
Microscopic Investigation for Experimental Study on Transverse Cracking of Ti-Nb Containing Micro-Alloyed Steels


Abstract
:1. Introduction
- i.
- Temperature reversion during secondary cooling is considered as a contributing factor affecting the hot ductility behavior. During cooling in the strand, the slab cools rapidly on the outside to a minimum temperature approx. 100 K below the deformation temperature, before being reheated by the hotter inside. This can result in a clear ductility loss, particularly for steel grades containing C-Mn-Al and C-Mn-Nb [13,14].
- ii.
- The low-temperature end of the ductility trough is associated with the formation of thin ferrite along GBs around the formation temperature of the ferrite (Ar3). At low strain rates, the density of dislocations increases more easily in ferrite and causes the strain hardening effect, resulting in a non-uniform strain distribution at the ferrite–austenite interface. This leads to the coalescence of micro-voids as a function of time, i.e., intergranular fracture-sensitive regions, and hence poor hot ductility. Reversely, a high strain rate ensures more stable ferrite and limited time for the nucleation of micro-voids, and correspondingly better ductility. Below Ar3, increasing volume fractions of ferrite will lead to a more uniform strain distribution and an interlocking boundary interface between austenite and ferrite, and hence the recovery of the ductility [15,16].
- iii.
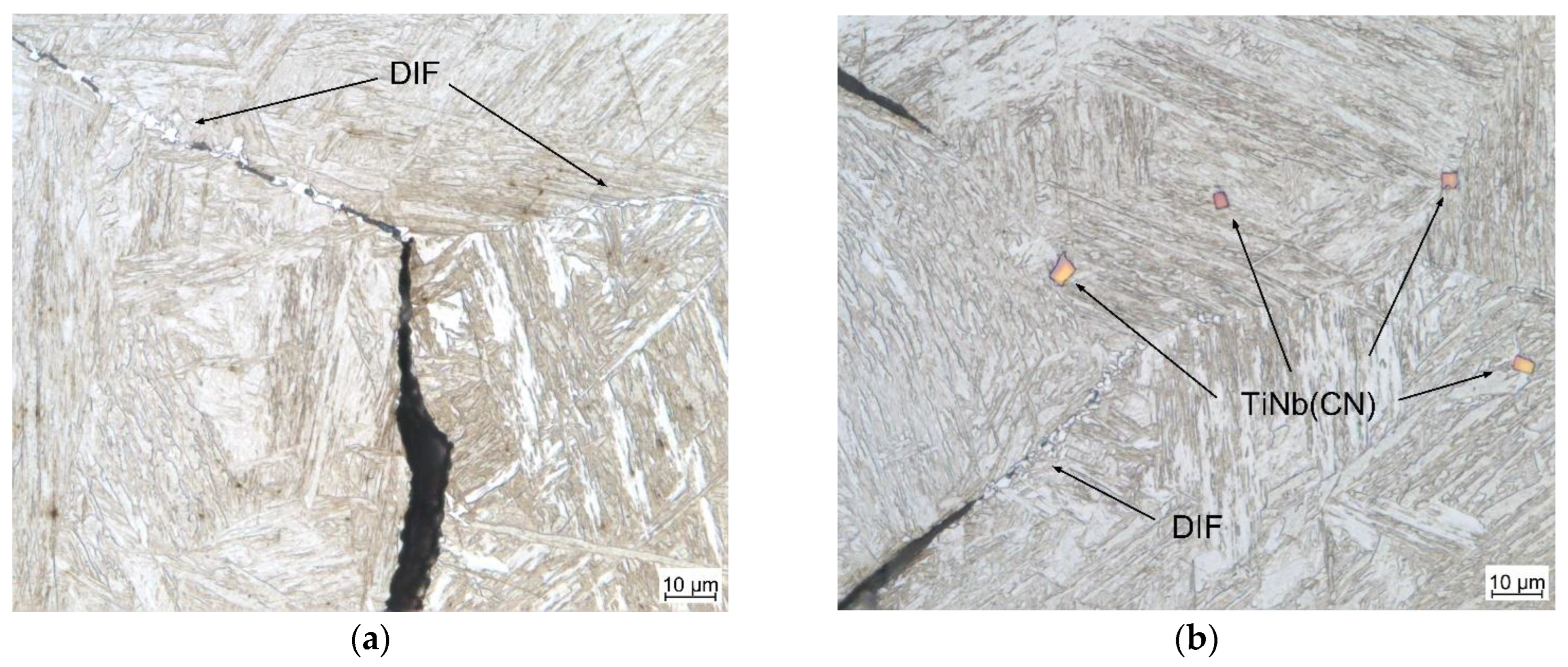
- A total recovery of ductility is possible when approximately 40% of the austenite has transferred to ferrite [10,16]. Therefore, the ferrite formation temperature (Ar3) can be defined as the point at which ductility begins to recover with a further decrease in temperature. Additionally, as the deformation time increases, ferrite can form even at temperatures higher than Ar3. This leads to the so-called “deformation-induced ferrite” (DIF) phase. The presence of DIF can inhibit the DRX and bring about the void coalescence. The presence of this phase influences the width and depth of the ductility trough over a very wide temperature range from Ar3 to Ae3 [16,17].
- iv.
- Above the equilibrium ferrite formation temperature (Ae3), GB sliding due to the limited DRX becomes the dominant factor that inhibits ductility recovery. DRX reduces the grain sizes and encourages the mobility of the GBs, which enables their replacement. However, in the case of limited DRX, GB sliding occurs and intergranular crack formation is triggered by brittle fine precipitates at the prior austenite GBs [1,15,18].
- v.
- Nb is one of the most detrimental elements in terms of the encouragement of cracks in steels slabs during CC, in spite of it being a crucial element for achieving simultaneous toughness and strength through grain refinement. The existence of Nb in micro-alloyed steel leads to a deeper and wider ductility trough [4,6,17]. Nb(CN) dissolves and precipitates as fine particles in the austenite grains in the temperature range of the straightening phase of CC. The strengthened matrix enables the GB sliding and retards the DRX, and hence creates a crack-susceptible microstructure under stress–strain conditions [1,5]. Furthermore, a higher level of N promotes transverse cracking in Nb-containing steels; however, this can be minimized by keeping N below 0.004% with the help of carbonitride-forming elements such as Ti and Nb [6]. Additionally, the coexistence of Ti can encourage the improvement of hot ductility by reducing the stoichiometric ratio of the detrimental Nb(CN) particles via selective compounding with N [6,19,20,21]. Patrick and Ludlow assessed that a Ti addition of 0.02–0.04 wt.% is required to reduce transverse cracking, but 0.15 wt.% Ti is required for avoiding these cracks completely. At a ratio Ti/N = 3.6, steel slabs tend to show no transverse or corner cracks [6]. Consequently, the effects of Ti on hot ductility are complex, where the size, amount, and density of TiN precipitates are decisive in affecting the behavior of Ti [22,23].
2. Materials and Methods
3. Results and Discussion
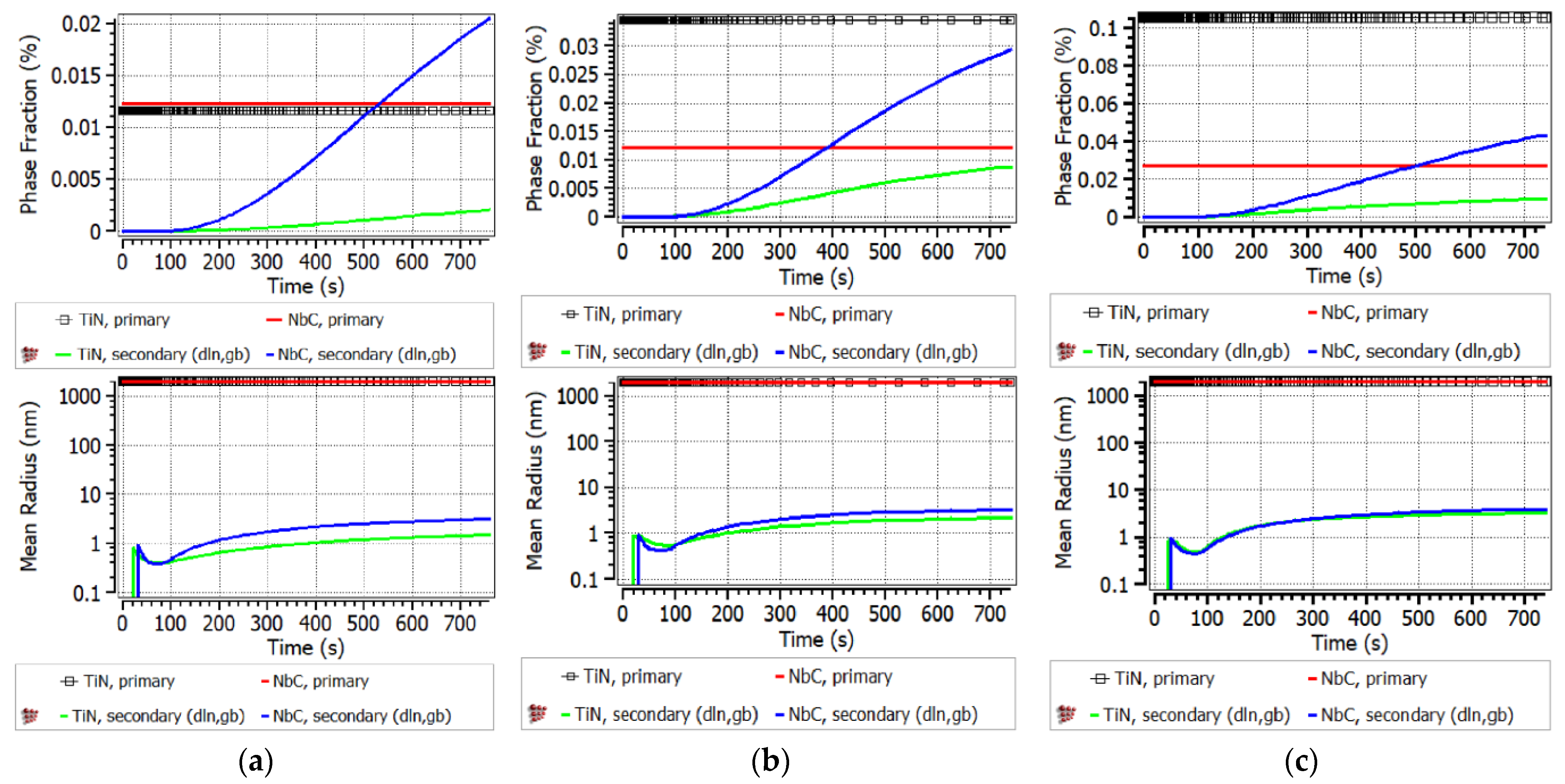
3.1. Calculation of Precipitates via MatCalc Software
3.2. Experimental Work
Ar3 and Ae3 Measurements
3.3. Thermomechanical Tests
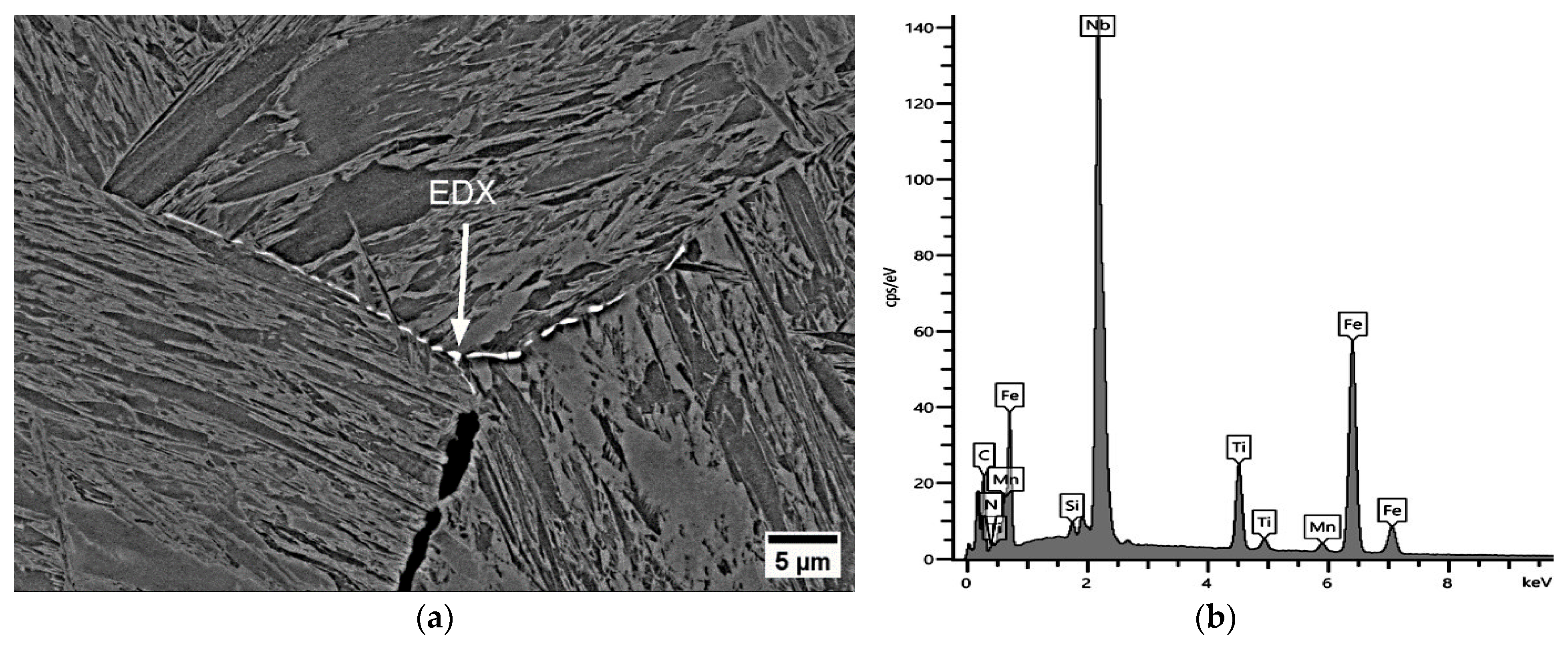
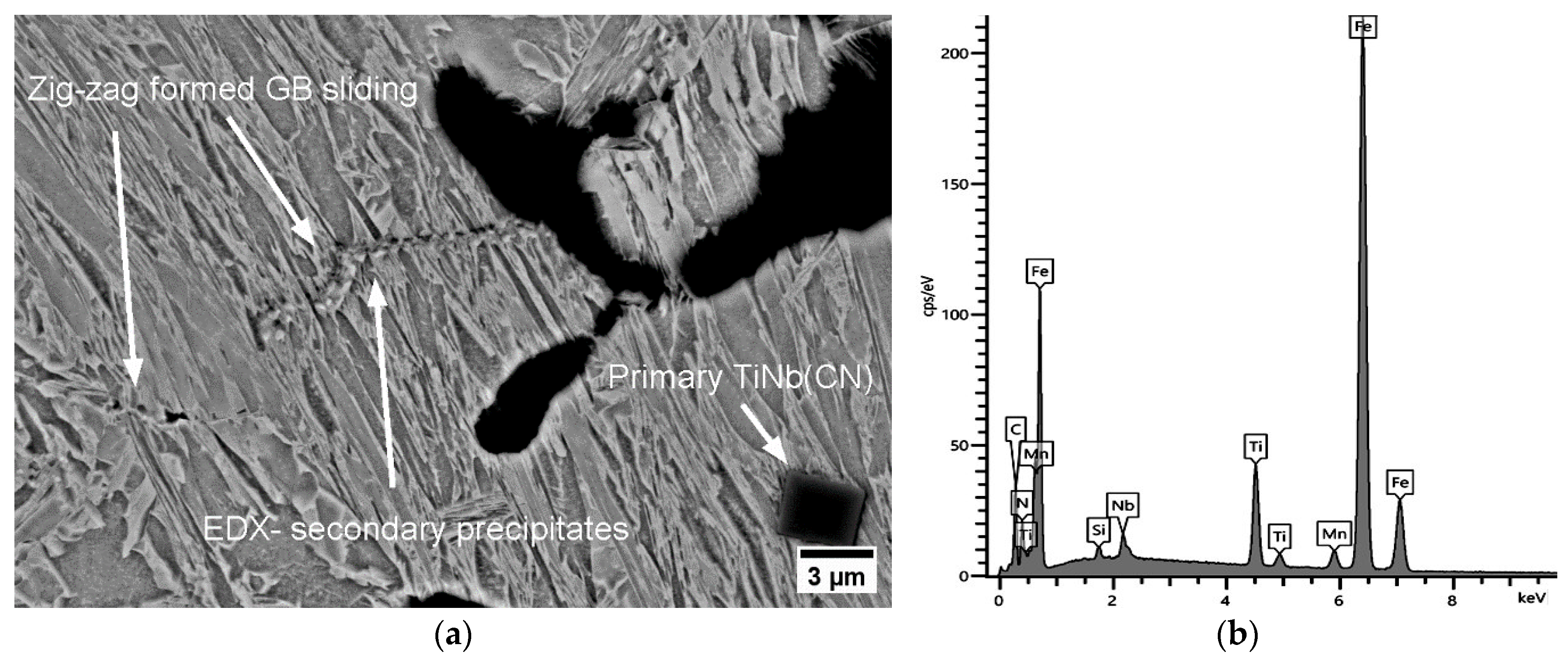
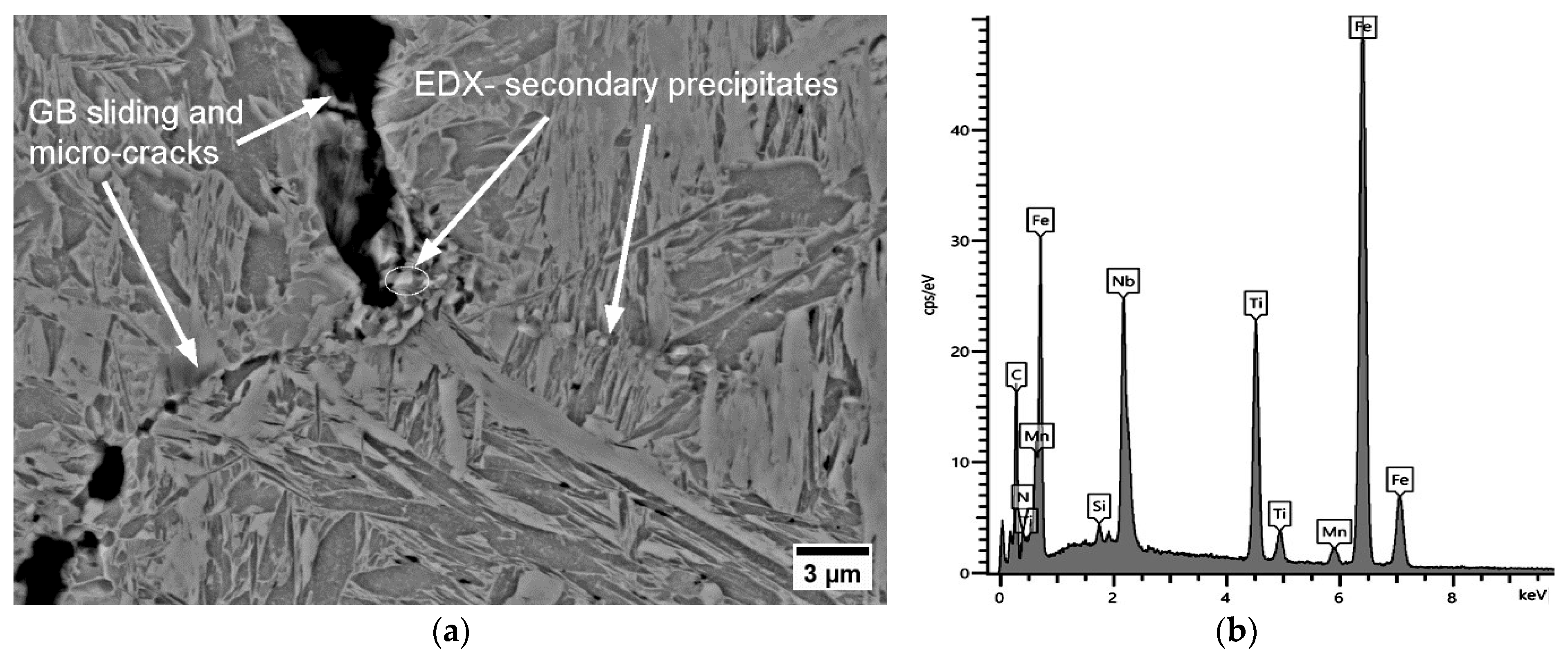
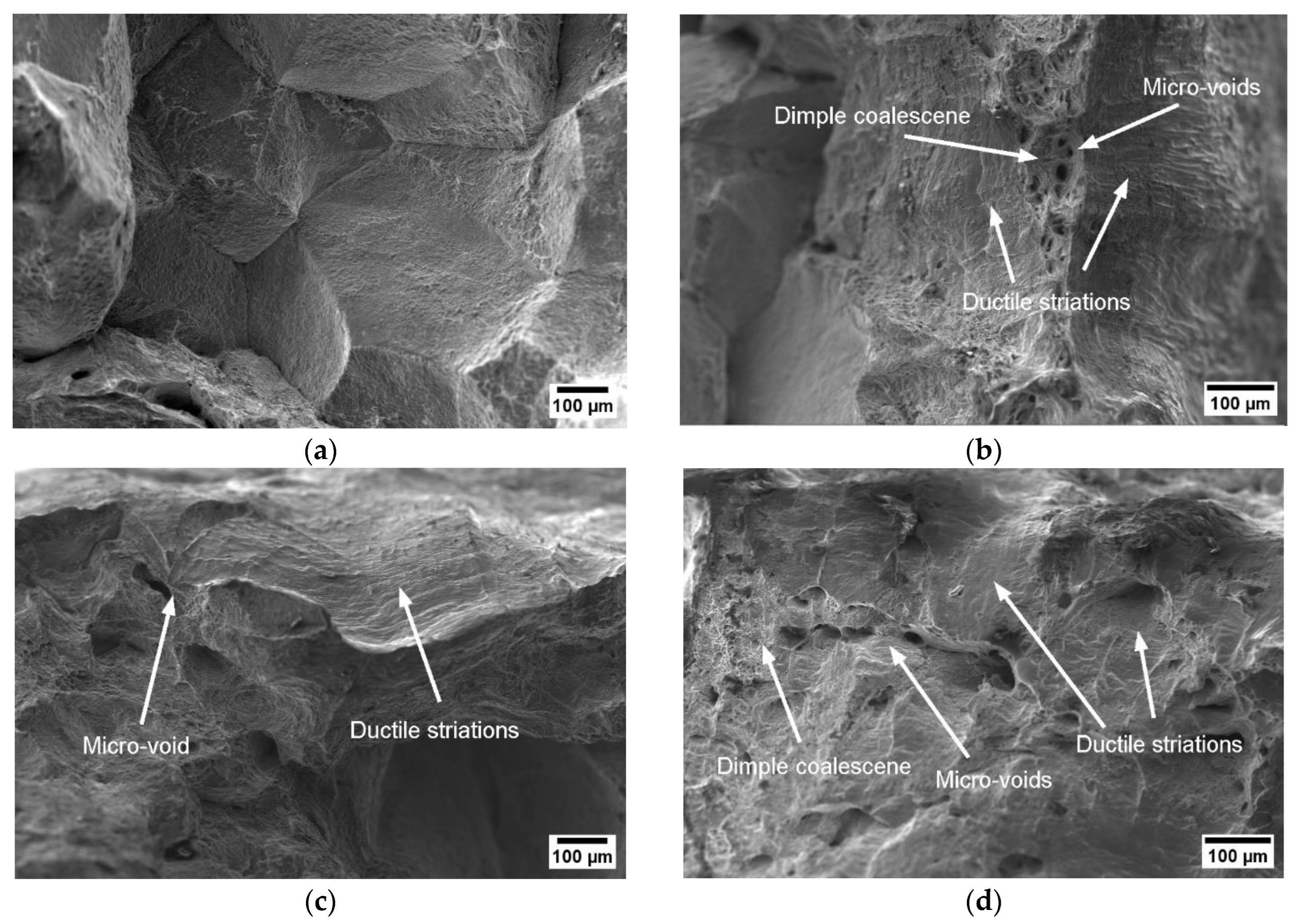
3.4. Fracture Mechanism
4. Conclusions
- (1)
- A slow strain rate (0.001 s−1) broadened the hot ductility trough between nearly 700 °C and 800 °C by inducing the DIF for each steel grade.
- (2)
- For each steel grade, an increase in the reheating rate at some points resulted in irregular changes in hot ductility at the strain rate of 0.01 s−1; however, these changes were not statistically remarkable. Furthermore, almost no change was recorded at the slower strain rate of 0.001 s−1.
- (3)
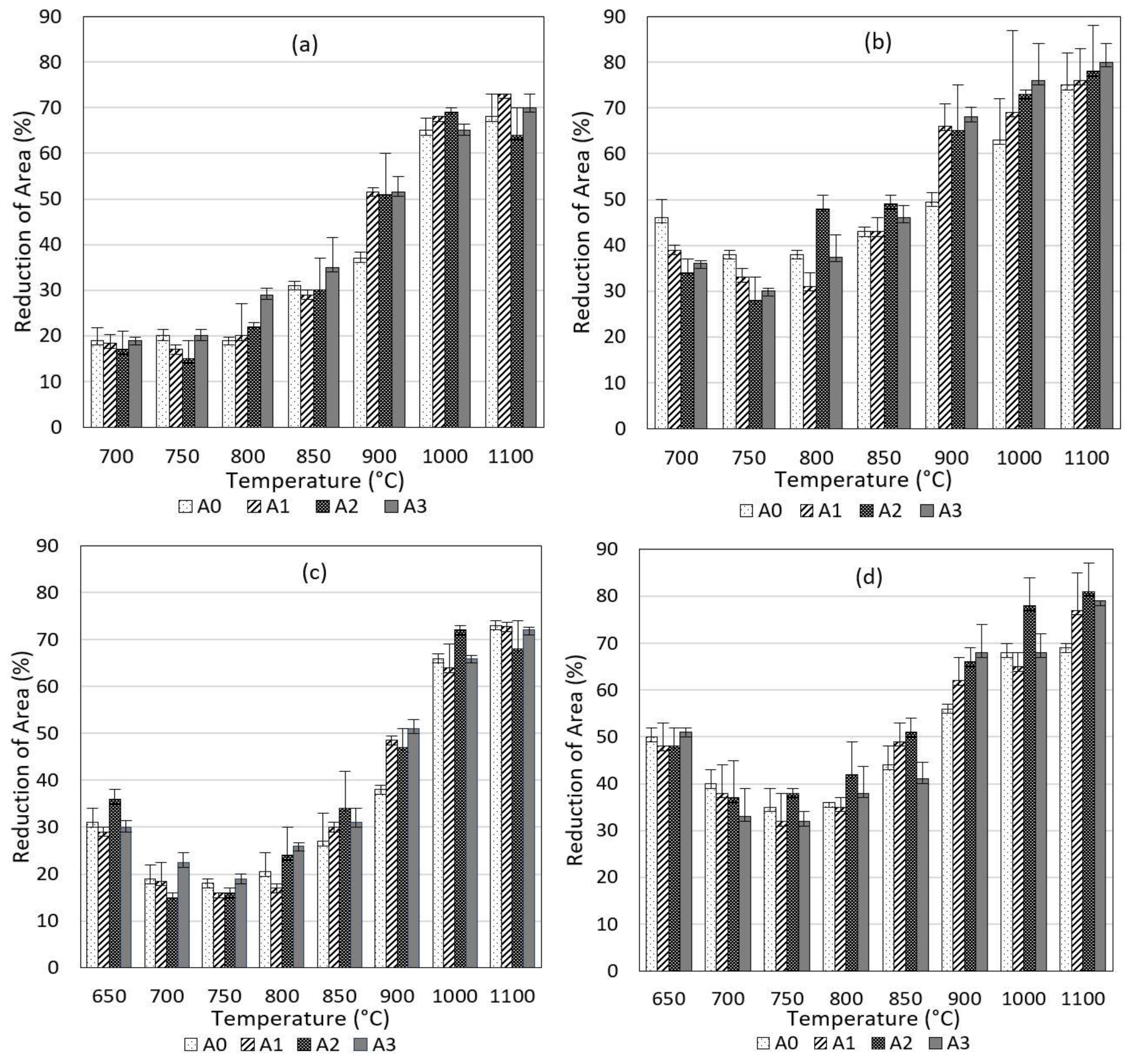
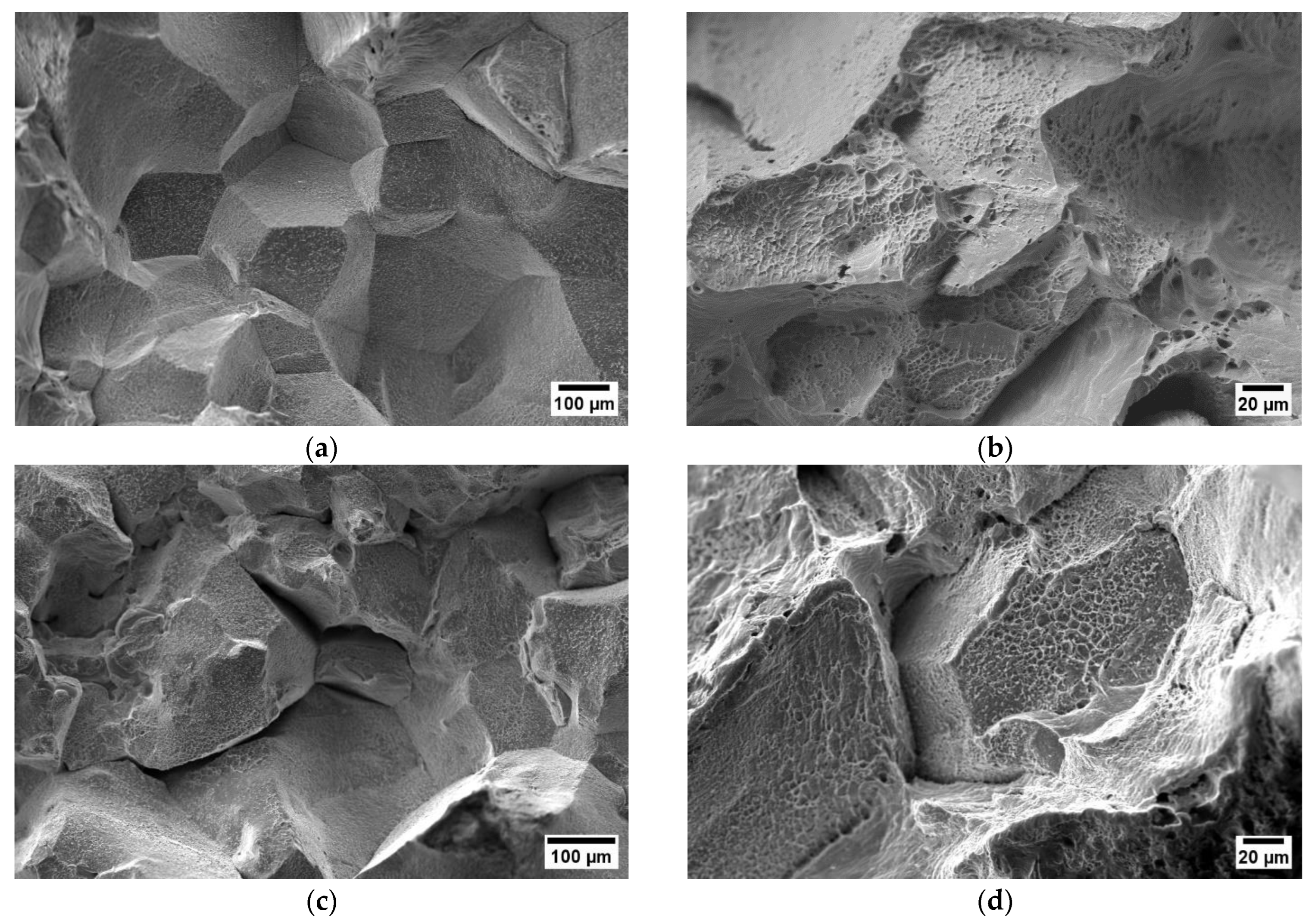
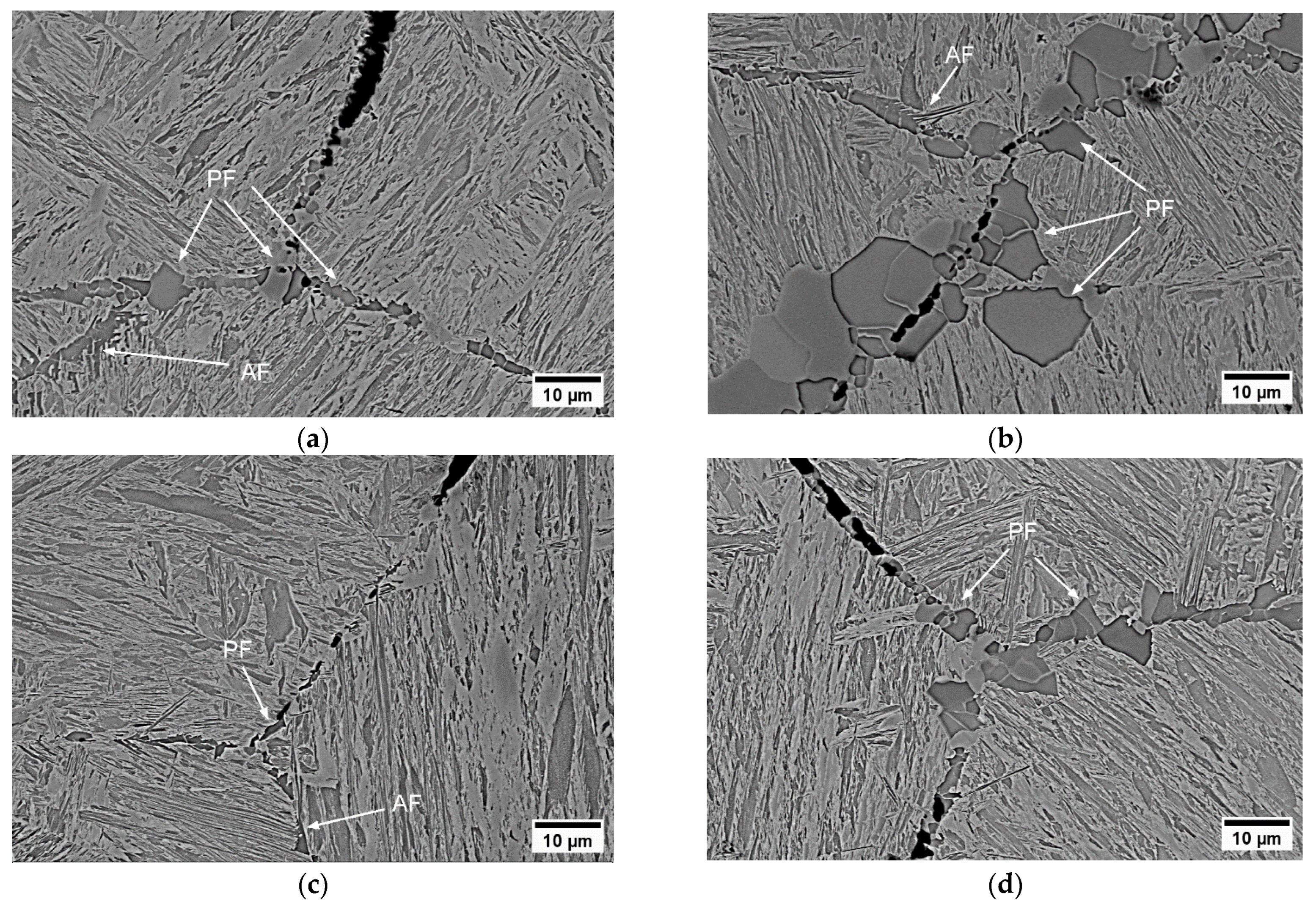
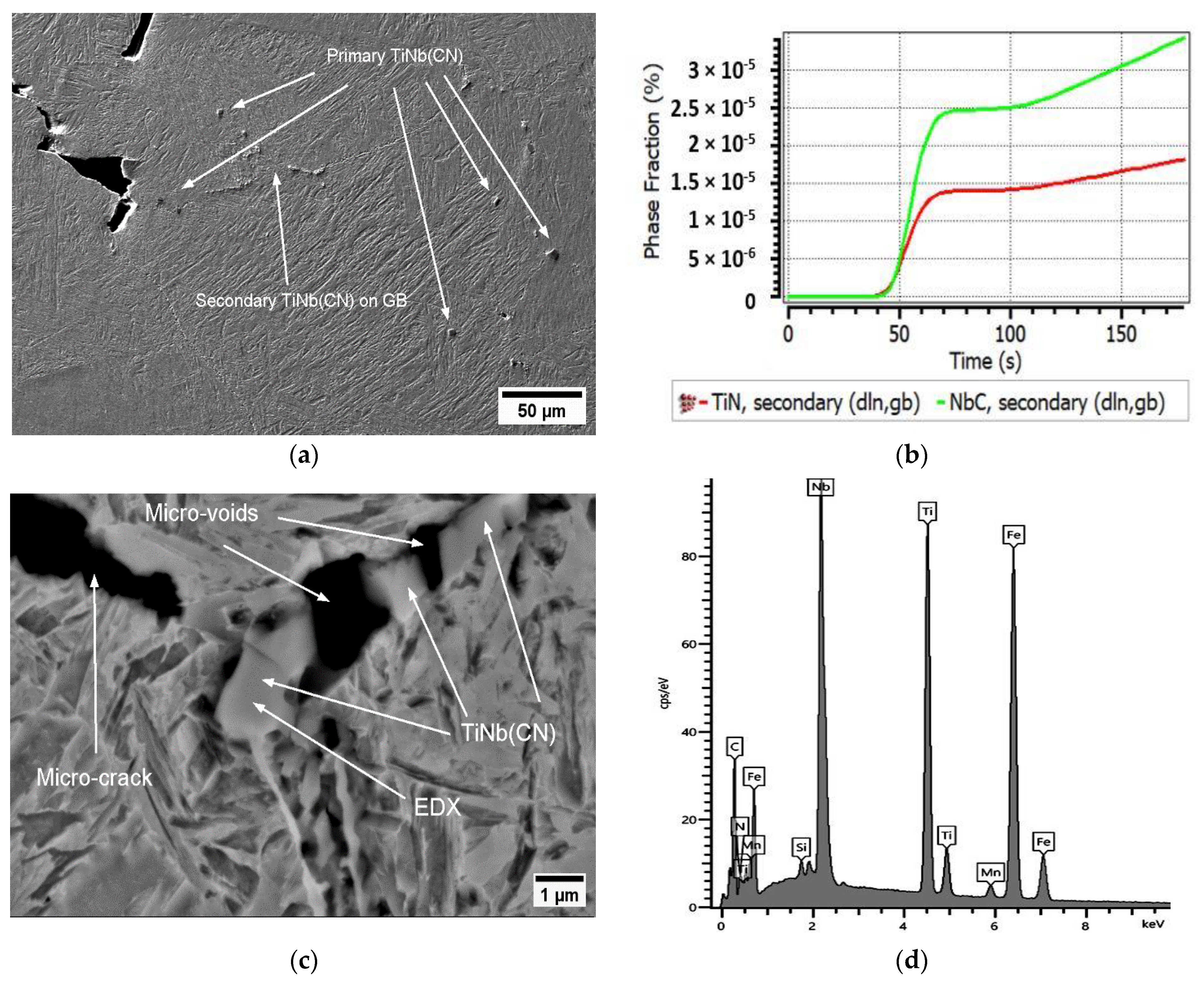
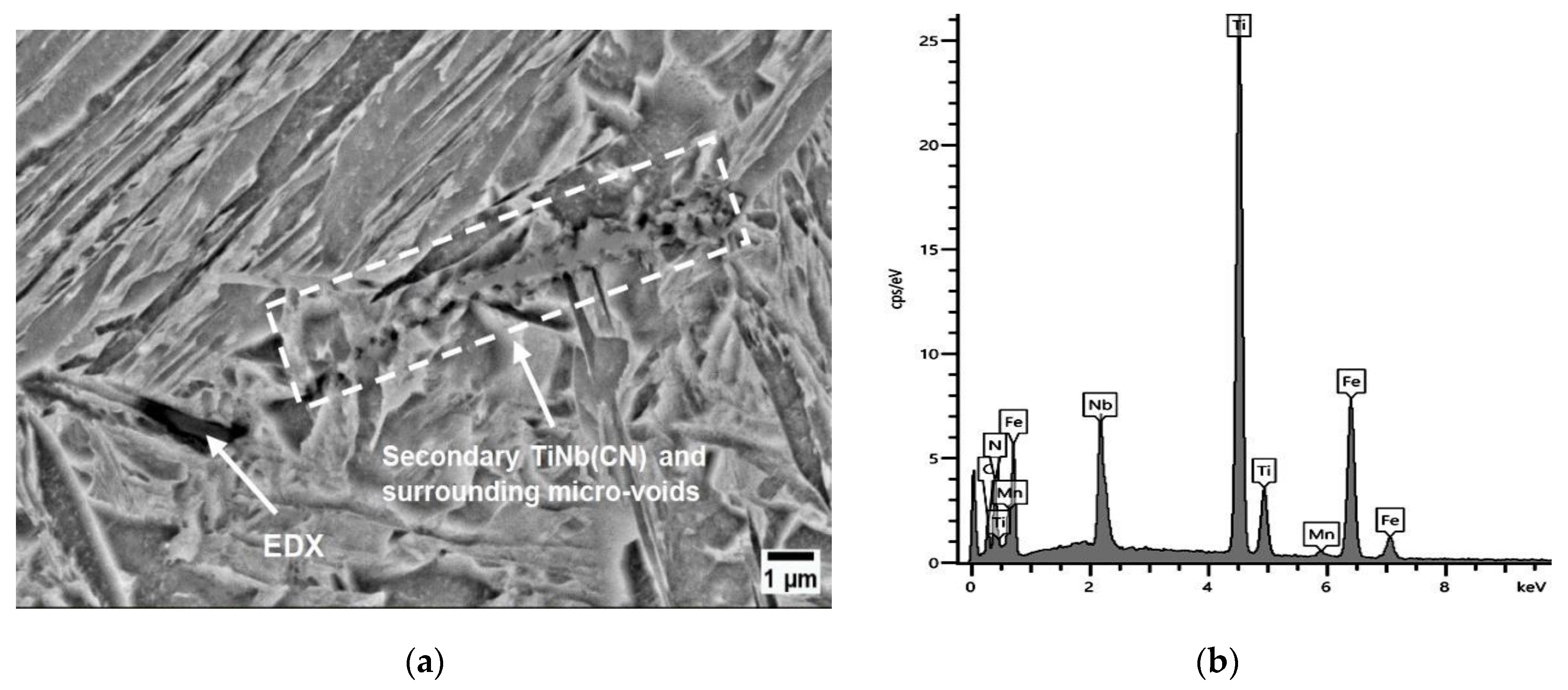
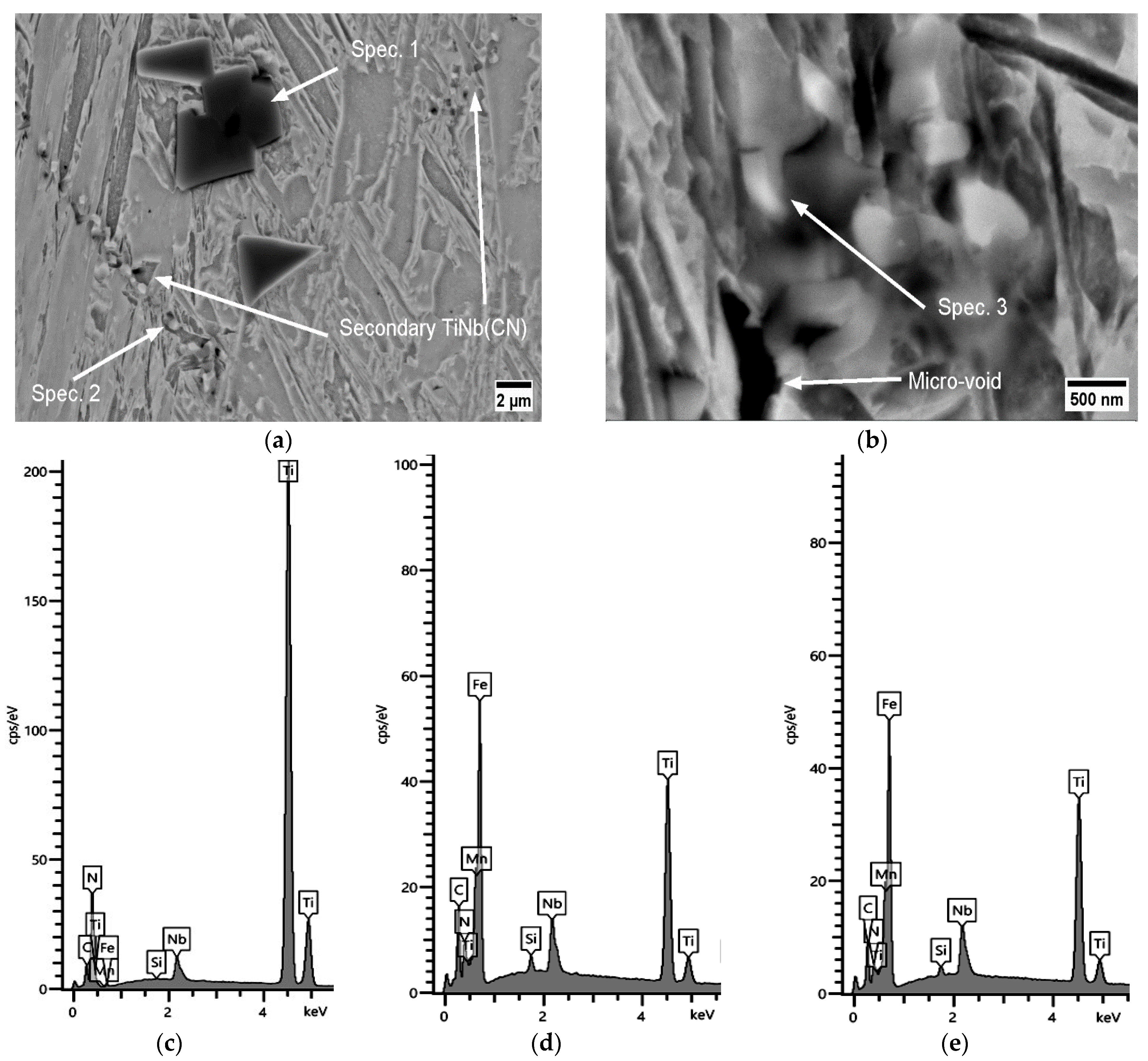
- For each steel grade, an improvement in the range of ductility trough (between Ar3 and Ae3) from 15–30% to 30–50% was determined by an increase in the strain rate from 0.001 s−1 to 0.01 s−1. Thin ferrite formation was the main factor leading to micro-cracks induced by micro-void coalescence between the Ar3 and Ae3 temperatures, i.e., the hot ductility trough. In the range of the presence of a thin ferrite film, microcracks at GBs were more likely to be initiated with polygonal morphology than acicular or others. The hot ductility at 700 °C with a strain rate of 0.01 s−1 was prone to be lower in the Ti-containing steels compared to the non-Ti-containing steel (A0). This phenomenon can be attributed to the increasing frequency of TiNb(CN) carbonitrides in the presence of Ti, as clearly observed in the microstructure of steel A3.
- (4)
- Between 800 °C and 900 °C, the accumulation of NbC and TiN as the complex TiNb(CN) precipitates on the joints of grains caused micro-defects and inhibited the DRX, and correspondingly suppressed sufficient recovery of ductility. The precipitates below the diameter of <1 μm were generally observed as the crack initiators. On the other hand, the presence of Ti began to improve the hot ductility at a temperature of 800 °C (~Ae3). At this temperature, the steel grade A2 with Ti/N ~3 was unique, with values above 40% at 0.01 s−1 for both reheating rates of 60 and 180 K/min. Moreover, it was obvious that Ti content was favorable to ductility improvement at 900 °C even at strain rates of 0.001 s−1. Particularly with the ratio of Ti/N > 3 (steel A3), the high fraction of Ti promoted the precipitation of TiNb(CN) and encouraged crack-sensitive regions along GBs.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Correction Statement
References
- Mintz, B.; Crowther, D.N. Hot ductility of steels and its relationship to the problem of transverse cracking in continuous casting. Int. Mater. Rev. 2010, 55, 168–196. [Google Scholar] [CrossRef]
- Crowther, D.N. The Effects of Microalloying Elements on Cracking During Continuous Casting. In Proceedings of the Conference on the Use of Vanadium in Steel, Beijing, China, 12–14 October 2001; pp. 99–131. [Google Scholar]
- Ma, F.J.; Wen, G.H.; Tang, P.; Yu, X.; Li, J.Y.; Xu, G.D.; Mei, F. Causes of transverse corner cracks in microalloyed steel in vertical bending continuous slab casters. Ironmak. Steelmak. 2010, 37, 73–79. [Google Scholar] [CrossRef]
- Zheng, Y.; Shen, W.; Zhu, L.; Guo, Z.; Wang, Q.; Feng, J.; Li, Y.; Cao, R.; Wu, J. Effects of composition and strain rate on hot ductility of Cr–Mo-alloy steel in the two-phase region. High Temp. Mater. Process 2021, 40, 228–240. [Google Scholar] [CrossRef]
- Mintz, B.; Qaban, A. Understanding the high temperature side of the hot ductility curve for steels. Mater. Sci. Technol. 2021, 37, 237–249. [Google Scholar] [CrossRef]
- Patrick, B.; Ludlow, V. Development of casting practices to minimise transverse cracking in microalloyed steels. Rev. Met. Paris 1994, 91, 1081–1090. [Google Scholar] [CrossRef]
- Wilber, G.A.; Batra, R.; Savage, W.F.; Childs, W.J. The effects of thermal history and composition on the hot ductility of low carbon steels. Metall. Trans. A 1975, 6, 1727–1735. [Google Scholar] [CrossRef]
- Mintz, B.; Arrowsmith, J.M. Hot-ductility behaviour of C–Mn–Nb–Al steels and its relationship to crack propagation during the straightening of continuously cast strand. Met. Technol. 1979, 6, 24–32. [Google Scholar] [CrossRef]
- Chen, B.; Yu, H. Hot ductility behavior of V-N and V-Nb microalloyed steels. Int. J. Min. Met. Mater. 2012, 19, 525–529. [Google Scholar] [CrossRef]
- Hoflehner, C.; Ilie, S.; Six, J.; Beal, C.; Sommitsch, C. Influence of Thermal History on the Hot Ductility of a Continuously Cast Low Alloyed Cr-Mo Steel. J. Mater. Eng. Perform. 2018, 27, 5124–5129. [Google Scholar] [CrossRef]
- Kang, S.E.; Kang, M.H.; Mintz, B. Influence of vanadium, boron and titanium on hot ductility of high Al, TWIP steels. Mater. Sci. Technol. 2021, 37, 42–58. [Google Scholar] [CrossRef]
- Pineda Huitron, R.M.; Ramirez Lopez, P.E.; Vuorinen, E.; Jentner, R.; Kärkkäinen, M.E. Converging criteria to characterize crack susceptibility in a micro-alloyed steel during continuous casting. Mater. Sci. Eng. A 2020, 772, 138691. [Google Scholar] [CrossRef]
- Dong, Z.; Li, W.; Long, M.; Gui, L.; Chen, D.; Huang, Y.; Vitos, L. Effect of Temperature Reversion on Hot Ductility and Flow Stress–Strain Curves of C-Mn Continuously Cast Steels. Met. Mater. Trans. B 2015, 46, 1885–1894. [Google Scholar] [CrossRef]
- Kato, T.; Ito, Y.; Kawamoto, M.; Yamanaka, A.; Watanabe, T. Prevention of Slab Surface Transverse Cracking by Microstructure Control. ISIJ Int. 2003, 43, 1742–1750. [Google Scholar] [CrossRef]
- Mintz, B.; Abu-Shosha, R.; Shaker, M. Influence of deformation induced ferrite, grain boundary sliding, and dynamic recrystallisation on hot ductility of 0·1–0·75%C steels. Mater. Sci. Technol. 1993, 9, 907–914. [Google Scholar] [CrossRef]
- Mintz, B. Importance of Ar 3 temperature in controlling ductility and width of hot ductility trough in steels, and its relationship to transverse cracking. Mater. Sci. Technol. 1996, 12, 132–138. [Google Scholar] [CrossRef]
- Cowley, A.; Abushosha, R.; Mintz, B. Influence of Ar 3 and Ae 3 temperatures on hot ductility of steels. Mater. Sci. Technol. 1998, 14, 1145–1153. [Google Scholar] [CrossRef]
- Mintz, B.; Abushosha, R.; Jonas, J.J. Influence of Dynamic Recrystallisation on the Tensile Ductility of Steels in the Temperature Range 700 to 1150.DEG.C. ISIJ Int. 1992, 32, 241–249. [Google Scholar] [CrossRef]
- Vedani, M.; Ripamonti, D.; Mannucci, A.; Dellasega, D. Hot ductility of microalloyed steels. La Metall. Ital. 2008, 32, 19–24. [Google Scholar]
- Banks, K.M.; Tuling, A.; Mintz, B. The influence of N on hot ductility of V-, Nb-, and Nb-Ti- containing steels using improved thermal simulation of continuous casting. J. S. Afr. Inst. Min. Metall. 2011, 111, 711–716. [Google Scholar]
- Fix, C.; Borrmann, L.; Elixmann, S.-M.; Grahe, C.; Kurenbach, S.; Senk, D. Investigations on Decreased High Temperature Ductility of Different Continuously Cast Steel Grades. Steel Res. Int. 2021, 92, 2100323. [Google Scholar] [CrossRef]
- Comineli, O.; Abushosha, R.; Mintz, B. Influence of titanium and nitrogen on hot ductility of C–Mn–Nb–Al steels. Mater. Sci. Technol. 1999, 15, 1058–1068. [Google Scholar] [CrossRef]
- Mintz, B. The Influence of Composition on the Hot Ductility of Steels and to the Problem of Transverse Cracking. ISIJ Int. 1999, 39, 833–855. [Google Scholar] [CrossRef]
- Gontijo, M.; Hoflehner, C.; Estermann, P.; Ilie, S.; Six, J.; Sommitsch, C. Effect of Strain Rate on the Hot Ductility Behavior of a Continuously Cast Ti–Nb Microalloyed Steel. Steel Res. Int. 2020, 91, 2000222. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Grade | C | Si | Mn | Ti | Nb | N | Ti/N |
|---|---|---|---|---|---|---|---|
| A0 | 0.187 | 0.452 | 1.99 | 0 | 0.041 | ~0.009 | - |
| A1 | 0.216 | 0.478 | 1.988 | 0.014 | 0.039 | ~0.008 | <3 |
| A2 | 0.208 | 0.483 | 1.977 | 0.025 | 0.039 | ~0.008 | ~3 |
| A3 | 0.213 | 0.491 | 1.936 | 0.079 | 0.038 | ~0.008 | >3 |
| Steel | Ar3, °C | Ae3, °C |
|---|---|---|
| A0 | 683 (±1.0) | 797 |
| A1 | 701 (±4.5) | 798 |
| A2 | 668 (±10.0) | 800 |
| A3 | 685 (±1.0) | 802 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Turan, S.; Shafy, H.; Palkowski, H. Microscopic Investigation for Experimental Study on Transverse Cracking of Ti-Nb Containing Micro-Alloyed Steels. Materials 2024, 17, 900. https://doi.org/10.3390/ma17040900
Turan S, Shafy H, Palkowski H. Microscopic Investigation for Experimental Study on Transverse Cracking of Ti-Nb Containing Micro-Alloyed Steels. Materials. 2024; 17(4):900. https://doi.org/10.3390/ma17040900
Chicago/Turabian StyleTuran, Serkan, Hossam Shafy, and Heinz Palkowski. 2024. "Microscopic Investigation for Experimental Study on Transverse Cracking of Ti-Nb Containing Micro-Alloyed Steels" Materials 17, no. 4: 900. https://doi.org/10.3390/ma17040900