1. Introduction
Due to the superior material properties of glass, including transparency, mechanical robustness, and dielectric properties, the glass has been widely used for micro-nano mechanical systems [
1,
2], micro-nano fluidic devices [
3,
4], and optical MEMS (Microelectromechanical systems) devices [
5]. The glass substrate can be easily joined to a silicon substrate via the anodic bonding process without any additional adhesive, whereas these bond seals show good hermetic vacuum [
6,
7] and high bonding strength [
8]. Unfortunately, glass is not easy to be machined precisely in a micro-nano scales.
Micro-nano fabrication technologies of silicon have been studied and well developed over the last several decades. The patterning silicon structures with high aspect ratios can be easily achieved via deep RIE techniques [
9]. In turn, glass micromachining is much less investigated. There are many studies on the etching of SiO
2 [
10,
11,
12]; nevertheless, the etching of glass has more difficulties than that of SiO
2. The components of Tempax glass consist of approximately 75% SiO
2, 13% Na
2O, 10.5% CaO, and other minor additives such as 1.3% Al
2O
3, 0.3% K
2O,
etc. Therefore, the glass is not pure SiO
2, but other compositions that have a different etch rate in the etching processes are added to it. Thus, low aspect ratio, low etching rate, limited mask selectivity, and high surface roughness are still current problems in glass micromachining.
Several techniques of glass micromachining currently exist, including drilling [
13], milling [
13], laser [
13], sandblasting [
13], wet etching [
14,
15], dry etching [
16,
17,
18], glass molding techniques [
6,
19,
20,
21,
22],
etc. The first three methods are usually used for quite large pattern sizes and face problems with small structures. The sandblast technique leads to a rough etching surface and has difficulty in the fabrication of small patterns below 100 μm. The wet etching of deep glass etching can be achieved with smooth sidewalls; however, due to its isotropic etching behavior the aspect ratio is limited. Moreover, the dimension reproducibility may be difficult with respect to side-etching. In contrast to dry etching, it can realize precise micromachining; however, the challenges of etching rate, mask selectivity, and etch quality in deep etching remain. Glass molding techniques, also known as glass blowing and glass reflow, are potential techniques for wide range microsystem applications. In essence, the glass blowing can be thought of as the reverse of the glass reflow. Glass blowing has been described in previous publications [
19]. First, an etched cavities in silicon is bonded with thin glass wafer. Then, this wafer is heated inside a furnace at a high temperature. Due to the expansion of the trapped gas in the cavities, the glass is blown into three-dimensional spherical shells. High
Q factor micro-glass-blown wineglass resonators have been presented [
20]. Additionally, double-sided micro-lens array have been successfully demonstrated using glass blowing [
21]. In turn, for glass reflow, vacuum cavities are required. The vacuum applies a force on the glass within the vacuum cavities, pulling it into the cavities during the high temperature process. Glass can penetrate into the large cavity; however, the glass is not easily pulled into a narrow pattern [
6,
22].
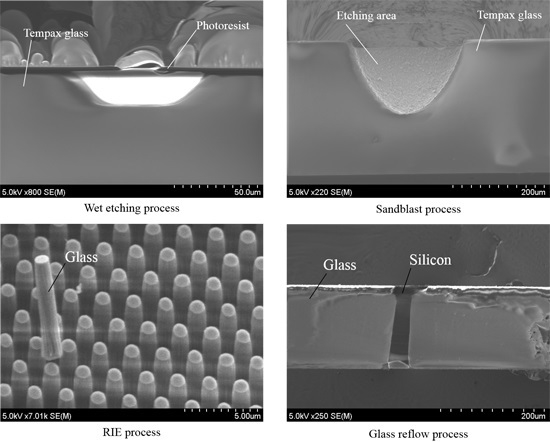
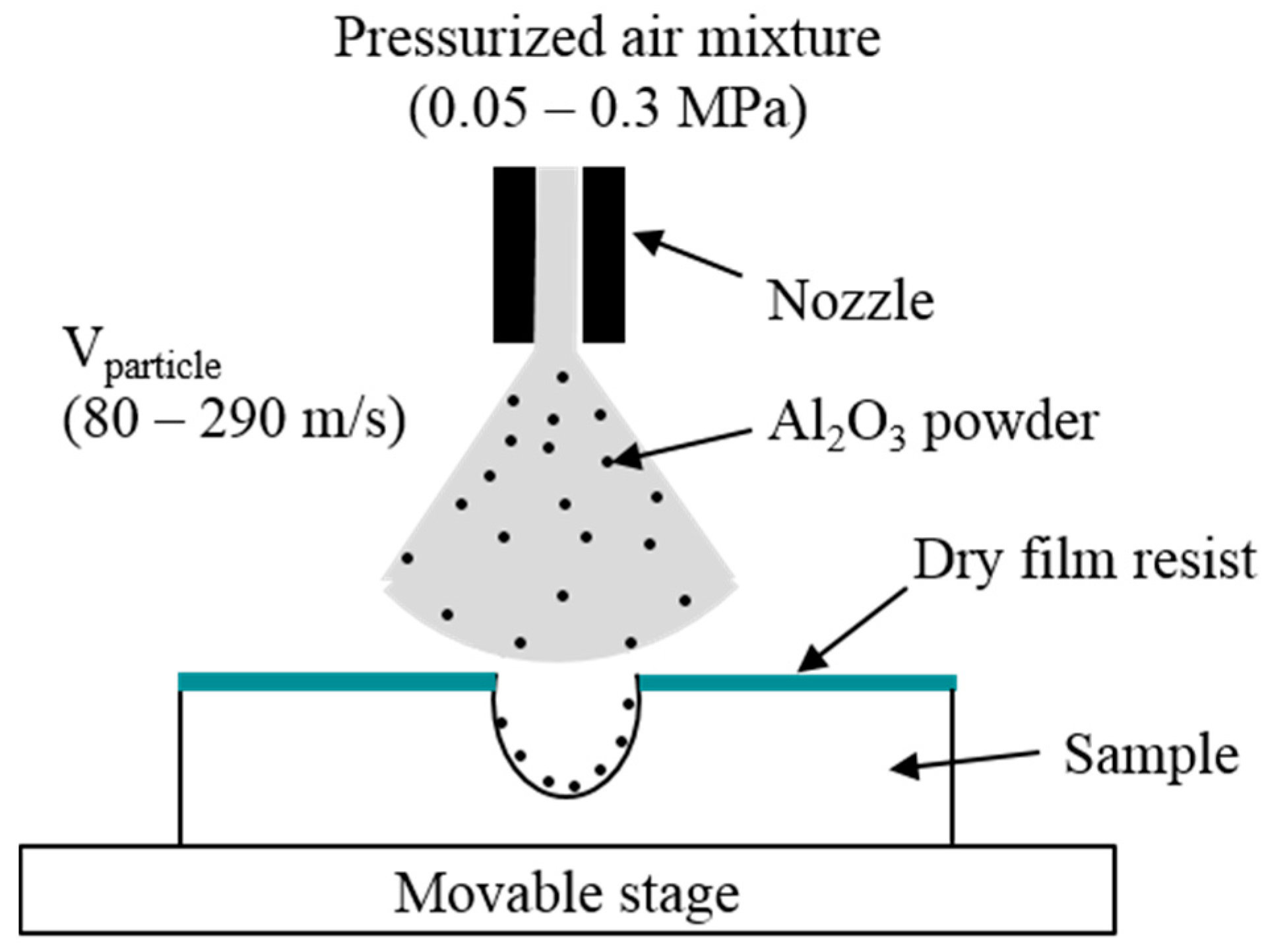
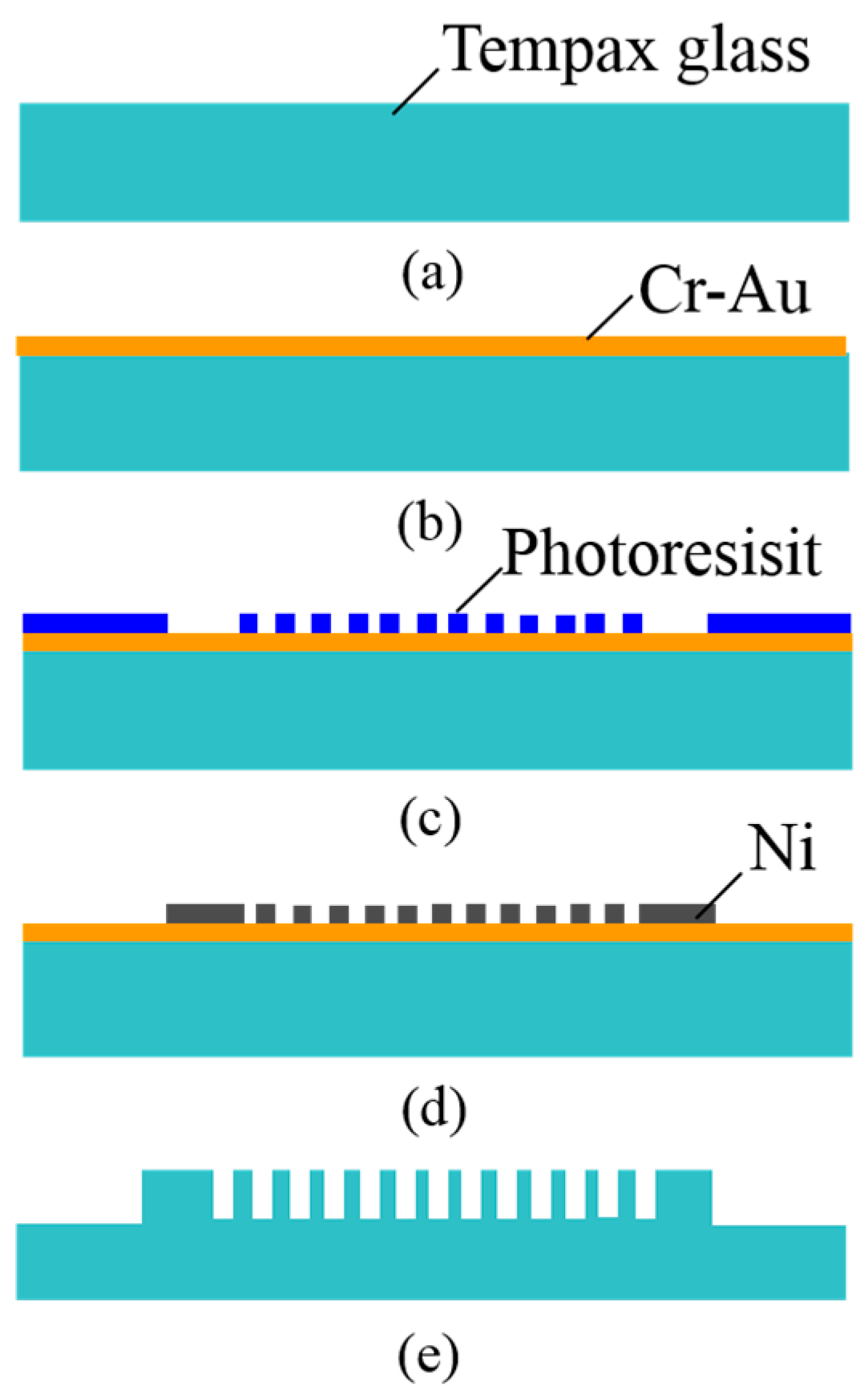
In this work, four techniques for glass micromachining are investigated and evaluated, including sandblast, wet etching, RIE, and glass reflow techniques. Sandblast and wet etching techniques are simple processes but they face difficulties with small and high-aspect-ratio structures. Deep Tempax glass pillar structures with smooth surfaces, vertical shapes, and high aspect ratios by using RIE are also studied. Finally, glass reflow into large cavities, a micro-trench and a micro-capillary is investigated.
3. Conclusions
Four techniques for glass micromachining, including sandblast, wet etching, RIE, and glass reflow techniques, were demonstrated in this paper. The advantages, together with the disadvantages, of each method were presented and discussed in light of the experiments. Sandblast and wet etching techniques are simple processes, but they are facing difficulty in small and high aspect ratio structures. A sandblasted 2 cm × 2 cm Tempax glass wafer with a depth of approximately 150 µm was presented, and the rough etching surfaces and V shape profiles were observed. The Tempax glass structure with an etching depth and sides of approximately 20 μm was done via the wet etching technique. Depth glass pillars with a smooth surface, vertical shapes, and a high aspect ratio of 10 with a depth of 10 μm, a diameter of 1 μm, and the pitch of two pillars of 2 μm was achieved via the RIE technique. The glass micromachining was successfully demonstrated via the glass reflow technique. Glass reflow into large cavities, a micro-trench and a micro-capillary was investigated, and the additional optimization of process flow was performed for glass penetration into micro-scale patterns.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}