
Study of Flow and Zinc Dross Removal in Hot-Dip Galvanizing with Combined Traveling Magnetic Field
Abstract
:1. Introduction
2. Modeling Description
2.1. Modeling Assumption
- (1)
- Given that the frequency of the electromagnetic driving device is 4.5 Hz, the magnetic field is assumed to be quasi-static and the displacement current is not considered [20].
- (2)
- The molten zinc in the zinc pot is treated as an isothermal incompressible Newtonian fluid, and parameters such as the density, viscosity, magnetic permeability, and electrical conductivity of the molten zinc are treated as constants.
- (3)
- The influence of the molten zinc flow on the electromagnetic field is ignored.
- (4)
- The air-knife jet is considered as an incompressible Newtonian fluid.
2.2. Governing Equation
2.2.1. Electromagnetic Model
2.2.2. Fluid Flow Model
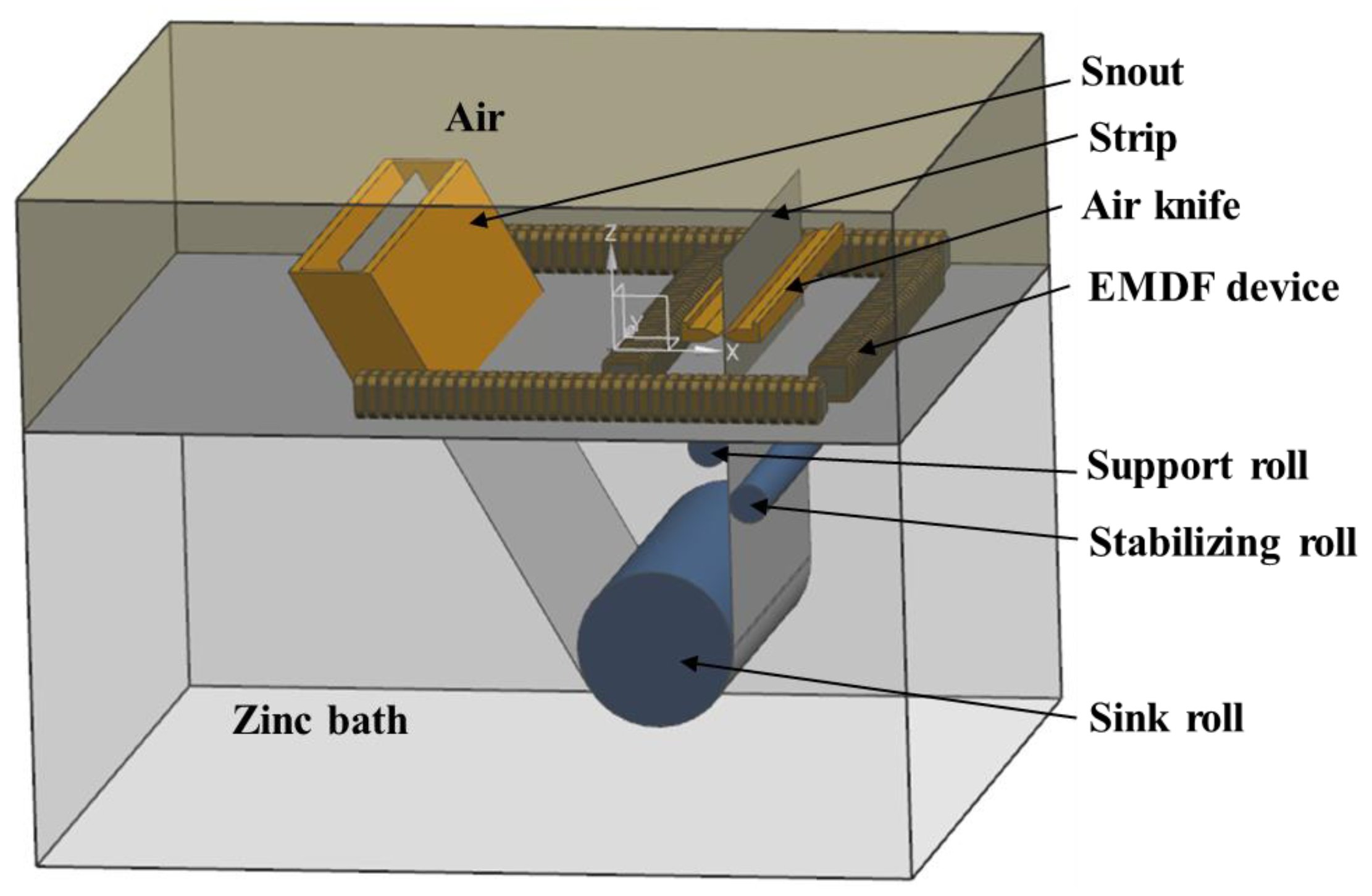
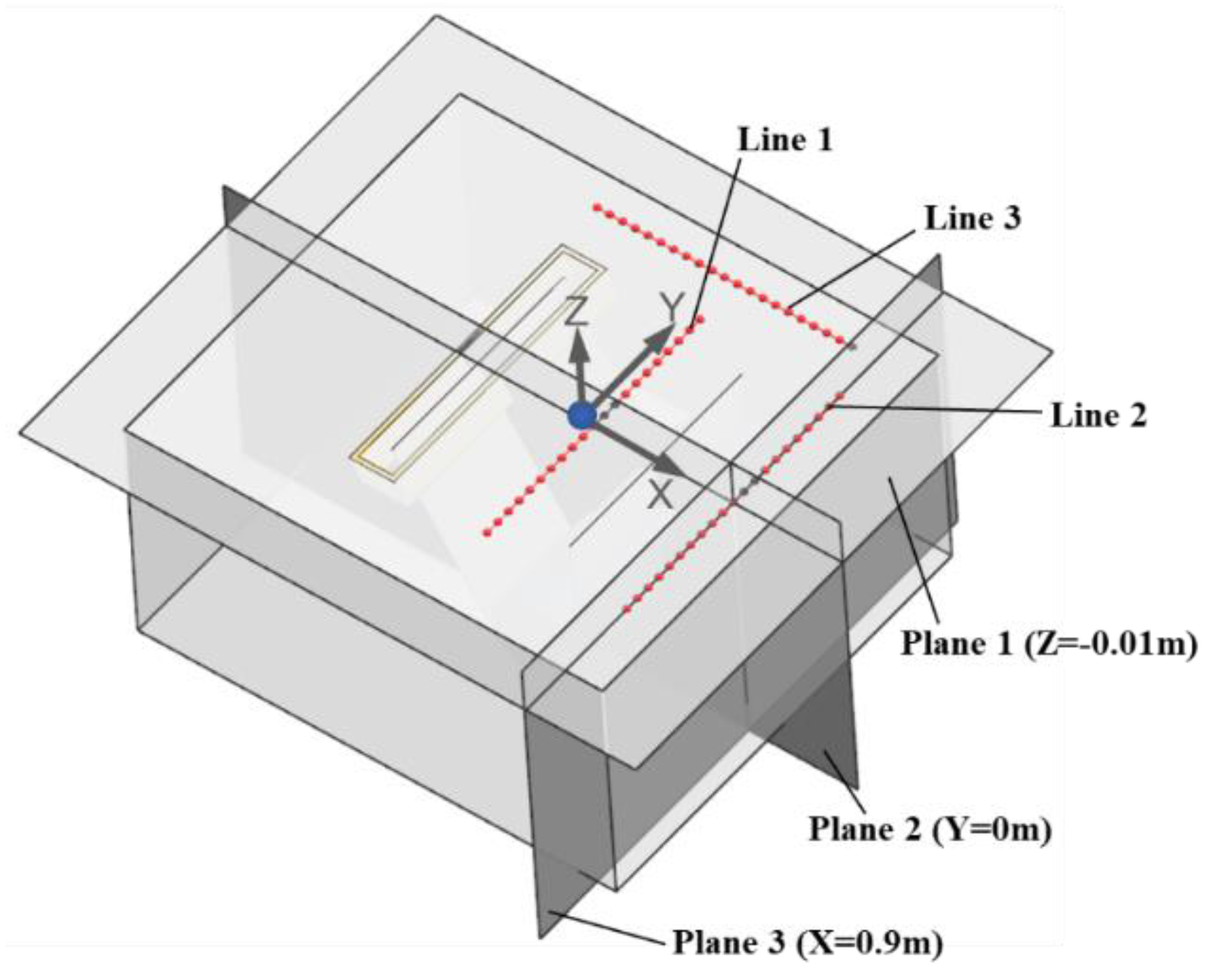
2.3. Geometry Model and Boundary Conditions
2.3.1. Geometry Model
2.3.2. Boundary Conditions for the Electromagnetic Field and Flow Field
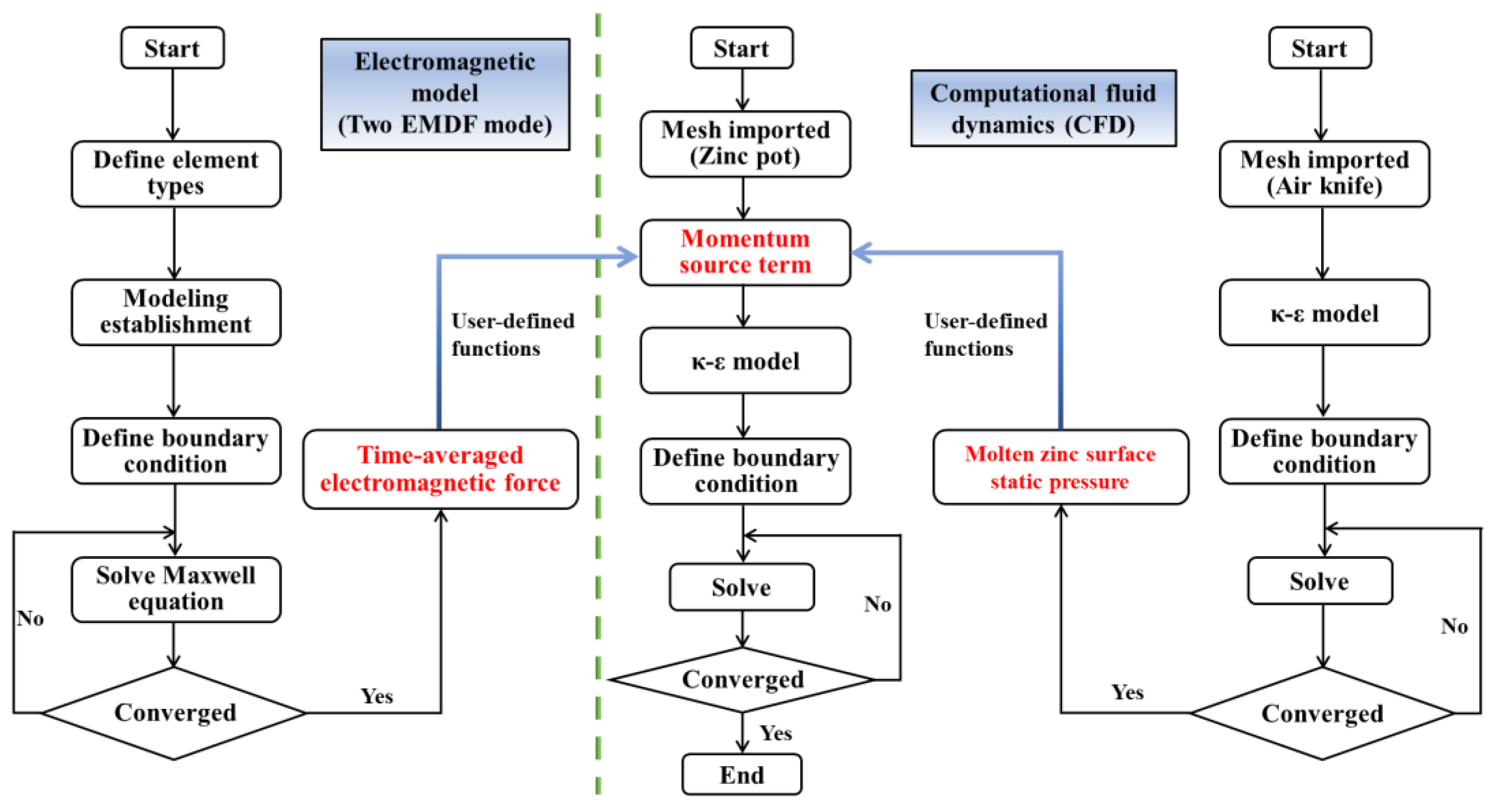
2.4. Numerical Solution Procedure
3. Results and Discussion
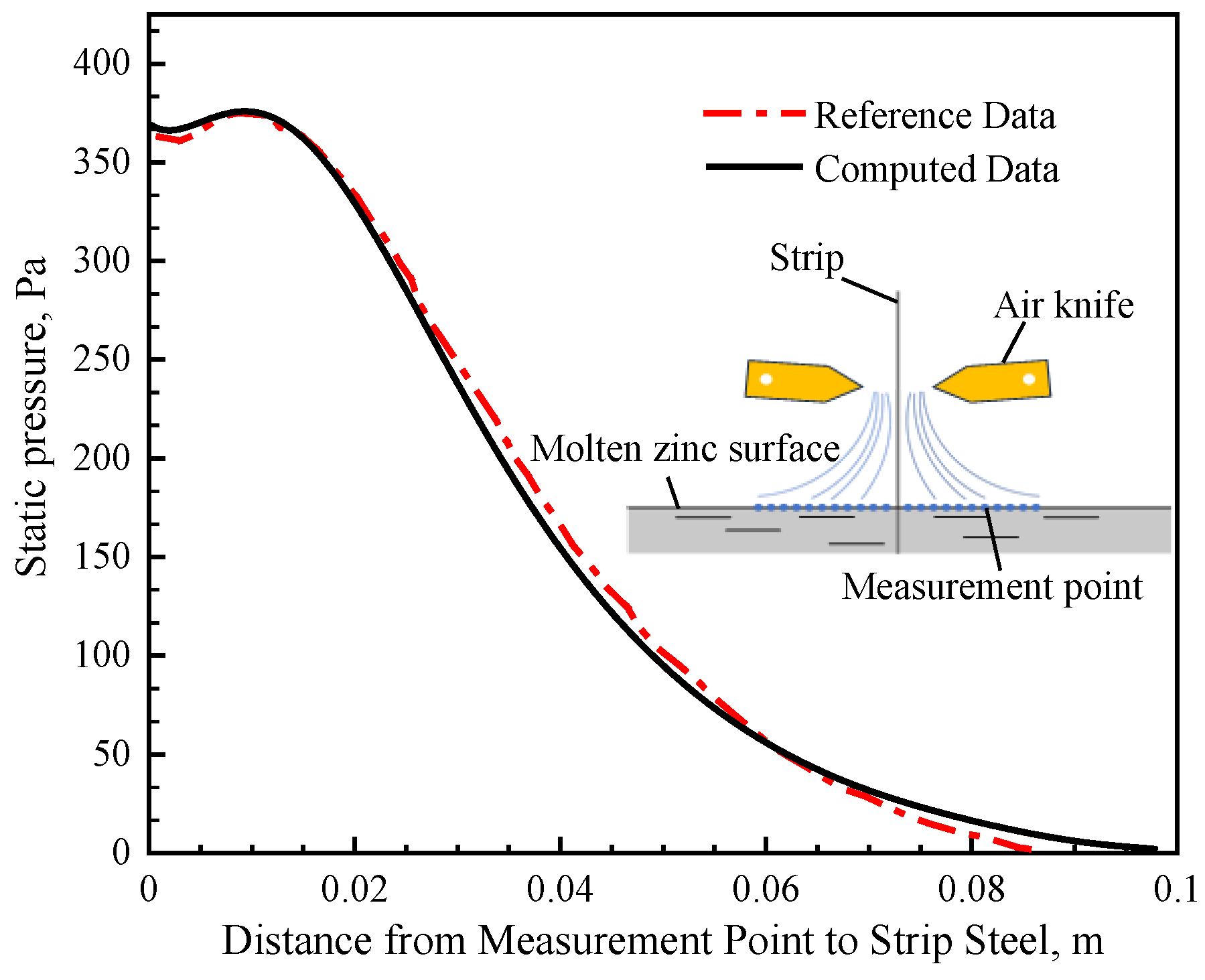
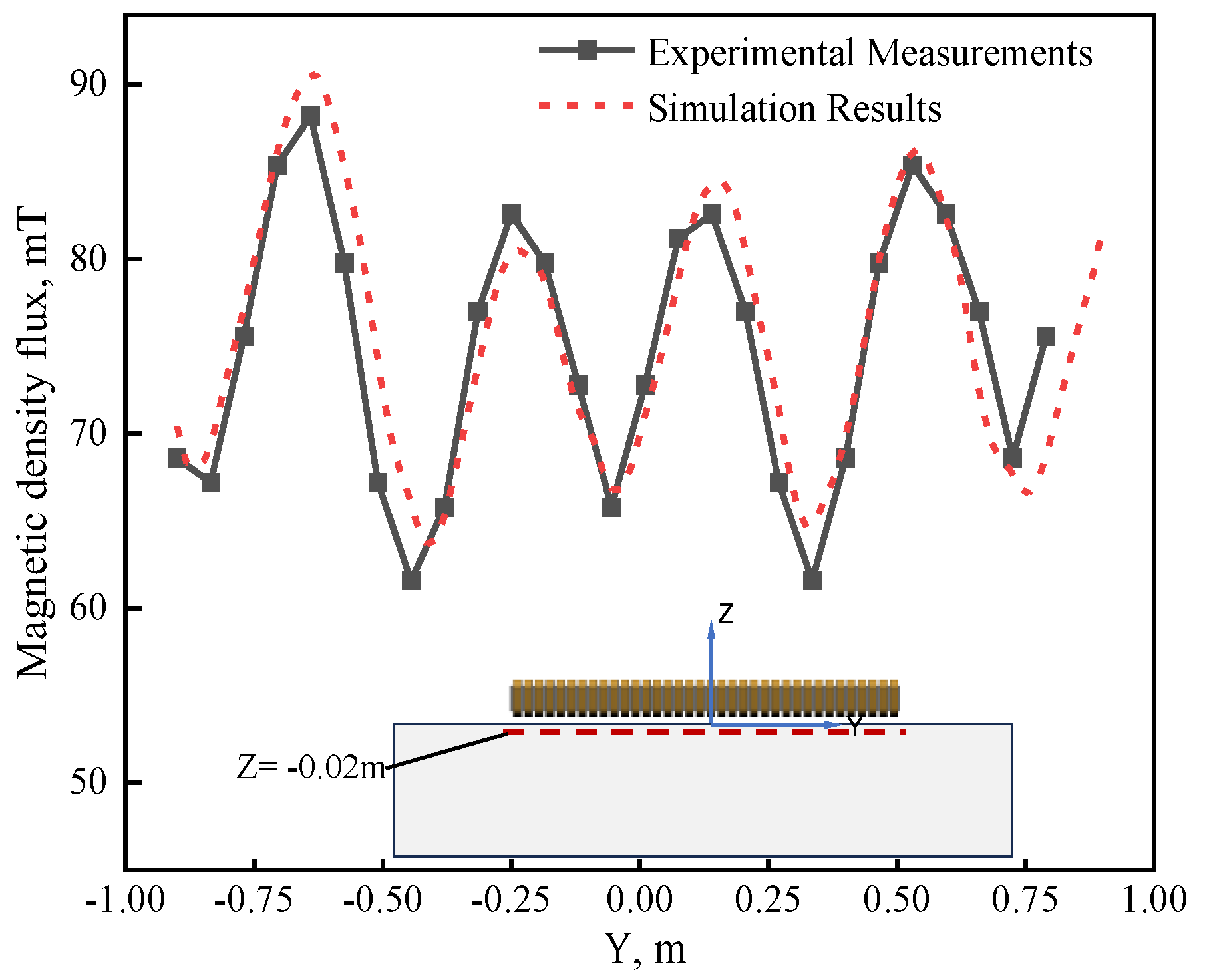
3.1. The Validation of the Flow Field and Electromagnetic Field
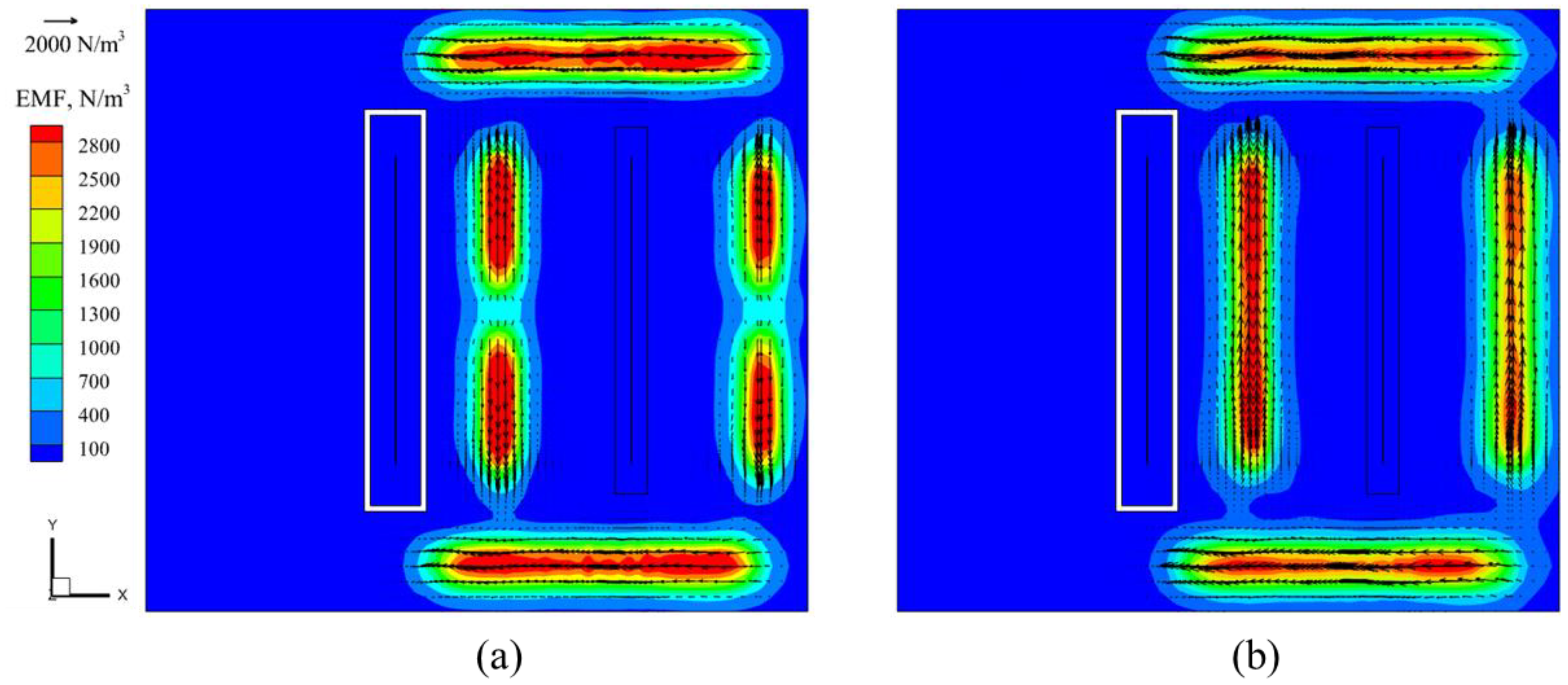
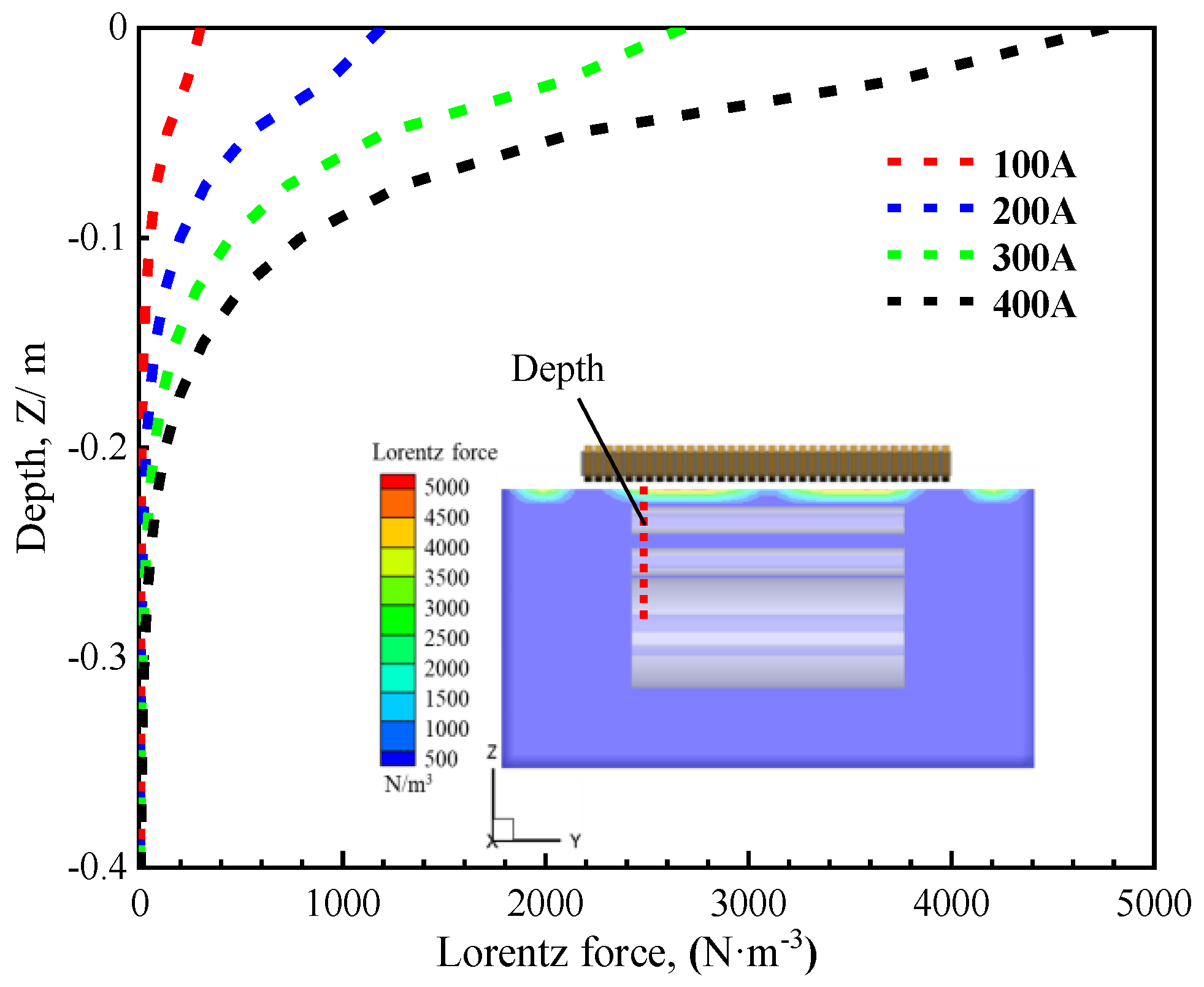
3.2. Distribution of Electromagnetic Force
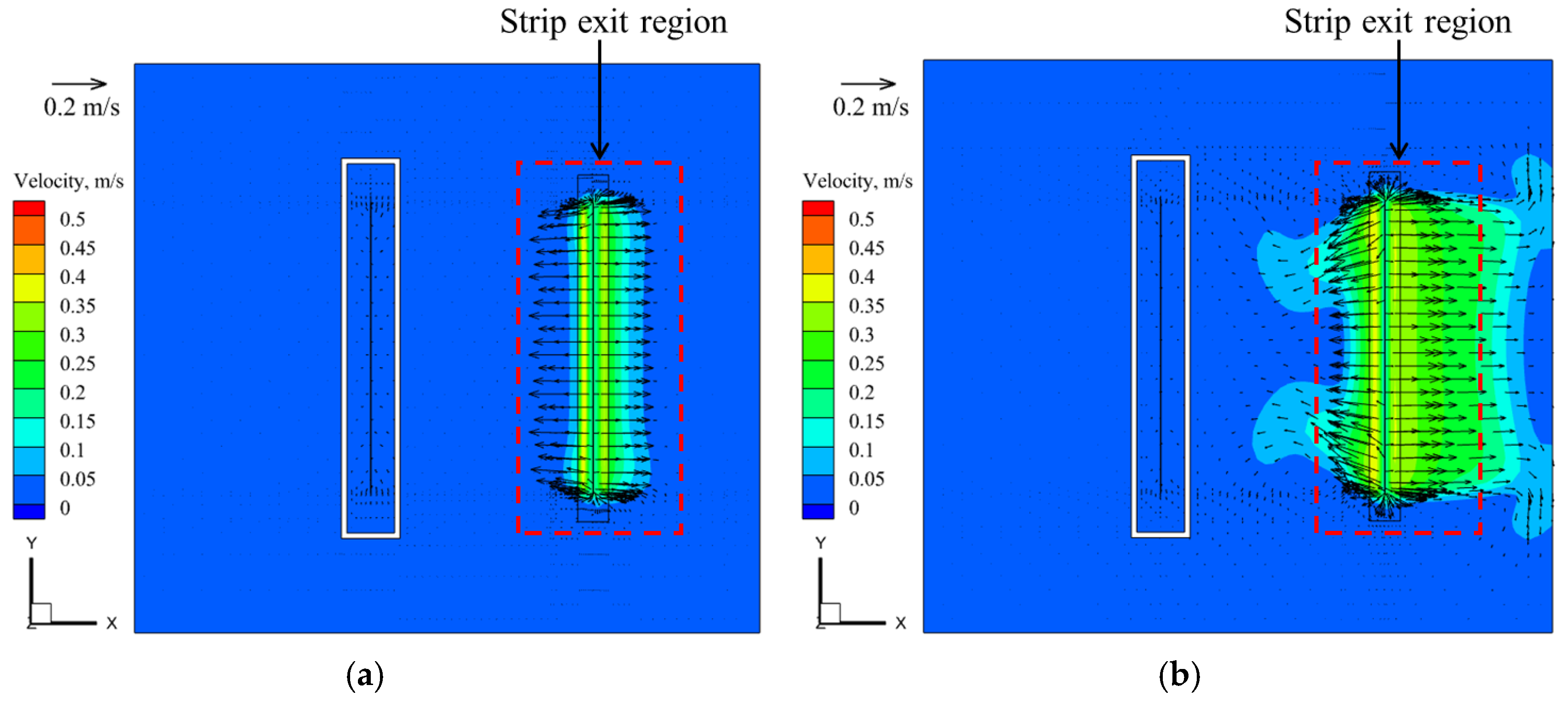
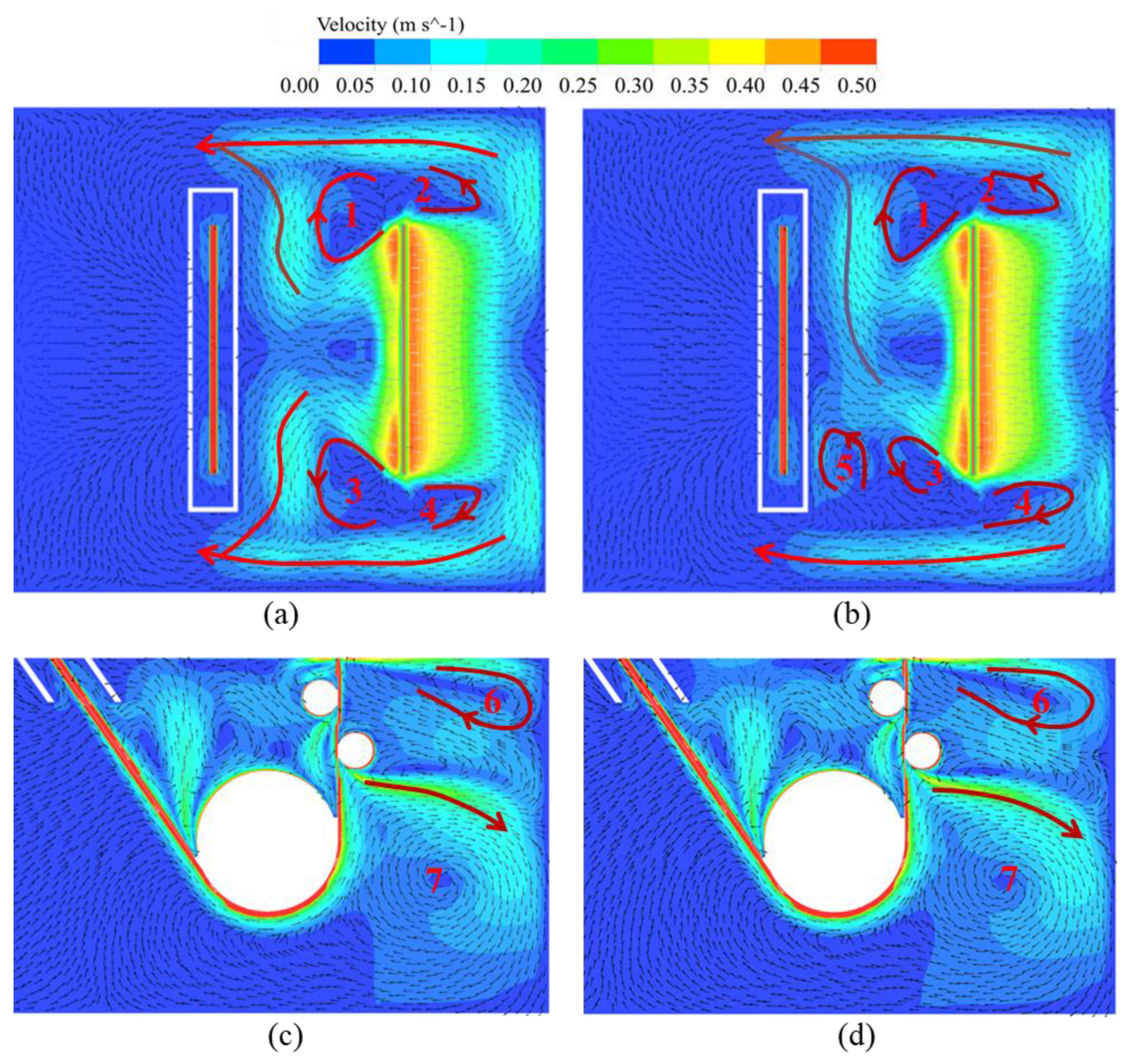
3.3. Effect of EMDF Modes on Zinc Flow Field
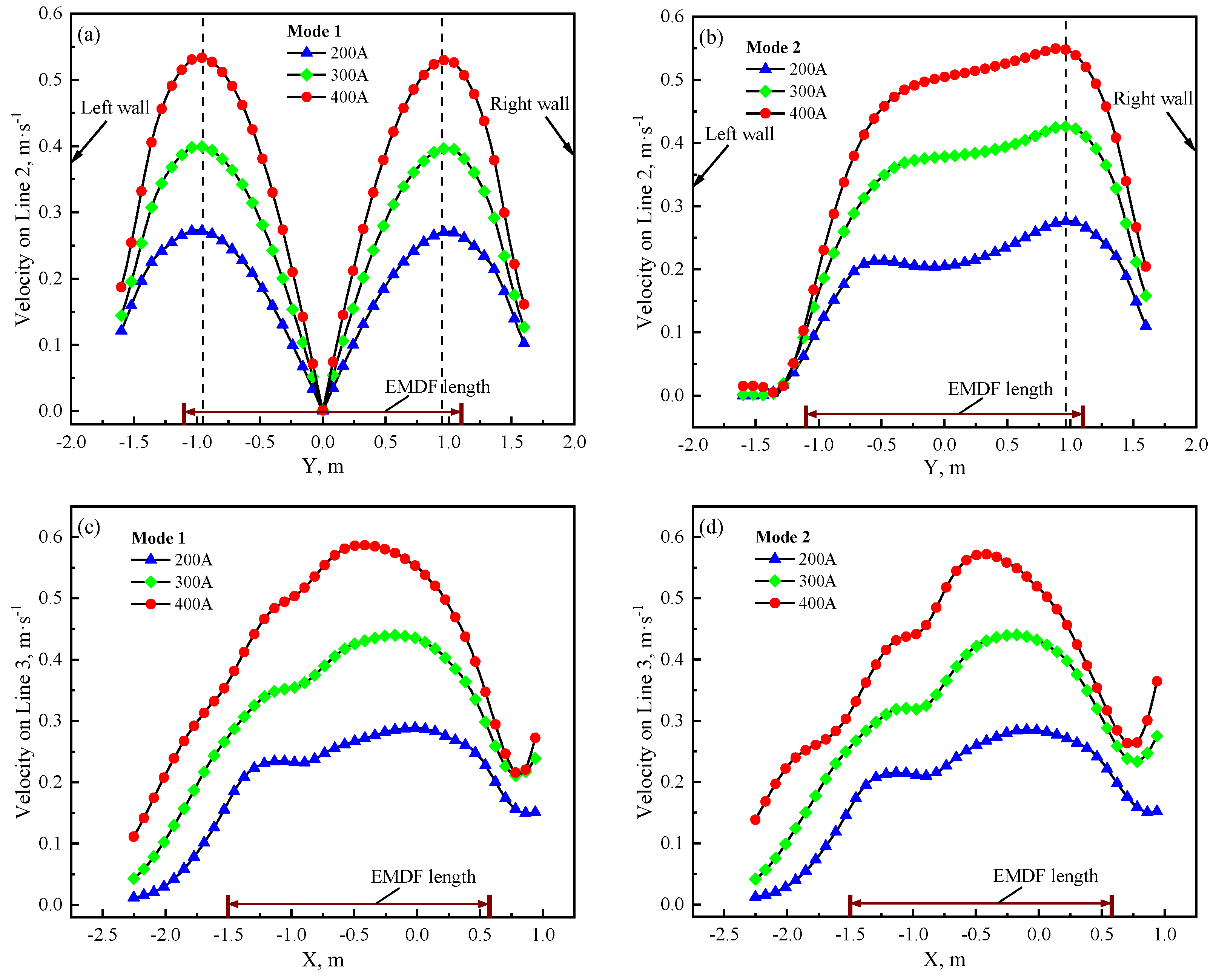
3.4. Effect of Driving Current on the Zinc Flow Field
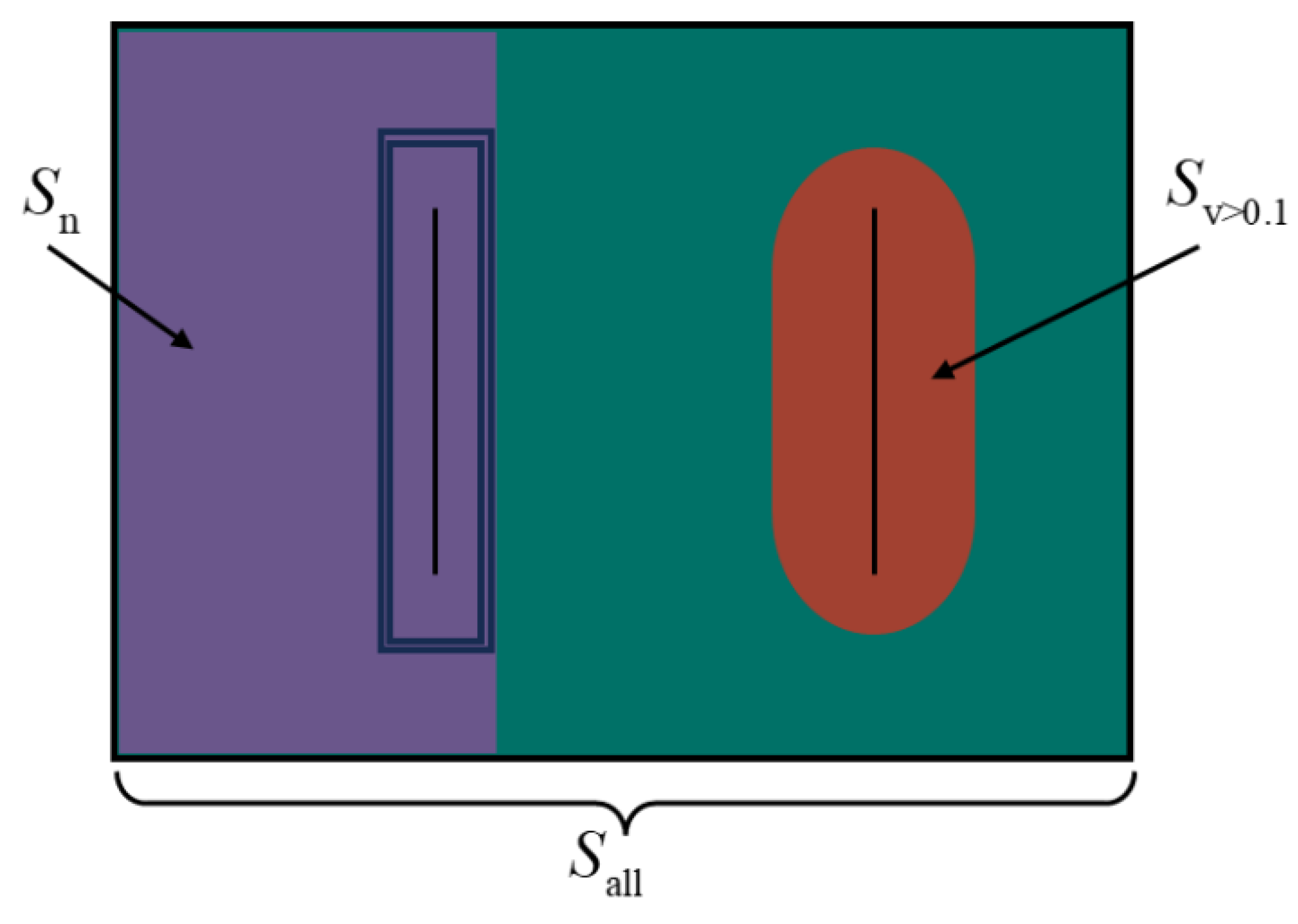
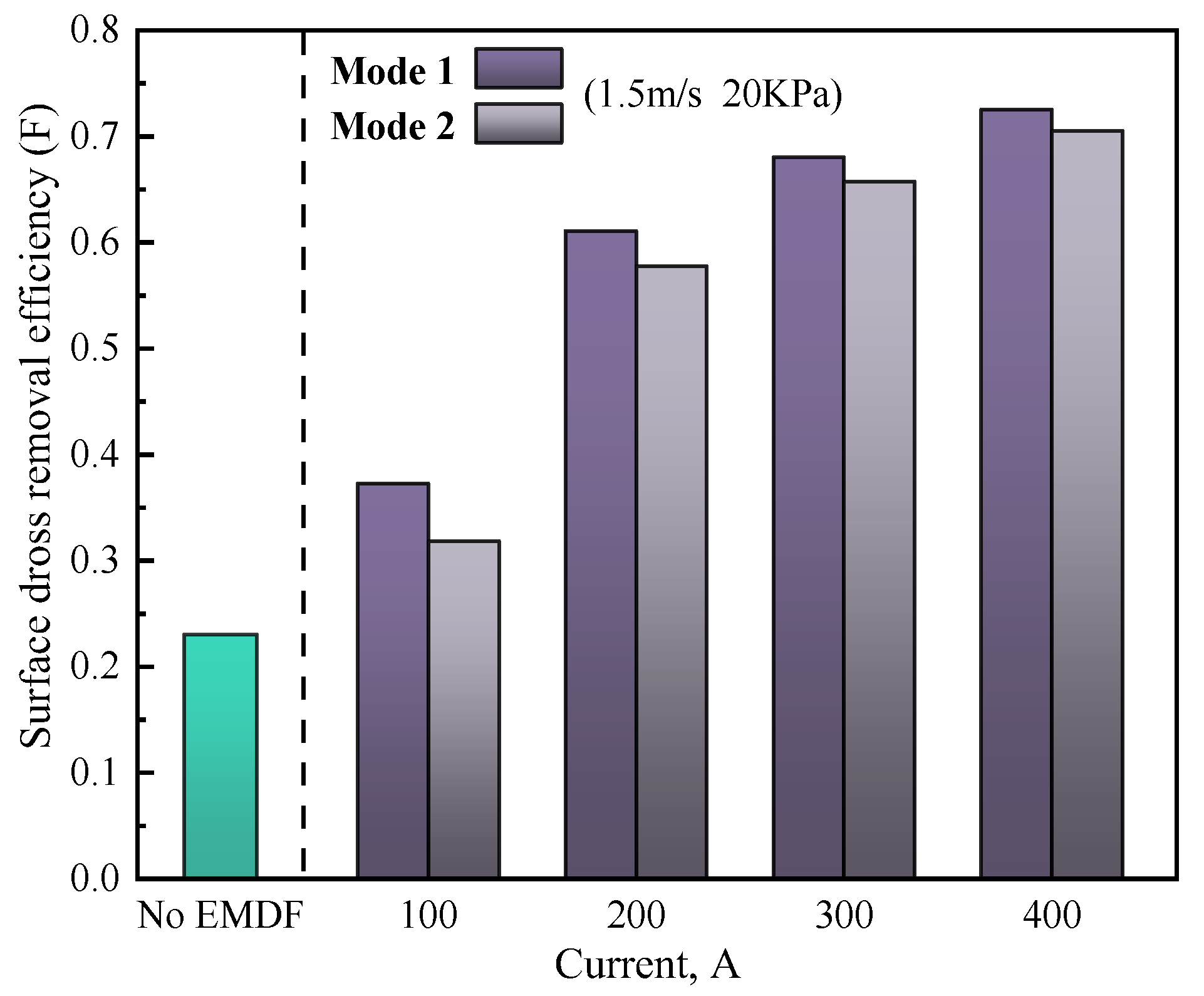
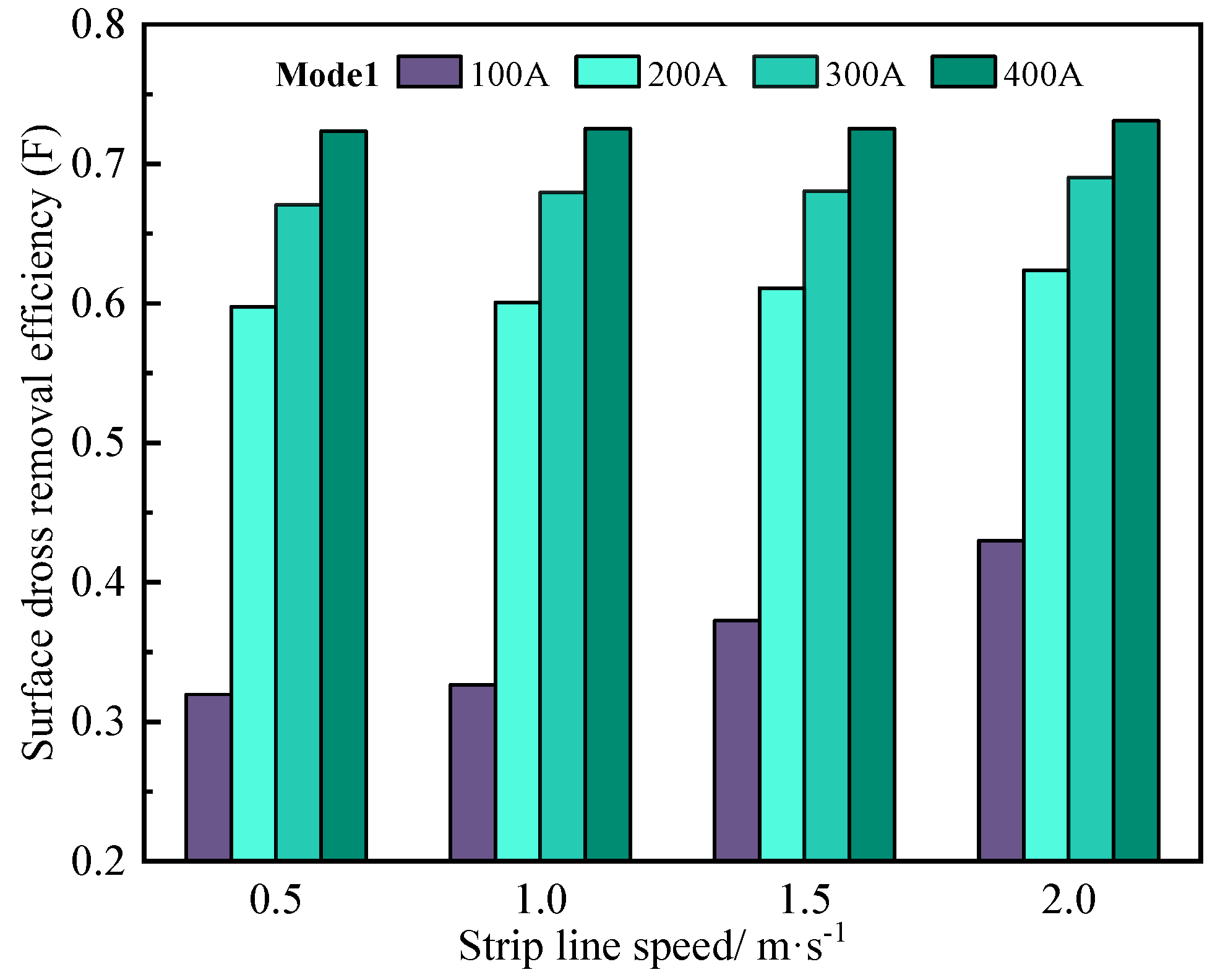
3.5. Comprehensive Analysis of the Surface Dross Removal for Galvanizing
4. Conclusions
- (1)
- Despite the limited range of air-knife jet pressure distribution near the strip steel exit, its role in facilitating the movement of the surface molten zinc should not be underestimated.
- (2)
- The EMDF effectively optimizes the structural characteristics of the zinc bath surface flow field, forcing the zinc flow towards the side walls of the zinc pot and the rear region of the snout.
- (3)
- The strip steel line speed and air-knife jet exhibit certain limitations in enhancing the surface dross removal efficiency. However, the EMDF substantially improves the surface dross removal efficiency, achieving a maximum value of 0.73.
- (4)
- The depth of influence of the electromagnetic force in the zinc bath is constrained in both modes. Comparatively, the arrangement of the EMDF devices according to Mode 1 proves more advantageous in removing zinc dross in the vicinity of the strip steel exit region.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ajersch, F.; Ilinca, F. Review of modeling and simulation of galvanizing operations. Steel Res. Int. 2018, 89, 1700074. [Google Scholar] [CrossRef]
- Marder, A.R. The metallurgy of zinc-coated steel. Prog. Mater. Sci. 2000, 45, 191–271. [Google Scholar] [CrossRef]
- Nakano, J.; Malakhov, D.V.; Yamaguchi, S.; Purdy, G.R. A full thermodynamic optimization of the Zn–Fe–Al system within the 420-500 °C temperature range. Calphad 2007, 31, 125–140. [Google Scholar] [CrossRef]
- McDermid, J.R.; Kaye, M.H.; Thompson, W.T. Fe solubility in the Zn-Rich corner of the Zn-Al-Fe system for use in continuous galvanizing and galvannealing. Metall. Mater. Trans. B 2007, 38, 215–230. [Google Scholar] [CrossRef]
- Tang, N.Y. Determination of liquid-phase boundaries in Zn-Fe-Mx systems. J. Phase Equilibria Diffus. 2000, 21, 70–77. [Google Scholar] [CrossRef]
- Giorgi, M.L.; Durighello, P.R.; Nicolle, R.; Guillot, J.B. Dissolution kinetics of iron in liquid zinc. J. Mater. Sci. 2004, 39, 5803–5808. [Google Scholar] [CrossRef]
- Tang, N.Y. Practical applications of phase diagrams in continuous galvanizing. J. Phase Equilibria Diffus. 2006, 27, 462–468. [Google Scholar] [CrossRef]
- Park, J.H.; Park, G.H.; Paik, D.J.; Huh, Y.; Hong, M.H. Influence of aluminum on the formation behavior of Zn-Al-Fe intermetallic particles in a zinc bath. Metall. Mater. Trans. A 2011, 43, 195–207. [Google Scholar] [CrossRef]
- Lee, S.J.; Kim, S.K.; Min, S.; Choi, J.H. Flow field analysis inside a molten Zn pot of the continuous hot-dip galvanizing process. ISIJ Int. 2002, 42, 407–413. [Google Scholar] [CrossRef]
- Ilinca, F.; Ajersch, F.; Baril, C.; Goodwin, F.E. Numerical simulation of the galvanizing process during GA to GI transition. Int. J. Numer. Methods Fluids 2007, 53, 1629–1646. [Google Scholar] [CrossRef]
- Dash, S.K.; Dutta, M.; Rajesh, N. Use of flow barriers to eliminate vortex in the flow field generated in a continuous galvanizing bath. ISIJ Int. 2005, 45, 1059–1065. [Google Scholar] [CrossRef]
- Kurobe, J.; Iguchi, M. Cold model experiment on dynamic behavior of dross in hot dip plating bath. Sci. Technol. Adv. Mater. 2001, 1, 251–259. [Google Scholar] [CrossRef]
- Kim, Y.H.; Cho, Y.W.; Chung, S.H.; Shim, J.D.; Ra, H.Y. Numerical analysis of fluid and heat transfer in molten zinc pot of continuous hot dip galvanizing line. ISIJ Int. 2000, 40, 706–712. [Google Scholar] [CrossRef]
- Ajersch, F.; Ilinca, F.; Hétu, J.F. Simulation of flow in a continuous galvanizing bath: Part I. Thermal effects of ingot addition. Metall. Mater. Trans. B 2004, 35, 161–170. [Google Scholar] [CrossRef]
- Zhou, X.P.; Yuan, S.; Huang, Y.; Yang, P. Simulation of special flow affecting dross formation on steel strip in galvanising bath. Ironmak. Steelmak. 2015, 42, 785–790. [Google Scholar] [CrossRef]
- Zhang, Y.; Cui, Q.P.; Shao, F.Q. Influence of air knife wiping on coating thickness in hot dip galvanizing. J. Iron Steel Res. Int. 2012, 19, 70–78. [Google Scholar] [CrossRef]
- Myrillas, K.; Rambaud, P.; Mataigne, J.M.; Gardin, P. Numerical modeling of gas-jet wiping process. Chem. Eng. Process. Process Intensif. 2013, 68, 26–31. [Google Scholar] [CrossRef]
- Yuan, S.; Zhou, X.P.; Huang, Y.; Yang, P. Influence of air knives on liquid zinc flow in galvanizing bath. Ironmak. Steelmak. 2016, 43, 83–87. [Google Scholar] [CrossRef]
- Pfeiler, C.; Eßl, W.; Reiss, G.; Riener, C.K. Investigation of the gas-jet wiping process two-phase large eddy simulations elucidate impingement dynamics and wave formation on zinc coatings. Steel Res. Int. 2017, 88, 1600507. [Google Scholar] [CrossRef]
- Lu, H.B.; Zhong, Y.B.; Ren, Z.M.; Ren, W.L.; Cheng, C.G.; Lei, Z.S. Numerical simulation of EMS position on flow, solidification and inclusion capture in slab continuous casting. J. Iron Steel Res. Int. 2022, 29, 1807–1822. [Google Scholar] [CrossRef]
- Lu, H.B.; Li, B.; Li, J.; Zhong, Y.B.; Ren, Z.M.; Lei, Z.S. Numerical simulation of in-mold electromagnetic stirring on slide gate caused bias flow and solidification in slab continuous casting. ISIJ Int. 2021, 61, 1860–1871. [Google Scholar] [CrossRef]
- Xiao, Y.B.; Guo, Q.T.; Liu, T.; Wang, Q.; Chai, M.L.; Zhang, K.L.; Li, Y.T.; Pan, D. Numerical simulation of the electromagnetic dross removal technology applied in zinc pot of hot-dip galvanizing line. Metals 2022, 12, 1714. [Google Scholar] [CrossRef]
- Han, S.W.; Cho, H.J.; Jin, S.Y.; Sedén, M.; Lee, I.B.; Sohn, I. Effects of simultaneous static and traveling magnetic fields on the molten steel flow in a continuous casting mold. Metall. Mater. Trans. B 2018, 49, 2757–2769. [Google Scholar] [CrossRef]
- Chen, J.Q.; Chen, H.; Zhou, X.P. Numerical Simulation of Fluid Flow and Heat Transfer in Hot Dip Galvanizing Bath Affected by Air Knives; Technical report; Huazhong University of Science and Technology: Wuhan, China, 2014. [Google Scholar]
- Wang, P.; Xiao, H.; Chen, X.Q.; Li, W.H.; Yi, B.; Tang, H.Y.; Zhang, J.Q. Improved in-mold metallurgical behavior for slab casting of IF steels by a novel multi-poles electromagnetic stirring. Metall. Mater. Trans. B 2022, 53, 1691–1702. [Google Scholar] [CrossRef]
- Lu, Y. The effect of exerted outer field force on surface zinc liquid flowing and zinc dross distribution in hot dip galvanizing baths. Baosteel Technol. China 2020, 1, 13–20. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process Parameters | Value | Process Parameters | Value |
|---|---|---|---|
| Pot size (mm × mm) | 4500 × 4100 × 2020 | Relative permeability | 1 |
| Strip width (mm) | 2100 | Electrical resistivity (Ω·m) | 5.45 × 10−8 |
| Strip thickness (mm) | 2 | Density of molten zinc (kg/m3) | 6700 |
| Strip line speed (m/s) | 0.5, 1.0, 1.5, 2.0 | Density of air (kg/m3) | 1.225 |
| Nozzles to strip distance (mm) | 12 | Viscosity of air (Pa·s) | 1.7894 × 10−5 |
| Nozzles to level height (mm) | 300 | Viscosity of molten zinc (Pa·s) | 3.85 × 10−3 |
| Slot jet gap (mm) | 2 | Current (A) | 100, 200, 300, 400 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, X.; Lu, H.; Zhong, Y.; Ren, W.; Lei, Z. Study of Flow and Zinc Dross Removal in Hot-Dip Galvanizing with Combined Traveling Magnetic Field. Materials 2024, 17, 4799. https://doi.org/10.3390/ma17194799
Luo X, Lu H, Zhong Y, Ren W, Lei Z. Study of Flow and Zinc Dross Removal in Hot-Dip Galvanizing with Combined Traveling Magnetic Field. Materials. 2024; 17(19):4799. https://doi.org/10.3390/ma17194799
Chicago/Turabian StyleLuo, Xianwen, Haibiao Lu, Yunbo Zhong, Weili Ren, and Zuosheng Lei. 2024. "Study of Flow and Zinc Dross Removal in Hot-Dip Galvanizing with Combined Traveling Magnetic Field" Materials 17, no. 19: 4799. https://doi.org/10.3390/ma17194799