Study of PVD AlCrN Coating for Reducing Carbide Cutting Tool Deterioration in the Machining of Titanium Alloys

Abstract
:
1. Introduction
2. Experimental Procedure



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Process parameters | Units | Value |
|---|---|---|
| Tool fixturing | - | HSK63 |
| Tool diameter, D | mm | 12.7 |
| Axial depth of cut, ap | mm | 5 |
| Radial depth of cut, ae | mm | 0.6 |
| Cutting speed, Vc | m/min | 100–150 |
| Feed per tooth, fz | mm/tooth | 0.04–0.06 |
| Emulsion (refrigerant) | 5% | |
3. Results and Discussion
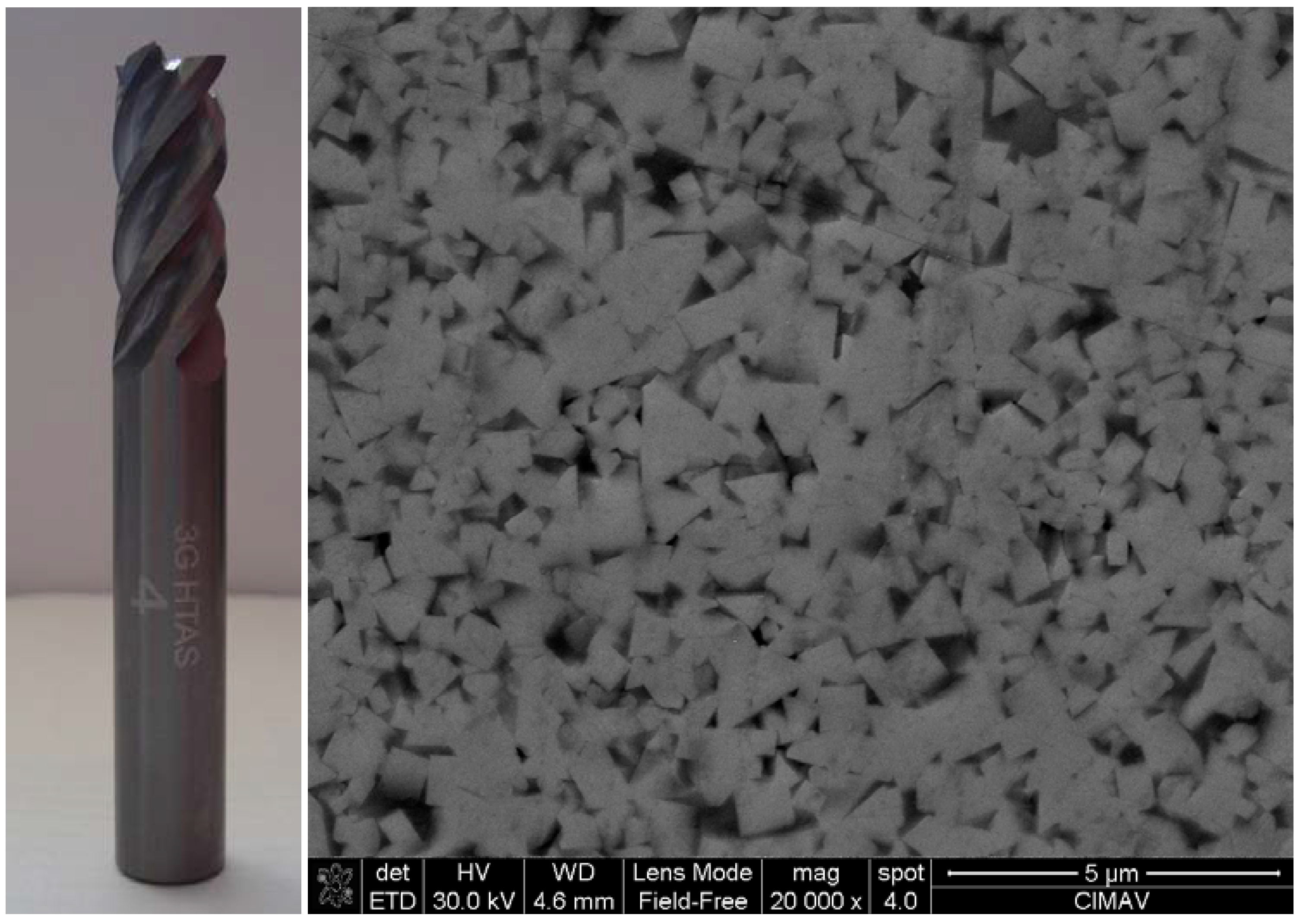
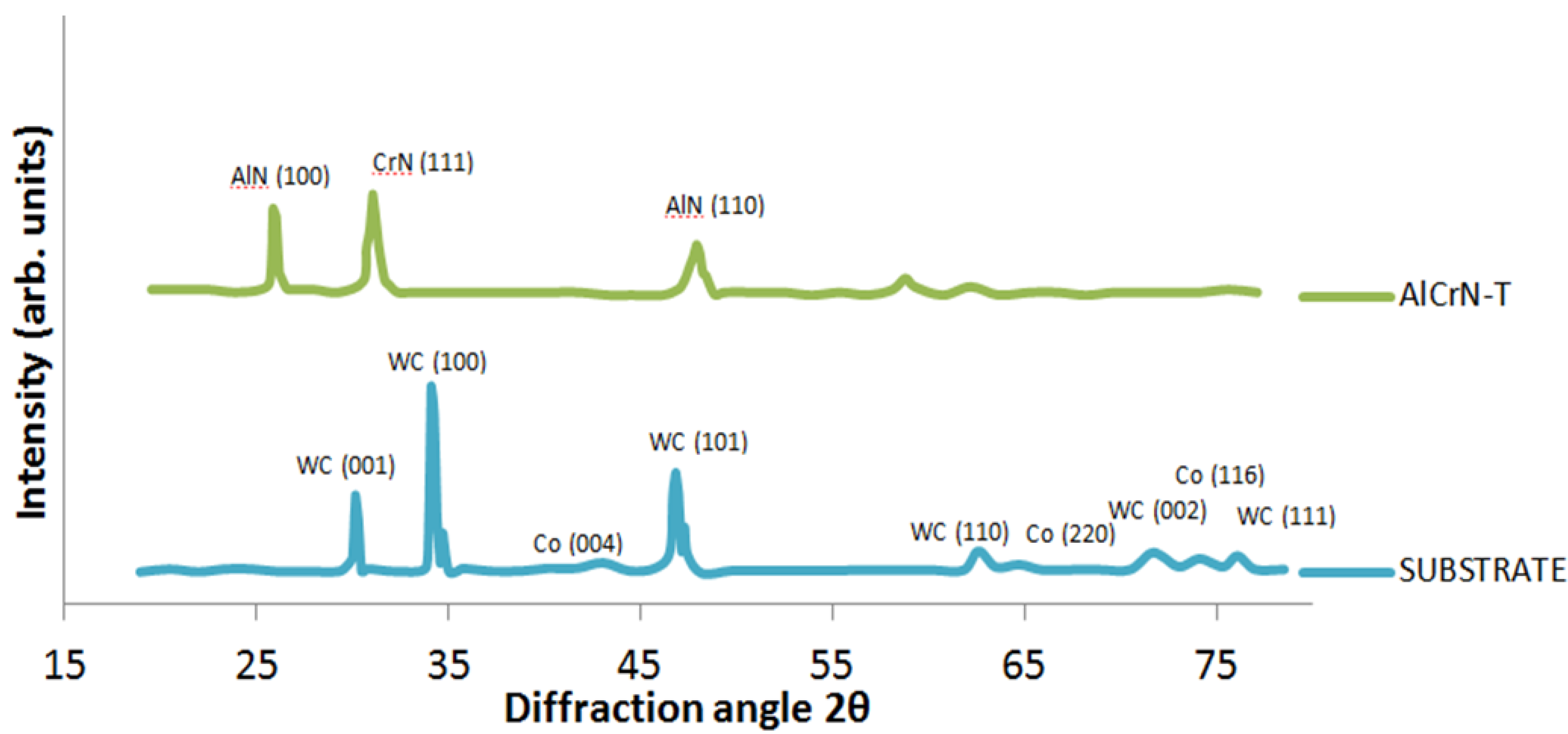
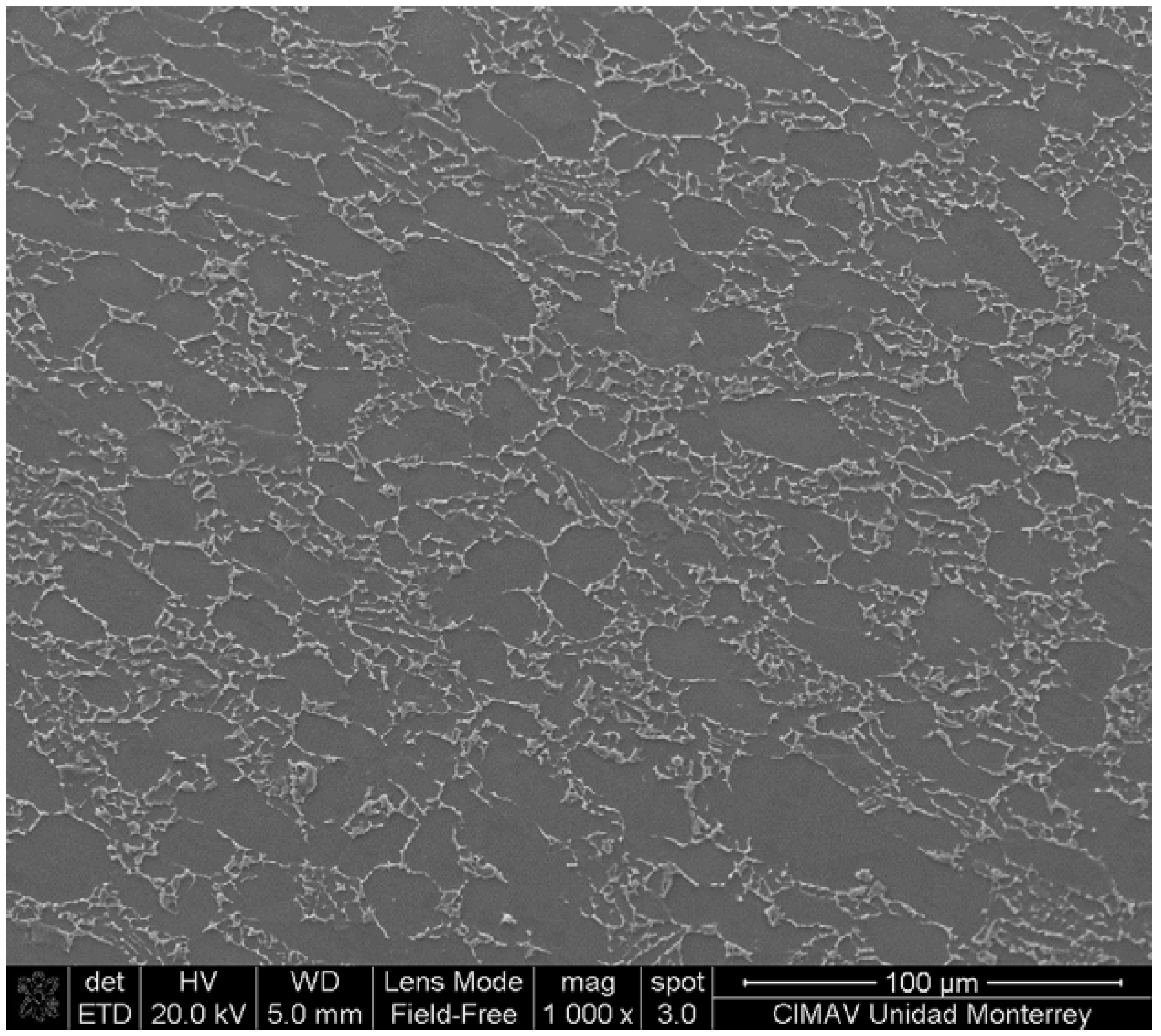
3.1. Substrate Characterization

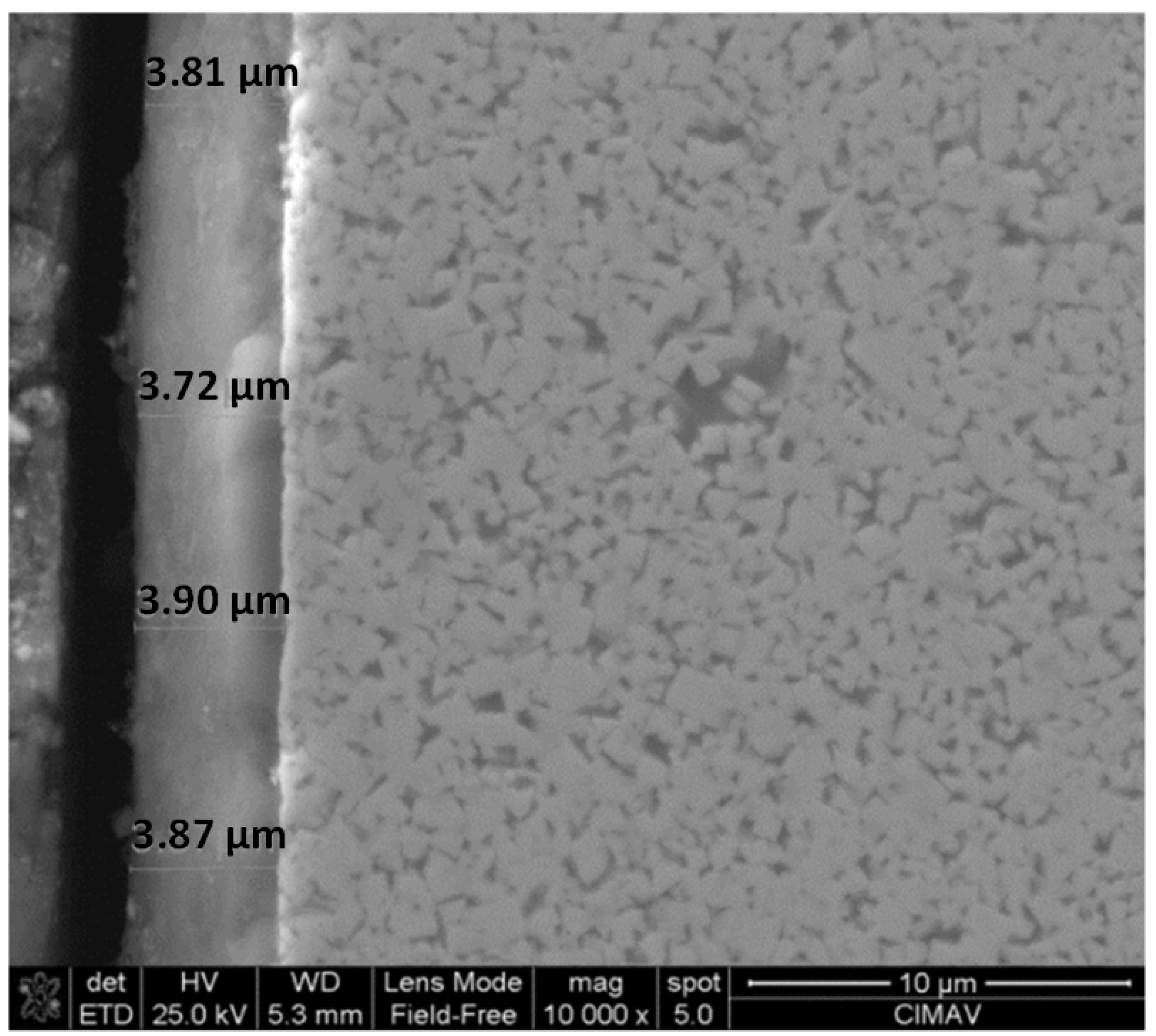
3.2. Coating Characterization


| Coating | Main feature | Thickness (μm) | Composition | ICSD | Structure | Planes (hkl) |
|---|---|---|---|---|---|---|
| AlCrN-T | Heat-treated monolayer | 4 | Al 32.31%at Cr 27.85%at N 39.84%at | CrN 01-074-8390 | Cubic | (111) |
| AlN 00-025-1495 | Cubic | (100) (110) |
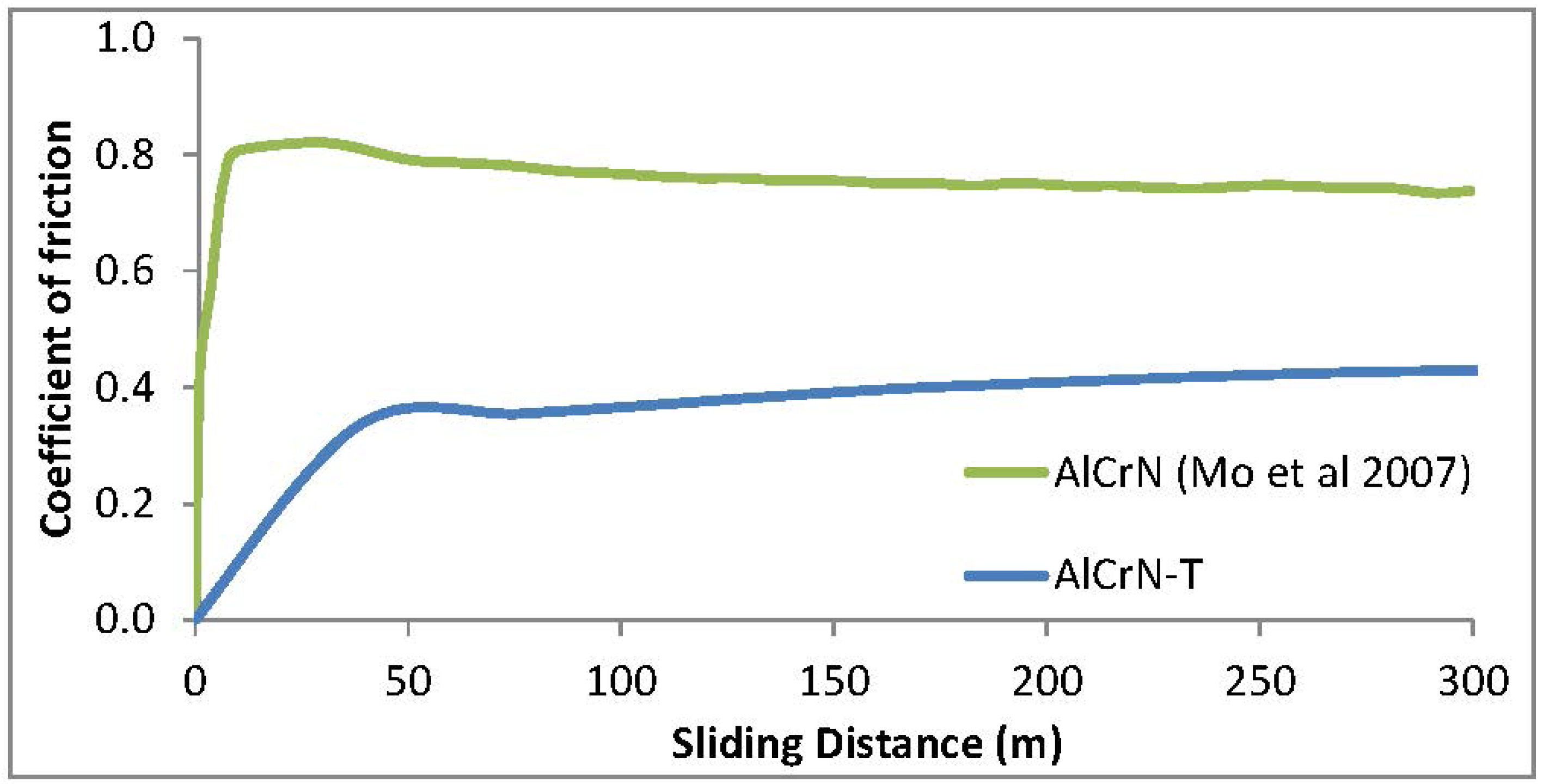
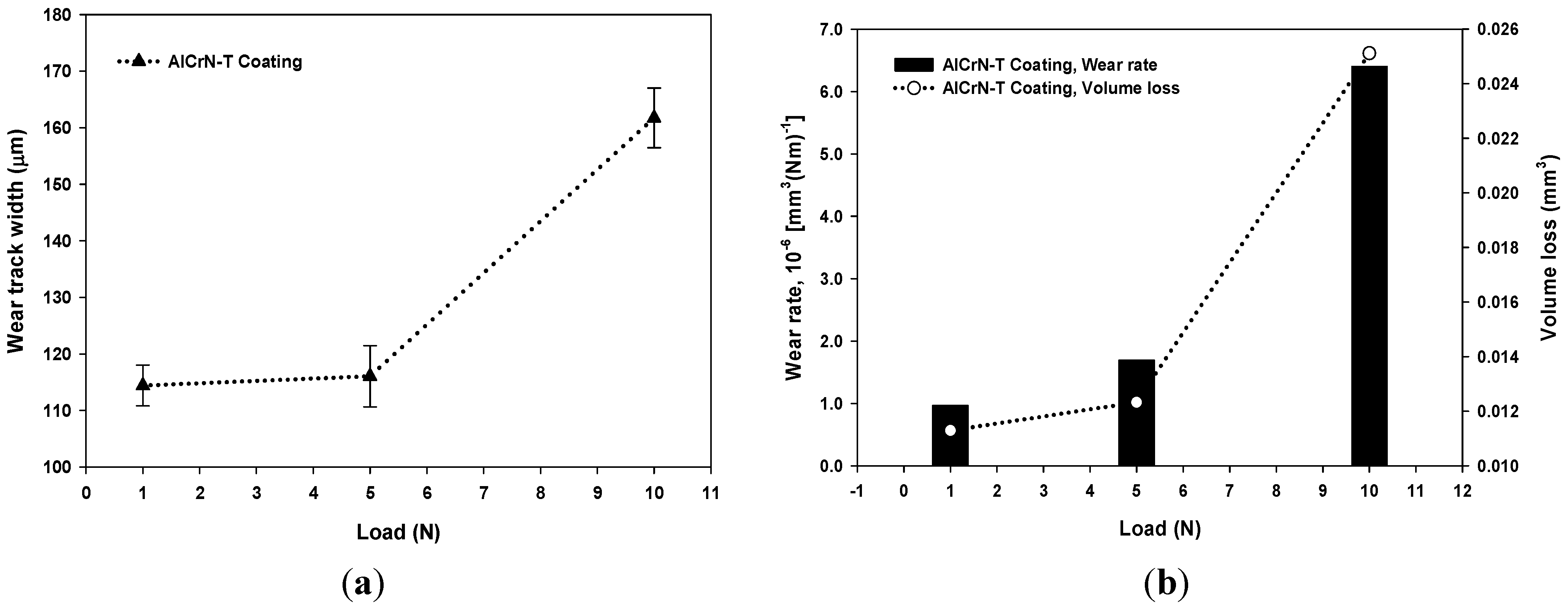
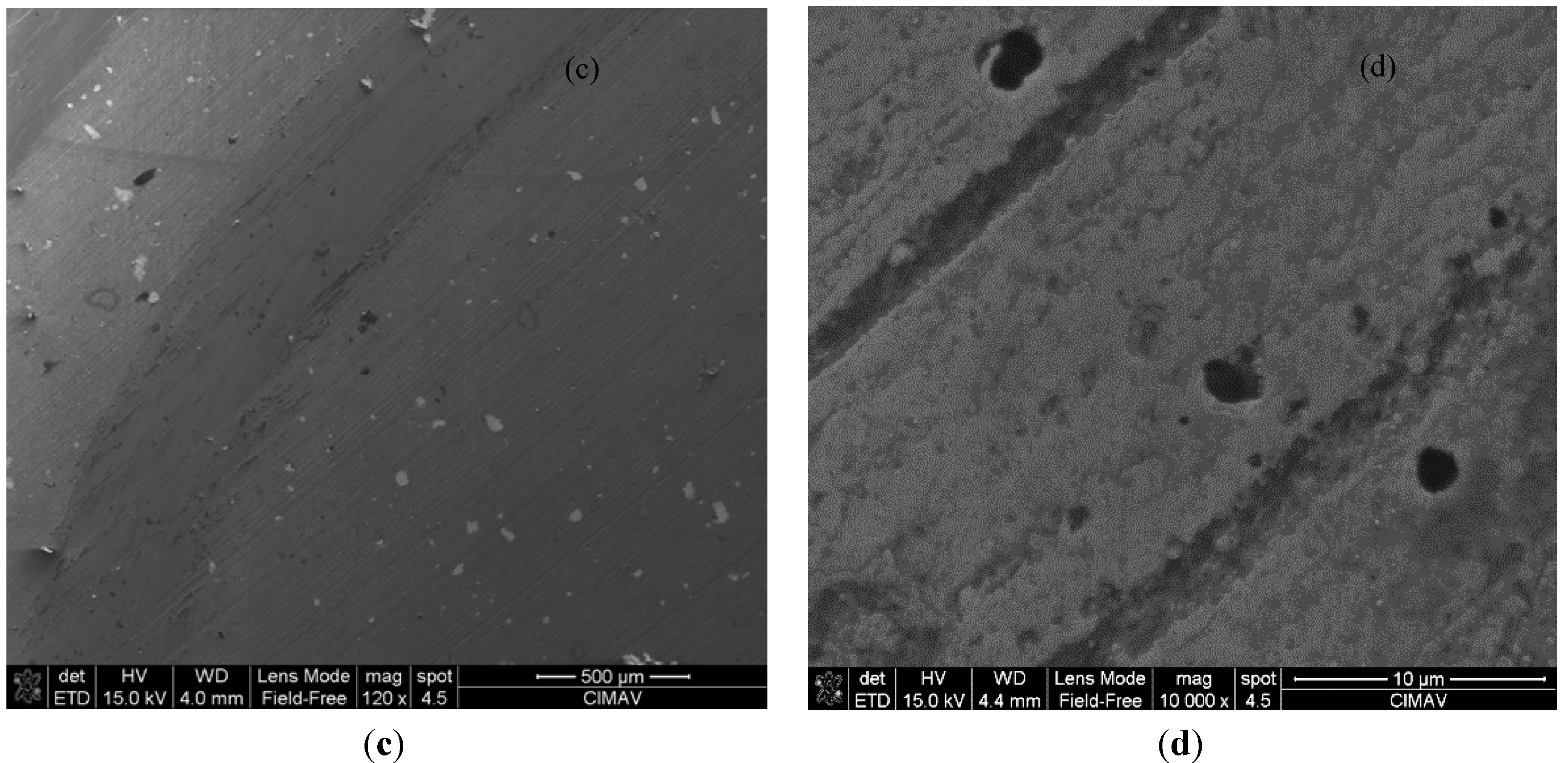
3.3. Wear and Friction Properties



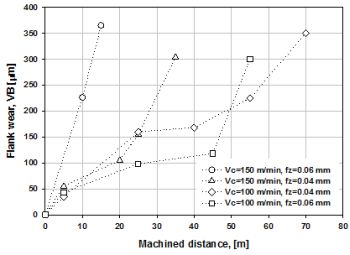
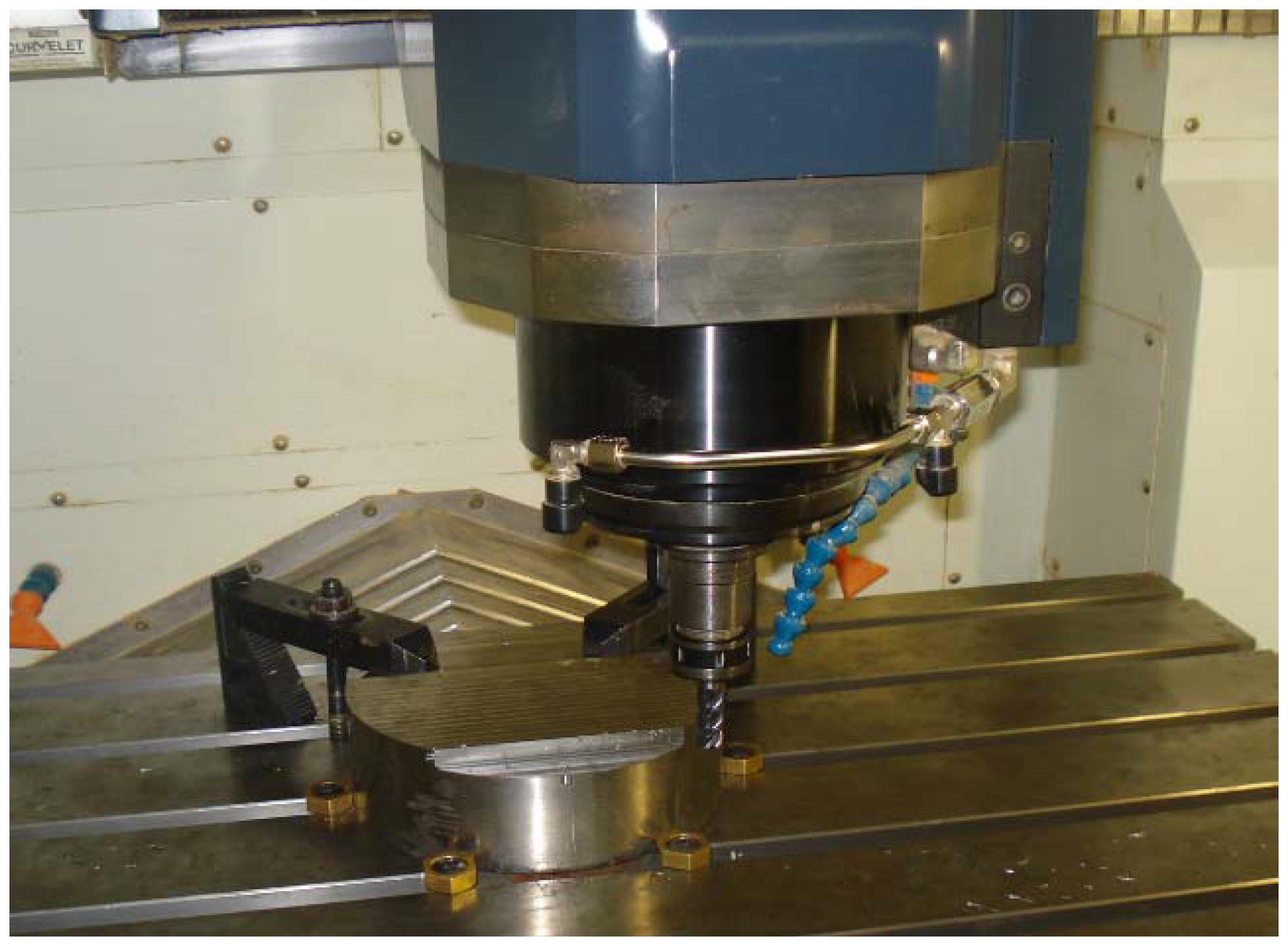
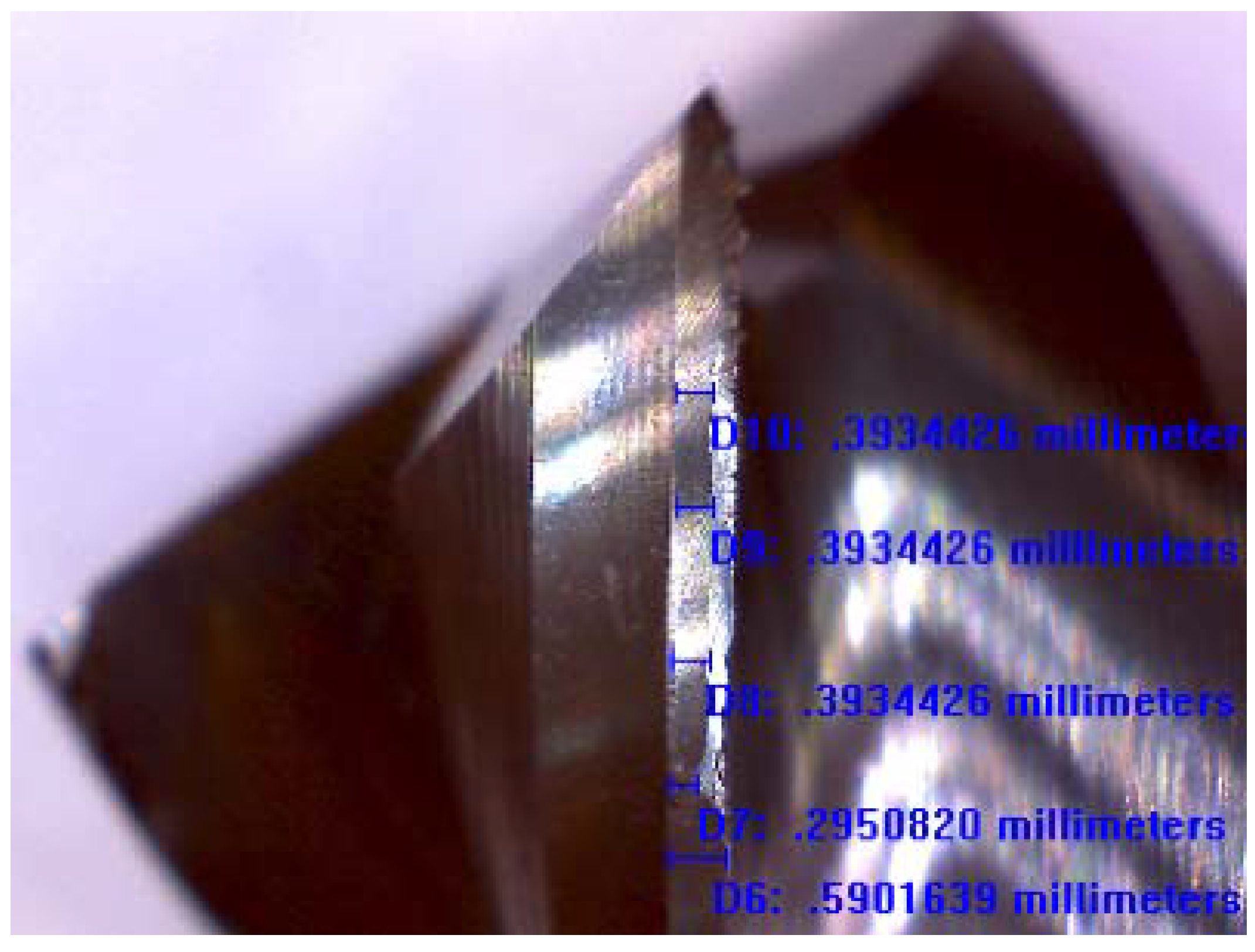
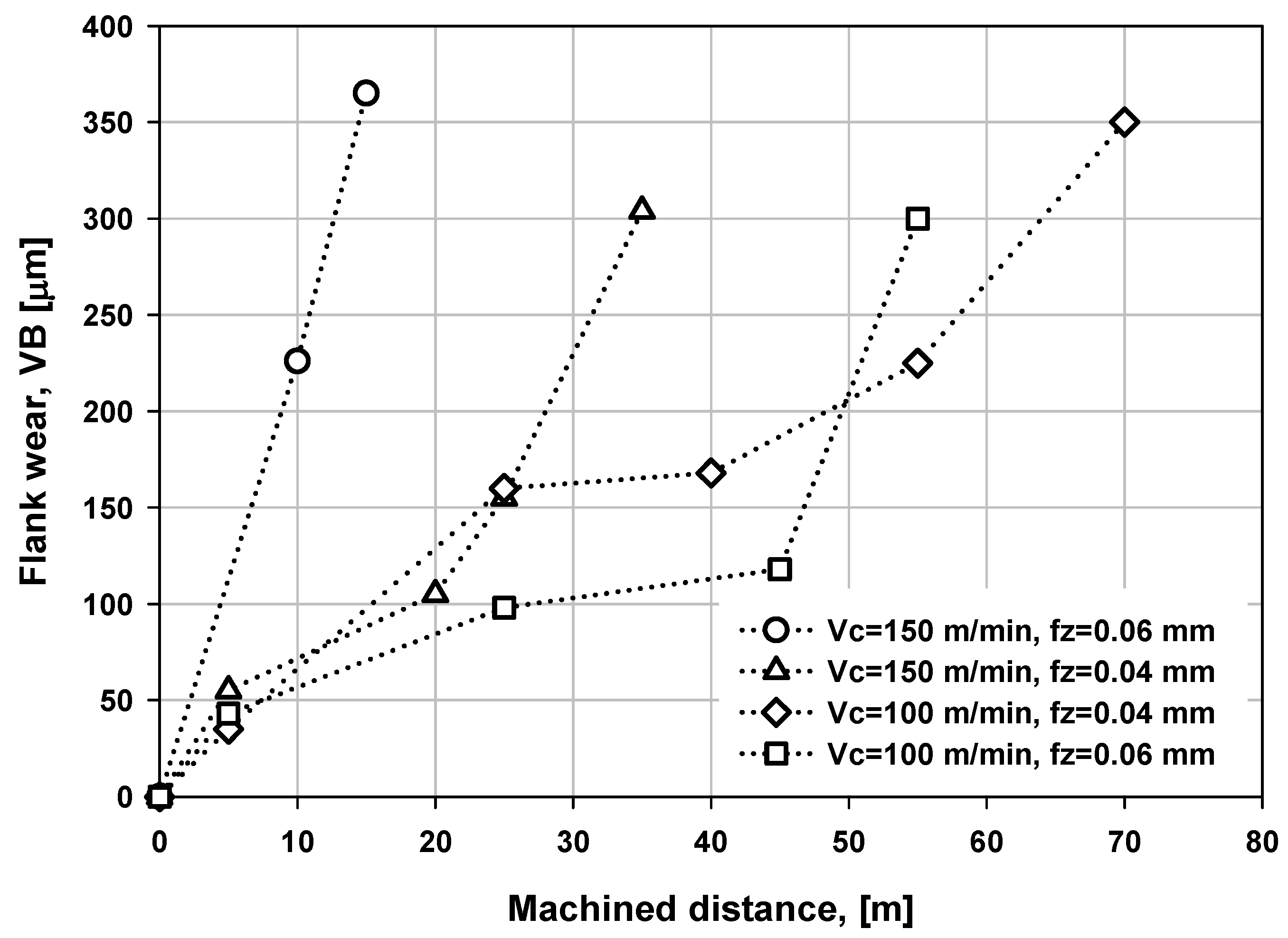
3.4. Machinability Tests



4. Conclusions
Acknowledgments
References
- Kao, C.M.; Lee, J.W.; Chen, H.W.; Chan, Y.C.; Duh, J.G.; Chen, S.P. Microstructures and mechanical properties evaluation of TiAlN/CrSiN multilayered thin films with different bilayer periods. Surf. Coat. Technol. 2010, 205, 1438–1443. [Google Scholar] [CrossRef]
- Fox-Rabinovich, G.S.; Beake, B.D.; Endrino, J.L.; Veldhuis, S.C.; Parkinson, R.; Shuster, L.S.; Migranov, M.S. Effect of mechanical properties measured at room and elevated temperatures on the wear resistance of cutting tools with TiAlN and AlCrN coatings. Surf. Coat. Technol. 2006, 200, 5738–5742. [Google Scholar] [CrossRef]
- Jabbari, Y.S.A.; Fehrman, J.; Barnes, A.C.; Zapf, A.M.; Zinelis, S.; Berzins, D.W. Titanium nitride and nitrogen ion implanted coated dental materials. Coatings 2012, 2, 160–178. [Google Scholar] [CrossRef]
- Rodriguez, A.R.; Balancin, O.; Gallegos, J.; Fazolo-de Assis, C.L.; Matsumoto, H.; Brandão-de Oliveira, F.; da Silva-Moreira, S.R.; da Silva-Neto, O.V. Surface integrity analysis when milling ultrafine-grained steels. Mater. Res. 2012, 15, 125–130. [Google Scholar] [CrossRef]
- Kuram, E.; Simsek, B.T.; Ozcelik, B.; Demirbas, E.; Askin, S. Optimization of the Cutting Fluids and Parameters Using Taguchi and ANOVA in Milling. In Proceedings of the World Congress on Engineering, London, UK, 30 June–2 July 2010.
- Manova, D.; Gerlach, J.W.; Mändl, S. Thin film deposition using energetic ions. Materials 2010, 3, 4109–4141. [Google Scholar] [CrossRef]
- Kalss, W.; Reiter, A.; Derflinger, V.; Gey, C.; Endrino, J.L. Modern coatings in high performance cutting applications. Int. J. Refract. Metals Hard Mater. 2006, 24, 399–404. [Google Scholar] [CrossRef]
- Wang, Z.M.; Ezugwu, E.O. Performance of PVD-Coated carbide tools when machining Ti-6Al-4V. Tribol. Trans. 1997, 40, 81–86. [Google Scholar] [CrossRef]
- Altuncu, E.; Üstel, F. Correlation between sputtering conditions and growth properties of (TiAl)N/AlN multilayer coatings. Mater. Manuf. Process. 2009, 24, 796–799. [Google Scholar] [CrossRef]
- Hovsepian, P.E.H.; Ehiasarian, A.P.; Ratayski, U. CrAlYCN/CrCN nanoscale multilayer PVD coatings deposited by the combined High Power Impulse Magnetron Sputtering/Unbalanced Magnetron Sputtering (HIPIMS/UBM) technology. Surf. Coat. Technol. 2009, 203, 1237–1243. [Google Scholar] [CrossRef]
- Cardoso-Brandão, L.; Teixeira-Coelho, R.; Rodrigues, A.R. Experimental and theoretical study of workpiece temperature when end milling hardened steels using (TiAl)N-coated and PcBN-tipped tolos. J. Mater. Process. Technol. 2008, 199, 234–244. [Google Scholar] [CrossRef]
- American Society for Testing and Materials (ASTM). ASTM G99-05, Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus; ASTM: West Conshohocken, PA, USA, 2005. [Google Scholar]
- Polok-Rubiniec, M.; Dobrzanski, L.A.; Adamiak, M. Comparison of the PVD coatings. J. Achiev. Mater Manuf. Eng. 2007, 20, 279–282. [Google Scholar]
- Mo, J.L.; Zhu, M.H.; Lei, B.; Leng, Y.X.; Huang, N. Comparison of tribological behaviours of AlCrN and TiAlN coatings—Deposited by physical vapor deposition. Wear 2007, 263, 1423–1429. [Google Scholar] [CrossRef]
- Nouari, M.; Ginting, A. Wear characteristics and performance of multi-layer CVD-coated alloyed carbide tool in dry end milling of titanium alloy. Surf. Coat. Technol. 2006, 200, 5663–5676. [Google Scholar] [CrossRef]
© 2013 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/3.0/).
Share and Cite
Cadena, N.L.; Cue-Sampedro, R.; Siller, H.R.; Arizmendi-Morquecho, A.M.; Rivera-Solorio, C.I.; Di-Nardo, S. Study of PVD AlCrN Coating for Reducing Carbide Cutting Tool Deterioration in the Machining of Titanium Alloys. Materials 2013, 6, 2143-2154. https://doi.org/10.3390/ma6062143
Cadena NL, Cue-Sampedro R, Siller HR, Arizmendi-Morquecho AM, Rivera-Solorio CI, Di-Nardo S. Study of PVD AlCrN Coating for Reducing Carbide Cutting Tool Deterioration in the Machining of Titanium Alloys. Materials. 2013; 6(6):2143-2154. https://doi.org/10.3390/ma6062143
Chicago/Turabian StyleCadena, Natalia L., Rodrigo Cue-Sampedro, Héctor R. Siller, Ana M. Arizmendi-Morquecho, Carlos I. Rivera-Solorio, and Santiago Di-Nardo. 2013. "Study of PVD AlCrN Coating for Reducing Carbide Cutting Tool Deterioration in the Machining of Titanium Alloys" Materials 6, no. 6: 2143-2154. https://doi.org/10.3390/ma6062143