
Interfacial Microstructure Produced during Dissimilar AA6013/Ti-6Al-4V Friction Stir Lap Welding under Zero-Penetration Condition
 , , , ,
, , , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
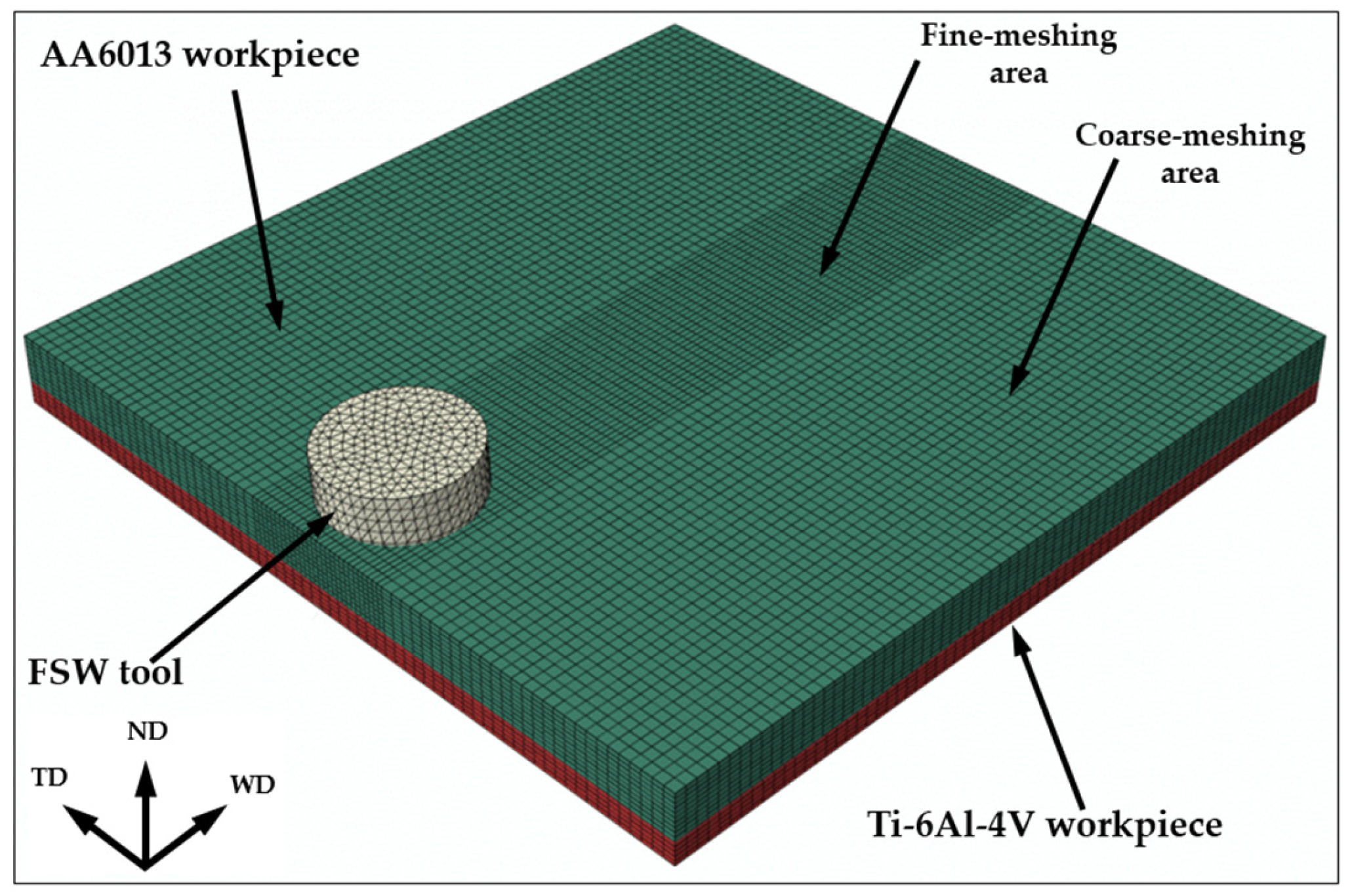
3. FEM Simulation
3.1. Broad Aspects of the Simulation Model
3.2. Friction Condition at the Tool/Workpiece Interface
3.3. Thermal Conditions
3.4. Material Model
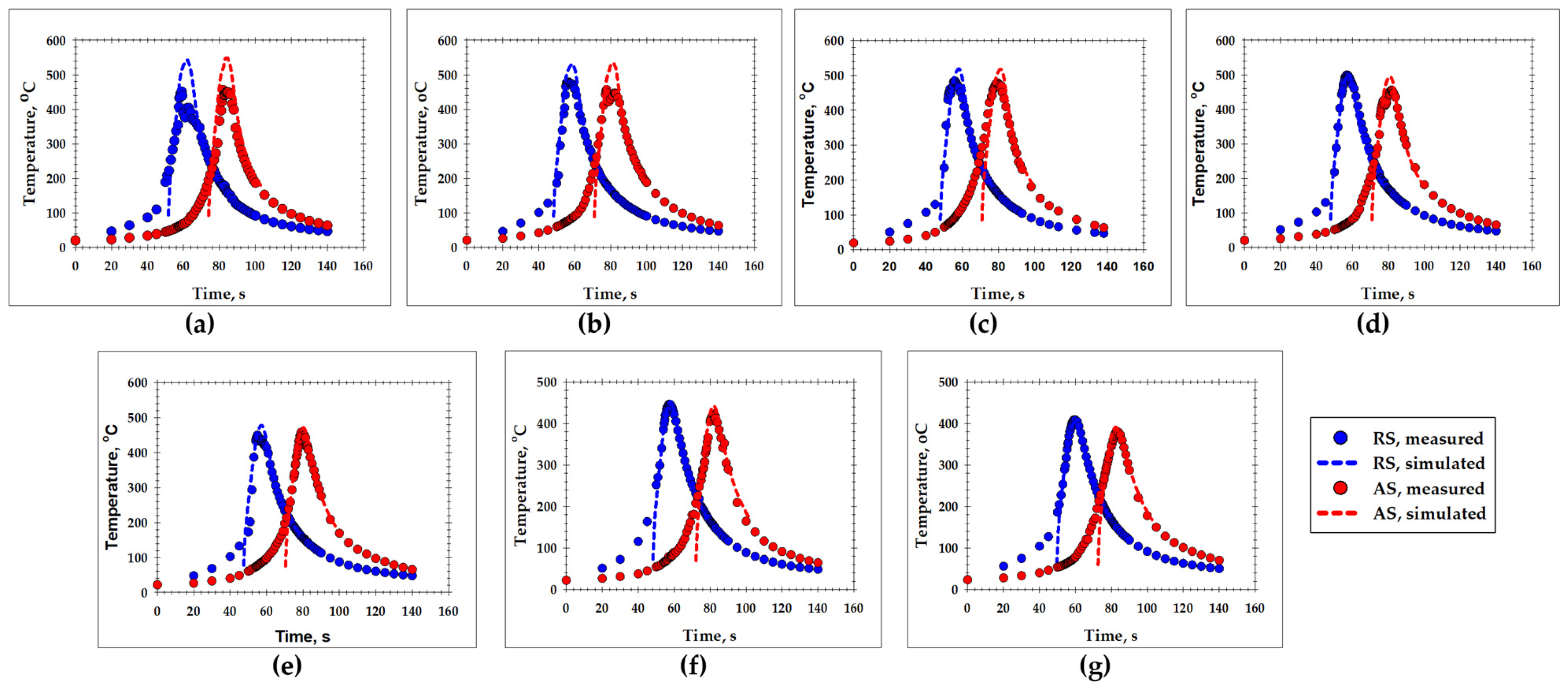
3.5. Model Validation
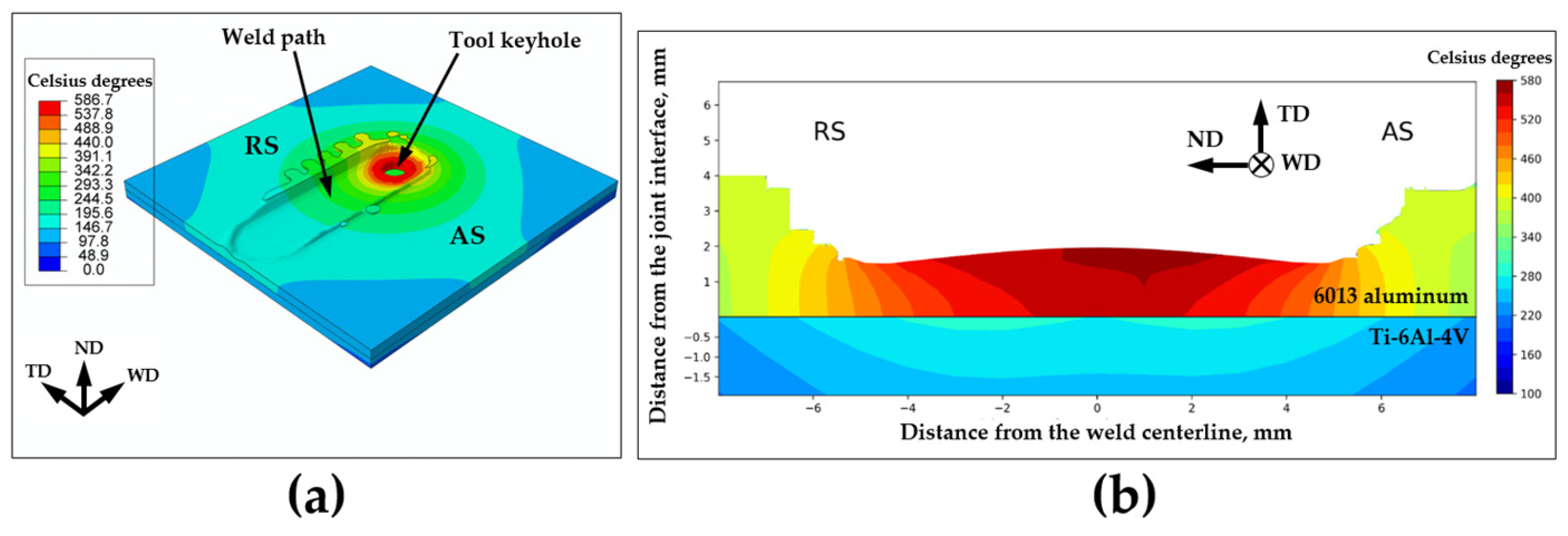
3.6. The Simulated Temperature Field within the Weld Zone
4. Experimental Results
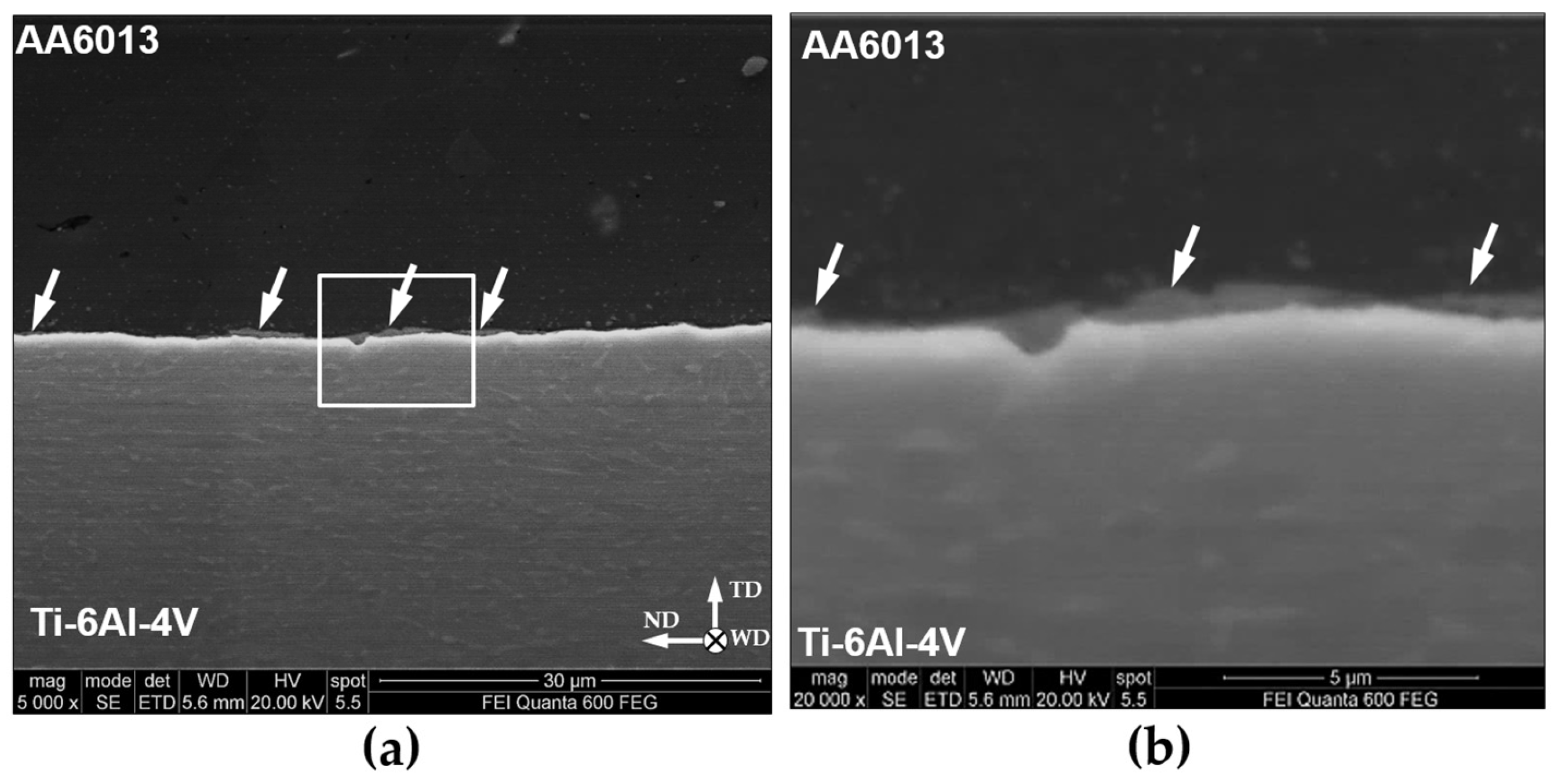
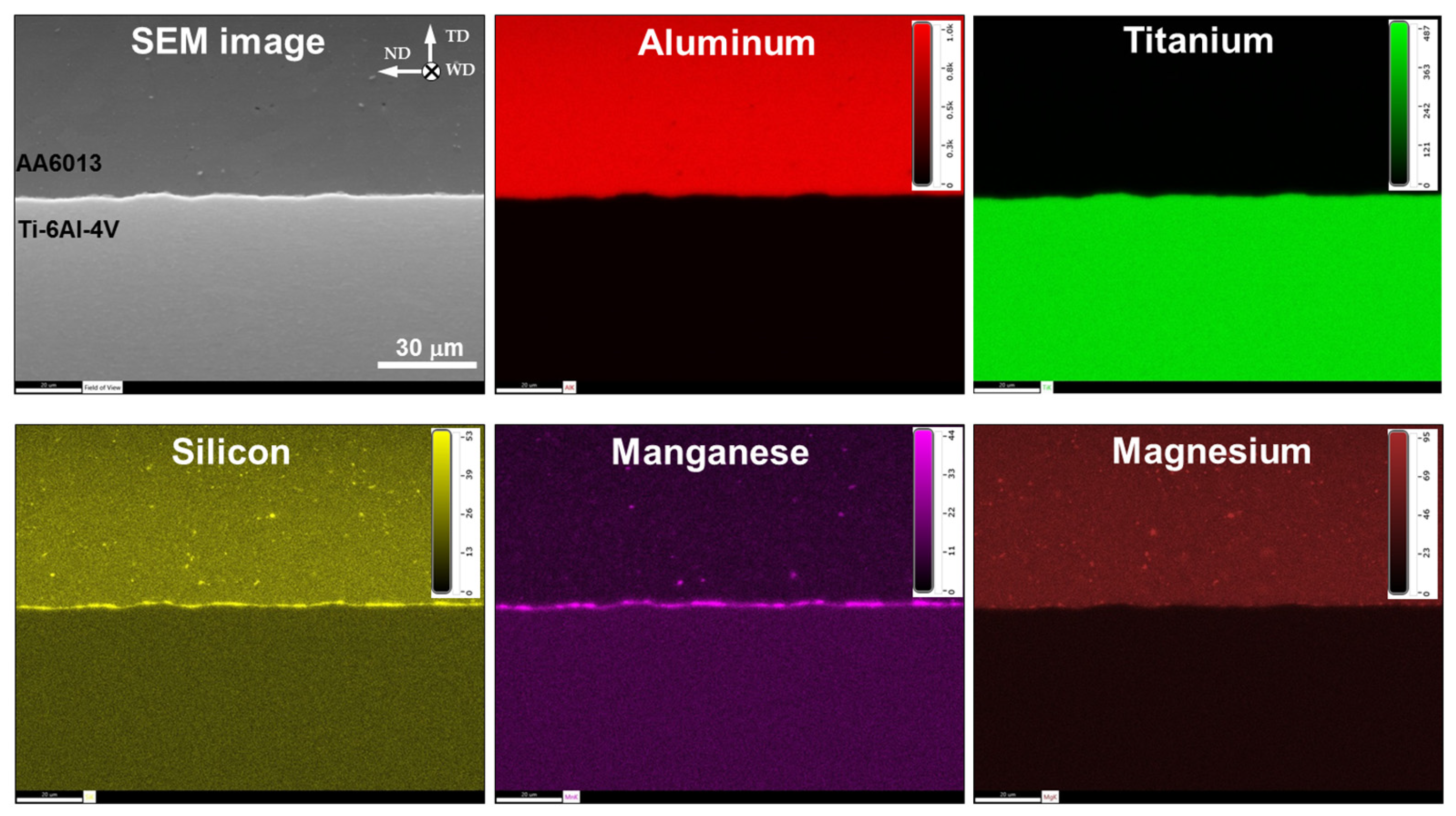
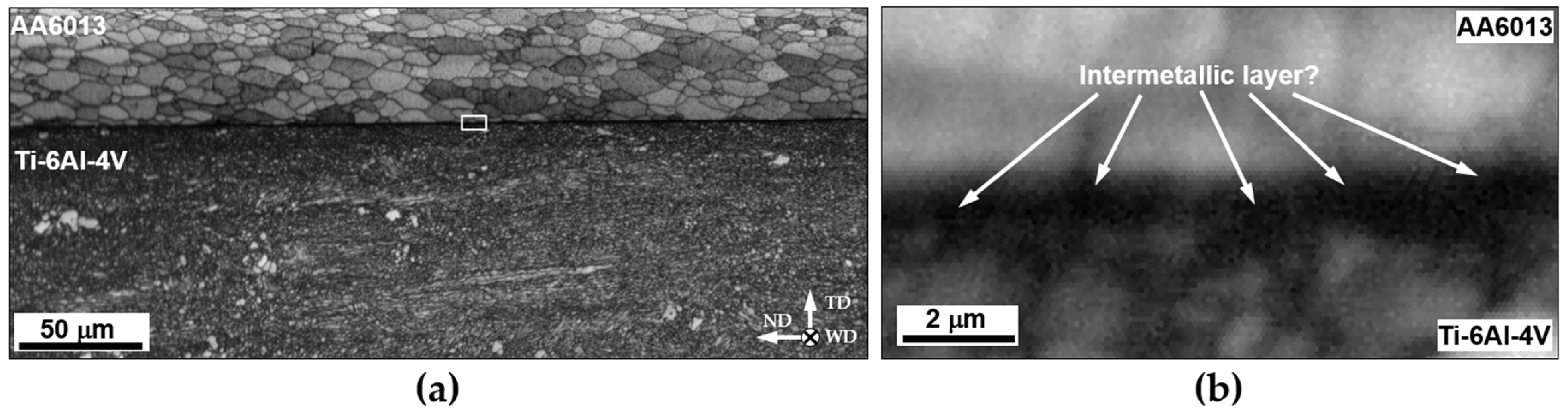
4.1. SEM Observations
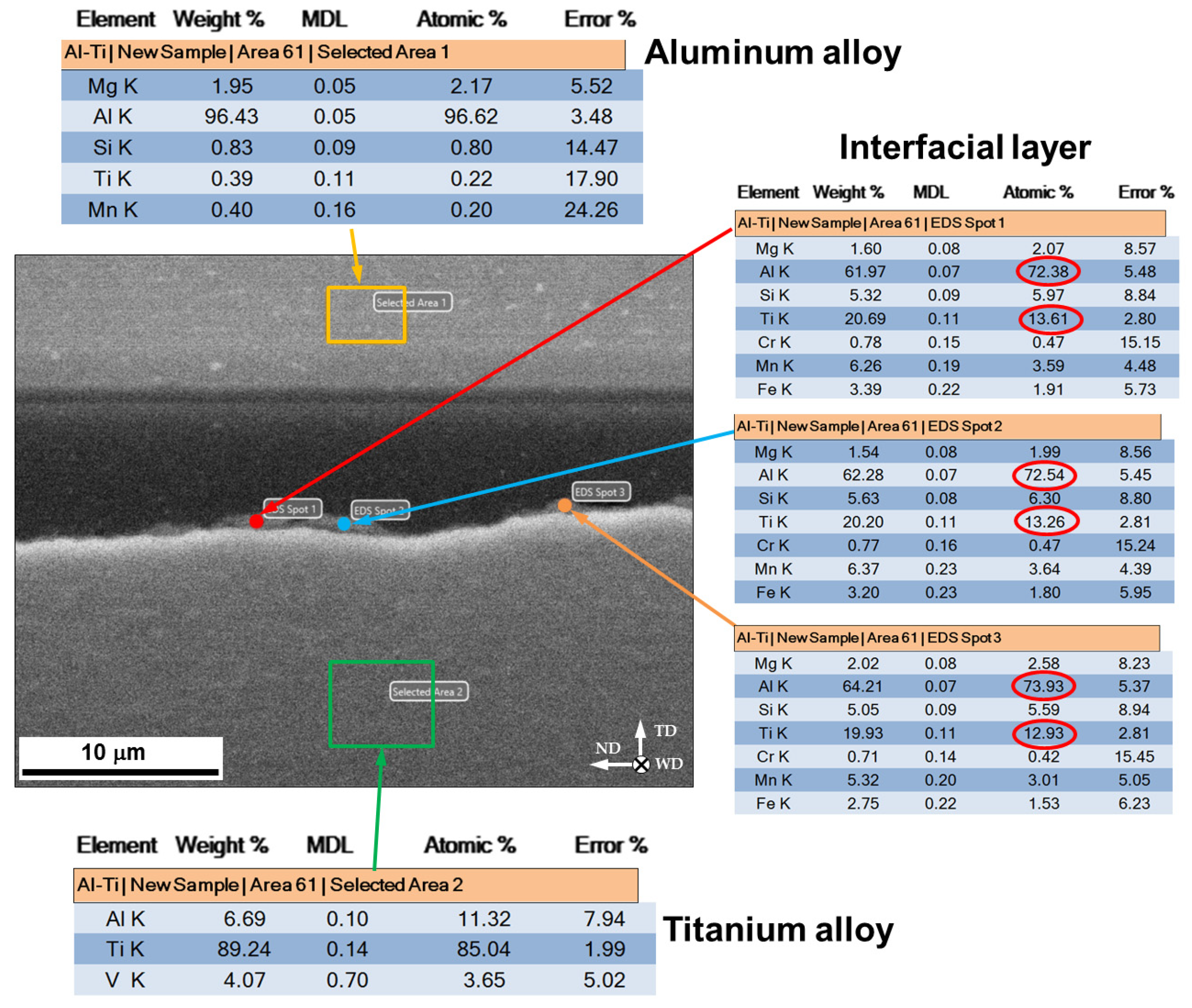
4.2. EDS Analysis
4.3. EBSD Measurements
5. Discussion
6. Summary
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Heidarzadeh, A.; Heidarzadeh, S.; Kaibyshev, R.; Cam, G.; Simar, A.; Gerlich, A.; Khodabakhshi, F.; Mostafaei, A.; Field, D.P.; Robson, J.D.; et al. Friction Stir Welding/Processing of Metals and Alloys: A Comprehensive Review on Microstructural Evolution. Progr. Mater. Sci. 2021, 117, 100752. [Google Scholar] [CrossRef]
- Simar, A.; Avettand-Fenoel, M.-N. State of the Art about Dissimilar Metal Friction Stir Welding. Sci. Technol. Weld. Join. 2017, 22, 389–403. [Google Scholar] [CrossRef]
- Shankar, S.; Mehta, K.P.; Chattopadhyaya, S.; Vilaca, P. Dissimilar Friction Stir Welding of Al to non-Al Metallic Materials: An Overview. Mater. Chem. Phys. 2022, 288, 126371. [Google Scholar] [CrossRef]
- Chen, Y.C.; Nakata, K. Microstructural Characterization and Mechanical Properties in Friction Stir Welding of Aluminum and Titanium Dissimilar Alloys. Mater. Design 2009, 30, 469–474. [Google Scholar] [CrossRef]
- Wu, A.; Song, Z.; Nakata, K.; Liao, J.; Zhou, L. Interface and Properties of the Friction Stir Welded Joints of Titanium Alloy Ti6Al4V with Aluminum Alloy 6061. Mater. Design 2016, 71, 85–92. [Google Scholar] [CrossRef]
- Song, Z.; Nakata, K.; Wu, A.; Liao, J.; Zhou, L. Influence of Probe Offset Distance on Interfacial Microstructure and Mechanical Properties of Friction Stir Butt Welded Joint of Ti6Al4V and A6061 Dissimilar Alloys. Mater. Design 2014, 57, 269–278. [Google Scholar] [CrossRef]
- Aonuma, M.; Nakata, K. Dissimilar Metal Joining of 2024 and 7075 Aluminium Alloys to Titanium Alloys by Friction Stir Welding. Mater. Trans. 2011, 52, 948–952. [Google Scholar] [CrossRef]
- Zhao, H.; Yu, M.; Jiang, Z.; Zhou, L.; Song, X. Interfacial Microstructure and Mechanical Properties of Al/Ti Dissimilar Joints Fabricated via Friction Stir Welding. J. Alloys Compd. 2019, 789, 139–149. [Google Scholar] [CrossRef]
- Yu, M.; Zhao, H.; Jiang, Z.; Guo, F.; Zhou, L.; Song, X. Microstructure and Mechanical Properties of Friction Stir Lap AA6061-Ti6Al4V Welds. J. Mater. Proc. Technol. 2019, 270, 274–284. [Google Scholar] [CrossRef]
- Zhou, L.; Yu, M.; Zhao, H.; Jiang, Z.; Guo, F.; Song, X. Dissimilar Friction Stir Welding of AA6061 and Ti6Al4V Alloys: A Study on Microstructure and Mechanical Properties. J. Manuf. Proc. 2019, 48, 119–126. [Google Scholar] [CrossRef]
- Ma, Z.; Sun, X.; Ji, S.; Wang, Y.; Yue, Y. Influences of Ultrasonic on Friction Stir Welding of Al/Ti Dissimilar Alloys Under Different Welding Conditions. Int. J. Adv. Manuf. Technol. 2021, 112, 2573–2582. [Google Scholar] [CrossRef]
- Rostami, H.; Nourouzi, S.; Jamshidi, A.H. Analysis of Welding Parameters Effects on Microstructural and Mechanical Properties of Ti6Al4V and AA5052 Dissimilar Joint. J. Mech. Sci. Technol. 2018, 32, 3371–3377. [Google Scholar] [CrossRef]
- Mustafa, S.E.; Rai, R.N.; Firoz, R. Enhancement of Joint Properties and Reduction of Intermetallics in FSW of Highly Dissimilar Al/Ti alloys. Weld. World 2023, 67, 1393–1410. [Google Scholar] [CrossRef]
- Ermakova, S.A.; Eliseev, A.A.; Kolubaev, E.A.; Ermakov, D.V. Effect of Ultrasound on the Interface Morphology and Strength of Ti/Al Alloy Joints Produced by Friction Stir Welding. Phys. Mesomech. 2023, 26, 100–106. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Two-Pass Friction Stir Welding of Aluminum Alloy to Titanium Alloy: A Simultaneous Improvement in Mechanical Properties. Mater. Sci. Eng. A 2018, 733, 199–210. [Google Scholar] [CrossRef]
- Kar, A.; Choudhury, S.K.; Suwas, S.; Kailas, S.V. Effect of Niobium Interlayer in Dissimilar Friction Stir Welding of Aluminum to Titanium. Mater. Character. 2018, 145, 402–412. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Significance of Tool Offset and Copper Interlayer during Friction Stir Welding of Aluminum to Titanium. Int. J. Adv. Manuf. Technol. 2019, 100, 435–443. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Effect of Mechanical Mixing in Dissimilar Friction Stir Welding of Aluminum to Titanium with Zinc Interlayer. Trans. Indian. Inst. Met. 2019, 72, 1533–1536. [Google Scholar] [CrossRef]
- Shehabeldeen, T.A.; Yin, Y.; Ji, X.; Shen, X.; Zhang, Z.; Zhou, J. Investigation of the Microstructure, Mechanical Properties and Fracture Mechanisms of Dissimilar Friction Stir Welded Aluminium/Titanium Joints. J. Mater. Res. Technol. 2021, 11, 507–518. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Formation Sequence of Intermetallics and Kinetics of Reaction Layer Growth during Solid State Reaction between Titanium and Aluminum. Materialia 2020, 11, 100702. [Google Scholar] [CrossRef]
- Pereira, V.F.; Fonseca, E.B.; Costa, A.M.S.; Bettini, J.; Lopes, E.S.N. Nanocrystalline Structural Layer Acts as Interfacial Bond in Ti/Al Dissimilar Joints Produced by Friction Stir Welding in Power Control Mode. Scripta Mater. 2020, 174, 80–86. [Google Scholar] [CrossRef]
- Nasir, T.; Kalaf, O.; Asmael, M.; Zeeshan, Q.; Safaei, B.; Hussain, G.; Motallebzadeh, A. The Experimental Study of CFRP Interlayer of Dissimilar Joint AA7075-T651/Ti-6Al-4V Alloys by Friction Stir Spot Welding on Mechanical and Microstructural Properties. Nanotechnol. Rev. 2021, 10, 401–413. [Google Scholar] [CrossRef]
- Asmael, M.B.A.; Glaissa, M.A.A. Effects of Rotation Speed and Dwell Time on the Mechanical Properties and Microstructure of Dissimilar Aluminum-Titanium Alloys by Friction Stir Spot Welding (FSSW). Mater. Werkst. 2020, 51, 1002. [Google Scholar] [CrossRef]
- Li, Y.; Shi, L.; Wu, C.; Li, S.; Jiang, Y. Elucidation of Welding Speed on the Microstructure and Mechanical Properties of Medium-Thick Dissimilar Al/Ti Double-Side Friction Stir Welded Joint. Mater. Character 2023, 200, 112910. [Google Scholar] [CrossRef]
- Nan, X.; Zhao, H.; Ma, C.; Sun, S.; Sun, G.; Xu, Z.; Zhou, L.; Wang, R.; Song, X. Interface Characterization and Formation Mechanism of Al/Ti Dissimilar Joints of Refill Friction Stir Spot Welding. Int. J. Adv. Manuf. Technol. 2023, 126, 1539–1551. [Google Scholar] [CrossRef]
- Ali, N.; Lone, N.F.; Khan, T.; Qazi, A.M.; Mukhopadhyay, A.K.; Siddiquee, A.N. A Comparative Study of Effect of Tool-Offset Position on Defect Dynamics and Formation of Intermetallic Compounds in Friction Stir Welding of Al-Ti Dissimilar Joints. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Kar, A.; Singh, K.; Kumar, L. Effect of Tool Rotational Speed and Mechanisms Associated with Microstructure Evolution and Intermetallics Formation in Friction Stir Welding of Aluminum Alloy to Titanium Alloy. J. Mater. Eng. Perform. 2023. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Effect of Zinc Interlayer in Microstructure Evolution and Mechanical Properties in Dissimilar Friction Stir Welding of Aluminum to Titanium. J. Mater. Eng. Perform. 2018, 27, 6016–6026. [Google Scholar] [CrossRef]
- Kar, A.; Suwas, S.; Kailas, S.V. Microstructural Modification and High-Temperature Grain Stability of Aluminum in an Aluminum-Titanium Friction Stir Weld with Zinc Interlayer. JOM 2019, 71, 444–451. [Google Scholar] [CrossRef]
- Li, B.; Zhang, Z.; Shen, Y.; Hu, W.; Luo, L. Dissimilar Friction Stir Welding of Ti–6Al–4V Alloy and Aluminum Alloy Employing a Modified Butt Joint Configuration: Influences of Process Variables on the Weld Interfaces and Tensile Properties. Mater. Design 2014, 53, 838–848. [Google Scholar] [CrossRef]
- Buffa, G.; De Lisi, M.; Sciortino, E.; Fratini, L. Dissimilar Titanium/Aluminum Friction Stir Welding Lap Joints by Experiments and Numerical Simulation. Adv. Manuf. 2016, 4, 287–295. [Google Scholar] [CrossRef]
- Li, Y.; Shi, L.; Wu, C.S.; Jiang, Y.N. Achieving High Property Medium-Thick Ti/Al Dissimilar Joints by Double Side Friction Stir Welding. Sci. Technol. Weld. Join. 2022, 27, 655–663. [Google Scholar] [CrossRef]
- Chen, Y.; Li, Y.; Shi, L.; Wu, C.; Li, S.; Gao, S. Optimizing the Shoulder Diameter for Double Side Friction Stir Welding of Medium-Thick TC4/AA2024 Dissimilar Alloys by Taguchi Optimization Technique. Weld. World 2023, 67, 1887–1899. [Google Scholar] [CrossRef]
- Sundar, A.S.; Kumar, A.; Mugada, K.K. Minimizing Material Flow in the Dissimilar Joining of Al6061 and Ti6Al4V to Mitigate the Adverse Effects of Intermetallic Compounds. Mater. Lett. 2023, 350, 134956. [Google Scholar] [CrossRef]
- Chen, Z.W.; Yazdanian, S. Microstructures in Interface Region and Mechanical Behaviours of Friction Stir Lap Al6060 to Ti–6Al–4V Welds. Mater. Sci. Eng. A 2015, 634, 37–45. [Google Scholar] [CrossRef]
- Buffa, G.; De Lisi, M.; Barcellona, A.; Fratini, L. Material Flow Analysis in Dissimilar Friction Stir Welding of AA2024 and Ti6Al4V Butt Joints. MATEC Web Conf. 2016, 80, 15003. [Google Scholar] [CrossRef]
- Kar, A.; Kailas, S.V.; Suwas, S. Friction Stir Welding of Aluminum to Titanium: Quest for Optimum Tool-Offset, Deformation of Titanium, and Mechanism of Joint Formation. Int. J. Adv. Manuf. Technol. 2023, 128, 1943–1956. [Google Scholar] [CrossRef]
- Kalinenko, A.; Dolzhenko, P.; Borisova, Y.; Malopheyev, S.; Mironov, S.; Kaibyshev, R. Tailoring of Dissimilar Friction Stir Lap Welding of Aluminum and Titanium. Materials 2022, 15, 8418. [Google Scholar] [CrossRef]
- Kuykendall, K.; Nelson, T.; Sorensen, C. On the Selection of Constitutive Laws Used in Modeling Friction Stir Welding. Int. J. Mach. Tools Manuf. 2013, 74, 74–85. [Google Scholar] [CrossRef]
- Arora, A.; Zhang, Z.; De, A.; DebRoy, T. Strains and Strain Rates during Friction Stir Welding. Scripta Mater. 2009, 61, 863–866. [Google Scholar] [CrossRef]
- Li, Z.; Ding, H.; Chen, Y.; Li, J.; Liu, L. Strain Accumulation and Microstructural Evolution During Friction Stir Welding of Pure Magnesium. Front. Mater. 2020, 7, 603464. [Google Scholar] [CrossRef]
- Ma, X.; Xu, S.; Wang, F.; Zhao, Y.; Meng, X.; Xie, Y.; Wan, L.; Huang, Y. Effect of Temperature and Material Flow Gradients on Mechanical Performances of Friction Stir Welded AA6082-T6 Joints. Materials 2022, 15, 6579. [Google Scholar] [CrossRef]
- Svensson, D.; Andersson, T.; Lassila, A.A. Coupled Eulerian–Lagrangian Simulation and Experimental Investigation of Indexable Drilling. Int. J. Adv. Manuf. Technol. 2022, 121, 471–486. [Google Scholar] [CrossRef]
- Ducobu, F.; Riviere-Lorphevre, E.; Filippi, E. Application of the Coupled Eulerian-Lagrangian (CEL) Method to the Modeling of Orthogonal Cutting. Eur. J. Mech. A/Solids 2016, 59, 58–66. [Google Scholar] [CrossRef]
- Ko, J.; Jeong, S.; Kim, J. Application of a Coupled Eulerian-Lagrangian Technique on Constructability Problems of Site on Very Soft Soil. Appl. Sci. 2017, 7, 1080. [Google Scholar] [CrossRef]
- Guerdoux, S.; Fourment, L. A 3D Numerical Simulation of Different Phases of Friction Stir Welding. Model. Simul. Mater. Sci. Eng. 2009, 17, 075001. [Google Scholar] [CrossRef]
- Salloomi, K.N. Fully Coupled Thermomechanical Simulation of Friction Stir Welding of Aluminum 6061-T6 Alloy T-joint. J. Manuf. Process. 2019, 45, 746–754. [Google Scholar] [CrossRef]
- Al-Badour, F.; Merah, N.; Shuaib, A.; Bazoune, A. Coupled Eulerian Lagrangian Finite Element Modeling of Friction Stir Welding Processes. J. Mater. Process. Technol. 2013, 213, 1433–1439. [Google Scholar] [CrossRef]
- Meyghani, B.; Awang, M.B.; Wu, C.S. Thermal Analysis of Friction Stir Processing (FSP) Using Arbitrary Lagrangian-Eulerian (ALE) and Smoothed Particle Hydrodynamics (SPH) Meshing Techniques. Materwiss. Werksttech. 2020, 51, 550–557. [Google Scholar] [CrossRef]
- Ragab, M.; Liu, H.; Yang, G.-J.; Ahmed, M.M.Z. Friction Stir Welding of 1Cr11Ni2W2MoV Martensitic Stainless Steel: Numerical Simulation Based on Coupled Eulerian Lagrangian Approach Supported with Experimental Work. Appl. Sci. 2021, 11, 3049. [Google Scholar] [CrossRef]
- Frigaard, O.; Grong, O.; Midling, O.T. A Process Model for Friction Stir Welding of Age Hardening Aluminum Alloys. Metall. Mater. Trans. A 2001, 32, 1189–1200. [Google Scholar] [CrossRef]
- Soundararajan, V.; Zekovic, S.; Kovacevic, R. Thermo-Mechanical Model with Adaptive Boundary Conditions for Friction Stir Welding of Al 6061. Int. J. Mach. Tools Manuf. 2005, 45, 1577–1587. [Google Scholar] [CrossRef]
- Song, M.; Kovacevic, R. Numerical and Experimental Study of the Heat Transfer Process in Friction Stir Welding. J. Eng. Manuf. 2003, 217, 73–85. [Google Scholar] [CrossRef]
- Xu, S.; Deng, X.; Reynolds, A.P.; Seidel, T.U. Finite Element Simulation of Material Flow in Friction Stir Welding. Sci. Technol. Weld. Join. 2001, 6, 191–193. [Google Scholar] [CrossRef]
- Zhu, Z.; Wang, M.; Zhang, H.; Zhang, X.; Yu, T.; Wu, Z. A Finite Element Model to Simulate Defect Formation during Friction Stir Welding. Metals 2017, 7, 256. [Google Scholar] [CrossRef]
- Johnson, G.R.; Cook, W.H. Fracture Characteristics of Three Metals Subjected to Various Strains, Strain Rates, Temperatures and Pressures. Eng. Fract. Mech. 1985, 21, 31–48. [Google Scholar] [CrossRef]
- Boyer, R.; Welsch, G.; Collings, E.W. (Eds.) Material Properties Handbook: Titanium Alloys; ASM International: Materials Park, OH, USA, 1994. [Google Scholar]
- Lu, X.; Lin, X.; Chiumenti, M.; Cervera, M.; Li, J.J.; Ma, L.; Wei, L.; Hu, Y.; Huang, W. Finite Element Analysis and Experimental Validation of the Thermomechanical Behavior in Laser Solid Forming of Ti-6Al-4V. Addit. Manuf. 2018, 21, 30–40. [Google Scholar] [CrossRef]
- Mechmet Ali, G.; Hasan, B.; Mustafa, C.; Selcuk, M. The Prediction of Surface Roughness and Tool Vibration by Using Metaheuristic-Based ANFIS during Dry Turning of Al Alloy (AA6013). J. Brazil. Soc. Mech. Sci. Eng. 2022, 44, 474. [Google Scholar] [CrossRef]
- Li, L.Q.; Hongbo, X.T.; Caiwang, M.N. Influence of Laser Power on Interfacial Microstructure and Mechanical Properties of Laer Welded-Brazed Al/Steel Dissimilar Butted Joint. J. Manuf. Proc. 2018, 32, 160–174. [Google Scholar] [CrossRef]
- Liu, M.; Zhang, C.; Zhao, H.; Meng, Z.; Chen, L.; Zhao, G. Micro-/Nano-Scale Structure and Elemental Diffusion in the Al/Ti/Al Sandwich Structure. J. Mater. Res. Technol. 2023, 24, 9537–9552. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Constant | Definition | Magnitude | Unit |
|---|---|---|---|
| A | Yield stress at ambient temperature | 324 | MPa |
| B | Strain factor | 114 | MPa |
| n | Strain exponent | 0.42 | - |
| C | Strain rate factor | 0.002 | - |
| Normalized strain rate | 1 | - | |
| Tm | Incipient melting temperature | 582 | °C |
| m | Temperature exponent | 0.4 | - |
| Material | Density, kg/m3 | Thermal Conductivity, W/(m × K) | Specific Heat, J/(kg × K) | Young’s Modulus, GPa | Poisson’s Ratio |
|---|---|---|---|---|---|
| AA6013 | 2750 | 161 | 945 | 60 | 0.3 |
| Ti-6Al-4V | 4520 | 20.4 | 523 | 122 | 0.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kalinenko, A.; Dolzhenko, P.; Malopheyev, S.; Yuzbekova, D.; Borisova, Y.; Shishov, I.; Mishin, V.; Mironov, S.; Kaibyshev, R. Interfacial Microstructure Produced during Dissimilar AA6013/Ti-6Al-4V Friction Stir Lap Welding under Zero-Penetration Condition. Metals 2023, 13, 1667. https://doi.org/10.3390/met13101667
Kalinenko A, Dolzhenko P, Malopheyev S, Yuzbekova D, Borisova Y, Shishov I, Mishin V, Mironov S, Kaibyshev R. Interfacial Microstructure Produced during Dissimilar AA6013/Ti-6Al-4V Friction Stir Lap Welding under Zero-Penetration Condition. Metals. 2023; 13(10):1667. https://doi.org/10.3390/met13101667
Chicago/Turabian StyleKalinenko, Alexander, Pavel Dolzhenko, Sergey Malopheyev, Diana Yuzbekova, Yuliya Borisova, Ivan Shishov, Vasiliy Mishin, Sergey Mironov, and Rustam Kaibyshev. 2023. "Interfacial Microstructure Produced during Dissimilar AA6013/Ti-6Al-4V Friction Stir Lap Welding under Zero-Penetration Condition" Metals 13, no. 10: 1667. https://doi.org/10.3390/met13101667
APA StyleKalinenko, A., Dolzhenko, P., Malopheyev, S., Yuzbekova, D., Borisova, Y., Shishov, I., Mishin, V., Mironov, S., & Kaibyshev, R. (2023). Interfacial Microstructure Produced during Dissimilar AA6013/Ti-6Al-4V Friction Stir Lap Welding under Zero-Penetration Condition. Metals, 13(10), 1667. https://doi.org/10.3390/met13101667