Automatic Test and Sorting System for the Slide Valve Body of Oil Control Valve Based on Cartesian Coordinate Robot

Abstract
:1. Introduction
2. Design of the Automatic Production Line
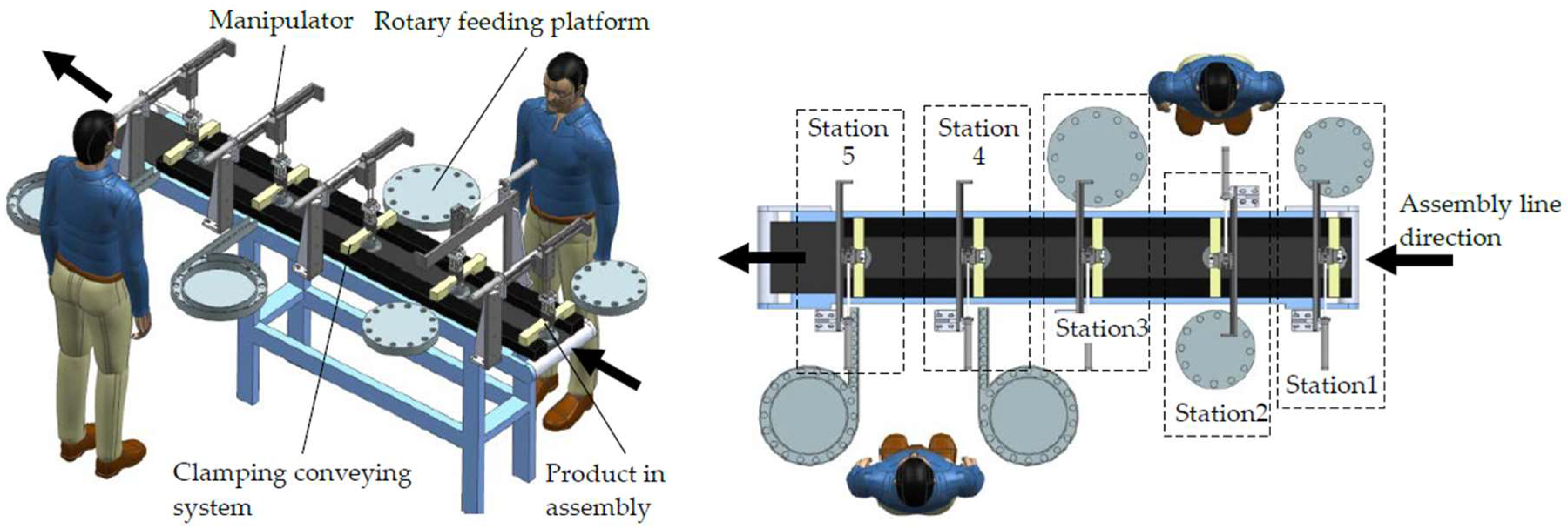
2.1. Presentation of Problems
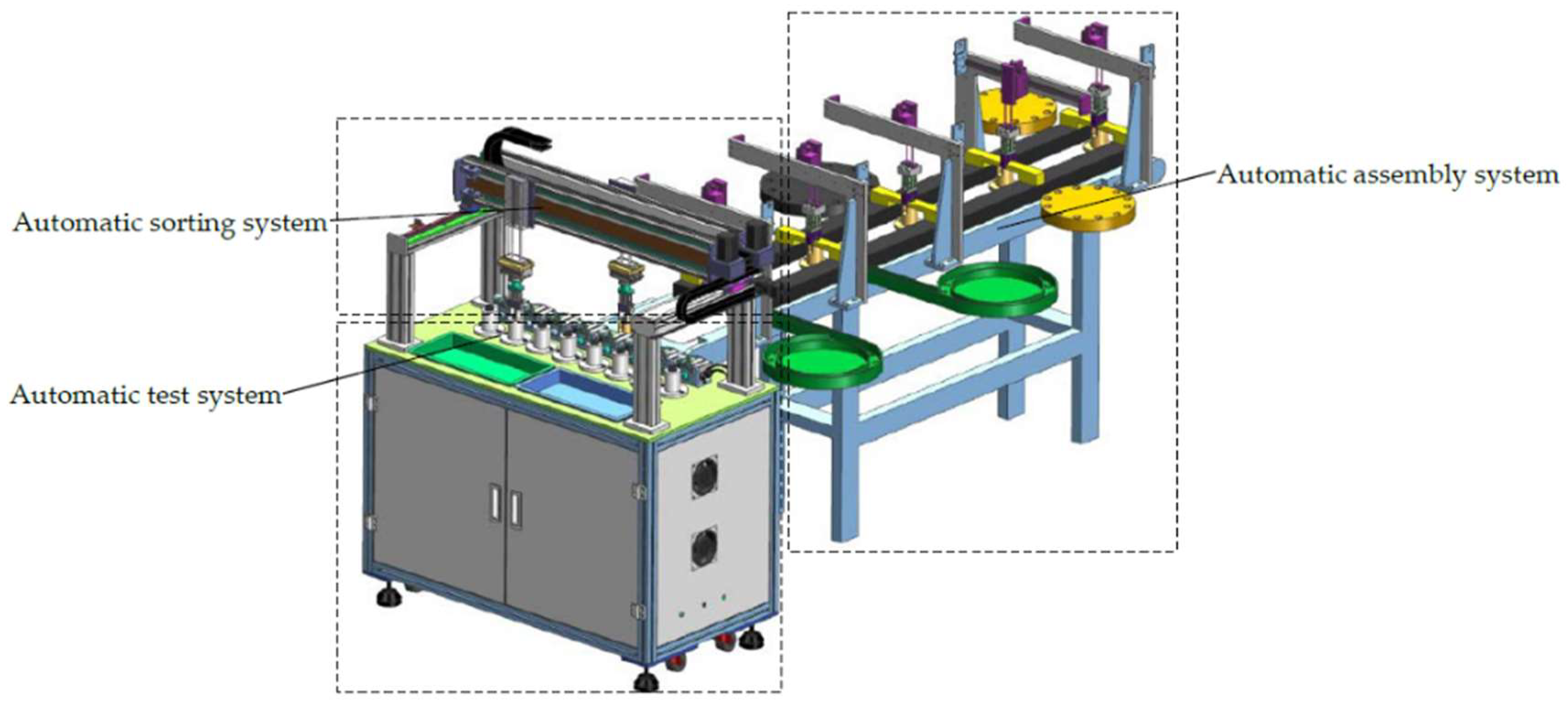
2.2. General Design of the Automatic Production Line
- (1)
- The products are automatically assembled and sent to the waiting test station of the automatic test system.
- (2)
- The product to be tested at the waiting test station is loaded to the test station of the test system and is tightened by the sorting system.
- (3)
- The automatic test system starts testing products and reads data;
- (4)
- The tested products are unscrewed and unloaded by the sorting system.
- (5)
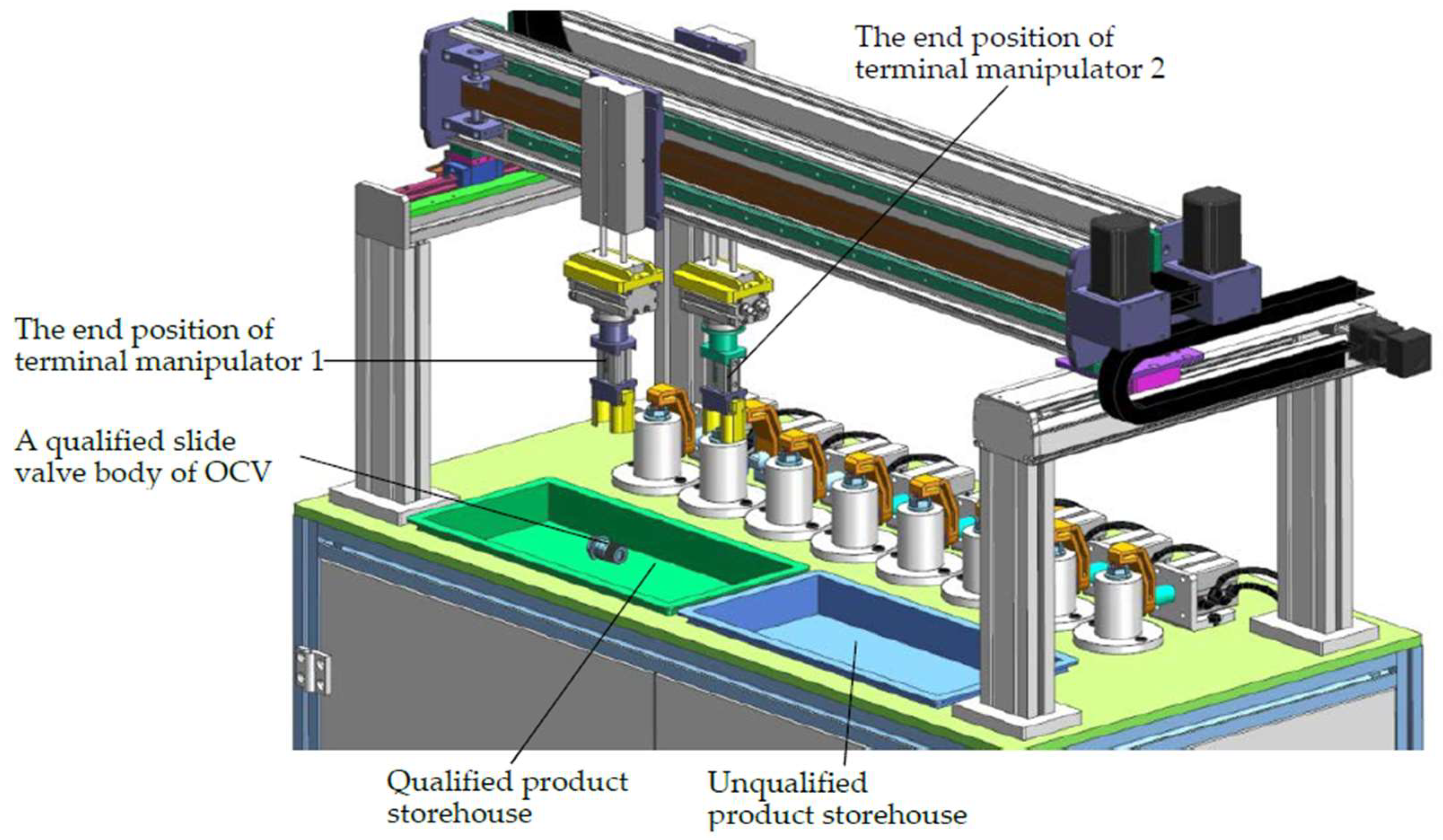
- The qualified products are unloaded to the qualified storehouse and the unqualified products to the unqualified storehouse by the sorting system.
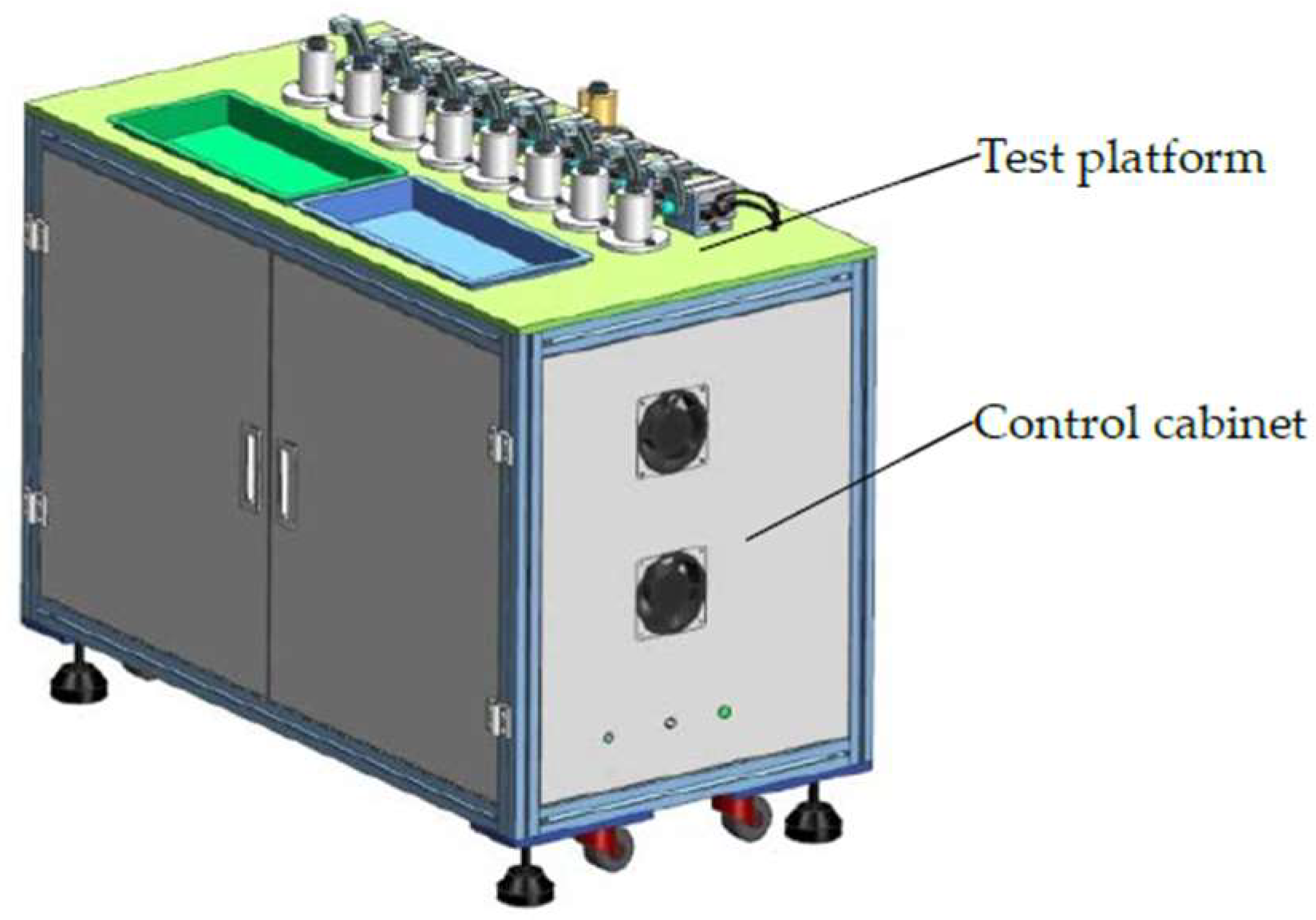
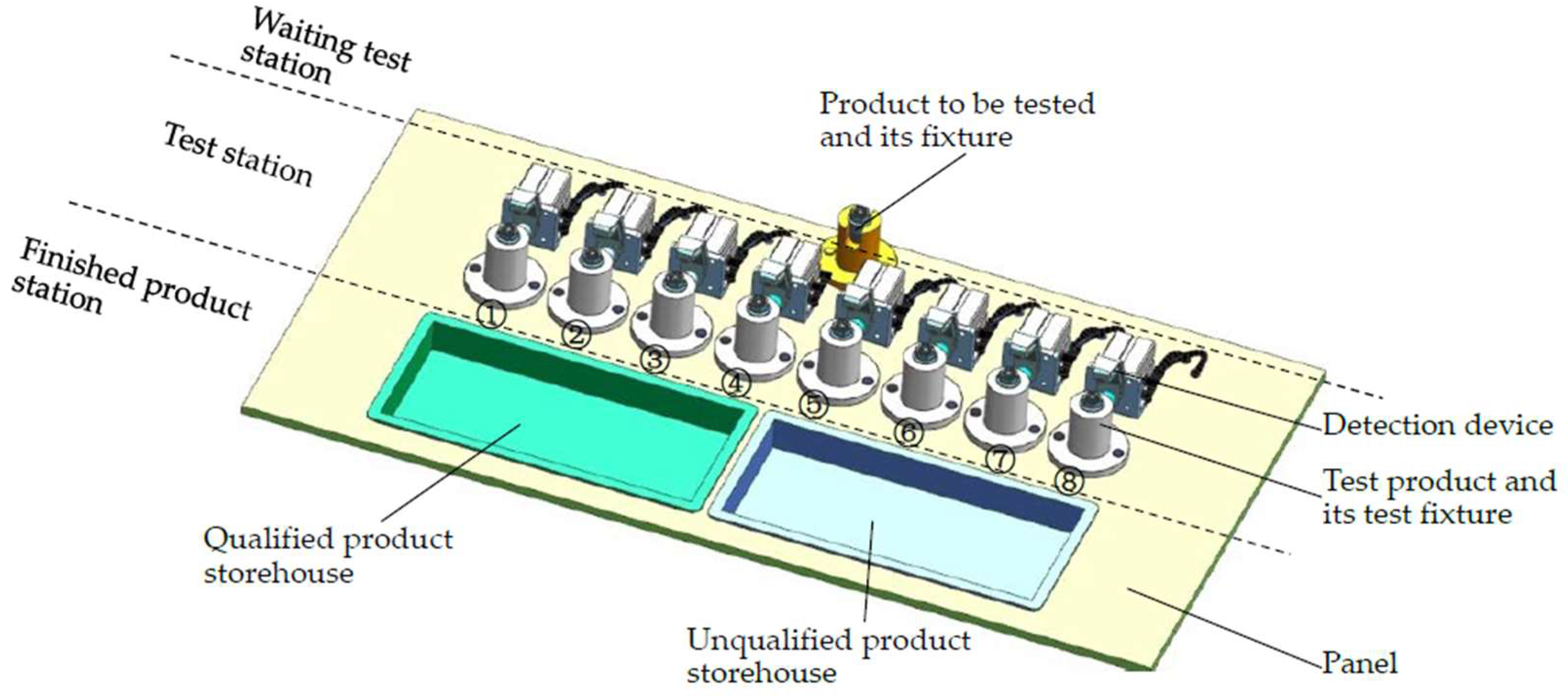
2.3. Design of the Automatic Test System
2.3.1. Test Requirements Analysis
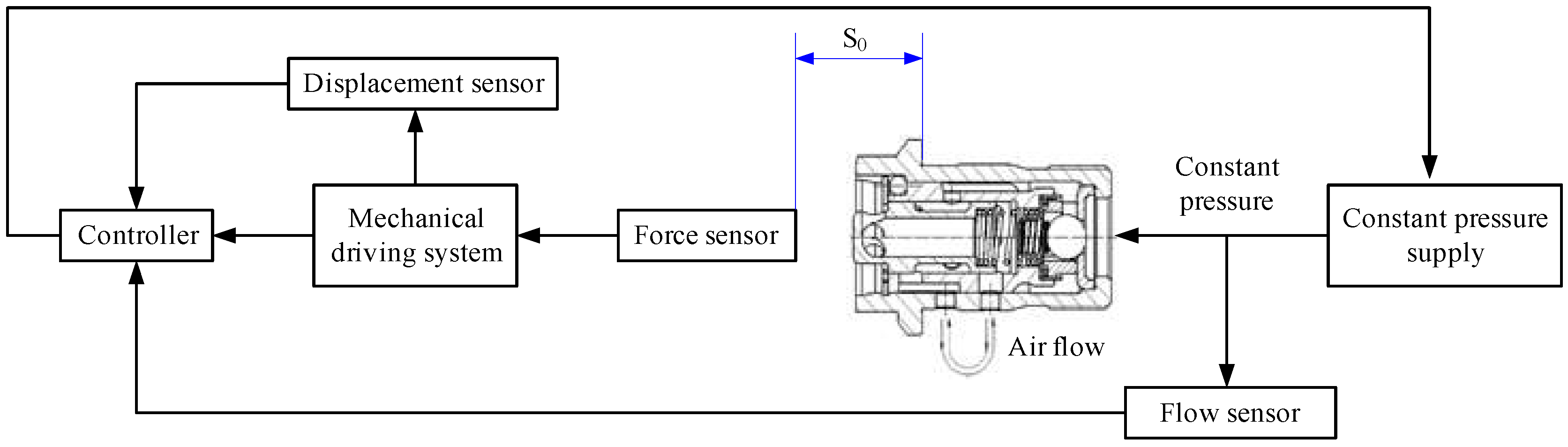
2.3.2. Scheme Design of the Automatic Test System
- (1)
- Feed the product to be tested into the test fixture of the test station and tighten it.
- (2)
- Connect the airflow and force value detection device;
- (3)
- Ventilation, power up, start testing and reading data;
- (4)
- Disconnect the airflow and force detection device;
- (5)
- Unscrew and remove the tested product.
2.4. Design of the Automatic Sorting System
2.4.1. General Design Requirements of the Sorting System
- (1)
- Grab, unscrew and vertically lift the product to be tested at the waiting test station;
- (2)
- Move the product to be tested to the test station;
- (3)
- Put the product to be tested vertically into the test fixture and tighten it;
- (4)
- Grab, unscrew and lift the tested product vertically;
- (5)
- Move the tested product to the corresponding product storehouse.
2.4.2. Type Selection of the Sorting Robot
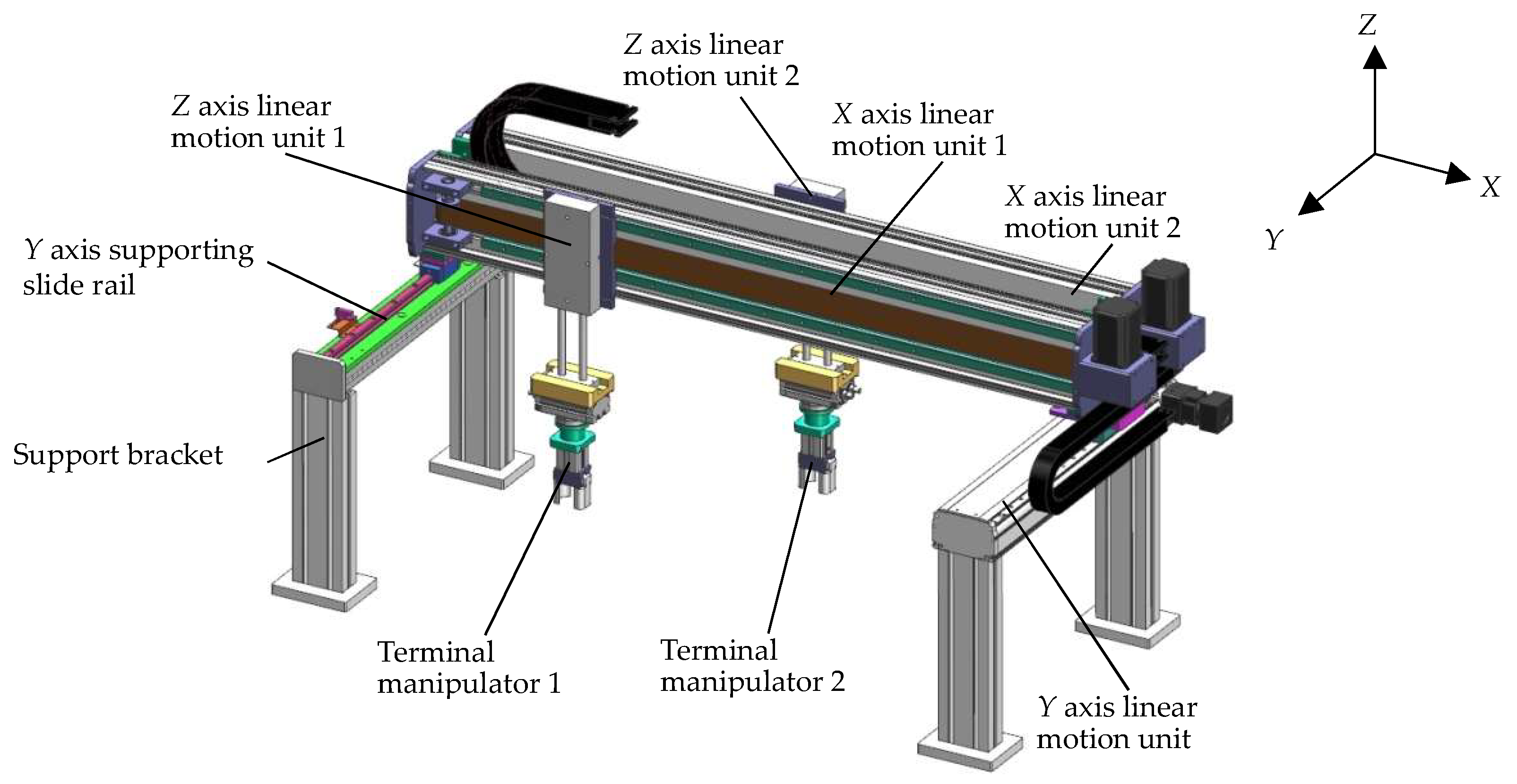
2.4.3. General Design of the Sorting Robot
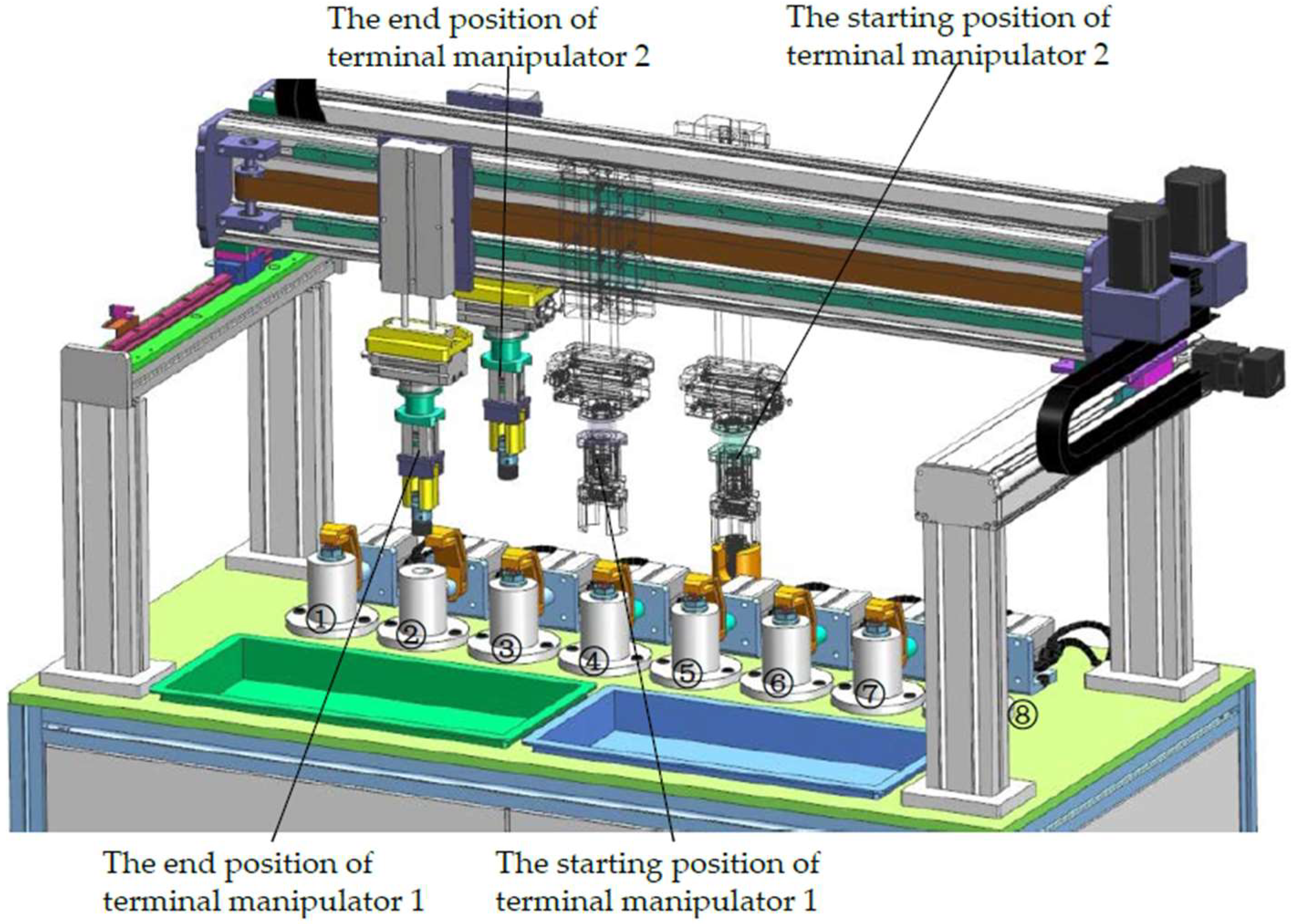
2.4.4. Scheme Design of Sorting Motion
2.4.5. Design of Robot Transmission Form and Detailed Parameters
(1) The X axis
(2) The Y axis
(3) The Z axis
(4) The terminal manipulator
3. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Tang, D.M.; Deng, J.M. Research and design of performance testing device for hydraulic control valve. Mach. Des. Manuf. 2011, 6, 57–59. [Google Scholar] [CrossRef]
- Xie, B.Q. Experimental Study on Dynamic Characteristics of Phase Regulation of Variable Valve Timing Mechanism. Master’s Thesis, Chongqing University, Chongqing, China, 2012. [Google Scholar]
- Yao, M. Hydraulic System Testing of OCV and Actuator. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2012. [Google Scholar]
- Li, Z. The Online Testing System for Oil Control Valve and Actuator of Variable Valve Timing Engine. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2012. [Google Scholar]
- Lanza, G.; Stoll, J.; Koelmel, A.; Peter, S. Flexible Production Lines for Series Production of Automotive Electric Drives. In Proceedings of the 2nd International Electric Drives Production Conference (EDPC), Nuremberg, Germany, 15–18 October 2012. [Google Scholar]
- Ren, Y. The application of industrial robot in flexible production line. Autom. Instrum. 2015, 10, 86–88. [Google Scholar] [CrossRef]
- Ren, Z.G. Use situation of robot and development tendency analysis. Aeronaut. Manuf. Technol. 2015, 13, 106–108. [Google Scholar] [CrossRef]
- Du, F.R. Design of the control system of Cartesian coordinate palletizing robot. Mach. Build. Autom. 2018, 3, 181–183. [Google Scholar] [CrossRef]
- Zhou, Z. Research on Intelligent Test Methods of OCV. Master’s Thesis, Wuhan University of Technology, Wuhan, China, 2014. [Google Scholar]
- Ganbold, T.; Badarch, B.; Bat, B. An Investigation for Improving Power Performance by VVT Effect of Spark Ignition Engine by Wave Simulation. In Proceedings of the International Forum on Strategic Technology 2010, Ulsan, Korea, 13–15 October 2010; pp. 408–410. [Google Scholar]
- Qiu, Y.H.; Perreault, D.J.; Keim, T.A.; Kassakian, J.G. Nonlinear system modeling, optimal cam design, and advanced system control for an electromechanical engine valve drive. IEEE-ASME Trans. Mechatron. 2012, 17, 1098–1110. [Google Scholar] [CrossRef]
- Liu, Y.L.; Zhou, Z. Pattern recognition method of OCV testing. Microcomput. Appl. 2016, 35, 46–50. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, H.F.; Sun, D.H. A New Intermediate Locking VVT. China Patent ZL 201721658350, 6 July 2018. [Google Scholar]
- Zhang, Y.D.; Jiang, J.G.; Liang, T. Structural Design of A Cartesian Coordinate Tooth-Arrangement Robot. In Proceedings of the 2011 International Conference on Electronic & Mechanical Engineering and Information Technology, Harbin, China, 12–14 August 2011. [Google Scholar]
- Li, Z. Design and Research of A New Industrial Robot. Master’s Thesis, Tianjin University, Tianjin, China, 2014. [Google Scholar]
- Jin, J.Q.; Xu, Z.W.; Liu, C. Research on control system of Cartesian coordinate conveying robot. Heavy Mach. 2016, 6, 37–39. [Google Scholar] [CrossRef]
- Liang, L.Q. Design and research of manipulator for automatic production line. Modul. Mach. Tool Autom. Manu. Tech. 2018, 4, 162–164. [Google Scholar] [CrossRef]
- Wang, R.; Qu, H.W.; Sui, Y.Y.; Lv, J.L. Calibration of Cartesian Robot Based on Machine Vision. In Proceedings of the 2017 IEEE 3rd Information Technology and Mechatronics Engineering Conference (ITOEC), Chongqing, China, 3–5 October 2017. [Google Scholar]
- Zhu, F.K.; Liu, Y.; Dong, H.; Meng, F.J.; Cong, M. Design and analysis for Cartesian robot cantilever structure. Modul. Mach. Tool Autom. Manuf. Tech. 2017, 7, 60–63. [Google Scholar] [CrossRef]
- Wu, S.L.; Li, H.M.; Liu, N.C. Design of industry robot hand. J. Shihezi Univ. (Nat. Sci.) 2007, 6, 778–781. [Google Scholar] [CrossRef]
- Zhang, H.Q. Application of pneumatic manipulator in automatic stamping production line design. Public Commun. Sci. Technol. 2016, 14, 176–177. [Google Scholar] [CrossRef]
- Wu, D.; Li, J.; Qiao, M. Structure design and simulation analysis of pneumatic manipulator based on AMESim. J. Guangxi Univ. Sci. Technol. 2016, 27, 62–68. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| NO. | Category | Requirements | Remarks |
|---|---|---|---|
| 1 | Test media | Dry air | |
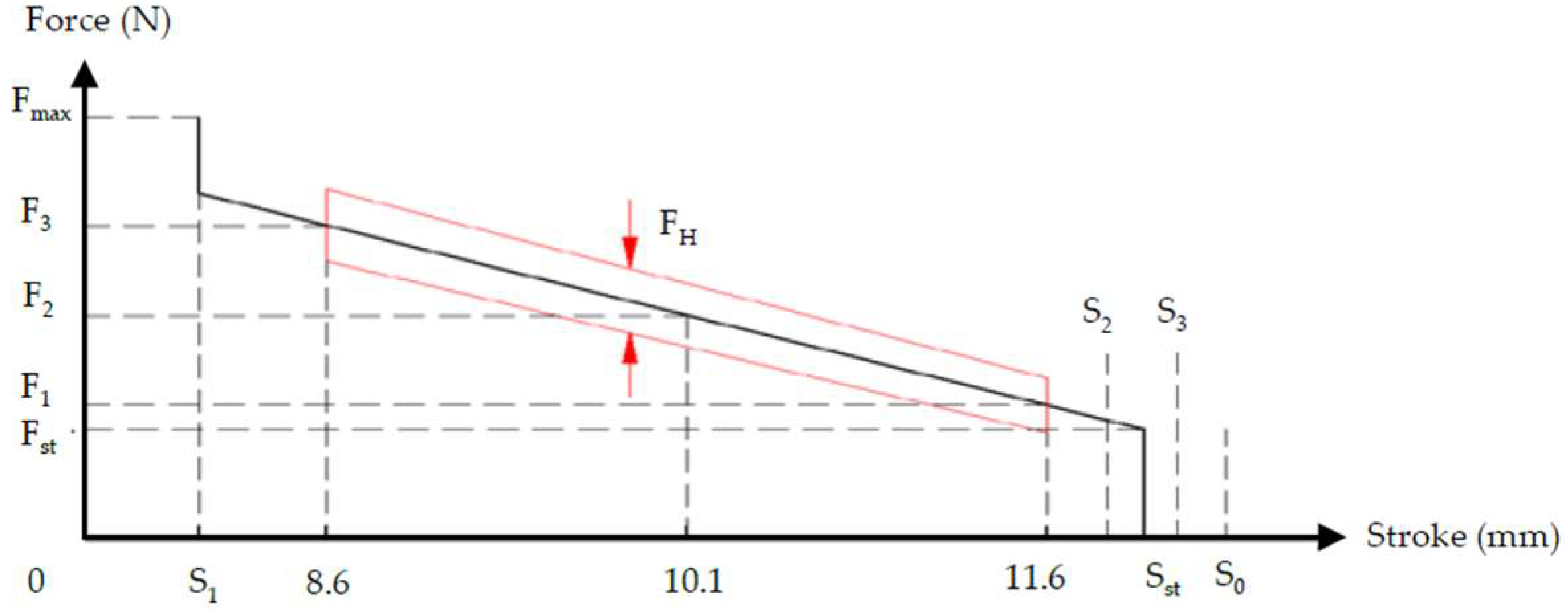
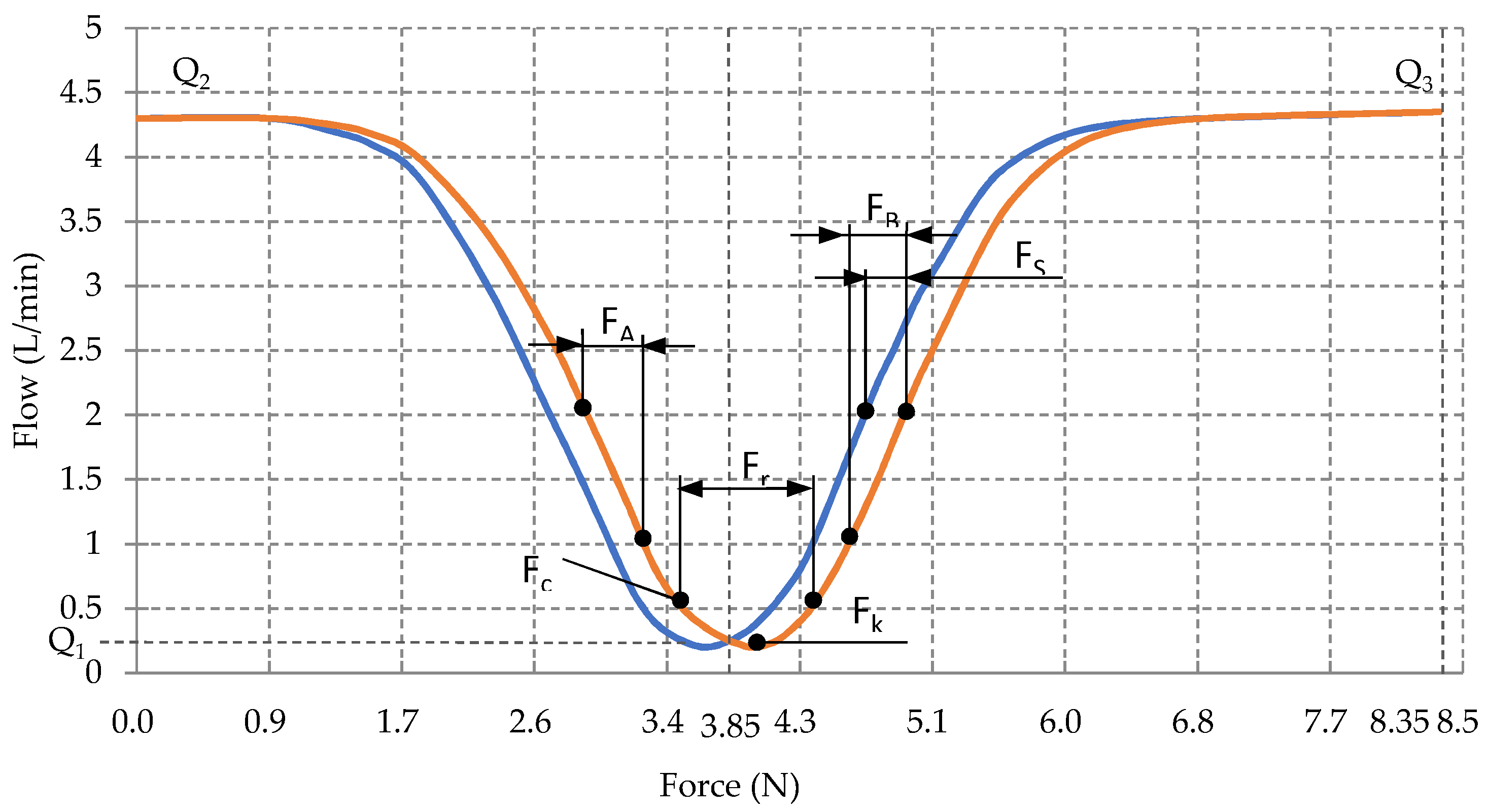
| 2 | Functional tests | 1. Exercise (2 cycles minimum) to check centre bolt assembly integrity & friction. Test for First Contact (initial point) and Spool Stroke. | See Figure 4 and Figure 5 and Table 2 for detailed test description. Air test parameters are to be determined after the fluid-to-air correlation study. Flow shows air flow and related oil flow in the same time. |
| 2. Spring rate test (three points force tests: F1, F2, F3) | |||
| 3. Midpoint force | |||
| 4. Holding point force | |||
| 5. Holding point leakage | |||
| 6. Mid-width force | |||
| 7. Hysteresis force | |||
| 8. A point force | |||
| 9. B point force | |||
| 10. Initial (start) point flow | |||
| 11. Full travel flow/valve core travel |
| NO. | Test Description | Test Parameters |
|---|---|---|
| 1 | Exercise (2 cycles minimum): Tests: First contact Maximum travel/Spool stroke | First contact: TBD mm Max travel: TBD mm (maximum) |
| 2 | Spring rate test (3 points force tests): (F1), (F2), (F3) | (F1) = 1.4 ± 0.8 N @ 11.6 mm (F2) = 4.45 ± 0.95 N @ 10.1 mm, (F3) = 7.5 ± 1.1 N @ 8.6 mm |
| 3 | Midpoint force (Fc) | (Fc) = 3.2 ± 0.8 N at TBD mm |
| 4 | Holding point force (Fk) | (Fk) = 4 ± 0.8 N at TBD mm |
| 5 | Holding point leakage (Q1) | (Q1) < 0.2 L/min |
| 6 | Mid-width force (Fr) | (Fr) = 1.6 ± 0.6 N |
| 7 | Hysteresis force (Fs), Hysteresis band width (FH) | (Fs) < 0.1 N, (FH) < 2.2 N |
| 8 | Point A force (Fa) | (Fa) = 0.2 ± 0.1 N |
| 9 | Point B force (Fb) | (Fb) = 0.2 ± 0.1 N |
| 10 | Start point flow (Sst), (Q2) | (Q2) > 4 L/min Start Point: (S2) < (Sst) < (S3) Force (Fst) = 0.9 ± 0.4 N Lower Travel (S2) = 11.8 mm Upper Travel Limit (S3) = 12.1 mm |
| 11 | Full travel flow and Valve core travel Full travel (Fmax), Flow (Q3), Valve core travel (S) | (Q3) > 4 L/min, (S) = 3.5 ± 0.2 mm, (Fmax) > 10 N, (S1) = TBD mm |
| NO. | Category | Requirements |
|---|---|---|
| 1 | Part Handling | Automatic load. Automatic unload accept to an accept conveyor. Automatic unload reject to the reject conveyor. |
| 2 | Cycle Time | Estimated 16 s/part |
| Object | Transmission Form | Type | Effective Travel | Maximum Speed | Maximum Acceleration | Load Capacity |
|---|---|---|---|---|---|---|
| X axis | synchronous belt linear module | / | 1000 mm | 2.7 m/s | 3 m/s2 | 30 kg |
| Y axis | synchronous belt linear module | / | 500 mm | 2.7 m/s | 3 m/s2 | 30 kg |
| Z axis | double shaft linear cylinder | TN20×80-S | 80 mm | 0.5 m/s | / | 20 kg (@0.5 MPa) |
| Terminal manipulator | Rotary cylinder | MSQB10-A | 190° | 0.2~1 s/90° | / | 7.4 kg (radial); 0.89 N.m (@0.5 MPa) |
| Finger cylinder | MHZ2-16D | 6 mm | / | / | 4.5 kg |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, P.; Li, G.; Su, R.; Wen, G. Automatic Test and Sorting System for the Slide Valve Body of Oil Control Valve Based on Cartesian Coordinate Robot. Machines 2018, 6, 64. https://doi.org/10.3390/machines6040064
Liu P, Li G, Su R, Wen G. Automatic Test and Sorting System for the Slide Valve Body of Oil Control Valve Based on Cartesian Coordinate Robot. Machines. 2018; 6(4):64. https://doi.org/10.3390/machines6040064
Chicago/Turabian StyleLiu, Pingping, Gangjun Li, Rui Su, and Guang Wen. 2018. "Automatic Test and Sorting System for the Slide Valve Body of Oil Control Valve Based on Cartesian Coordinate Robot" Machines 6, no. 4: 64. https://doi.org/10.3390/machines6040064
APA StyleLiu, P., Li, G., Su, R., & Wen, G. (2018). Automatic Test and Sorting System for the Slide Valve Body of Oil Control Valve Based on Cartesian Coordinate Robot. Machines, 6(4), 64. https://doi.org/10.3390/machines6040064