Bersee, H.E. Process and Performance Evaluation of Ultrasonic, Induction and Resistance Welding of Advanced Thermoplastic Composites. J. Thermoplast. Compos. Mater. 2013, 26, 1007–1024. [Google Scholar] [CrossRef]
- Miller, S.; Pinakidis, J.; Bryant, R.; Lang, C.; Bergan, A.; Johnston, P.; Mulhearn, W.; Segal, K. Manufacture, Characterization, and Fusion Welding of Thermoplastic Composites for Space Applications. In Proceedings of the 2nd ASME Aerospace Structures, Structural Dynamics, and Materials Conference, Renton, WA, USA, 29 April–1 May 2024. [Google Scholar]
- Waśniewski, B. Duroplasty oraz termoplasty wysokotemperaturowe w prepregach jako osnowy kompozytów węglowych do wytwarzania struktur lotniczych. Pr. Inst. Lotnictwa 2016, 2, 28–39. [Google Scholar] [CrossRef]
- Gardiner, G. Thermoplastic Composites Welding Advances for More Sustainable Airframes. Available online: https://www.compositesworld.com/articles/thermoplastic-composites-welding-advances-for-more-sustainable-airframes (accessed on 17 January 2024).
- Pinakidis, J.; Miller, S. Joining, Disassembly, and Reconfiguration of Thermoplastic Composites for Space Applications; NASA Glenn Research Center: Cleveland, OH, USA, 2024. Available online: https://ntrs.nasa.gov/citations/20240002690 (accessed on 2 September 2024).
- Seneviratne, W.; Tomblin, J.; Saathoff, B. Thermoplastic Joining Materials Guidance for Aircraft Design and Certification; JAMS 2021, National Institute for Aviation Research; Wichita State University: Wichita, KS, USA, 2021; Available online: https://www.wichita.edu/industry_and_defense/NIAR/Documents/jams-presentations-2021/Thermoplastic_Joining-Materials-Guidance-Seneviratne.pdf (accessed on 2 September 2024).
- Oshima, S.; Higuchi, R.; Kato, M.; Minakuchi, S.; Yokozeki, T.; Aoki, T. Cooling Rate-Dependent Mechanical Properties of Polyphenylene Sulfide (PPS) and Carbon Fiber Reinforced PPS (CF/PPS). Compos. Part Appl. Sci. Manuf. 2023, 164, 107250. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, G.; An, P.; Yu, K.; Huang, J.; Gu, Y.; Yao, J.; Cao, R.; Liu, H.; Chen, C.; et al. The Effect of Cooling Rates on Crystallization and Low-Velocity Impact Behaviour of Carbon Fibre Reinforced Poly(Aryl Ether Ketone) Composites. Compos. Part B Eng. 2023, 254, 110569. [Google Scholar] [CrossRef]
- Li, X.; Zhang, T.; Li, S.; Liu, H.; Zhao, Y.; Wang, K. The Effect of Cooling Rate on Resistance-Welded CF/PEEK Joints. J. Mater. Res. Technol. 2021, 12, 53–62. [Google Scholar] [CrossRef]
- Guillen, G.J.F.; Cantwell, W. The Influence of Cooling Rate on the Fracture Properties of a Thermoplastic-Based Fibre-Metal Laminate. J. Reinf. Plast. Compos. 2002, 21, 749–772. [Google Scholar] [CrossRef]
- Gao, S.-L.; Kim, J.-K. Cooling Rate Influences in Carbon Fibre/PEEK Composites. Part 1. Crystallinity and Interface Adhesion. Compos. Part Appl. Sci. Manuf. 2000, 31, 517–530. [Google Scholar] [CrossRef]
- Avenet, J.; Levy, A.; Bailleul, J.-L.; Le Corre, S.; Delmas, J. Adhesion of High Performance Thermoplastic Composites: Development of a Bench and Procedure for Kinetics Identification. Compos. Part Appl. Sci. Manuf. 2020, 138, 106054. [Google Scholar] [CrossRef]
- Rohart, V.; Laberge Lebel, L.; Dubé, M. Improved Adhesion between Stainless Steel Heating Element and PPS Polymer in Resistance Welding of Thermoplastic Composites. Compos. Part B Eng. 2020, 188, 107876. [Google Scholar] [CrossRef]
- Barbosa, L.C.M.; de Souza, S.D.B.; Botelho, E.C.; Cândido, G.M.; Rezende, M.C. Fractographic Evaluation of Welded Joints of PPS/Glass Fiber Thermoplastic Composites. Eng. Fail. Anal. 2019, 102, 60–68. [Google Scholar] [CrossRef]
- Barbosa, L.C.M.; de Souza, S.D.B.; Botelho, E.C.; Cândido, G.M.; Rezende, M.C. Fractographic Study of Welded Joints of Carbon Fiber/PPS Composites Tested in Lap Shear. Eng. Fail. Anal. 2018, 93, 172–182. [Google Scholar] [CrossRef]
- Koutras, N.; Villegas, I.F.; Benedictus, R. Influence of Temperature on the Strength of Resistance Welded Glass Fibre Reinforced PPS Joints. Compos. Part Appl. Sci. Manuf. 2018, 105, 57–67. [Google Scholar] [CrossRef]
- Shi, H.; Villegas, I.F.; Bersee, H. An Investigation on the Strain Distribution of Resistance Welded Thermoplastic Composite Joints. In Proceedings of the 53rd AIAA/ASME/ASCE/AHS/ASC Structures, Structural Dynamics and Materials Conference, Honolulu, HI, USA, 23–26 April 2012; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2012. [Google Scholar]
- Dubé, M.; Hubert, P.; Gallet, J.N.; Stavrov, D.; Bersee, H.E.; Yousefpour, A. Metal Mesh Heating Element Size Effect in Resistance Welding of Thermoplastic Composites. J. Compos. Mater. 2012, 46, 911–919. [Google Scholar] [CrossRef]
- Dubé, M.; Chazerain, A.; Hubert, P.; Yousefpour, A.; Bersee, H.E. Characterization of Resistance-Welded Thermoplastic Composite Double-Lap Joints under Static and Fatigue Loading. J. Thermoplast. Compos. Mater. 2015, 28, 762–776. [Google Scholar] [CrossRef]
- Xiong, X.; Zhao, P.; Ren, R.; Zhang, Z.; Cui, X.; Ji, S. Effect of Chemical Etching of Resistance Wire Surface on the Strength and Failure Mechanism of the Resistance-Welded Joint of Polyetherimide Composites. J. Appl. Polym. Sci. 2019, 136, 47879. [Google Scholar] [CrossRef]
- Shi, H.; Villegas, I.F.; Bersee, H.E.N. A Displacement-Detection Based Approach for Process Monitoring and Processing Window Definition of Resistance Welding of Thermoplastic Composites. Compos. Part Appl. Sci. Manuf. 2015, 74, 1–9. [Google Scholar] [CrossRef]
- Seneviratne, W.P.; Tomblin, J.S.; Saathoff, B.L. Influence of Various Surface Preparation Techniques on Resistance Welded and Adhesively Bonded Unidirectional Thermoplastic Composite Joints. In Proceedings of the SAMPE Conference Proceedings, Virtual, 29 June–1 July 2021. [Google Scholar]
- Endrass, M.; Thomé, A.; Gadletz, V.; Bauer, S.; Jarka, S.; Gänswürger, P.; Fischer, F.; Ferstl, S.; Larsen, L.; Kupke, M. Resistance Welding of Low-Melt Polyaryletherketone: Process Definition and Optimization. In Proceedings of the 20th European Conference on Composite Materials ECCM20, Lausanne, Switzerland, 26–30 June 2022. [Google Scholar]
- Endraß, M.; Gänswürger, P.; Jarka, S.; Bauer, S.; Fischer, F.; Ziche, L.; Larsen, L.; Kupke, M. Towards Increased Reliability of Resistance Welded Joints for Aircraft Assembly. In Proceedings of the ITHEC 2020, Bremen, Germany, 13–15 October 2020. [Google Scholar]
- Hou, M.; Ye, L.; Mai, Y.-W. An Experimental Study of Resistance Welding of Carbon Fibre Fabric Reinforced Polyetherimide (CF Fabric/PEI) Composite Material. Appl. Compos. Mater. 1999, 6, 35–49. [Google Scholar] [CrossRef]
- Zhao, P.; Zhang, Z.; Li, Y.; Tian, L.; Wang, C.; Xiong, X. Resistance Welding of Thermoplastic Composites via a Novel Carbon Nanofilm Implant. Mater. Lett. 2022, 328, 133216. [Google Scholar] [CrossRef]
- Brassard, D.; Dubé, M.; Tavares, J.R. Resistance Welding of Thermoplastic Composites with a Nanocomposite Heating Element. Compos. Part B Eng. 2019, 165, 779–784. [Google Scholar] [CrossRef]
- Cao, D. Fusion Joining of Thermoplastic Composites with a Carbon Fabric Heating Element Modified by Multiwalled Carbon Nanotube Sheets. Int. J. Adv. Manuf. Technol. 2023, 128, 4443–4453. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Alsuhybani, M.S.; Almushaikeh, A.M.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive Review of the Properties and Modifications of Carbon Fiber-Reinforced Thermoplastic Composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef]
- ASM Material Data Sheet: AISI Type 304 Stainless Steel. Available online: https://asm.matweb.com/search/SpecificMaterial.asp?bassnum=mq304a (accessed on 31 May 2024).
- Engineering Tables: Reinforcement Materials; ASM International: Materials Park, OH, USA, 1995. [CrossRef]
- Dobrzański, P. Bonding of High Temperature Thermoplastic Carbon Composites with Resistance Welding Technique. Trans. Aerosp. Res. 2018, 2018, 7–19. [Google Scholar] [CrossRef]
- Reis, J.; De Moura, M.; Samborski, S. Thermoplastic Composites and Their Promising Applications in Joining and Repair Composites Structures: A Review. Materials 2020, 13, 5832. [Google Scholar] [CrossRef]
- Tanaka, K.; Okada, K.; Katayama, T. Influence of Holding Time and Pressure on Tensile Shear Strength of Resistance Welded CFRTP. In High Performance and Optimum Design of Structures and Materials II; WIT Press: Siena, Italy, 2016; pp. 351–359. [Google Scholar]
- Shi, H. Resistance Welding of Thermoplastic Composites, Proces and Performance. Ph.D. Thesis, Boxpress.bv/Proefschriftmaken.nl, ‘s-Hertogenbosch, The Netherlands, 2014. [Google Scholar]
- Regnier, G.; Le Corre, S. Modeling of Thermoplastic Welding. In Heat Transfer in Polymer Composite Materials; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2016; pp. 235–268. ISBN 978-1-119-11628-8. [Google Scholar]
- Fernandez Villegas, I.; Vizcaino Rubio, P. High-Temperature Hybrid Welding of Thermoplastic (CF/Peek) to Thermoset (CF/Epoxy) Composites. In Proceedings of the ICCM 20: 20th International Conference on Composite Materials, Copenhagen, Denmark, 19–24 July 2015. [Google Scholar]
- Smiley, A.J.; Halbritter, A.; Cogswell, F.N.; Meakin, P.J. Dual Polymer Bonding of Thermoplastic Composite Structures. Polym. Eng. Sci. 1991, 31, 526–532. [Google Scholar] [CrossRef]
- Howie, I.; Gillespie, J.W.; Smiley, A.J. Resistance Welding of Graphite-Polyarylsulfone/Polysulfone Dual-Polymer Composites. J. Thermoplast. Compos. Mater. 1993, 6, 205–225. [Google Scholar] [CrossRef]
- Scarselli, G.; Quan, D.; Murphy, N.; Deegan, B.; Dowling, D.; Ivankovic, A. Adhesion Improvement of Thermoplastics-Based Composites by Atmospheric Plasma and UV Treatments. Appl. Compos. Mater. 2021, 28, 71–89. [Google Scholar] [CrossRef]
- Tracey, A.C.; Dalal, H.; Belcher, M.A.; Ferriell, D.R.; Hall, K.L.; Blohowiak, K.Y.; Thomas, S.K.; Blohowiak, D.A.; Johnson, B.S.; Grace, W.B.; et al. Bonding the Unbondable: Thermoplastics! In Proceedings of the CAMX 2017—Orlando, Orlando, FL, USA, 12–14 December 2017. [Google Scholar]
- Shultz, K.A.; Davis, A.C. Surface Preparation Techniques for Adhesion to Aerospace Thermoplastic Composites. In Proceedings of the SAMPE Seattle 2017, Seattle, WA, USA, 22–26 May 2017. [Google Scholar]
- Blackman, B.R.K.; Kinloch, A.J.; Watts, J.F. The Plasma Treatment of Thermoplastic Fibre Composites for Adhesive Bonding. Composites 1994, 25, 332–341. [Google Scholar] [CrossRef]
- Baldan, A. Adhesively-Bonded Joints and Repairs in Metallic Alloys, Polymers and Composite Materials: Adhesives, Adhesion Theories and Surface Pretreatment. J. Mater. Sci. 2004, 39, 1–49. [Google Scholar] [CrossRef]
- Strong, A.B. Fundamentals of Composites Manufacturing: Materials, Methods, and Applications, 1st ed.; Society of Manufacturing: Dearborn, MI, USA, 1989; ISBN 978-0-87263-358-2. [Google Scholar]
- Ageorges, C.; Ye, L.; Hou, M. Experimental Investigation of the Resistance Welding of Thermoplastic-Matrix Composites. Part II: Optimum Processing Window and Mechanical Performance. Compos. Sci. Technol. 2000, 60, 1191–1202. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L.; Hou, M. Experimental Investigation of the Resistance Welding for Thermoplastic-Matrix Composites. Part I: Heating Element and Heat Transfer. Compos. Sci. Technol. 2000, 60, 1027–1039. [Google Scholar] [CrossRef]
- Hou, M.; Yang, M.; Beehag, A.; Mai, Y.-W.; Ye, L. Resistance Welding of Carbon Fibre Reinforced Thermoplastic Composite Using Alternative Heating Element. Compos. Struct. 1999, 47, 667–672. [Google Scholar] [CrossRef]
- Kilroy, J.P.; O’Bradaigh, C.; Semprimoschnig, C.O.A. Mechanical and Physical Evaluation of New Carbon Fibre/Peek Composites for Space Applications. SAMPE J. 2008, 44, 23–34. [Google Scholar]
- Li, X.; Sun, M.; Song, J.; Zhang, T.; Zhao, Y.; Wang, K. Enhanced Adhesion between PEEK and Stainless-Steel Mesh in Resistance Welding of CF/PEEK Composites by Various Surface Treatments. High Perform. Polym. 2021, 33, 892–904. [Google Scholar] [CrossRef]
- van Ingen, J.W.; Buitenhuis, A.; Wijngaarden, M.; Simmons, F. Development of the Gulfstream G650 Induction Welded Thermoplastic Elevators and Rudder. In Proceedings of the International SAMPE Symposium and Exhibition, Seattle, WA, USA, 17–20 May 2010. [Google Scholar]
- Xiong, X.; Wang, D.; Wei, J.; Zhao, P.; Ren, R.; Dong, J.; Tian, L.; Wang, W.; Xu, C. Resistance Welding of Thermoplastics by Carbon Nanotube-Grafted Heating Element. J. Adhes. Sci. Technol. 2021, 35, 1806–1819. [Google Scholar] [CrossRef]
- Xiong, X.; Wang, D.; Ren, R.; Zhao, P.; Cui, X.; Ji, S. Improved Mechanical Properties of Resistance Welded Joints of Thermoplastic Composites by Versatile Graphene Oxide. J. Adhes. Sci. Technol. 2021, 35, 1099–1113. [Google Scholar] [CrossRef]
- Russello, M.; Catalanotti, G.; Hawkins, S.; Falzon, B. Resistance Welding of Carbon Fibre Reinforced PEKK by Means of CNT Webs. J. Compos. Mater. 2023, 57, 79–94. [Google Scholar] [CrossRef]
- Nass, R.; Remškar, M.; Žumer, M. Industrial Application of Nanomaterials—Chances and Risks: Technology Analysis. Future Technol. Div. VDI Technol. 2004, 54, 43–75. Available online: https://www.researchgate.net/publication/246012217_Industrial_Application_of_Nanomaterials_-_Chances_and_Risks (accessed on 2 September 2024).
- Ahmed, H. The Challenges behind Scaling up Nanomaterials. Available online: https://www.azonano.com/article.aspx?ArticleID=6126 (accessed on 3 June 2024).
- Shi, H.; Villegas, I.F.; Bersee, H.E.N. Strength and Failure Modes in Resistance Welded Thermoplastic Composite Joints: Effect of Fibre–Matrix Adhesion and Fibre Orientation. Compos. Part Appl. Sci. Manuf. 2013, 55, 1–10. [Google Scholar] [CrossRef]
- TB-Rumpf—Technology Bricks for Future Thermoplastic Fuselage Configuration. Available online: https://www.dlr.de/en/bt/research-transfer/projects/project-archive/tb-rumpf (accessed on 18 January 2024).
- Mallick, P.K. Chapter 5—Thermoplastics and Thermoplastic–Matrix Composites for Lightweight Automotive Structures. In Materials, Design and Manufacturing for Lightweight Vehicles, 2nd ed.; Mallick, P.K., Ed.; Woodhead Publishing in Materials; Woodhead Publishing: Oxford, UK, 2021; pp. 187–228. ISBN 978-0-12-818712-8. [Google Scholar]
- Murray, R.E.; Plumer, A.; Beach, R.; Broome, P. Validation of a Lightning Protection System for a Fusion-Welded Thermoplastic Composite Wind Turbine Blade Tip. Wind Eng. 2022, 46, 260–272. [Google Scholar] [CrossRef]
- Fernandez Villegas, I.; Vizcaino Rubio, P. On Avoiding Thermal Degradation during Welding of High-Performance Thermoplastic Composites to Thermoset Composites. Compos. Part Appl. Sci. Manuf. 2015, 77, 172–180. [Google Scholar] [CrossRef]
- Jacaruso, G.J.; Davis, G.C.; McIntire, A.J. Method of Making Thermoplastic Adhesive Strip for Bonding Thermoset Composite Structures. U.S. Patent 5264059A, 1993. Available online: https://patents.google.com/patent/US5264059A/en (accessed on 2 September 2024).
- Jacaruso, G.J.; Davis, G.C.; McIntire, A.J. Bonding of Thermoset Composite Structures. U.S. Patent 5304269A, 1994. Available online: https://patents.google.com/patent/US5304269A/en?oq=5%2c304%2c269 (accessed on 2 September 2024).
- Ageorges, C.; Ye, L. Resistance Welding of Thermosetting Composite/Thermoplastic Composite Joints. Compos. Part Appl. Sci. Manuf. 2001, 32, 1603–1612. [Google Scholar] [CrossRef]
- Zweifel, L.; Brauner, C. Investigation of the Interphase Mechanisms and Welding Behaviour of Fast-Curing Epoxy Based Composites with Co-Cured Thermoplastic Boundary Layers. Compos. Part Appl. Sci. Manuf. 2020, 139, 106120. [Google Scholar] [CrossRef]
- Abouhamzeh, M.; Sinke, J. Effects of Fusion Bonding on the Thermoset Composite. Compos. Part Appl. Sci. Manuf. 2019, 118, 142–149. [Google Scholar] [CrossRef]
- Fisher, A. Uncertainty in Composite Manufacturing and Consequences for Thermoplastic- Thermoset Co-Curing. Ph.D. Thesis, Nantes Université; University of Bristol, Bristol, UK, 2023. [Google Scholar]
- Xie, L.; Liu, H.; Wu, W.; Abliz, D.; Duan, Y.; Li, D. Fusion Bonding of Thermosets Composite Structures with Thermoplastic Binder Co-Cure and Prepreg Interlayer in Electrical Resistance Welding. Mater. Des. 2016, 98, 143–149. [Google Scholar] [CrossRef]
- Brauner, C.; Nakouzi, S.; Zweifel, L.; Tresch, J. Co-Curing Behaviour of Thermoset Composites with a Thermoplastic Boundary Layer for Welding Purposes. Adv. Compos. Lett. 2020, 29, 2633366X20902777. [Google Scholar] [CrossRef]
- Ratna, D. Modification of Epoxy Resins for Improvement of Adhesion: A Critical Review. J. Adhes. Sci. Technol. 2003, 17, 1655–1668. [Google Scholar] [CrossRef]
- Heitzmann, M.T.; Hou, M.; Veidt, M.; Vandi, L.J.; Paton, R. Morphology of an Interface between Polyetherimide and Epoxy Prepreg. Adv. Mater. Res. 2012, 393–395, 184–188. [Google Scholar] [CrossRef]
- Voleppe, Q.; Ballout, W.; Van Velthem, P.; Bailly, C.; Pardoen, T. Enhanced Fracture Resistance of Thermoset/Thermoplastic Interfaces through Crack Trapping in a Morphology Gradient. Polymer 2021, 218, 123497. [Google Scholar] [CrossRef]
- Hodgkin, J.H.; Simon, G.P.; Varley, R.J. Thermoplastic Toughening of Epoxy Resins: A Critical Review. Polym. Adv. Technol. 1998, 9, 3–10. [Google Scholar] [CrossRef]
- Lobanov, M.V.; Gulyaev, A.I.; Babin, A.N. Improvement of the Impact and Crack Resistance of Epoxy Thermosets and Thermoset-Based Composites with the Use of Thermoplastics as Modifiers. Polym. Sci. Ser. B 2016, 58, 1–12. [Google Scholar] [CrossRef]
- Deng, S.; Djukic, L.; Paton, R.; Ye, L. Thermoplastic–Epoxy Interactions and Their Potential Applications in Joining Composite Structures—A Review. Compos. Part Appl. Sci. Manuf. 2015, 68, 121–132. [Google Scholar] [CrossRef]
- Farooq, U.; Teuwen, J.; Dransfeld, C. Toughening of Epoxy Systems with Interpenetrating Polymer Network (IPN): A Review. Polymers 2020, 12, 1908. [Google Scholar] [CrossRef] [PubMed]
- Wang, J.; Liu, R.; Jian, X. Introduction to Epoxy/Thermoplastic Blends. In Handbook of Epoxy Blends; Parameswaranpillai, J., Hameed, N., Pionteck, J., Woo, E.M., Eds.; Springer International Publishing: Cham, Switzerland, 2017; pp. 429–458. ISBN 978-3-319-40043-3. [Google Scholar]
- Troschitz, J.; Vorderbrüggen, J.; Kupfer, R.; Gude, M.; Meschut, G. Joining of Thermoplastic Composites with Metals Using Resistance Element Welding. Appl. Sci. 2020, 10, 7251. [Google Scholar] [CrossRef]
- Meschut, G.; Janzen, V.; Olfermann, T. Innovative and Highly Productive Joining Technologies for Multi-Material Lightweight Car Body Structures. J. Mater. Eng. Perform. 2014, 23, 1515–1523. [Google Scholar] [CrossRef]
- Obruch, O.; Jüttner, S.; Ballschmiter, G.; Kühn, M.; Dröder, K. Production of Hybrid FRP/Steel Structures with a New Sheet Metal Connecting Element. Biul. Inst. Spaw 2016, 5, 60–66. [Google Scholar]
- Hufenbach, W.; Gottwald, R.; Kupfer, R. Bolted Joints with Moulded Holes for Textile Thermoplastic Composites; Applied Mechanics Laboratory: Athens, Greece, 2018. [Google Scholar]
- Nagatsuka, K.; Xiao, B.; Wu, L.; Nakata, K.; Saeki, S.; Kitamoto, Y.; Iwamoto, Y. Resistance Spot Welding of Metal/Carbon-Fibre-Reinforced Plastics and Applying Silane Coupling Treatment. Sci. Technol. Weld. Join. 2018, 23, 181–186. [Google Scholar] [CrossRef]
- Ageorges, C.; Ye, L. Resistance Welding of Metal/Thermoplastic Composite Joints. J. Thermoplast. Compos. Mater. 2001, 14, 449–475. [Google Scholar] [CrossRef]
- Xiong, X.; Zhao, P.; Ren, R.; Zhang, Z.; Cui, X.; Ji, S. Enhanced Resistance-Welding Hybrid Joints of Titanium Alloy/Thermoplastic Composites Using a Carbon-Nanotube Lamina. Diam. Relat. Mater. 2020, 101, 107611. [Google Scholar] [CrossRef]
- Zhang, Y.; Yang, Y.; Hu, J.; Luo, Z.; Bi, J.; Li, Y.; Su, J. Microstructure and Joining Mechanism of Al/CFRTP Resistance Element Welded Joints. J. Manuf. Process. 2022, 84, 251–259. [Google Scholar] [CrossRef]
- Yang, J.; He, J.; Wang, Z.; Zhao, B.; Su, W. The Resistance Welding of CF/Epoxy Laminate and 6063Al Alloy: Morphology, Mechanical Property and Interface Evolution. J. Adhes. Sci. Technol. 2022, 36, 1403–1417. [Google Scholar] [CrossRef]
- Cui, X.; Tian, L.; Zhang, Z.; Dong, J.; Zhao, P. An Additional Hole to Compensate for Mechanical Property of Thermoset Composite and Aluminum Alloy Joint during Resistance Welding. J. Adhes. Sci. Technol. 2023, 37, 1150–1162. [Google Scholar] [CrossRef]
- Ren, S.; Ma, Y.; Saeki, S.; Iwamoto, Y.; Chen, C.; Ma, N. Fracture Mechanism and Strength Evaluation of Al5052/CFRP Joint Produced by Coaxial One-Side Resistance Spot Welding. Compos. Struct. 2020, 252, 112766. [Google Scholar] [CrossRef]
- Lotte, J.; Reisgen, U.; Schiebahn, A. Resistance Welding of FRP to Steel Components in High-Volume-Production. In Technologies for Economic and Functional Lightweight Design; Dröder, K., Vietor, T., Eds.; Springer: Berlin/Heidelberg, Germany, 2021; pp. 290–299. [Google Scholar]
- Jialanella, G.L. 9—Advances in Bonding Plastics. In Advances in Structural Adhesive Bonding; Dillard, D.A., Ed.; Woodhead Publishing in Materials; Woodhead Publishing: Oxford, UK, 2010; pp. 237–264. ISBN 978-1-84569-435-7. [Google Scholar]
- Comyn, J. 2—What Are Adhesives and Sealants and How Do They Work? In Adhesive Bonding, 2nd ed.; Adams, R.D., Ed.; Woodhead Publishing Series in Welding and Other Joining Technologies; Woodhead Publishing: Oxford, UK, 2021; pp. 41–78. ISBN 978-0-12-819954-1. [Google Scholar]
- Leidheiser, H.; Deck, P.D. Chemistry of the Metal-Polymer Interfacial Region. Science 1988, 241, 1176–1181. [Google Scholar] [CrossRef] [PubMed]
- Samanta, A.; Wang, Q.; Shaw, S.K.; Ding, H. Roles of Chemistry Modification for Laser Textured Metal Alloys to Achieve Extreme Surface Wetting Behaviors. Mater. Des. 2020, 192, 108744. [Google Scholar] [CrossRef]
- Kasalkova, N.S.; Slepicka, P.; Svorcik, Z.K.; Svorcik, V. Wettability and Other Surface Properties of Modified Polymers. In Wetting and Wettability; IntechOpen: London, UK, 2015; ISBN 978-953-51-2215-9. [Google Scholar]
- Ali, M.T.; Jebri, Z.; Jumel, J. An Enhanced Surface Treatment for Effective Bonding of 7075-T6 Aluminium Alloys. J. Adhes. 2024, 100, 1–17. [Google Scholar] [CrossRef]
- Nemani, S.K.; Annavarapu, R.K.; Mohammadian, B.; Raiyan, A.; Heil, J.; Haque, M.A.; Abdelaal, A.; Sojoudi, H. Surface Modification: Surface Modification of Polymers: Methods and Applications (Adv. Mater. Interfaces 24/2018). Adv. Mater. Interfaces 2018, 5, 1870121. [Google Scholar] [CrossRef]
- Zou, X.; Chen, K.; Yao, H.; Chen, C.; Lu, X.; Ding, P.; Wang, M.; Hua, X.; Shan, A. Chemical Reaction and Bonding Mechanism at the Polymer–Metal Interface. ACS Appl. Mater. Interfaces 2022, 14, 27383–27396. [Google Scholar] [CrossRef]
- Venables, J.D. Adhesion and Durability of Metal-Polymer Bonds. J. Mater. Sci. 1984, 19, 2431–2453. [Google Scholar] [CrossRef]
- Xiong, X.; Zhao, P.; Ren, R.; Zhang, Z.; Cui, X.; Ji, S. Design of Reinforced Interfacial Structure in Hybrid Resistance-Welded Joints of GF/PEI Composite and Ti6Al4V Alloy by Pre-Etching Surface Treatment Combined with in-Situ Growth of CNTs. Eng. Res. Express 2019, 1, 015023. [Google Scholar] [CrossRef]
- Petrie, E.M. Silanes as Primers and Adhesion Promoters for Metal Substrates. Met. Finish. 2007, 105, 85–93. [Google Scholar] [CrossRef]
- Li, W.; Geng, P.; Wang, Q.; Ma, N.; Zhao, S.; Chen, C. Effect of Thermal Condition on Isothermal-Pressing Joined Strength of Silanized Al Alloy/Carbon Fiber-Reinforced Polyamide-6. J. Mater. Res. Technol. 2023, 24, 8035–8052. [Google Scholar] [CrossRef]
- Liu, Z.; Li, Y.; Liu, W.; Zhou, H.; Ao, S.; Luo, Z. Enhancing the Ultrasonic Plastic Welding Strength of Al/CFRTP Joint via Coated Metal Surface and Structured Composite Surface. J. Manuf. Process. 2023, 108, 227–237. [Google Scholar] [CrossRef]
- Matinlinna, J.P.; Vallittu, P.K. Silane Based Concepts on Bonding Resin Composite to Metals. J. Contemp. Dent. Pract. 2007, 8, 1–8. [Google Scholar]
- Marinosci, V.M. Co-Consolidated Titanium-Thermoplastic Composite Joints: A Study on the Mechanisms Governing Adhesion and Durability. Ph.D. Thesis, University of Twente, Enschede, The Netherlands, 2022. [Google Scholar] [CrossRef]
- Villegas, I.F.; Rans, C. The Dangers of Single-Lap Shear Testing in Understanding Polymer Composite Welded Joints. Philos. Trans. R. Soc. Math. Phys. Eng. Sci. 2021, 379, 20200296. [Google Scholar] [CrossRef]
- Dobrzański, P.; Oleksiak, W. Design and Analysis Methods for Composite Bonded Joints. Trans. Aerosp. Res. 2021, 2021, 45–63. [Google Scholar] [CrossRef]
- Dubé, M.; Hubert, P.; Yousefpour, A.; Denault, J. Fatigue Failure Characterisation of Resistance-Welded Thermoplastic Composites Skin/Stringer Joints. Int. J. Fatigue 2009, 31, 719–725. [Google Scholar] [CrossRef]
- Dubé, M.; Hubert, P.; Gallet, J.N.A.H.; Stavrov, D.; Bersee, H.E.N.; Yousefpour, A. Fatigue Performance Characterisation of Resistance-Welded Thermoplastic Composites. Compos. Sci. Technol. 2008, 68, 1759–1765. [Google Scholar] [CrossRef]
- Static and Fatigue Behavior of Fusion Bonded APC-2/AS4 Thermoplastic...—SAMPE. Available online: https://www.nasampe.org/store/viewproduct.aspx?ID=4934442 (accessed on 29 January 2024).
- Rohart, V.; Lebel, L.L.; Dubé, M. Effects of Environmental Conditions on the Lap Shear Strength of Resistance-Welded Carbon Fibre/Thermoplastic Composite Joints. Compos. Part B Eng. 2020, 198, 108239. [Google Scholar] [CrossRef]
- Broughton, W.; Dean, G. Fatigue and Creep Testing of Adhesives and Thermoplastic Joined Systems; National Physical Laboratory: Teddington, UK, 2007; Available online: https://eprintspublications.npl.co.uk/3867/ (accessed on 2 September 2024).
- Nino, G.F.; Ahmed, T.J.; Bersee, H.E.N.; Beukers, A. Thermal NDI of Resistance Welded Composite Structures. Compos. Part B Eng. 2009, 40, 237–248. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Type of Heating Element | Thermal Conductivity λ [W/(mK)] | Electrical Conductivity σ [S/m] | Thermal Expansion Coefficient α [1/K] | Reference |
|---|---|---|---|---|
| Metal mesh (e.g., SS304) | 16.2 | 1.39 × 106 | 17.3 × 10−6 | [81] |
| Carbon fibers (PAN *) | 7–10 | 3–8 × 10−2 | −1.6 | [82] |
| Process Parameters | Influence | Too High | Too Low |
|---|---|---|---|
| Welding temperature | The optimal temperature ensures proper flow of the material and the formation of a strong weld. | Incomplete fusion, poor connection. | Matrix degradation, air bubbles. |
| Welding (holding) time | The duration of the process affects the degree of melting of thermoplastic matrix and the interaction between the joined surface. | Incomplete fusion, poor weld. | Overheating, material degradation. |
| Welding pressure | Appropriate pressure ensures good surface interaction and minimizes the presence of voids in the joint. | Squeezing out the resin, weakening the connection. | Poor adhesion, presence of air voids. |
| Power input | The input power affects the heating rate of the resistance element. | Insufficient heat, poor connection. | Overheating, burning of the heating element. |
| Material Combination | Heating Element | Implant Size (Open Gap Width/Wire Diameter) | Time/ Pressure | Parameters Related to Input Energy | Max Weld Strength | References | |
|---|---|---|---|---|---|---|---|
| Method | Value | ||||||
| CF-PPS | SSMESH | 90 μm/40 μm | 60 s/0.7 MPa | 110 W | ASTM D1002 | 37.6 MPa | [64] |
| CF-PPS | SSMESH | — | 175 s/0.7 MPa | 33.5 A | ASTM D5868 | 17.1 MPa | [66] |
| GF-PPS | SSMESH | — | 300 s/0.7 MPa | 30.0 A | ASTM D5868 | 9.6 MPa | [65] |
| GF-PPS | SSMESH | 90 μm/40 μm | 55 s/0.8 MPa | 80 kW/m2 | ASTM D1002 | 13.1 MPa | [67] |
| GF-PPS | SSMESH | 60 s/0.8 MPa | 80 kW/m2 | ASTM D1002 | 24.45 MPa | [68] | |
| CF-PEEK | SSMESH | 89 μm/40 μm | 70–90 s/1.0 MPa | Rising voltage method with an initial voltage of 2.0 V and a rise rate of 9.0 V/min to reach 440 °C (CF-PEEK), 410 °C (CF-PEKK), 390 °C (CF-PEI), 345 °C (GF-PEI) | ASTM D1002 | 53.0 MPa | [69,70] |
| CF-PEKK | 49.0 MPa | ||||||
| CF-PEI | 45.0 MPa | ||||||
| GF-PEI | 32.0 MPa | ||||||
| CF-PEI | CF-PEIPREPREG | — | —/0.3 MPa | 118 kW/m2 | ASTM D1002 | 31.0 MPa | [76] |
| GF-PEI | SSMESH | 0.16 mm/0.86 mm | 150 s/0.2 MPa | 20 V/12 A | ASTM D1002 | 35.44 MPa | [71] |
| GF-PEI | SSMESH | 90 μm/40 μm | 50 s/0.8 MPa | 80 kW/m2 | ASTM D1002 | 32.1 MPa | [72] |
| GF-PEI | SSMESH | 90 μm/40 μm | 55 s/0.8 MPa | 80 kW/m2 | ASTM D1002 | 34.0 MPa | [108] |
| CF-PEEK | MWCNT-PEI | 10% mass fraction of MWCNTs; d = 10–20 nm; l = 1–12 μm | 120 s/1.0 MPa | 350 kW/m2 | ASTM D5868 | 19.6 MPa | [78] |
| CF-(LM-PAEK) | CFT300JB with glass fiber insulation | — | I. 30 s II. 15 s | I. 26.6 V II. 18.5 V | DIN-EN 2243-1 | ~950 N | [74,75] |
| CFT300JB | ~1200 N | ||||||
| GF-PEI | CNT-SSMESH | 0.10 mm/0.16 mm | 150 s/0.2 MPa | 20 V/12 A | ASTM D1002 | 39.2 MPa | [103] |
| GF-PEI | GO-PEI | — | 90 s/1.5 MPa | 340 W | ASTM D1002 | 39.5 MPa | [104] |
| CF-(LM-PAEK) | SSMESH | 40.6 μm/70 μm | -/862 kPa | Weld processing temperature—380 °C | ASTM D3165 | 45.0 MPa | [73] |
| CF-PEKK | CNT-PEEK with glass fiber insulation | 50 μm | 150 s/0.05 MPa | 90 kW/m2 | ASTM D5868 | 29.0 MPa | [105] |
| Material Combination | Heating Element | Implant Size (Open Gap Width/Wire Diameter) | Time/Pressure | Parameters Related to Input Energy | Max Weld Strength | References | |
|---|---|---|---|---|---|---|---|
| Method | Value | ||||||
| CF-epoxy/PEI/CF-epoxy | Metal mesh | — | 120 s/1.2 MPa | 75 kW/m2 | ASTM D1002 | 37.5 MPa | [120] |
| CF-epoxy/CF-LOTADEL®/CF-epoxy | CF-LOTADEL® AX8900 | d = 0.3 μm | -/0.4 MPa | 21 kW/m2 | ASTM D5528 | 1879.6 J/m2 | [119] |
| CF-epoxy/CF-PARALOID EXL®/CF-epoxy | CF-PARALOID EXL® 2388 | 31 kW/m2 | 1500 J/m2 | ||||
| CF-epoxy/CF-PP-g-MAH/CF-epoxy | CF-PP-g-MAH | 31 kW/m2 | 800 J/m2 | ||||
| CF-epoxy/GF-PEI/CF-PEI | CF-PEI | — | 3–7 min/0.4 MPa | 37 kW/m2 | ASTM D1022 | ~20 MPa | [115] |
| 2–3 min/0.4 MPa | 46 kW/m2 | ||||||
| 1–2.5 min/0.4 MPa | 54 kW/m2 | ||||||
| Material Combination | Heating Element | Implant Size (Open Gap Width/Wire Diameter) | Time/Pressure | Parameters Related to Input Energy | Max Weld Strength | References | |
|---|---|---|---|---|---|---|---|
| Method | Value | ||||||
| CF-PEI/AA7075 | CF-PEI with glass fibers insulation | — | 10 min/0.4 MPa | 90 kW/m2 | ASTM D1002 | 25 MPa | [134] |
| GF-PEI/Ti-6Al-4V | SSMESH with glass fibers insulation | — | 120 s/0.2 MPa | 20 V, 12 A | ASTM D1002 | 12.28 MPa | [135] |
| CF-PA6/SS304 | RSW | — | 250 s; electrodes were presses on the metal side with the pressing force of 1.5 kN per electrode. | 5 kA | Tensile shear test | 3.2 kN | [129] |
| CF-PP/SS304 | 2.7 kN | ||||||
| CF-PPS/SS304 | unjoined | ||||||
| CF-PA6/AA6061 | RSW | — | 70 ms/3600 N | 32 kA | Lap shear test | 3600 N | [136] |
| CF-epoxy/GF-PEI/AA6063 | SSMESH | 0.16 mm/0.11 mm | 6 min/0.2 MPa | 25 V, 20 A | ASTM D1002 | 19.18 MPa | [137] |
| CF-epoxy/GF-PEI/AA6063 | SSMESH | 0.16 mm/0.10 mm | 4 min/0.2 MPa | 25 V, 20 A | Lap shear test | 1102.3 N | [138] |
| CF-PA6/AA5052 | RSW | — | 0.45 s/2450 N | 4400 A | Lap shear test | 25.24 MPa | [139] |
| DC01 */(PA)epoxy | RSW | — | 10 ms/3.2 kN | Max 23 kA (for 21 pins) | DIN EN ISO 14273 | 2656 N | [140] |
| 10 ms/2.5 kN | Max 20 kA (for 16 pins) | 2165 N | |||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Stankiewicz, K.; Lipkowski, A.; Kowalczyk, P.; Giżyński, M.; Waśniewski, B. Resistance Welding of Thermoplastic Composites, Including Welding to Thermosets and Metals: A Review. Materials 2024, 17, 4797. https://doi.org/10.3390/ma17194797
Stankiewicz K, Lipkowski A, Kowalczyk P, Giżyński M, Waśniewski B. Resistance Welding of Thermoplastic Composites, Including Welding to Thermosets and Metals: A Review. Materials. 2024; 17(19):4797. https://doi.org/10.3390/ma17194797
Chicago/Turabian StyleStankiewicz, Karolina, Adrian Lipkowski, Piotr Kowalczyk, Maciej Giżyński, and Bartłomiej Waśniewski. 2024. "Resistance Welding of Thermoplastic Composites, Including Welding to Thermosets and Metals: A Review" Materials 17, no. 19: 4797. https://doi.org/10.3390/ma17194797