
Joint Quality Assessment of Ultrasonic Metal Welded Parts by Fracture Surface Evaluation


Abstract
:1. Introduction
1.1. Joint Formation
1.2. Quality Assessment and Prediction
1.3. Real Welding Area and Specific Strength
1.4. Conclusion on the State-of-the-Art and Aim of This Study
2. Materials and Methods
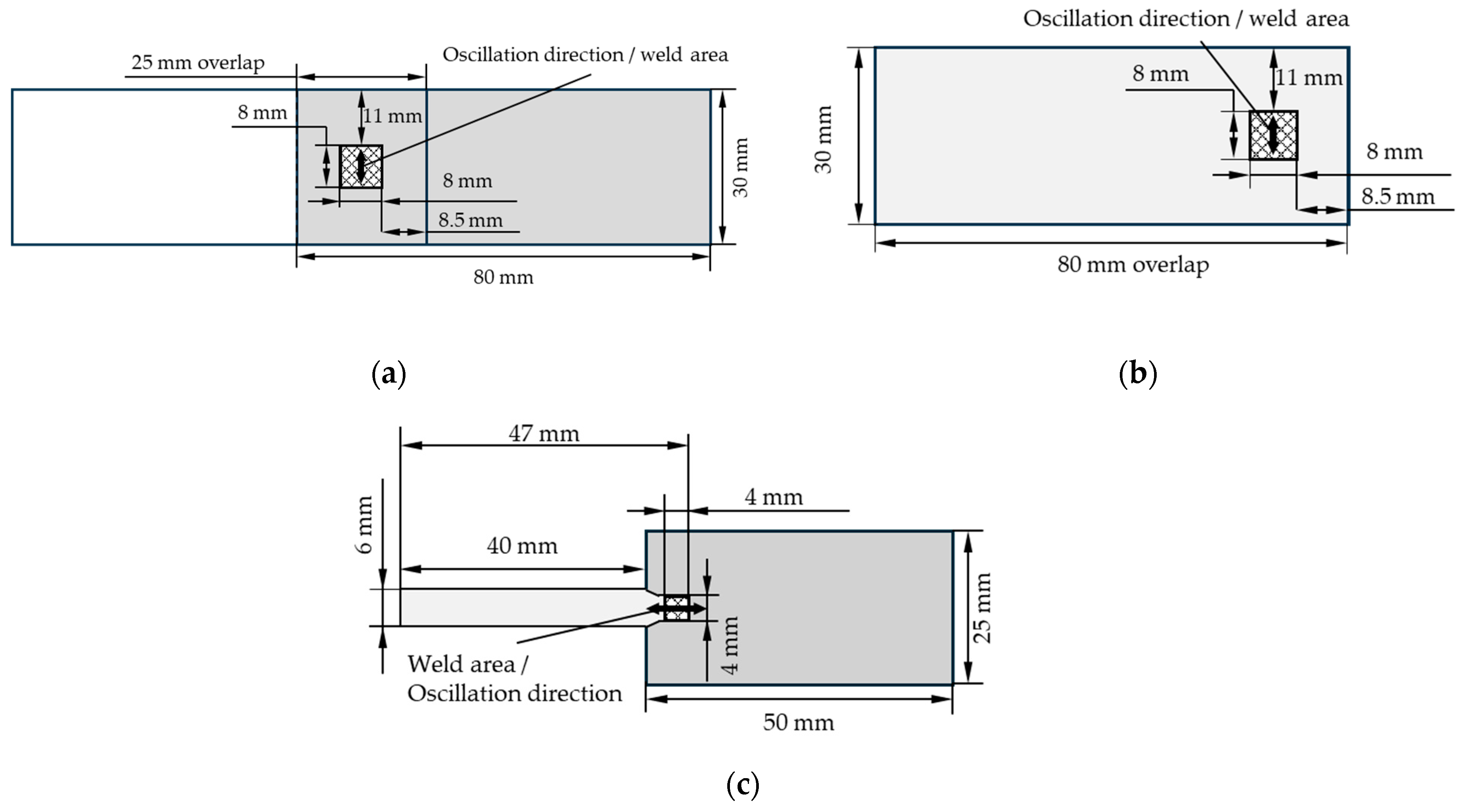
2.1. Materials and Welding Processes
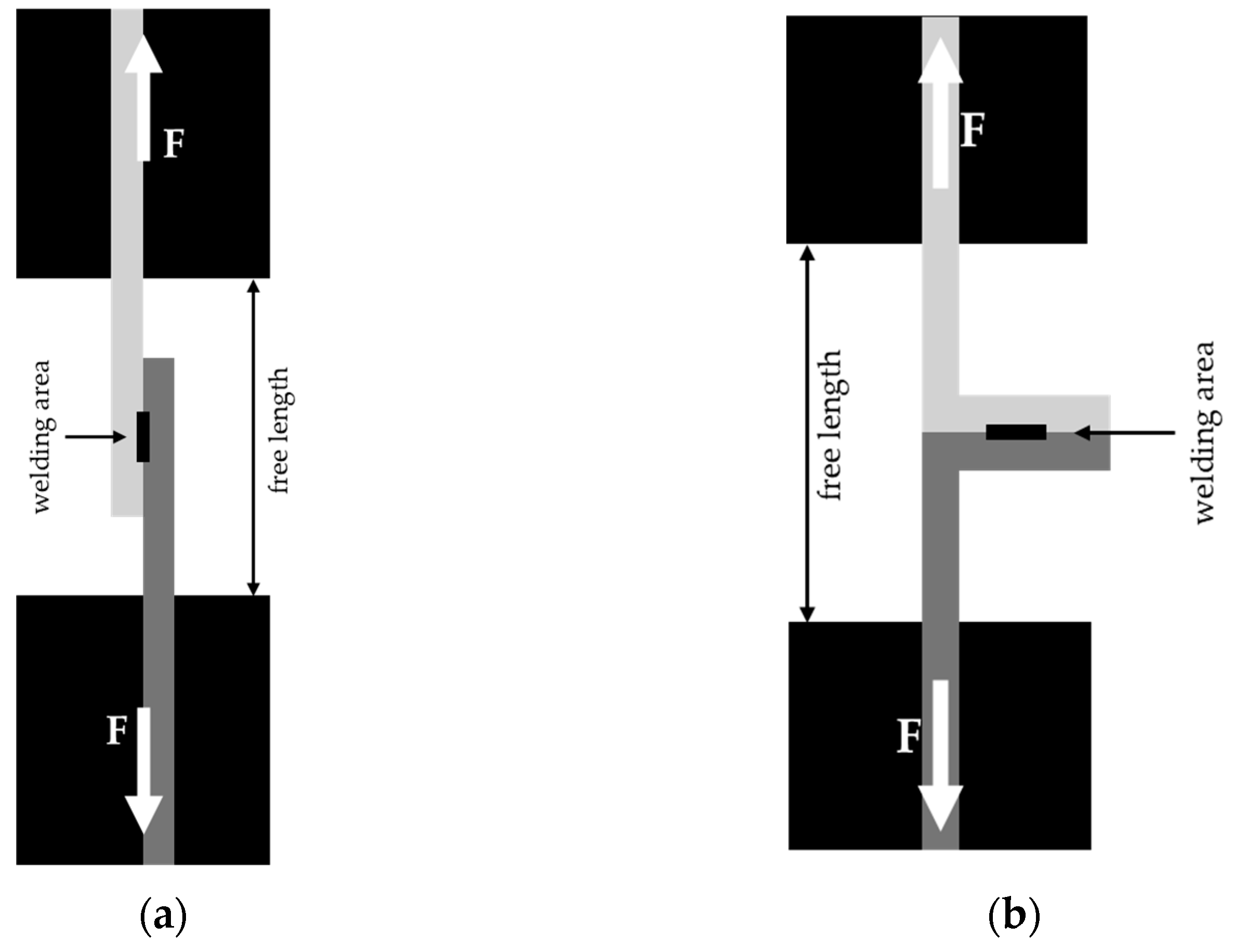
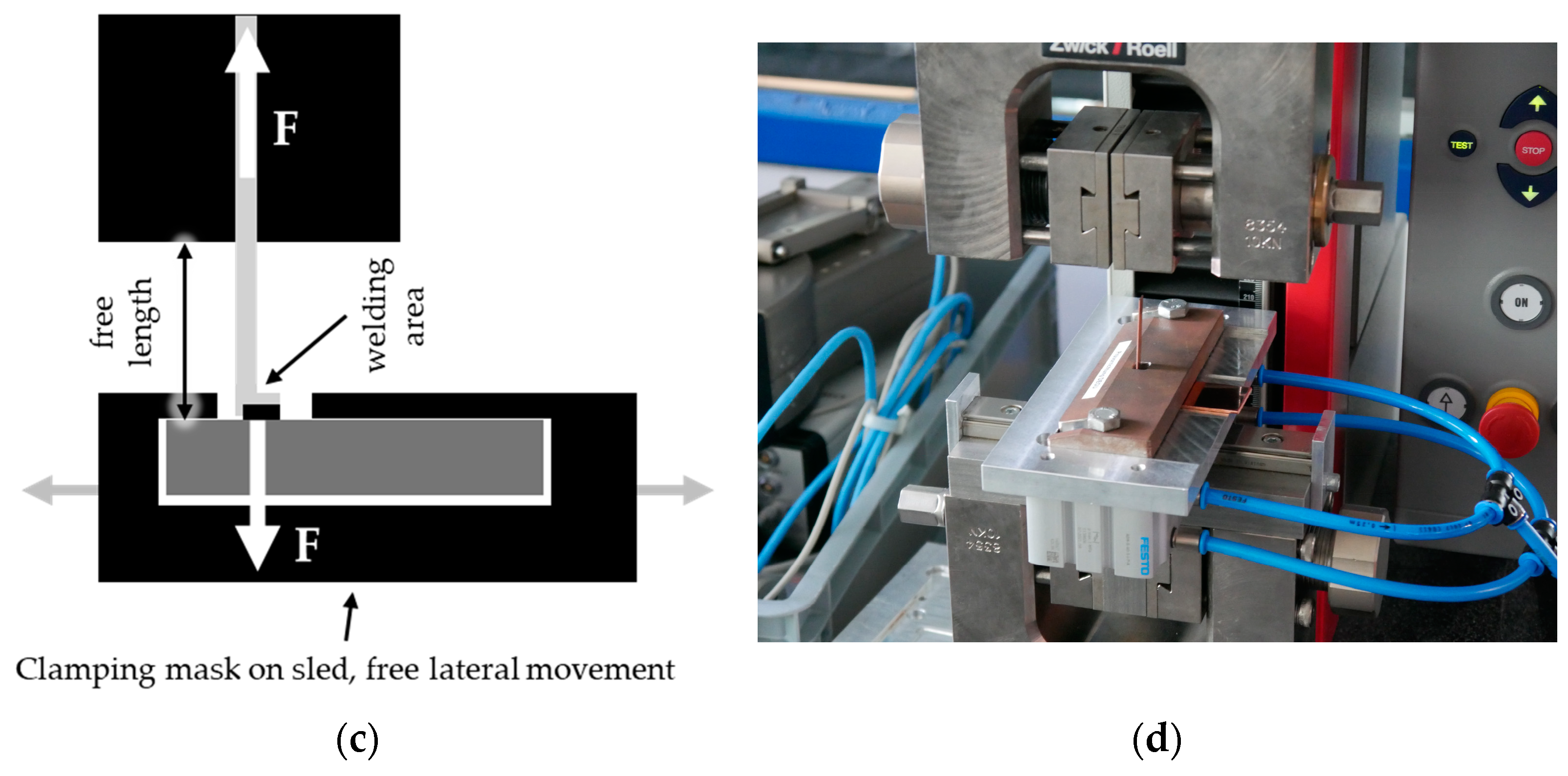
2.2. Mechanical Testing
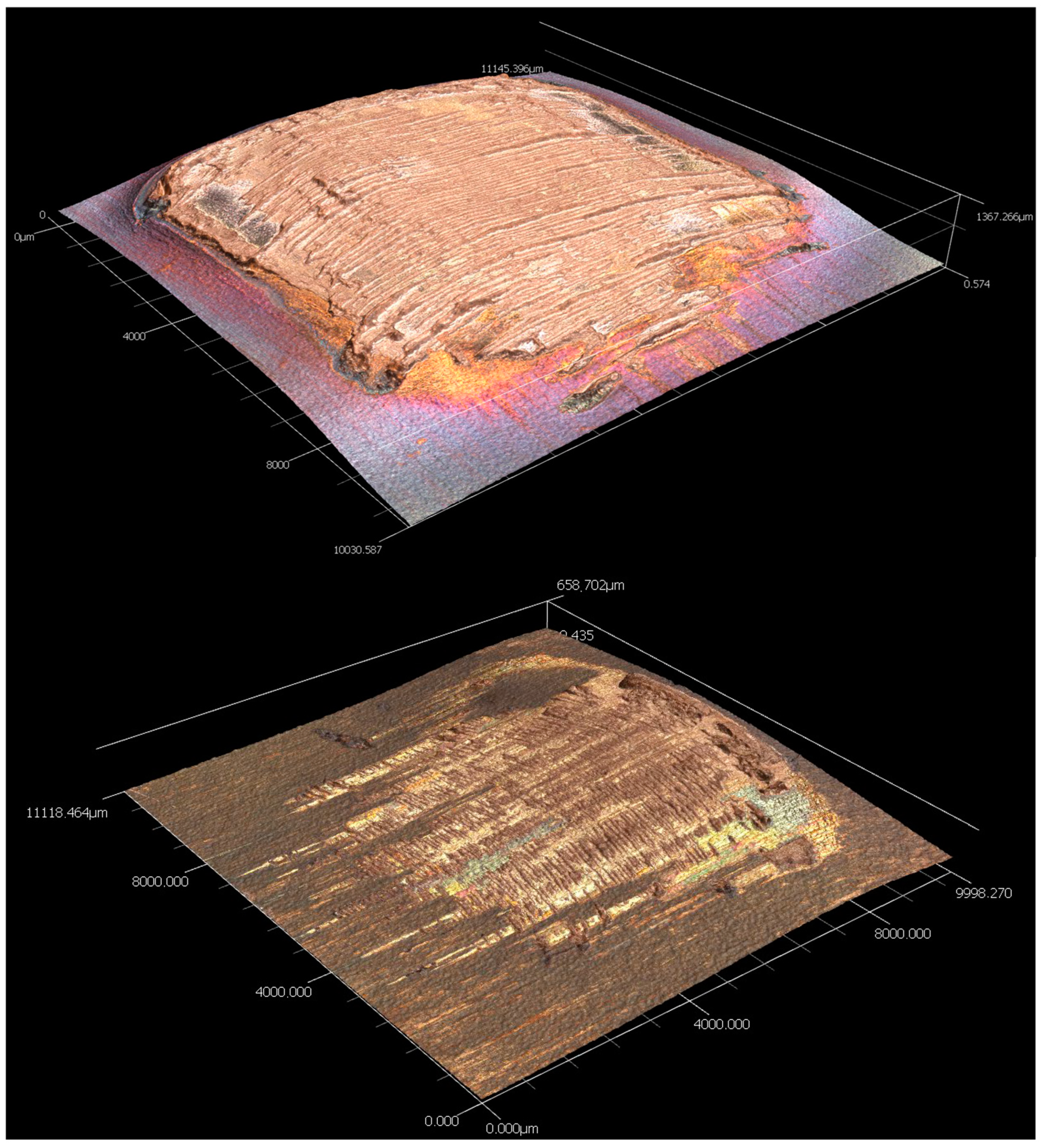
2.3. Image Acquisition and Sample Processing
3. Modeling of Joint Quality and Joint Area
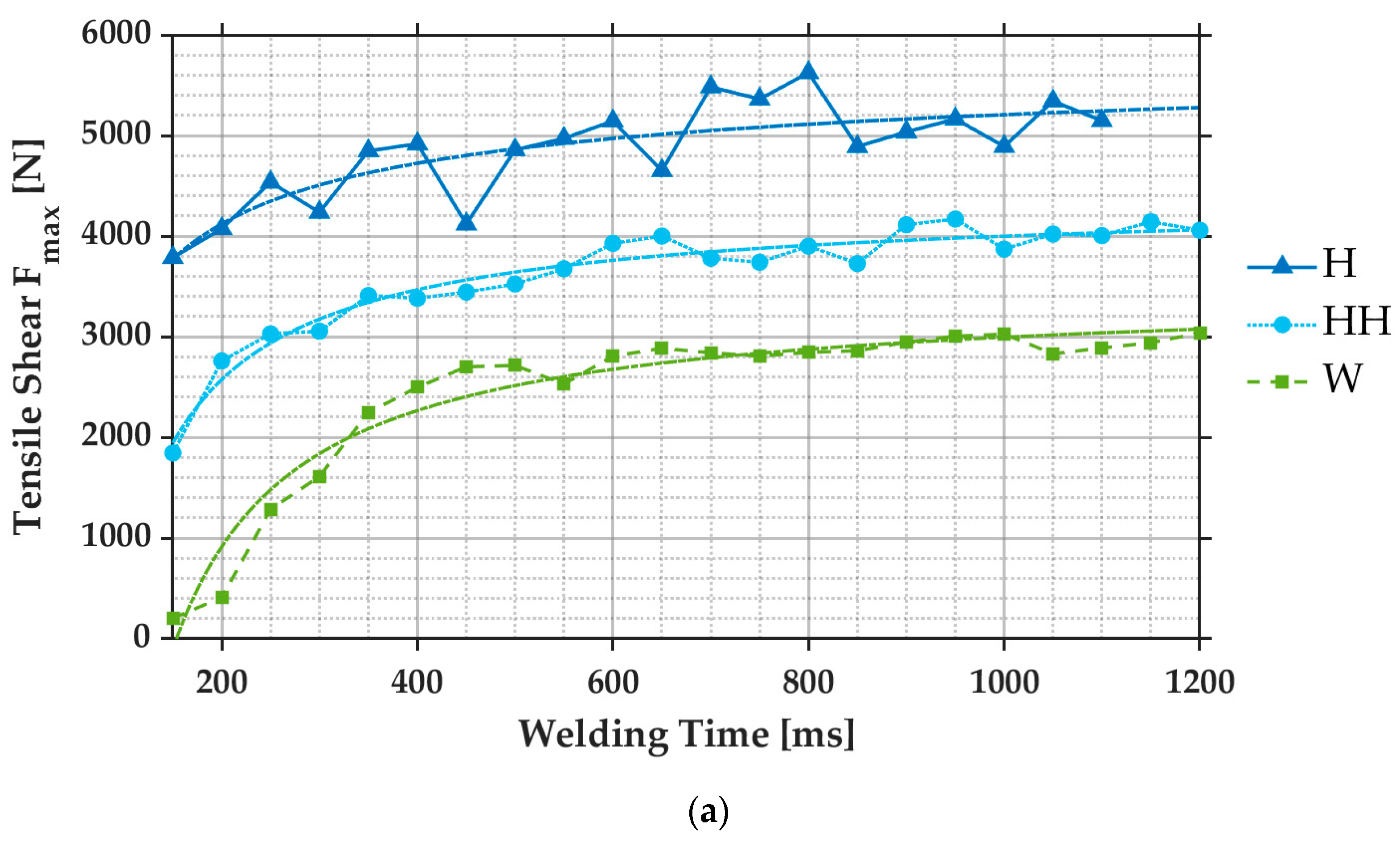
3.1. Mechanical Test Results—Joint Formation over Welding Time
3.1.1. Joint Quality Models of Test Series 1
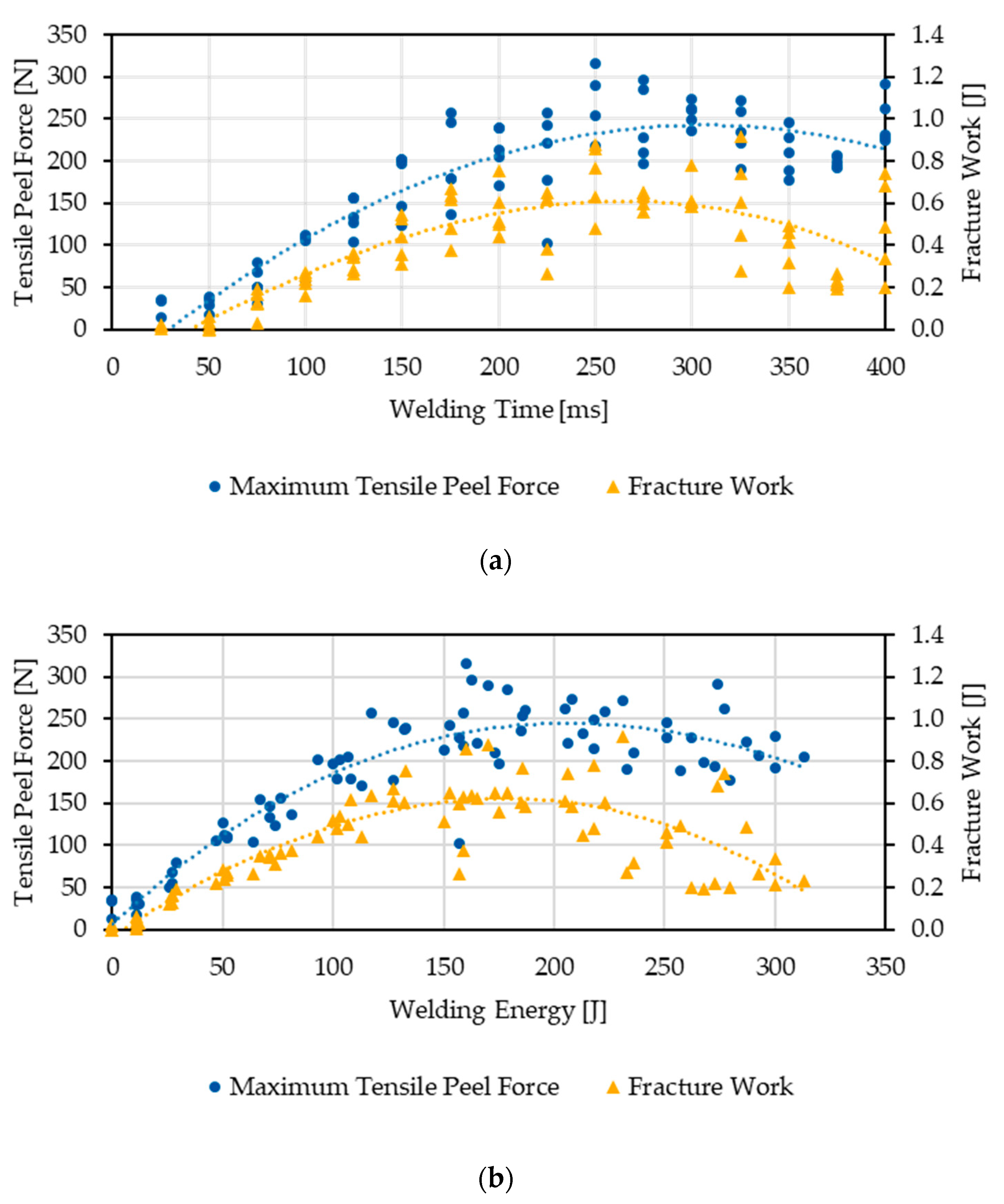
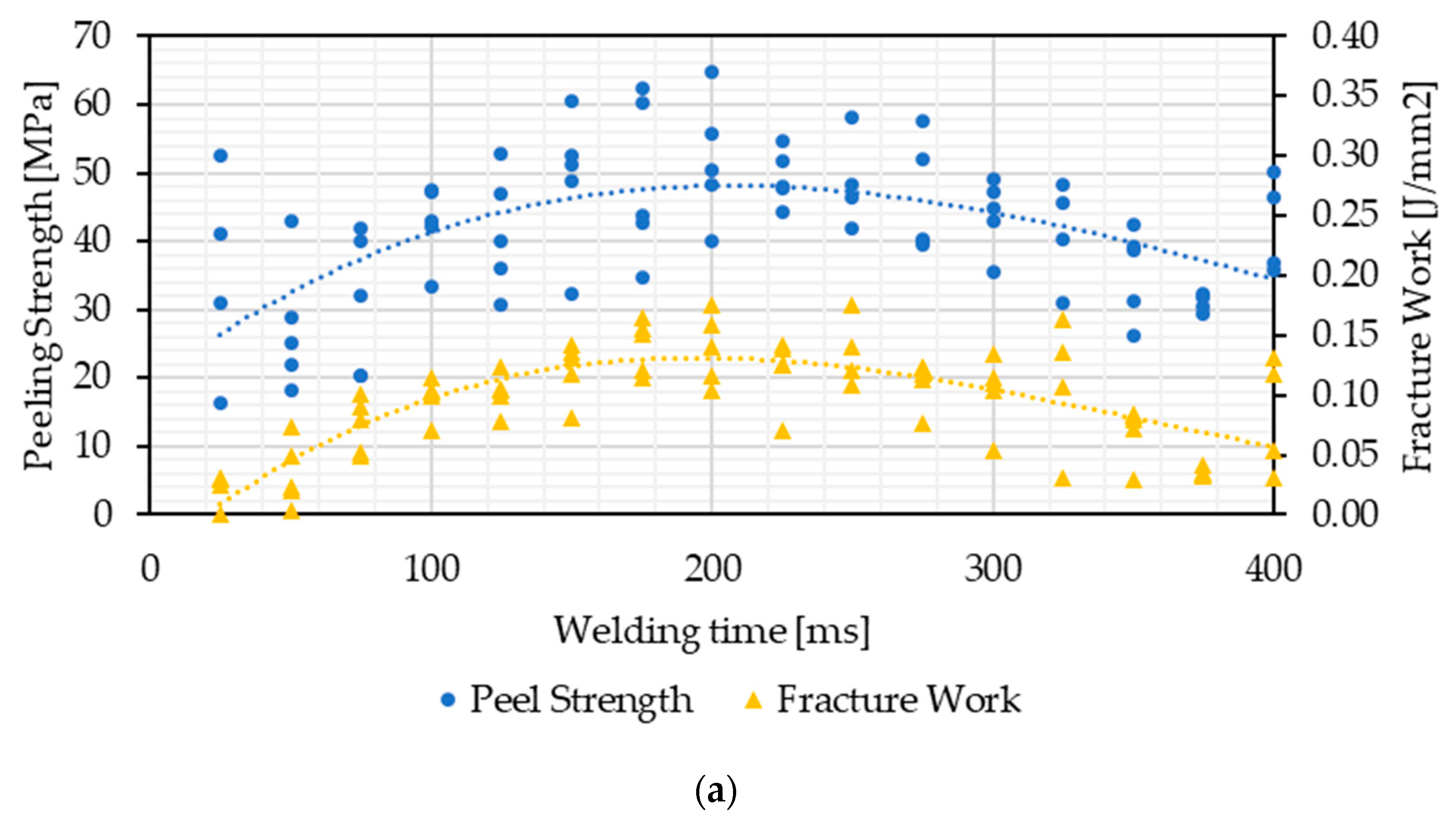
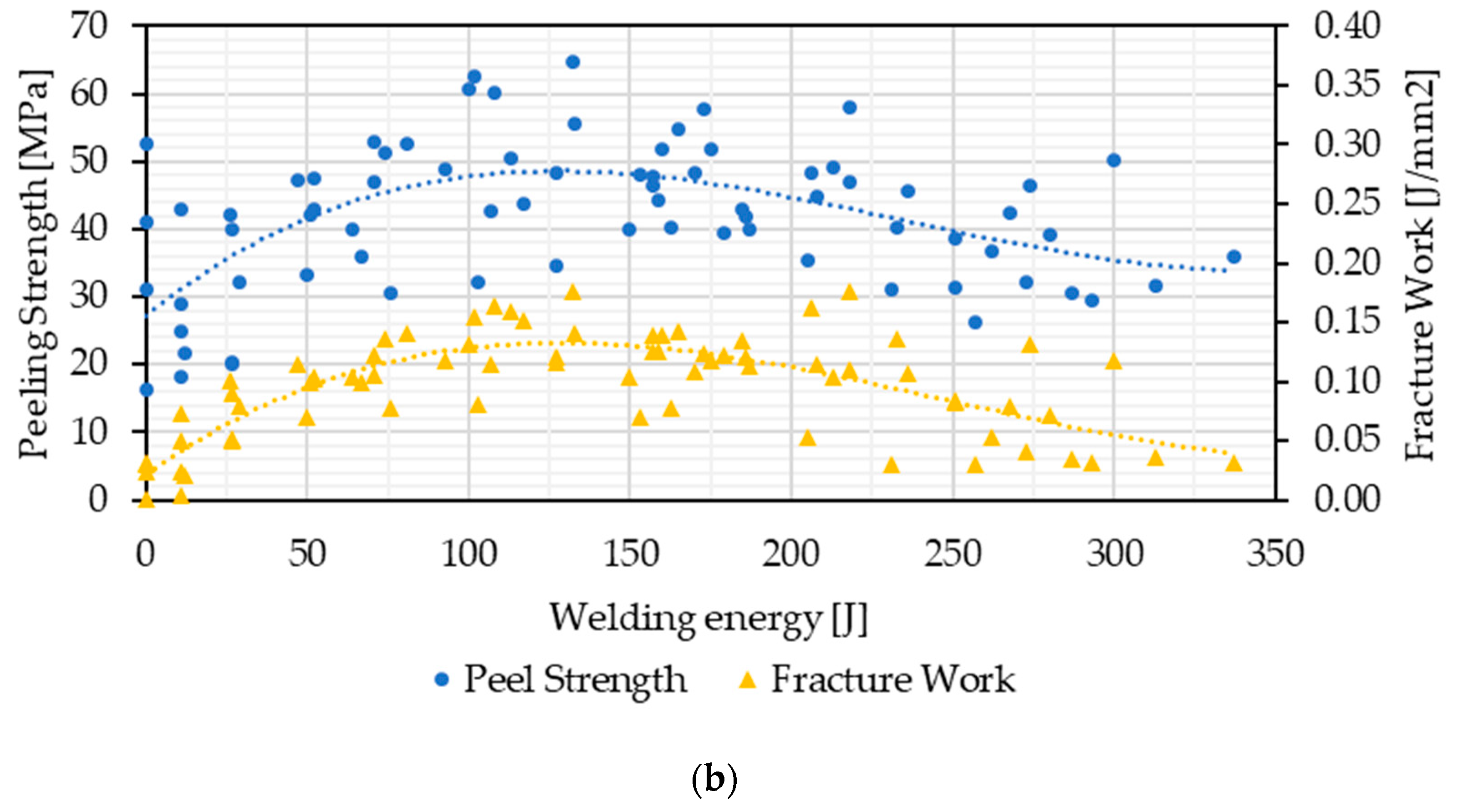
3.1.2. Joint Quality Models of Test Series 2
3.2. Joint Area Determination
3.2.1. Test Series 1
3.2.2. Test Series 2
4. Development of Joint Strength over Time
4.1. Effective Strength
4.1.1. Effective Strength of Test Series 1
4.1.2. Effective Strength of Test Series 2
4.2. Significance of the Results for Joint Formation
5. Conclusions and Outlook
5.1. Summary
5.2. Conclusions
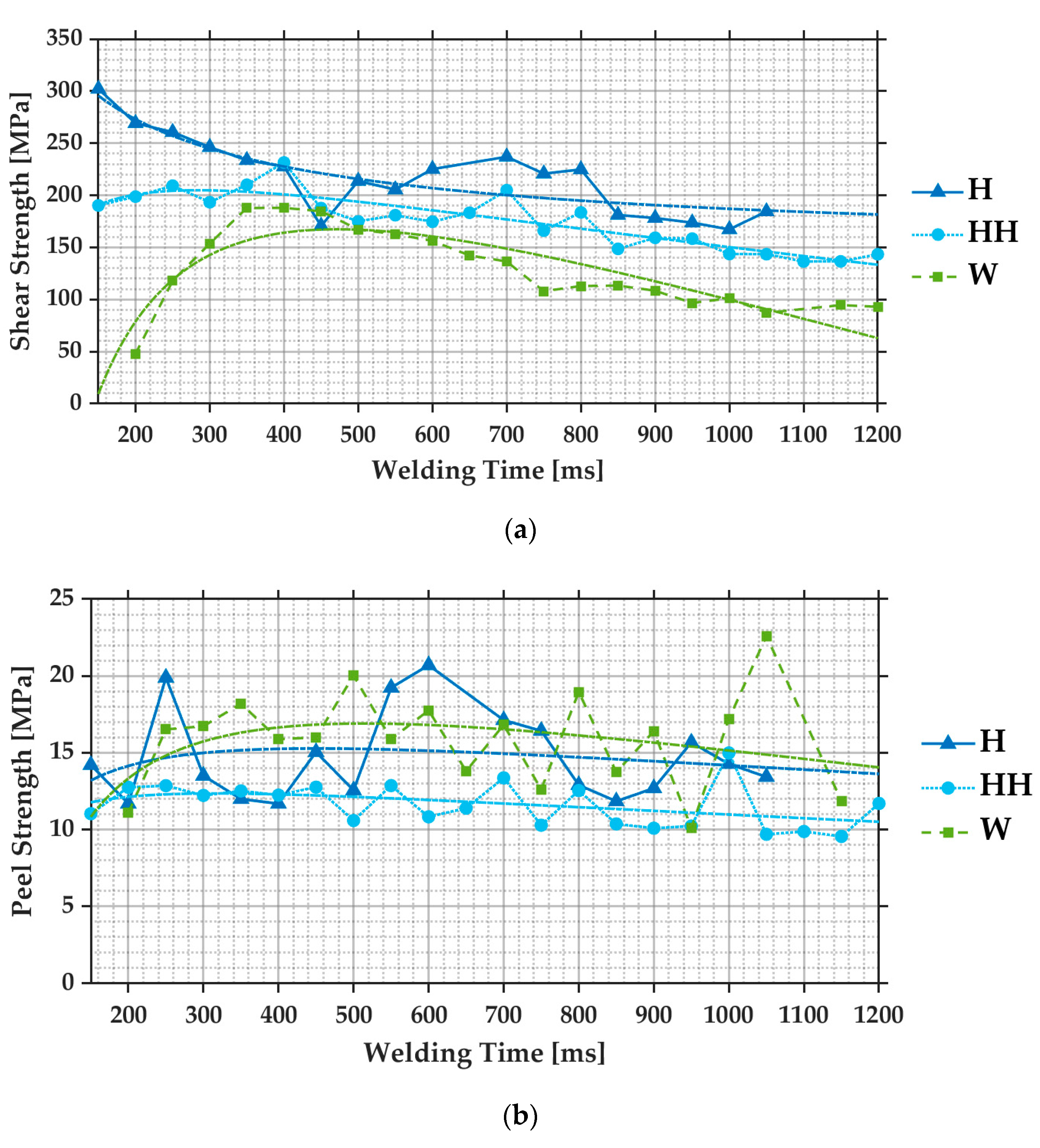
- Maximum shear tensile force, peel tensile force and fracture work are not linearly related quality features. The shear tensile force increases sharply, especially at the beginning of the weld, and then continues to grow slowly over the course of welding. The characteristic values based on the peel tensile test grow more continuously but have significantly more scatter. This is also observable in models with R2 of up to 95% for shear forces, 70–80% for maximum peel test forces, depending on test setup and part geometry, and 60% for fracture work. Accordingly, several quality parameters should be taken into account as part of process development and qualification.
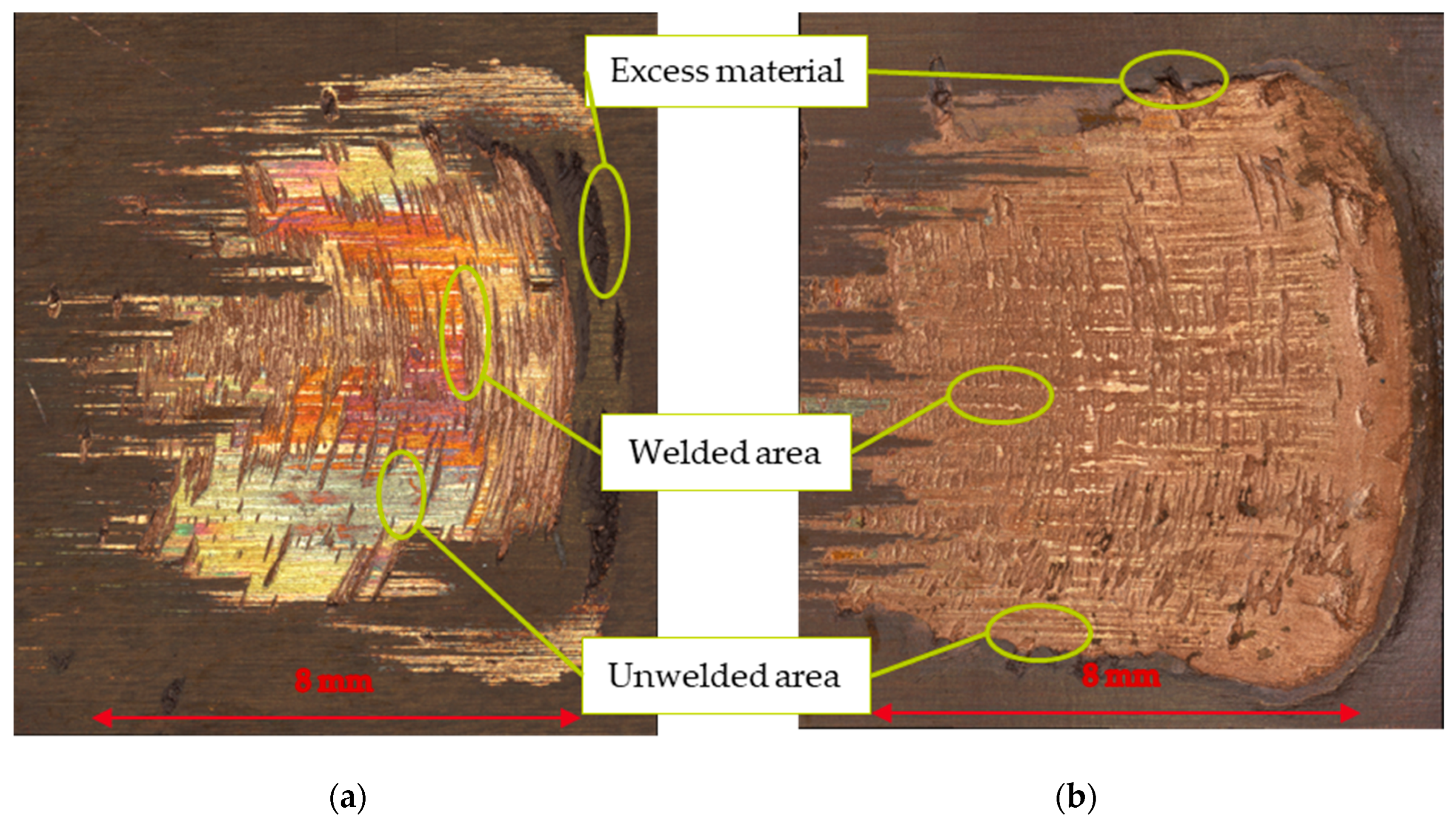
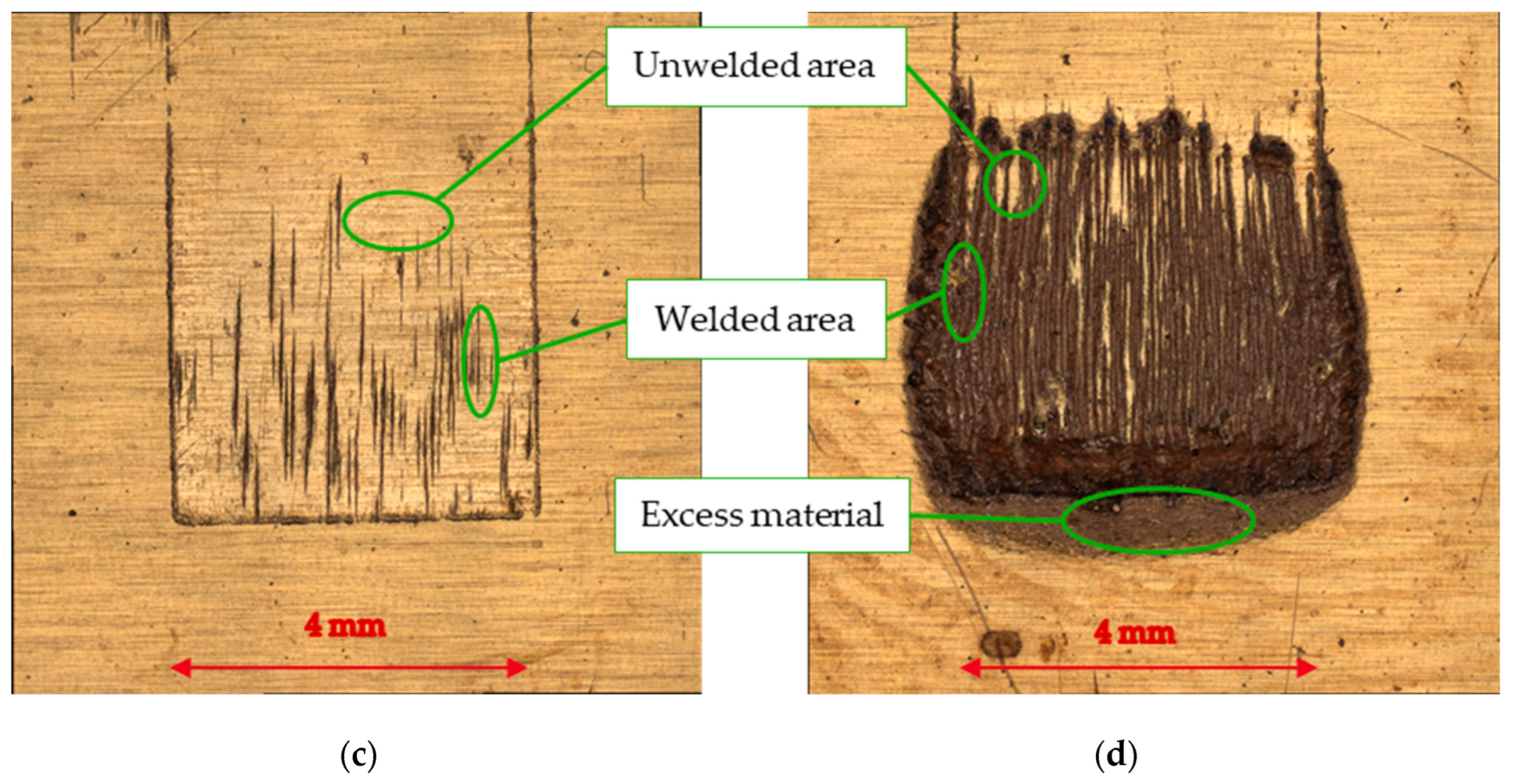
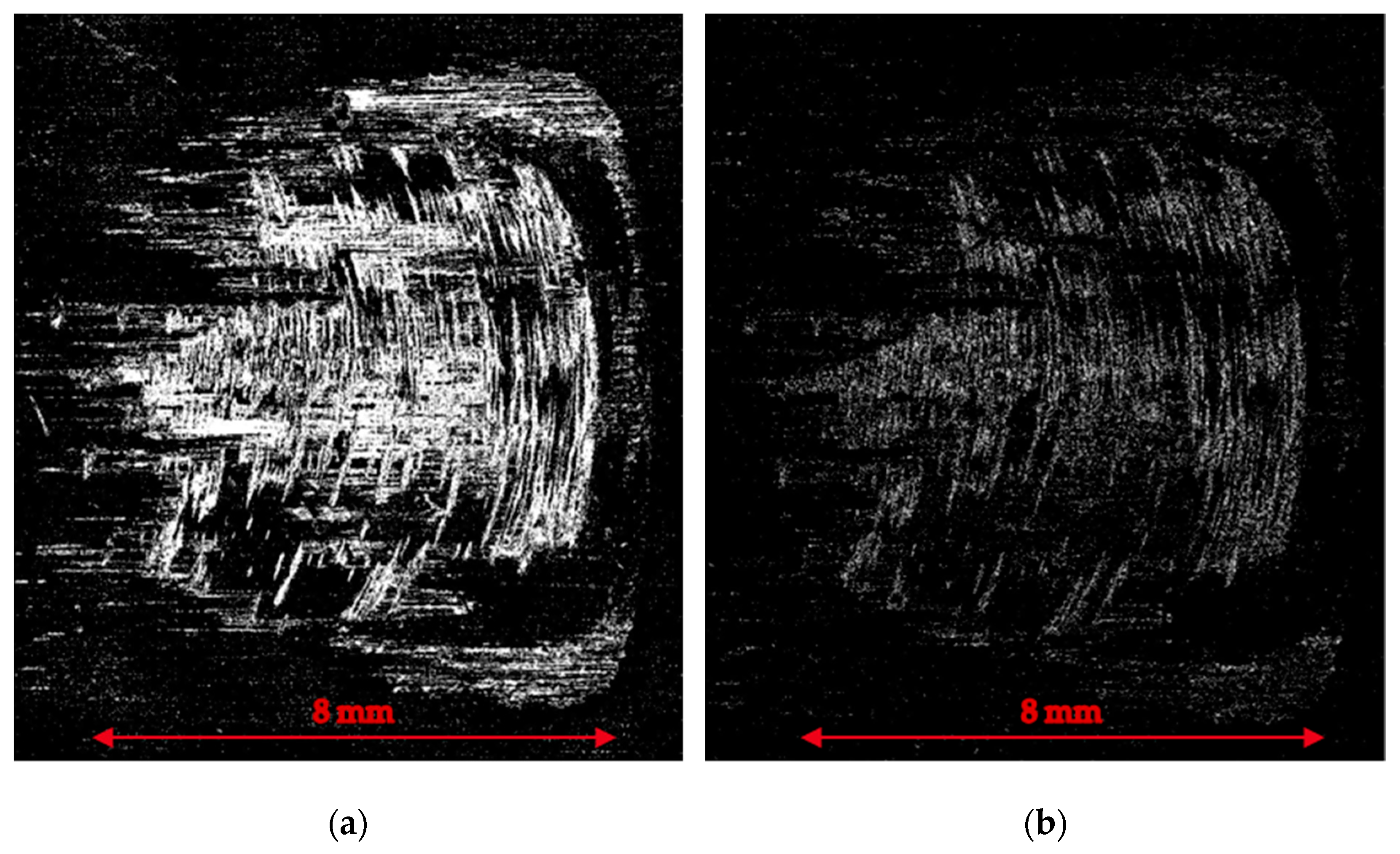
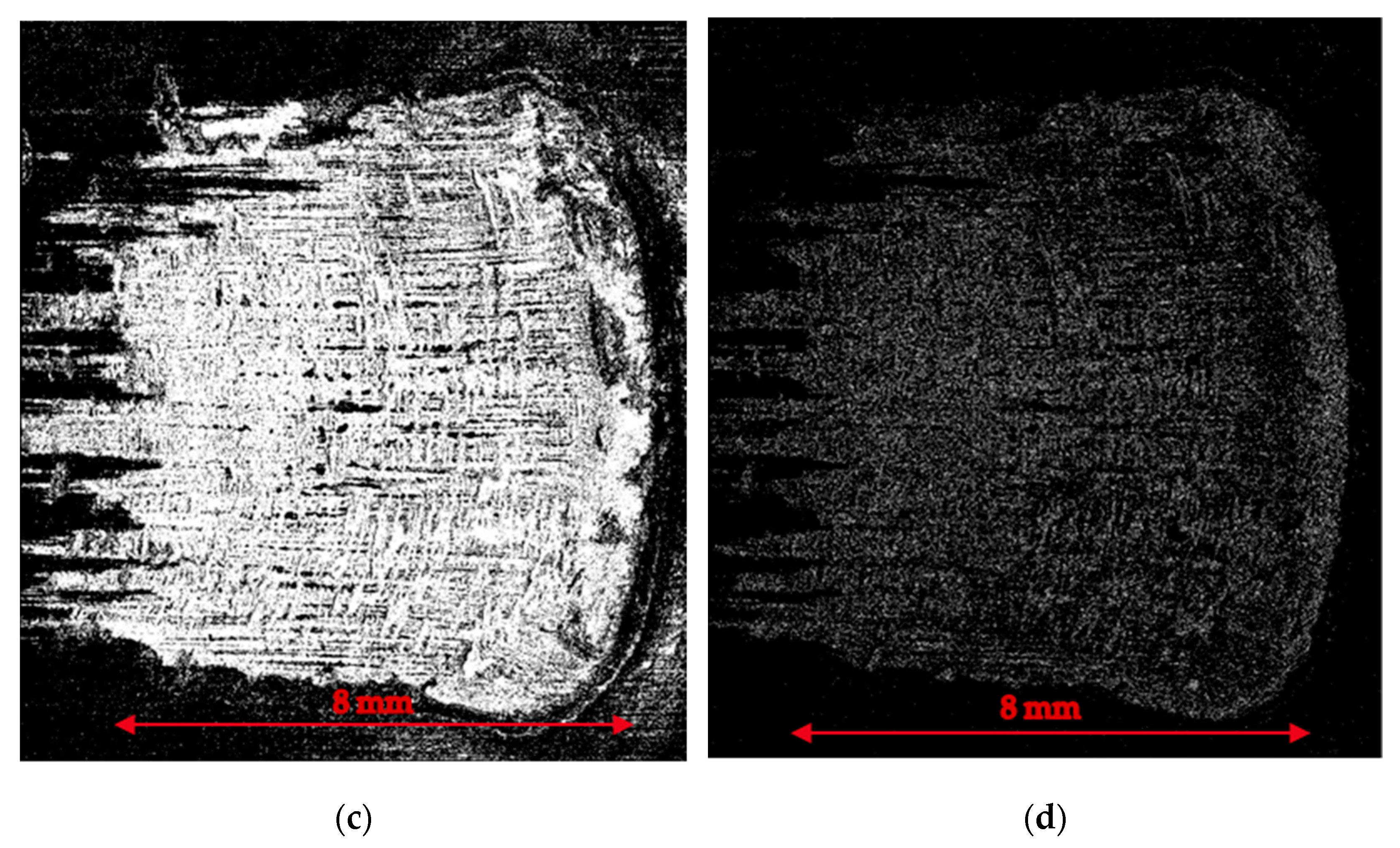
- The fracture surface analysis is suitable to determine the real joint area based on peel tensile tested samples. Even for similar material joints, using 3D images and aids such as targeted oxidation for coloring, sufficient accuracy can be achieved.
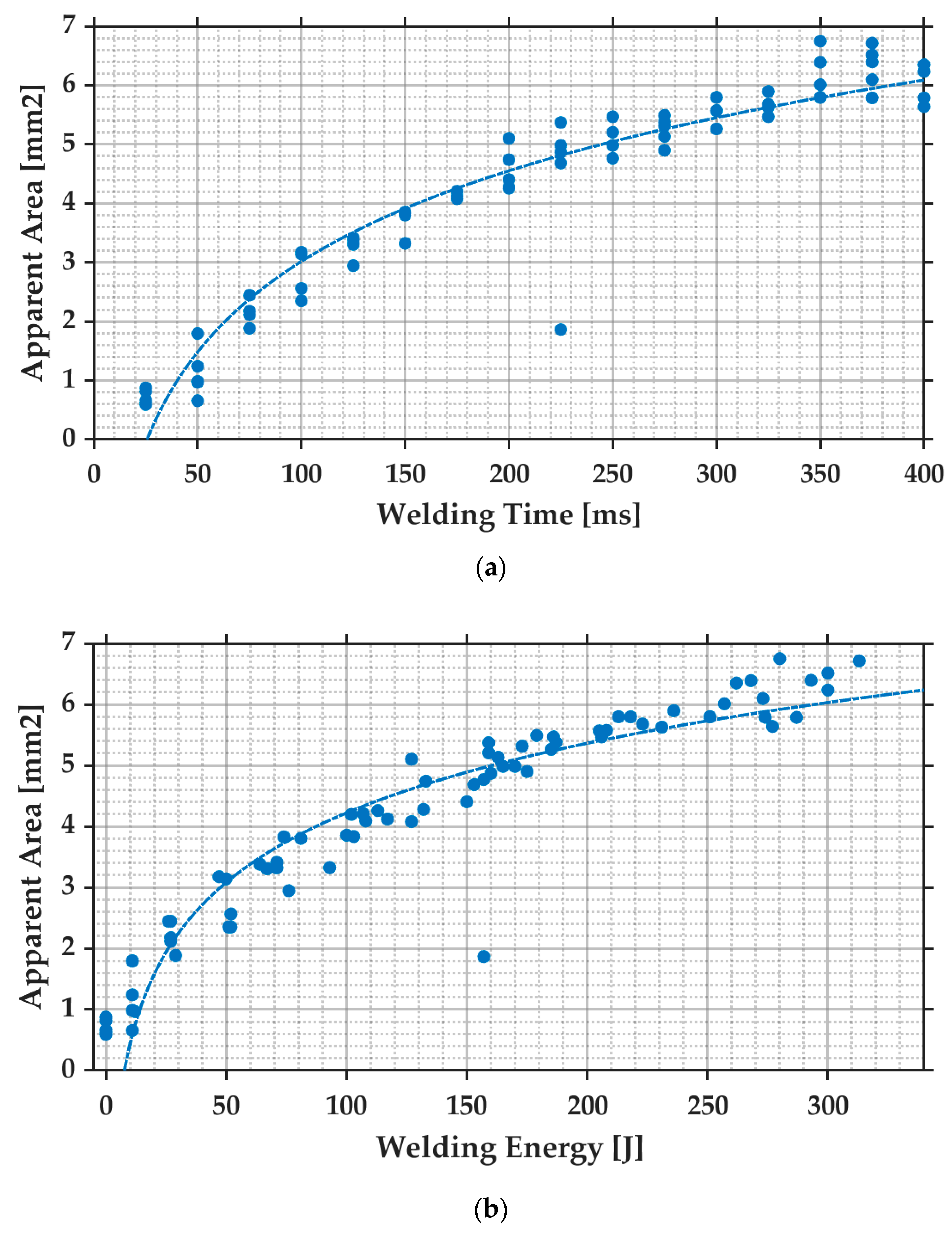
- The growth of the joint area is comparable to the growth of the maximum tensile shear force, rapidly growing in the beginning and slowly growing in the latter stages of joint formation. Softer material rolling states delay joint formation, but the final joint area is impacted in neglectable ways. A real weld area of 1/3 to 1/2 of the sonotrode surface area is a plausible value for an optimized parameter set of copper–copper welds. We can report a joint area of 30 mm2 of 64 mm2 for test series 1 and 6 mm2 of 16mm2 for test series 2.
- For test series 2, measuring the joint area appears to be a comparatively robust method of quality assessment. The results can be described as a model with an R2 of 91%, while for the mechanical tests, which are subject to a high degree of scatter, only an R2 of 81% for the peel tensile force and 64% for the fracture work can be determined.
- The tensile shear strength strongly depends on the base material strength, is similar to this at the beginning of the weld, and decreases with the welding time, e.g., for hard material with a determined base material strength of 305 MPa, a maximum strength of 300 MPa can be observed at the beginning of the welding process.
- Depending on the original rolling condition, between 43% and 59% of the original material strength can be identified as the resulting material strength in the joint area.
5.3. Outlook
- Sample preparation and the determination of the joint area must be optimized and standardized so that it can be repeatedly used for different joints and material combinations.
- By efficiently automating the process, the necessary data can be collected to correlate process data, relative movements of the components to each other and the behavior of the micro-welds or weld surface growth.
- It should be investigated whether the actual weld area can also serve as a target value for predicting the joint quality, and if the acquired models do perform better than the equivalent models predicting maximum peel forces.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material 1 |
RM 2 [MPa] |
Thickness [mm] |
Hardness 3 [HV] |
SA 4 [µm] |
SZ 4 [µm] |
Free Surface Energy 5 [mN/m] |
|---|---|---|---|---|---|---|
| EN CW004A soft | 232 | 1.0 | 54 | 0.678 | 4.043 | 26.71 |
| EN CW004A half-hard | 257 | 1.0 | 71 | 0.133 | 1.719 | 21.51 |
| EN CW004A hard | 305 | 1.0 | 99 | 0.159 | 2.498 | 23.57 |
| EN CW008A half-hard | 259 | 1.5 | 78 | 0.158 | 4.534 | 37.65 |
| EN CW004A half-hard | 249 | 0.5 | 82 | 0.415 | 8.104 | 36.76 |
| Material 1 | EN CW004A | EN CW004A | EN CW004A | EN CW004A | EN CW008A |
|---|---|---|---|---|---|
| Rolling State 1 | Soft | Half-Hard | Hard | Half-Hard | Half-Hard |
| Thickness | 1 [mm] | 1 [mm] | 1 [mm] | 0.5 [mm] | 1.5 [mm] |
| Zn | 0.0164 | 0.0236 | 0.0177 | 0.0050 | 0.0049 |
| Pb | <0.0008 | <0.0008 | <0.0008 | <0.00030 | <0.00030 |
| Sn | <0.0001 | <0.0001 | <0.0001 | 0.00031 | 0.00024 |
| P | 0.0005 | 0.0022 | 0.0012 | 0.00048 | <0.00020 |
| Mn | <0.0010 | <0.0010 | <0.0010 | <0.00010 | <0.00010 |
| Fe | 0.0175 | 0.0185 | 0.0176 | 0.0035 | 0.00035 |
| Ni | 0.0044 | 0.0051 | 0.0042 | 0.00075 | 0.00053 |
| Si | <0.0005 | 0.0006 | 0.0006 | 0.00079 | 0.0063 |
| Mg | 0.0001 | 0.0002 | 0.0001 | 0.00014 | 0.00030 |
| Cr | <0.0002 | 0.0004 | <0.0002 | <0.00020 | <0.00020 |
| Te | -- | - | <0.00030 | <0.00030 | |
| As | <0.0001 | 0.0001 | 0.0001 | <0.00020 | <0.00020 |
| Sb | <0.0005 | <0.0005 | <0.0005 | <0.00100 | <0.00100 |
| Cd | - | - | - | <0.00010 | <0.00010 |
| Bi | <0.0007 | <0.0007 | <0.0007 | <0.00050 | <0.00050 |
| Ag | 0.0010 | 0.0013 | 0.0011 | 0.00056 | 0.00048 |
| Co | 0.0043 | 0.0047 | 0.0050 | <0.00040 | <0.00040 |
| Al | 0.0094 | 0.0104 | 0.0103 | 0.0310 | 0.0124 |
| S | 0.0004 | 0.0011 | 0.0014 | 0.00071 | 0.0010 |
| Be | 0.0229 | 0.0234 | 0.0235 | <0.00010 | <0.00010 |
| Zr | 0.0003 | 0.0003 | 0.0003 | 0.00064 | 0.00068 |
| Au | - | - | - | <0.00050 | <0.00050 |
| B | - | - | - | <0.00020 | <0.00020 |
| Ti | - | - | - | <0.00020 | <0.00020 |
| Se | - | - | - | <0.00030 | <0.00030 |
| Pt | - | - | - | <0.00020 | <0.00020 |
| Cu | Rem (99.9) | Rem (99.9) | Rem (99.9) | Rem (99.9) | Rem (100.0) |
References
- De Vries, E. Mechanics and Mechanisms of Ultrasonic Metal Welding. Ph.D. Thesis, Ohio State University, Columbus, OH, USA, 2004. Available online: http://rave.ohiolink.edu/etdc/view?acc_num=osu1078415529 (accessed on 1 June 2024).
- Nishimura, J.; Kido, K.; Momose, F.; Goto, T. Development of ultrasonic welding for IGBT module structure. In Proceedings of the 22nd International Symposium on Power Semiconductor Devices & IC’s (ISPSD), Hiroshima, Japan, 6–10 June 2010; pp. 293–296. [Google Scholar]
- Lee, S. Process and Quality Characterization for Ultrasonic Welding of Lithium-Ion Batteries. Ph.D. Thesis, University of Michigan, Ann Arbor, MI, USA, 2013. Available online: https://hdl.handle.net/2027.42/99803 (accessed on 1 June 2024).
- Balz, I. Prozessanalyse der Thermo-Mechanischen Vorgänge Während der Verbindungsbildung beim Metall-Ultraschallschweißen. Dissertation Thesis, RWTH Aachen University, Aachen, Germany, 2020. [Google Scholar] [CrossRef]
- Balle, F.; Magin, J. Ultrasonic Spot and Torsion Welding of Aluminum to Titanium Alloys: Process, Properties and Interfacial Microstructure. Phys. Procedia 2015, 70, 846–849. [Google Scholar] [CrossRef]
- Li, J.; Zillner, J.; Balle, F. In-Depth Evaluation of Ultrasonically Welded Al/Cu Joint: Plastic Deformation, Microstructural Evolution, and Correlation with Mechanical Properties. Materials 2023, 16, 3033. [Google Scholar] [CrossRef] [PubMed]
- Al-Sarraf, Z.; Lucas, M. A study of weld quality in ultrasonic spot welding of similar and dissimilar metals. MPSVA. J. Phys. Conf. Ser. 2012, 382, 012013. [Google Scholar] [CrossRef]
- Wu, X.; Liu, T.; Cai, W. Microstructure, welding mechanism, and failure of Al/Cu ultrasonic welds. J. Manuf. Process. 2015, 20, 321–331. [Google Scholar] [CrossRef]
- Schwarz, E.B.; Bleier, F.; Guenter, F.; Mikut, R.; Bergmann, J.P. Improving process monitoring of ultrasonic metal welding using classical machine learning methods and process-informed time series evaluation. J. Manuf. Process. 2022, 77, 54–62. [Google Scholar] [CrossRef]
- Harthoorn, J.L. Ultrasonic Metal Welding. Ph.D. Thesis, Technische Hogeschool Eindhoven, Eindhoven, The Netherlands, 1978. [Google Scholar] [CrossRef]
- Müller, F.W.; Mirz, C.; Weil, S.; Schiebahn, A.; Corves, B.; Reisgen, U. Weld quality characterization by vibration analysis for ultrasonic metal welding processes. J. Adv. Join. Process. 2023, 8, 100149. [Google Scholar] [CrossRef]
- USCAR38-2; Performance Specification for Ultrasonically Welded Wire Terminations. SAE International: Warrendale, PA, USA, 2023. [CrossRef]
- USCAR45; Performance Specification for Welded Wire-to-Wire Splices. SAE International: Warrendale, PA, USA, 2018. [CrossRef]
- Müller, F.W.; Mirz, C.; Weil, S.; Reisgen, U.; Schiebahn, A.; Corves, B. Schlussbericht zum Vorhaben IGF-Nr.: 20.161N/Systemidentifikation und Monitoring von Metall-Ultraschallschweißprozessen; DVS Forschungsvereinigung: Dusseldorf, Germany, 2021; ISBN 978-3-96870-507-1. [Google Scholar]
- Li, J.; Balle, F. In-situ observation of the bond formation process during ultrasonic metal welding of Al/Cu joints using Laser Doppler Vibrometry. J. Manuf. Process. 2023, 106, 1–11. [Google Scholar] [CrossRef]
- Fujii, H.T.; Goto, Y.; Sato, Y.S.; Kokawa, H. Microstructure and lap shear strength of the weld interface in ultrasonic welding of Al alloy to stainless steel. Scr. Mater. 2016, 116, 135–138. [Google Scholar] [CrossRef]
- Bergmann, J.P.; Regensburg, A.; Schürer, R.; Petzoldt, F.; Herb, A. Effect of the interface characteristics on the joint properties and diffusion mechanisms during ultrasonic metal welding of Al/Cu. Weld. World 2017, 61, 499–506. [Google Scholar] [CrossRef]
- Müller, F.; Liu, J.; Schiebahn, A.; Reisgen, U. Influence of workpiece geometry and natural frequencies on ultrasonic metal welding. Proc. Inst. Mech. Eng. Part L J. Mater. Des. Appl. 2024. [Google Scholar] [CrossRef]
- Huang, H.; Chen, J.; Feng, Z.; Sun, X. Modal Analysis of Ultrasonic Spot Welding for Lightweight Metals Joining. Metals 2023, 13, 1735. [Google Scholar] [CrossRef]
- Li, P.; Wang, Z.; Diao, M.; Guo, C.; Wang, J.; Zhao, C.; Jiang, F. Effect of processing parameters on bond properties and microstructure evolution in ultrasonic additive manufacturing (UAM). Mater. Res. Express 2021, 8, 036507. [Google Scholar] [CrossRef]
- Watanabe, T.; Yanagisawa, A.; Konuma, S.; Yoneda, A.; Ohashi, O. Effect of oxide film on bond strength of ultrasonically welded joints, and welding process. Study of ultrasonic welding of dissimilar metals (2nd Report). Weld. Int. 1999, 13, 936–944. [Google Scholar] [CrossRef]
- Yang, J.; Ni, Z.; Nazarov, A.A.; Ye, F. Effect of Alcohol on the Mechanical and Electrical Properties of Ultrasonic Spot Welded Cu/Cu Joints. Metals 2023, 13, 21. [Google Scholar] [CrossRef]
- Müller, F.W.; Chen, C.Y.; Schiebahn, A.; Reisgen, U. Application of electrical power measurements for process monitoring in ultrasonic metal welding. Weld. World 2023, 67, 395–415. [Google Scholar] [CrossRef]
- IEC 60352-9:2024; Solderless Connections—Part 9: Ultrasonically Welded Connections—General Requirements, Test Methods and Practical Guidance. Danish Standards: Copenhagen, Denmark, 2024.
- Lindamood, L.; Mohr, L.; Moghaddas, A.; Kitt, A.; Frech, T. Investigation of monitoring methods for ultrasonic metal welding. In Proceedings of the SPIE 11591. Sensors and Smart Structures Technologies for Civil, Mechanical, and Aerospace Systems 2021, Online, 22–27 March 2021; p. 115910I. [Google Scholar] [CrossRef]
- Nunes, R.; Faes, K.; De Meester, S.; Kubit, A. Influence of welding parameters and surface preparation on thin copper–copper sheets welded by ultrasonic welding process. Int. J. Adv. Manuf. Technol. 2022, 123, 373–388. [Google Scholar] [CrossRef]
- Murzinova, M.A.; Shayakhmetova, E.R.; Mukhametgalina, A.A.; Sarkeeva, A.A.; Nazarov, A.A. Local Plastic Deformation and Quality of Cu-Cu Joints Obtained by Ultrasonic Welding. Metals 2023, 13, 1661. [Google Scholar] [CrossRef]
- Satpathy, M.P.; Sahoo, S.K. Mechanical performance and metallurgical characterization of ultrasonically welded dissimilar joints. J. Manuf. Process. 2017, 25, 443–451. [Google Scholar] [CrossRef]
- Kong, C.Y.; Soar, R.C.; Dickens, P.M. A model for weld strength in ultrasonically consolidated components. Proc. Inst. Mech. Engineers. Part C J. Mech. Eng. Sci. 2005, 219, 83–91. [Google Scholar] [CrossRef]
- EN ISO 6892-1:2020-06; Metallic Materials—Tensile Testing—Part 1: Method of Test at Room Temperature (ISO 6892-1:2019). German version EN ISO 6892-1:2019; DIN: Berlin, Germany, 2019. [CrossRef]
- EN 13559:2014; Copper and Copper Alloys–Copper Plate, Sheet and Strip for Electrical Purposes. German Version EN 13599:2014; DIN: Berlin, Germany, 2014. [CrossRef]
- Friedland, G.; Jantz, K.; Rojas, R. SIOX: Simple interactive object extraction in still images. In Proceedings of the Seventh IEEE International Symposium on Multimedia (ISM’05), Irvine, CA, USA, 14 December 2005; p. 7. [Google Scholar] [CrossRef]
- DIN EN ISO 6507-1:2024-01; Metallic Materials—Vickers Hardness Test—Part 1: Test Method (ISO 6507-1:2023). German Version EN ISO 6507-1:2023; DIN: Berlin, Germany, 2024. [CrossRef]
- DIN EN ISO 25178-2:2023-09; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 2: Terms, Definitions and surface Texture Parameters (ISO 25178-2:2021). German Version EN ISO 25178-2:2022; DIN: Berlin, Germany, 2023. [CrossRef]
- DIN EN ISO 25178-6:2010-06; Geometrical Product Specifications (GPS)—Surface Texture: Areal—Part 6: Classification of Methods for Measuring Surface Texture (ISO 25178-6:2010). German Version EN ISO 25178-6:2010; DIN: Berlin, Germany, 2010. [CrossRef]
- DIN EN ISO 19403-2:2020-04; Paints and Varnishes—Wettability—Part 2: Determination of the Surface Free Energy of Solid Surfaces by Measuring the Contact Angle (ISO 19403-2:2017). German Version EN ISO 19403-2:2020; DIN: Berlin, Germany, 2020. [CrossRef]








| Test Series | Material and Rolling State 1 | Abbreviation | Real 2 RM [MPa] | Specified 1 RM [Mpa] | Thickness [mm] |
|---|---|---|---|---|---|
| 1 | EN CW004A—soft | W | 232 | 220–260 | 1.0 |
| 1 | EN CW004A—half-hard | HH | 257 | 240–300 | 1.0 |
| 1 | EN CW004A—hard | H | 305 | 290–360 | 1.0 |
| 2 | EN CW008A—half-hard | - | 259 | 240–300 | 1.5 |
| 2 | EN CW004A—half-hard | - | 249 | 240–300 | 0.5 |
| Test Series | Sonotrode—Λ/2 Longitudinal | Force 1 | Amplitude 1 | Time Range 1 |
|---|---|---|---|---|
| 1 | 8 mm × 8 mm imprint 0.8 mm pyramids, 90°, flattened by 0.1 mm, diagonal to oscillation | 2500 N | 25 µm | 150 ms to 1200 ms 50 ms steps Optimum 1050 ms |
| 2 | 5 mm × 5 mm imprint 0.5 mm pyramids, 90°, diagonal to oscillation | 1250 N | 24 µm | 25 ms to 400 ms 25 ms steps Optimum 250 ms |
| Test Series | Load Type | Testing Speed | Free Length | Test End Criteria |
|---|---|---|---|---|
| 1 | Shear | 10 mm/min | 50 mm | Force drop of 80% |
| 1 | Peel | 10° mm/min | 50 mm | Force drop of 95% |
| 2 | Peel | 10° mm/min | 20 mm | Force drop of 95% |
| Load Type | Material | a | b | c | R2 |
|---|---|---|---|---|---|
| Shear | H | −2.111 × 105 | −2.768 | 6210 | 66.31% |
| Shear | HH | −8.823 × 106 | −5.054 | 4504 | 94.94% |
| Shear | W | −4.237 × 107 | −5.806 | 3561 | 94.58% |
| Peel | H | −3.66 × 104 | −2.776 | 576.9 | 56.68% |
| Peel | HH | 2.769 | 2.4124 | −0.6622 | 71.10% |
| Peel | W | 3.343 × 10−4 | 7.22 | 85.02 | 71.47% |
| Quality Feature | Variable | a | b | c | d | R2 |
|---|---|---|---|---|---|---|
| Peel Force | time | −2 × 10−7 | 0.003 | 1.9128 | −53.167 | 81.22% |
| Fracture work | time | −1 × 10−8 | −6 × 10−6 | 0.0054 | −0.2081 | 64.42% |
| Peel Force | energy | 3 × 10−6 | −0.007 | 2.4574 | 6.393 | 86.14% |
| Fracture work | energy | −1 × 10−8 | −2 × 10−5 | 0.007 | −0.0314 | 72.02% |
| Quality Feature | Material | a | b | R2 |
|---|---|---|---|---|
| Area | H | 8.1905 | −28.199 | 93.68% |
| Area | HH | 9.1669 | −37.029 | 90.43% |
| Area | W | 14.971 | −74.858 | 92.02% |
| Quality Feature | Material | Variable | a | b | R2 |
|---|---|---|---|---|---|
| Area | HH | time | 7.792 | −25.27 | 91.35% |
| Area | HH | energy | 5.789 | −11.83 | 88.56% |
| Quality Feature | Material | Variable | a | b | c | R2 |
|---|---|---|---|---|---|---|
| Shear Strength | H | time | 13.22 | −214.8 | 1040 | 72.26% |
| Shear Strength | HH | time | −34.4 | 388.6 | −892.6 | 78.35% |
| Shear Strength | W | time | −120.1 | 1479 | −4386 | 76.57% |
| Peel Strength | H | time | −1.721 | 21.03 | −48.97 | 3.70% |
| Peel Strength | HH | time | −1.037 | 11.94 | −22.02 | 18.04% |
| Peel Strength | W | time | 3.991 | 49.84 | −138.7 | 10.06% |
| Quality Feature | Variable | a | b | c | d | R2 |
|---|---|---|---|---|---|---|
| Peel Strength | time | 2.477 × 10−7 | −3.619 × 10−4 | 0.0908 | 7.661 | 42.30% |
| Fracture Work Strength | time | 1.713 × 10−9 | −1.933 × 10−6 | 5.702 × 10−4 | −0.01283 | 61.70% |
| Peel Strength | energy | 1.443 × 10−7 | −2.398 × 10−4 | 0.08334 | 5.444 | 32.11% |
| Fracture Work Strength | energy | 3.063 × 10−9 | −2.693 × 10−6 | 5.622 × 10−4 | 0.003932 | 69.59% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Müller, F.W.; Zhao, H.; Schiebahn, A.; Reisgen, U. Joint Quality Assessment of Ultrasonic Metal Welded Parts by Fracture Surface Evaluation. Metals 2024, 14, 892. https://doi.org/10.3390/met14080892
Müller FW, Zhao H, Schiebahn A, Reisgen U. Joint Quality Assessment of Ultrasonic Metal Welded Parts by Fracture Surface Evaluation. Metals. 2024; 14(8):892. https://doi.org/10.3390/met14080892
Chicago/Turabian StyleMüller, Florian W., Haolin Zhao, Alexander Schiebahn, and Uwe Reisgen. 2024. "Joint Quality Assessment of Ultrasonic Metal Welded Parts by Fracture Surface Evaluation" Metals 14, no. 8: 892. https://doi.org/10.3390/met14080892