1. Introduction
A microneedle (MN) patch is a small device comprising various microscale needles, generally ranging in height from 25 to 2000 μm and with different shapes, which individually arrange on a base support [
1]. Utilizing MNs can prevent the contact of nerve fibers and blood vessels located in the dermis layer, reducing a patient’s pain, so MNs have been developed to solve the problem of pain concerns, increasing patient compliance, which can also improve the treatment efficacy [
2,
3]. Moreover, the delivery of drug using MNs can avoid first-pass metabolism in the liver, resulting in escalating bioavailability [
4]. Ideally, MNs piercing through the skin create various micro-holes, allowing drugs or large substances to be delivered through these micro-holes [
5]. Typically, MNs are manufactured from different materials, such as metals, polymers [
2], and silica [
1,
6]. Depending on the delivery approaches, MNs can be divided into five categories: solid MNs, hollow MNs, coated MNs, dissolving MNs, and hydrogel-forming MNs [
2,
7].
Dissolving MNs are produced from water-soluble materials, such as hyaluronic acid, maltose, polyvinyl pyrrolidone (PVP) [
5], sucrose [
3], and hydroxypropyl methylcellulose (HPMC) [
8], and these five polymers have no toxicity and are safe to use in humans [
4,
6,
9]. The drugs incorporated in dissolving MNs are dissolved or dispersed in the needles [
5]. After skin insertion, the dissolving MNs should be able to dissolve after contacting water or biological fluid [
5,
8] and release the drugs through the skin with none of the original shape of the MN left behind [
9]. Regarding their versatility, dissolving MNs have been developed to deliver various drugs, such as propranolol hydrochloride [
5] and donepezil hydrochloride [
8], as well as macromolecules of DNA, RNA, and proteins [
6,
10]. The conventional method utilized to prepare MN patches is through micro-electromechanical systems (MEMS) or micro-machining; although this is a potential tool for mass production, this technique requires highly specialized training and has complex multi-step processes for production, unlike the three-dimensional (3D) printing technique [
1].
Three-dimensional printing is a modern technique with layer-by-layer object manufacturing [
11]. A 3D object is initially designed using computer-aided design (CAD) software. The designed scheme is then sliced into layers. Each layer is subsequently printed by a 3D printer connected to the computer for 3D scheme designing [
6,
11,
12]. Three-dimensional printing technology contributes to object fabrication with a high complexity in a fast and cost-effective way. Interestingly, the use of vat photopolymerization techniques, such as stereolithography (SLA) and digital light processing (DLP), has been reported for constructing MNs [
10]. Han et al. directly constructed backward-facing barbs on MNs using a DLP technique to increase skin adhesion, and the results showed that the barbs improved skin adhesion and could be used for sustained drug release. However, the use of Sudan I as a photoabsorber in the polymer resin renders it toxic to humans [
13], since Sudan I is recognized as a harmful substance that leads to DNA damage, resulting in genotoxic effects. Moreover, Sudan I has been frequently reported as a carcinogen [
14,
15]. Additionally, utilizing an SLA technique instead of a DLP technique reduces the cost of production, as SLA printers are cheaper than DLP printers, and the resolution of the 3D-printed objects is not different, whereas the printing process of DLP printers is faster than that of SLA printers [
16]. In addition, 3D printing can be used to construct MN patches, and the MN molds are fabricated from those of 3D-printed MN patches; thus, the concern regarding polymer resin toxicity is eradicated [
17]. Therefore, the use of 3D printing shows benefits over the conventional method, MEMS, including a fast production speed, the ability to easily scale up, and no required special training [
1].
Lidocaine, a common anesthetic agent, is widely used to numb a small area of the body temporarily before providing a tattoo, performing plastic surgery, or extracting teeth in a dental operation [
18]. Lidocaine-based drugs are insoluble in water. The hydrochloride (HCl) salt form (lidocaine HCl) is generally used worldwide due to its excellent water solubility. Moreover, lidocaine HCl shows a superior safety profile over other anesthetic agents; thus, it has been applied in clinical practice and can be used in acute and chronic pain as an adjuvant analgesic agent [
19]. However, lidocaine HCl is categorized in the biopharmaceutics classification system (BCS) as class III, and it has a high solubility but a low permeability. Lidocaine HCl is generally administered via an intravenous or intramuscular injection to provide a high bioavailability, but it causes pain during insertion [
18]. Due to its poor permeability, the slow penetration of lidocaine HCl is a major drawback of its topical use, since it typically takes at least ~1–2 h to reach a therapeutic effect [
20]. However, lidocaine HCl shows a rapid onset of action (~20–60 s) [
21], which is promising for its use with dissolving MNs, which can rapidly provide the therapeutic anesthetic effect of lidocaine HCl through the skin without pain during skin insertion.
In this study, 3D printing was used to print an MN master, which is followed by a construction of polydimethylsiloxane (PDMS) reverse mold using the 3D-printed MN master as a template. After that, solutions of HPMC, PVP K90, and their blends were used as polymeric materials to prepare dissolving MN patches. The formulations exhibiting proper physicochemical properties were then selected for lidocaine HCl incorporation to evaluate their drug loading and dissolving capacity, including drug release behavior and components’ chemical interactions.
2. Materials and Methods
2.1. Materials
Acrylic-based resin (eResin PLA biophotopolymer resin) was purchased from eSun Industrial Co., Ltd., Shenzhen, China). Polydimethylsiloxane (PDMS) was purchased from Dow Deutschland Inc., Berlin, Germany. Hydroxypropyl methylcellulose (HPMC) E5 and HPMC E50 were purchased from Onimax Co., Ltd., Bangkok, Thailand. HPMC 90SH were purchased from Shin-Etsu Chemical Co., Ltd., Tokyo, Japan. Polyvinylpyrrolidone (PVP) K90 and isopropanol were purchased from Union Science Co., Ltd., Chiang Mai, Thailand. Ethanol was purchased from RCI Labscan, Ltd., Bangkok, Thailand. Lidocaine HCl was purchased from S. Tong chemical Co., Ltd., Nonthaburi, Thailand. Deionized water (DI) served as a solvent to prepare microneedle patches.
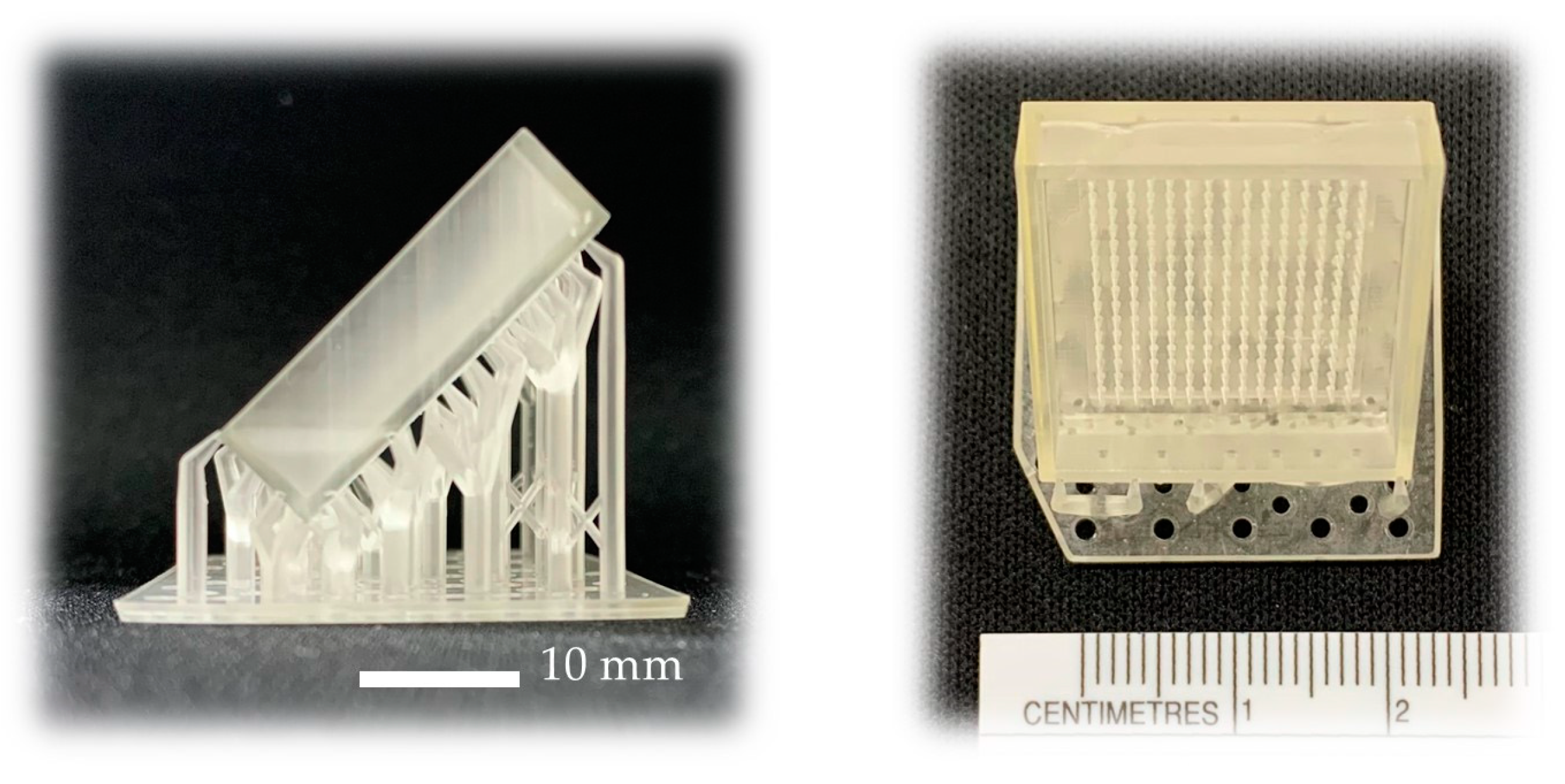
2.2. 3D Printing of Microneedle Masters
Designed microneedle patches were printed using an LCD-based SLA 3D Printer (ANYCUBIC Photon, Anycubic Technology, Hong Kong, China). Briefly, CAD files of MN patches were produced using Fusion 360 software version 2.0.16985 (Autodesk Incorporation, San Rafael, CA, USA). MN was designed into a square pyramidal shape with 900 µm height and 450 µm width at the base (
Figure 1a). Each MN patch consisted of an array of 15 × 15 needles with 500 µm spacing between the needles on a 16 × 16 × 2 mm base (
Figure 1b). MN patches were fabricated from acrylic-based resin (eResin PLA biophotopolymer resin, eSun Industrial Co., Ltd., Shenzhen, China). After fabrication, the MN patches were shortly rinsed with isopropanol to remove residual resin and post-cured for 10 min using an ANYCUBIC Cure Machine 2.0 ultraviolet light emitting diode (LED) lamp (Anycubic Technology, Hong Kong, China).
2.3. Fabrication of Reverse PDMS Microneedle Molds
To fabricate a reverse polydimethylsiloxane (PDMS) MN mold, liquid phase PDMS (elastomer: curing agent = 10:1 w/w) was first cast onto a 3D-printed MN master (15 × 15 pyramidal tip array, 450 μm base width, 900 μm height). After curation at 60 °C for at least 4 h, an inverse PDMS replica was fabricated after carefully tearing off from the MN master. After obtaining an MN master mold, the mold was cut for measurements of the height and width of the needle hole using a scanning electron microscope (SEM) (JEOL JCM-7000 NeoScopeTM Benchtop, Tokyo, Japan) operated at 15 kV under low vacuum mode at 30× magnification.
2.4. Preparation of HPMC-Based Solutions
HPMC E5, HPMC E50, and HPMC 90SH solutions were separately dissolved in ethanol and DI water mixed in a ratio of 8:2 at the concentration of 20, 7, and 1.5%
w/
w, respectively, using magnetic stirring. To prepare HPMC/PVP K90 solutions, each HPMC E5, HPMC E50, and HPMC 90SH solution was individually mixed with 40%
w/
w PVP K90 solution. Then, the PVP K90 was previously dissolved in the solvent mentioned above at the weight ratios of 1:1, 1:2, and 2:1. Moreover, the amount of raw material used in each formulation is shown in
Table 1.
2.5. Fabrication of HPMC/PVP K90 Microneedle Patch
To prepare an HPMC/PVP K90 MN patch, an MN mold and a polymer solution were put into a centrifuge tube, and the solution was forced into the mold cavity by a centrifuge machine (MPW-352R, Warsaw, Poland) at 6000 rpm for 2 h. It is noted that all aqueous solutions were previously centrifuged at 6000 rpm for 10 min to completely remove air bubbles. After 2 h, the MN mold was taken out, which was followed by removal of the excess polymer solution. The polymer-packed mold was then dried to form an MN patch at room temperature for 24 h. Finally, the MN patch was peeled off from the PDMS mold and stored in a dry ambient condition before use.
2.6. Physicochemical Properties of Microneedle Patch
2.6.1. Rheological Property of the Polymer Solutions
The polymer solutions were subjected to rheological behavior investigation using a Brookfield Rheometer (R/S-CPS, P25 DIN plate, Brookfield Engineering Laboratories, Middleboro, MA, USA) via parallel plates with a diameter of 25 mm and a 1 mm plate gap. In each measurement, a sample of ~0.6 mL was used to evaluate the rheological behavior.
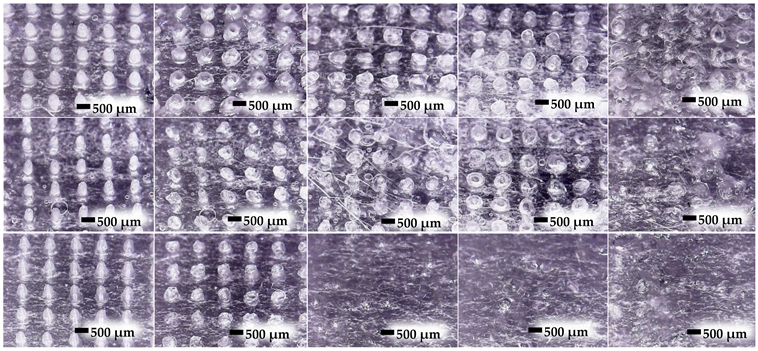
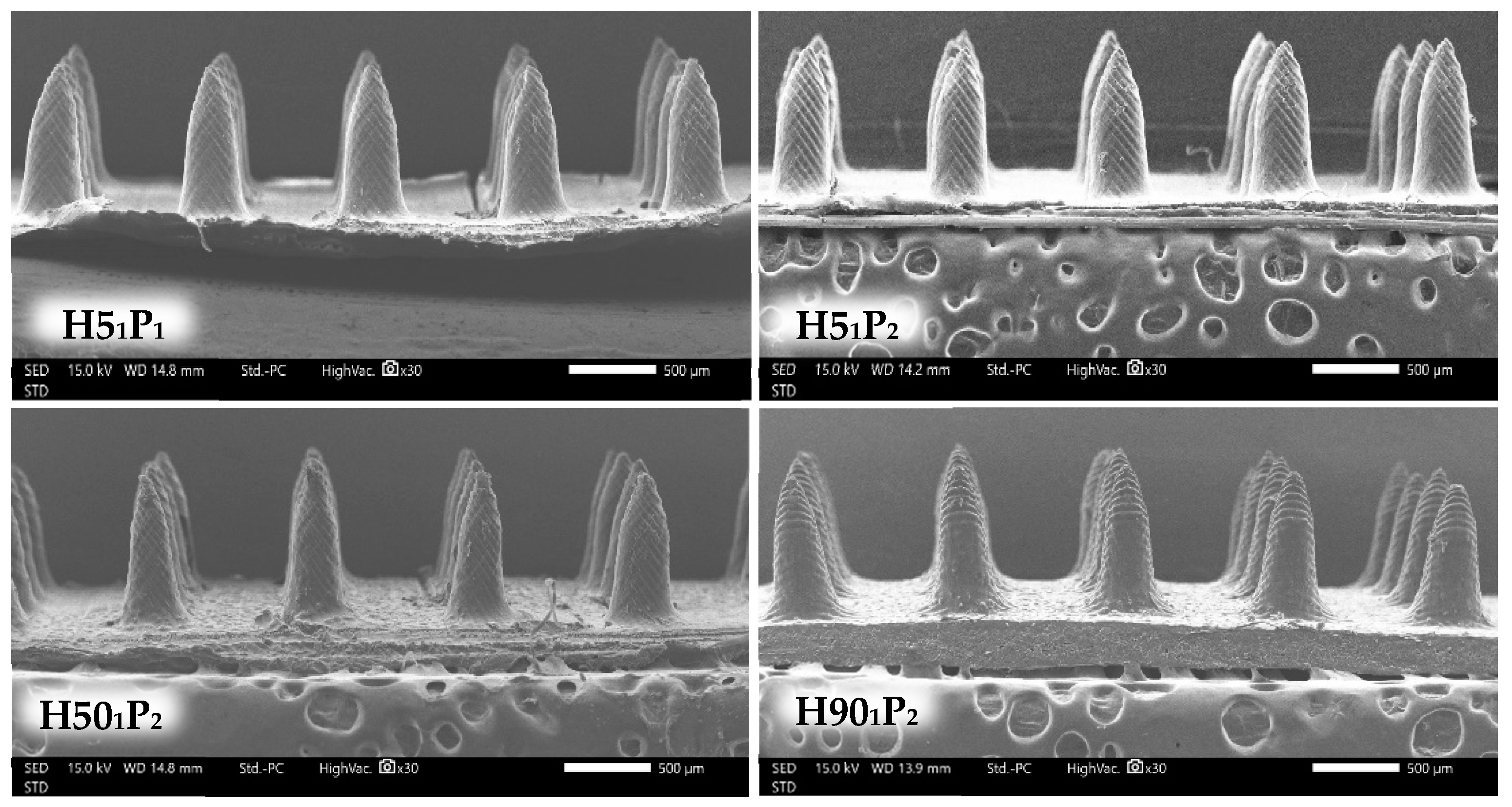
2.6.2. Morphological Structure Investigation
The MN structure was evaluated using a scanning electron microscope (JEOL JCM-7000 NeoScopeTM Benchtop, Tokyo, Japan) at 15 kV under low vacuum mode. The prepared MN patch was cut and mounted on an aluminum stub with double-sided adhesive carbon tape. Gold-sputtered coating was performed for all MN samples for 1 min prior to the SEM operation at 30× magnification.
2.6.3. Mechanical Property Study
The mechanical strength of MN was evaluated by a Texture Analyzer, TA.XTplusC (Stable Micro Systems, Surrey, UK) in a compression mode. Firstly, a photograph of MN was taken for a measurement of the MN height (H
1) before the compression using ImageJ software version 1.80. The MN patch was then attached to the movable probe using double-sided adhesive tape. Subsequently, the probe was compressed to a stainless-steel platform at a speed 0.5 mm/s until reaching the maximum force, which was from 0.028 to 0.11 N/needle. Moreover, the pre-test and post-test speed were predetermined at 1 mm/s, and the trigger force was 0.049 N. Finally, another photograph of the MN was taken to determine the height after compression (H
2). The % height change in the MN was calculated using Equation (1).
2.6.4. Ex Vivo Skin Insertion Study
To evaluate the skin penetration test, neonatal porcine skin was used to substitute human skin. Moreover, the natural death piglets were fresh from a local farm in Lamphun, Thailand. Firstly, neonatal porcine skin was washed with phosphate-buffered saline (PBS) (pH 7.4) and then gently blotted with filter paper to dry the skin. Secondly, MNs were inserted into the skin using a thumb press on the MN patch for 60 s. Then, 0.1%
w/
v methylene blue was applied on the skin. After 10 min, PBS pH 7.4 was utilized to wash methylene blue. Lastly, the blue-dot percentage (% blue dots) that appeared on the skin was calculated using the following Equation (2).
2.7. Preparation of Lidocaine HCl-Incorporated Microneedle Patch
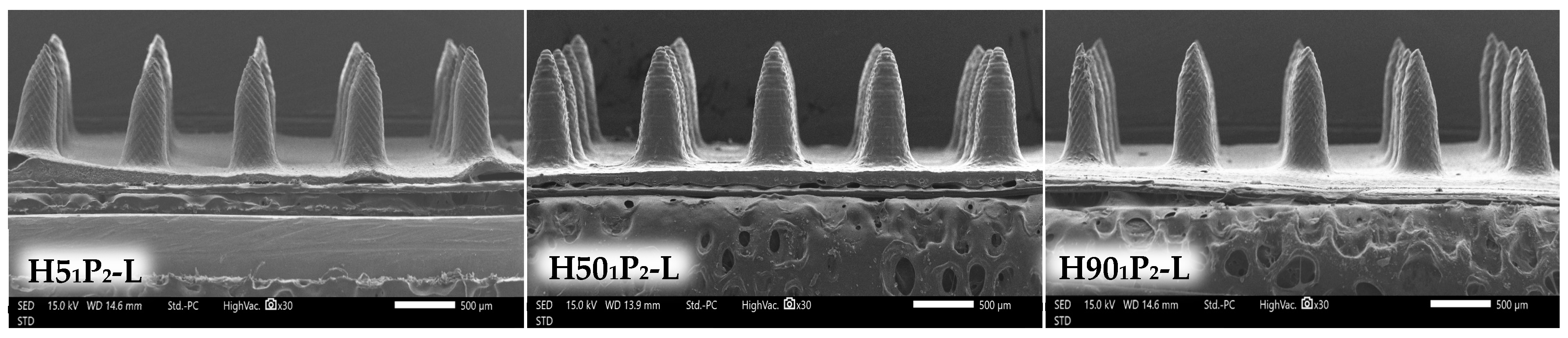
After physicochemical property examination, the formulations showing the proper physicochemical properties (completed shape of needle, sharp tips, low % height change, and high % number of blue dots) were selected for the incorporation of 5%
w/
w lidocaine HCl and -L after those of the selected formulation referred to lidocaine HCl. Lidocaine HCl was added to the polymer solution with a magnetic stirrer until the solution was homogeneous. After that, the polymer solution was forced into the mold cavity using the method mentioned in
Section 2.5.
2.8. Characterization of Lidocaine HCl-Loaded Microneedle Patch
After lidocaine HCl-incorporated MN patches were prepared, the MN patches were subjected to physical appearance investigation, a mechanical property test, and ex vivo skin insertion study using the method described in
Section 2.6.2,
Section 2.6.3 and
Section 2.6.4 to ensure that MN patches possess the same properties as the blank MN patches.
2.9. Drug-Loading Content
Three random MN patches for each formulation were dissolved in DI water (10 mL) in a beaker under magnetic stirring. After that, the average amount of lidocaine HCl was examined using a UV-spectrophotometer (UV 2600i, Shimadzu Corporation, Kyoto, Japan) at 263 nm. The contents of lidocaine HCl were calculated from the standard curve of lidocaine HCl (0.125–0.625 μg/mL) with a high linear regression (r
2 = 0.998) according to Equation (3).
2.10. Dissolving Study of Microneedle Patch
To evaluate their dissolving ability, MN patches incorporated with lidocaine HCl were investigated. Neonatal skin without a subcutaneous layer was used to study the MNs. Neonatal skin was applied on tissue paper saturated with PBS (pH 7.4) at 37 °C, and then the MN patches were applied on neonatal skin. After 5, 15, 30, and 60 min, the MN patches were removed for taking photos and measurements of the MN height using an RS PRO USB digital microscope (RS PRO, Bangkok, Thailand).
2.11. Lidocaine HCl Release
Lidocaine HCl release was performed using neonatal porcine skin as a membrane and PBS pH 7.4 as a biological fluid following the previously modified method [
22]. The MN patch was pierced through neonatal porcine skin in the middle of the skin. After 1 h, the MN patch was taken out of the skin, and the piercing area was cut into a round shape with the diameter of 1.5 cm, and the area was 1.77 cm
2. After that, the skin was cut into small pieces and then put into a 15 mL centrifuge tube with 5 mL of PBS pH 7.4. Then, it was sonicated using a sonicator (Elmasonic S100H, Elma, Singen, Germany) for 15 min followed by centrifuge using a centrifuge machine (MPW-352R, Warsaw, Poland) at 2000 rpm for 10 min. Finally, a UV-spectrophotometer (UV 2600i, Shimadzu Corporation, Kyoto, Japan) was utilized to evaluate the amount of released lidocaine HCl in the skin at 263 nm.
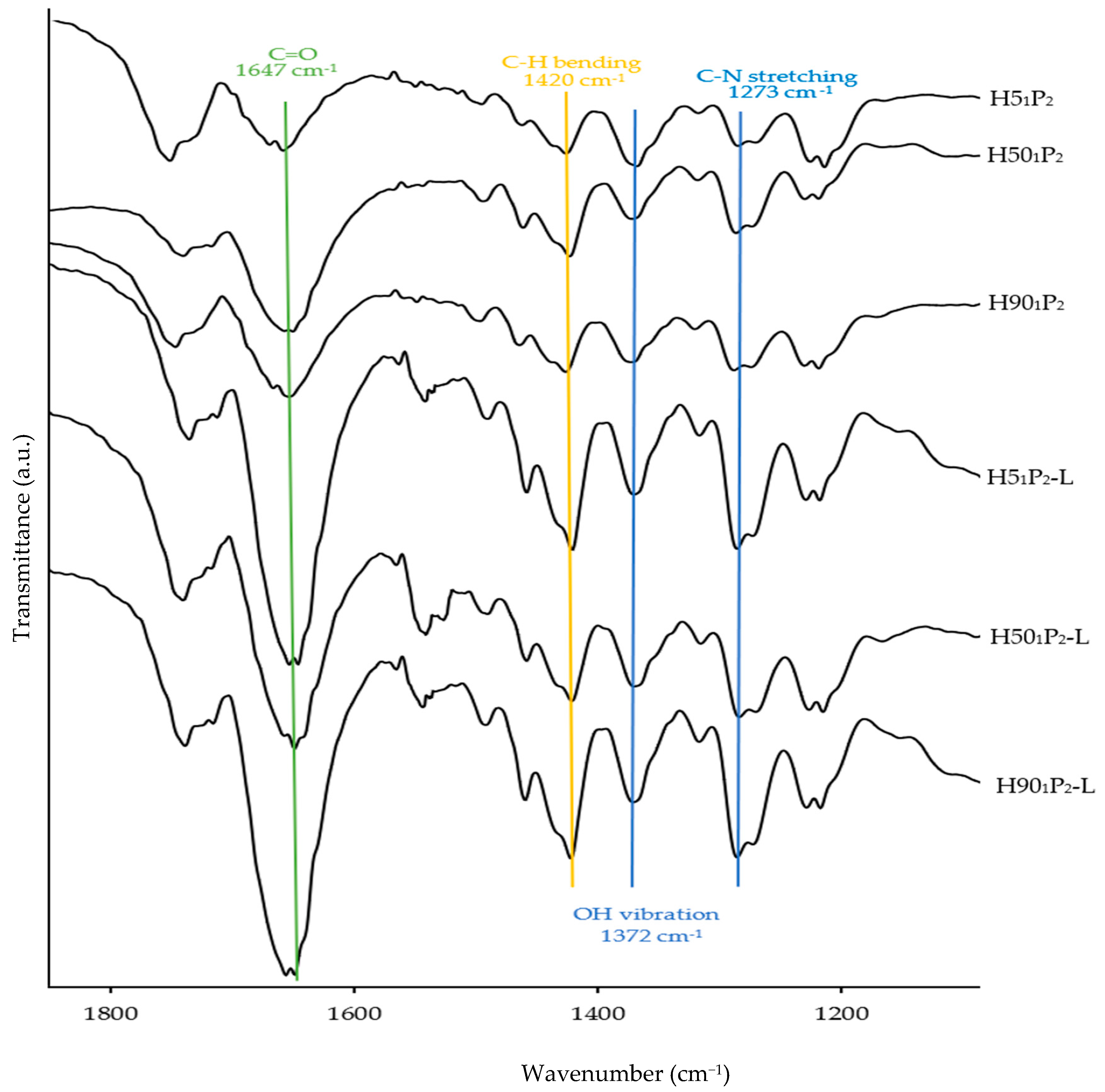
2.12. Fourier Transform Infrared Spectroscopy
Chemical interactions among the raw materials used in the formulations were determined using a Fourier transform infrared (FTIR) spectrometer (FT/IR-4700, Jasco, Tokyo, Japan). All formulations and raw materials were scanned in transmittance mode from 400 to 4000 cm−1 at a resolution of 4 cm−1.
2.13. Statistical Analysis
The results were reported as mean ± standard deviations (S.D.) using a one-way ANOVA test to evaluate the significant difference among the data via SPSS software version 17.0 (IBM Corporation, Armonk, NY, USA). The results showed a statistically significant difference when the p-value is less than 0.05.

 ,
, 









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}