

Behaviour of Dissimilar Welded Connections of Mild Carbon (S235), Stainless (1.4404), and High-Strength (S690) Steels under Monotonic and Cyclic Loading

Abstract
:1. Introduction
2. Experimental Tests
2.1. Experimental Program
- S235 J2 non-alloy steel (mild carbon steel)—a common structural steel grade, with a nominal yield strength of 235 N/mm2, and an optimal ratio of strength, ductility, and toughness at usual working temperatures.
- Fine-grained S690 QL non-alloy steel (high-strength steel) with the nominal yield strength of 690 N/mm2, and a good weldability.
- High-alloy steel X2CrNiMo17-12-2/AISI 316L (1.4404) (stainless steel)—an austenitic steel with a chromium content of about 16.5–18.5%, a yield strength of 210 N/mm2, similar to that of S235 carbon steel, and a nominal ductility almost double that of S235 carbon steel.
2.2. Loading Protocol
- Two monotonic tests (specimens M1 and M2) with a 0.002 s−1 strain rate, corresponding to a crosshead speed of 0.07 mm/s.
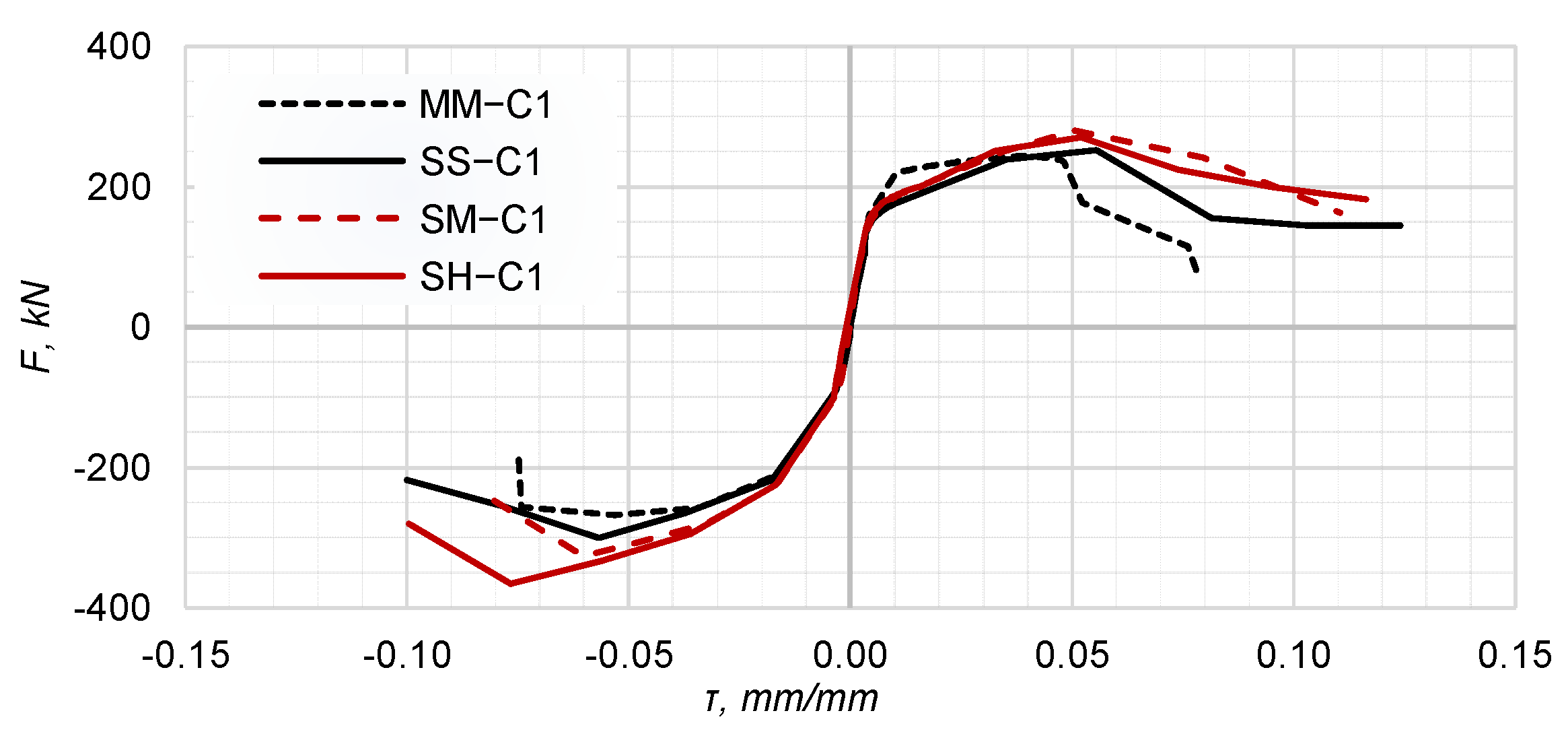
- Four low-cycle fatigue tests (specimens C1–C4) at the same strain rate. The cyclic protocol consists of groups of two cycles at shear strains (τ) of ±0.005, ±0.02, ±0.04, …, with a progressive increase in amplitude by an increment of 0.02 mm/mm.
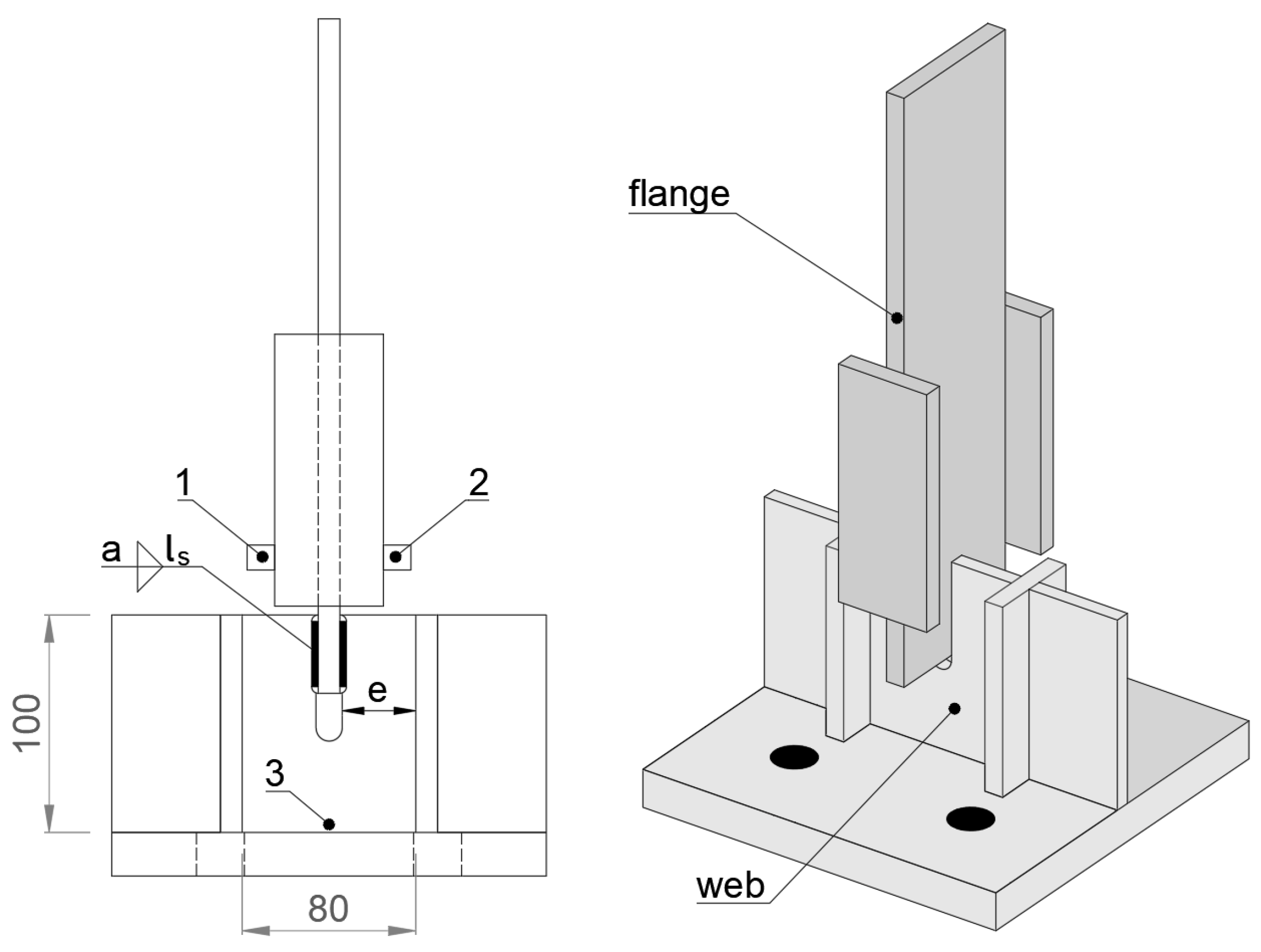
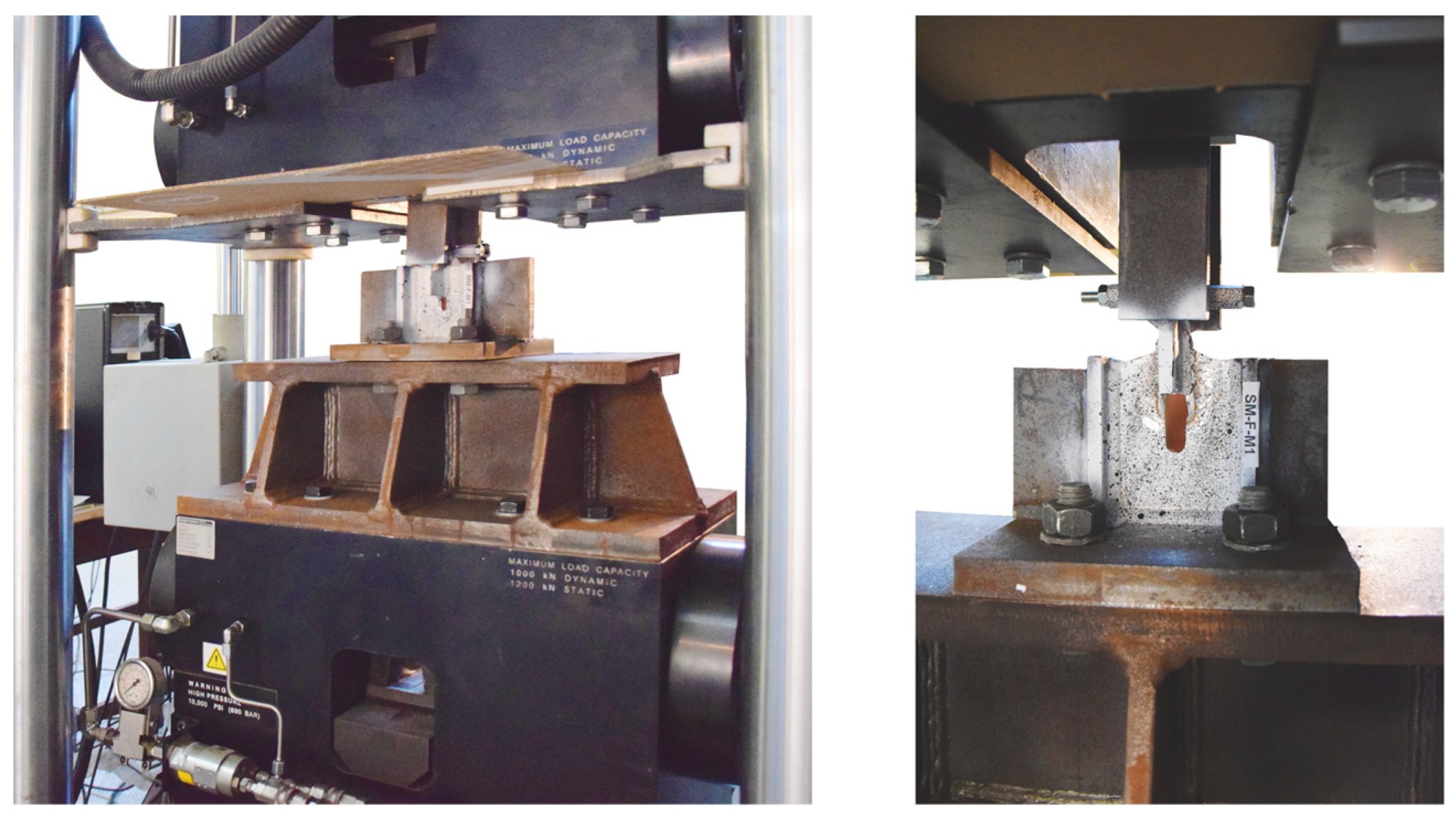
2.3. Experimental Setup and Data Processing
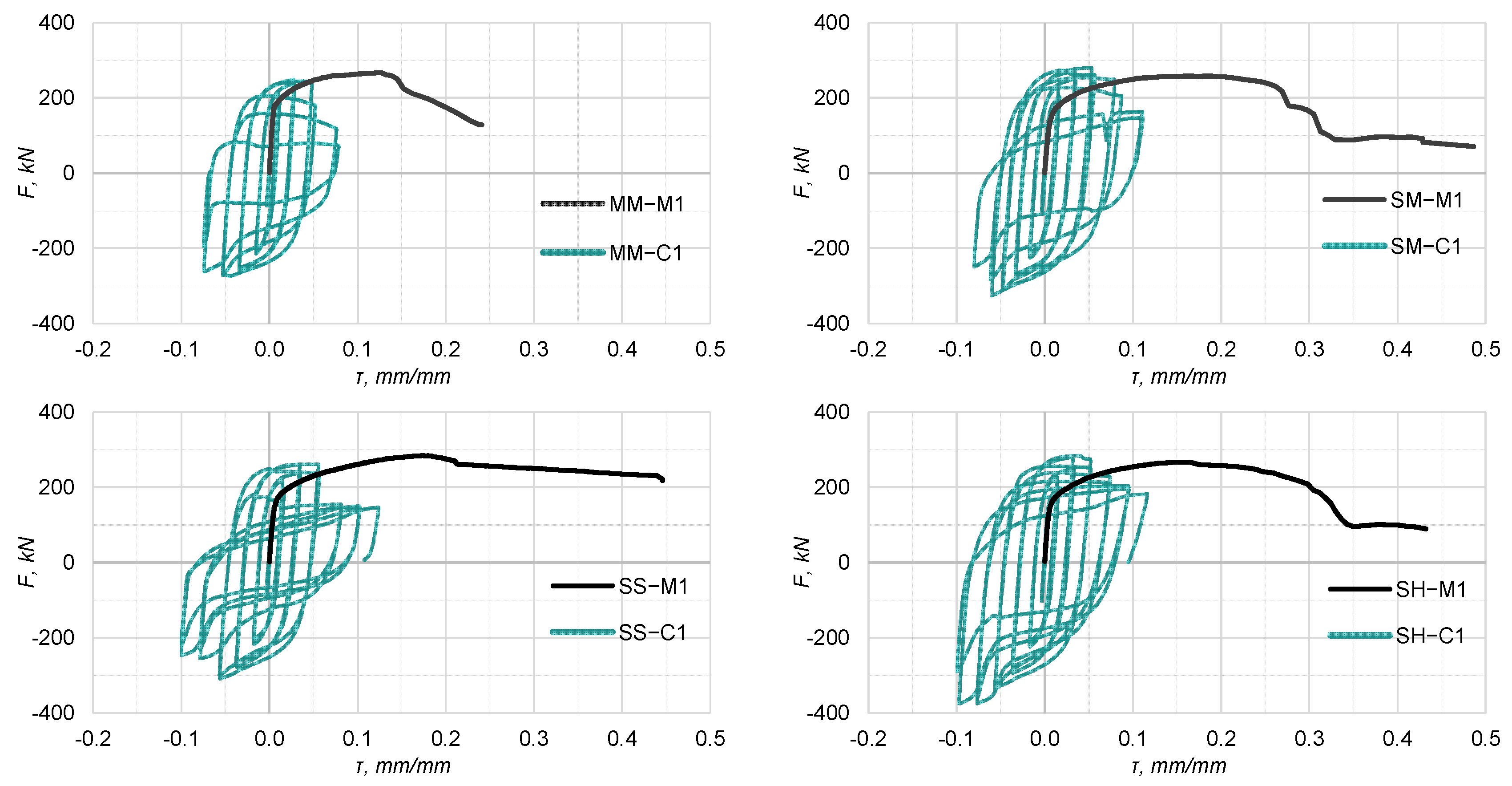
2.4. Analysis of Experimental Results
3. Numerical Simulations
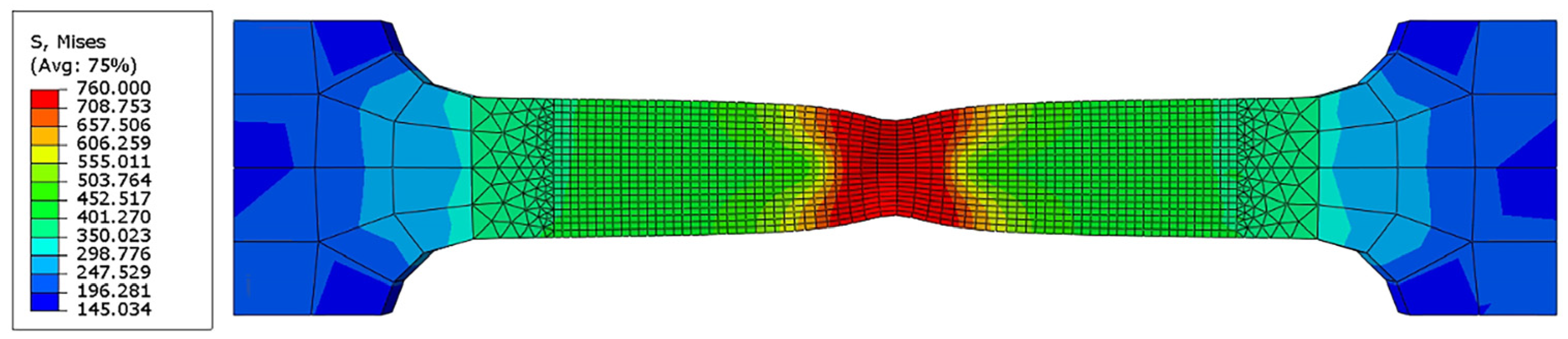
3.1. Material Constitutive Model
- Experimental data analysis and engineering stress–strain curves processing, as well as identifying the main physico-mechanical characteristics: the yield strength and the corresponding strain (fy, εy), the ultimate tensile strength and corresponding strain (fu, εu), and the elongation at fracture and corresponding strength (fr, εr).
- Computing of the true stress–strain curves based on engineering ones. For the range between the yielding and ultimate strengths, the relationships stipulated in Annex C of EN 1993-1-5:2006 were adopted [29], in order to obtain the true stress–strain values:
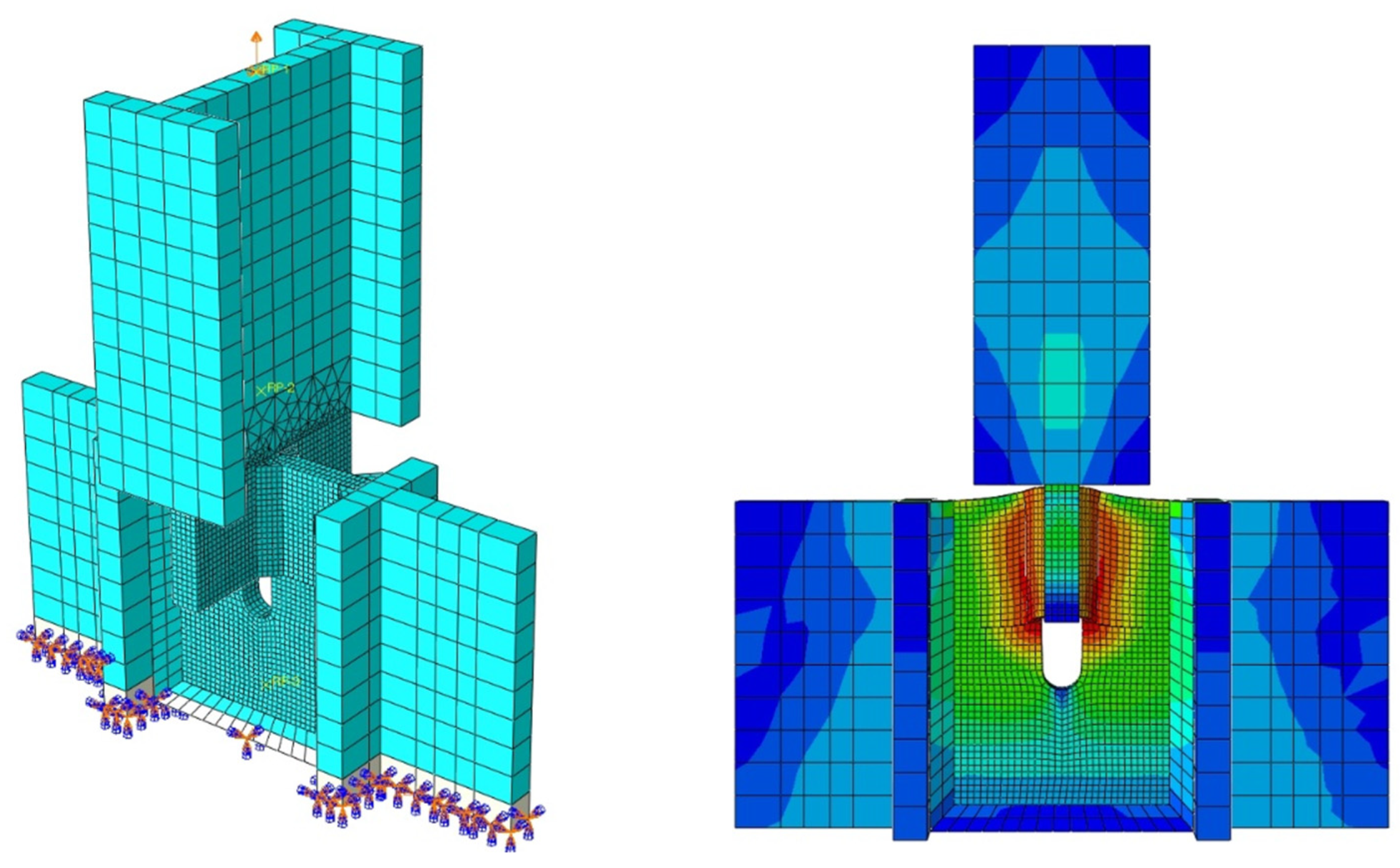
3.2. FE Modelling of Welded Connections
- For an accurate simulation of the experimental tests, the measured dimensions of the components (plates and welds) of the welded connections were considered;
- In order to simulate the partial weld penetration due to melting of the BM, the weld throats were extended in the section by 2 mm (Figure 9), based on approximate measurements of the experimental specimens, while keeping the measured length ls;
- After fabrication of the bottom and the upper parts of the welded connections, the manufacturing company used slag blasting. Abrasive blasting, in addition to the surface-finishing effect, also could act as a shot-peening process conducting to nanocrystallisation of a surface layer of the material, which can lead to hardening of a certain depth of the material surface [31,32]. Previous studies [33,34] evaluated an increase of 10 to 124% of the mechanical properties of the steels subjected to the mechanical methods of surface treatment, depending on the parameters of the blasting process—material, pressure, duration, etc. The thickness of the hardened layer also depends on the same process parameters, which, according to [35], can range from tens of nanometers to hundreds of micrometers, directly proportional to the kinetic energy induced by blasting. By extrapolation, based on the values provided in [36], and the thicknesses of the used plates, an increase of about 6% in the strength of the materials used was deducted. Thus, the yield limit and tensile strength of the material were multiplied by a factor k = 1.06, which takes into account the hardening of the steel after slag blasting treatment.
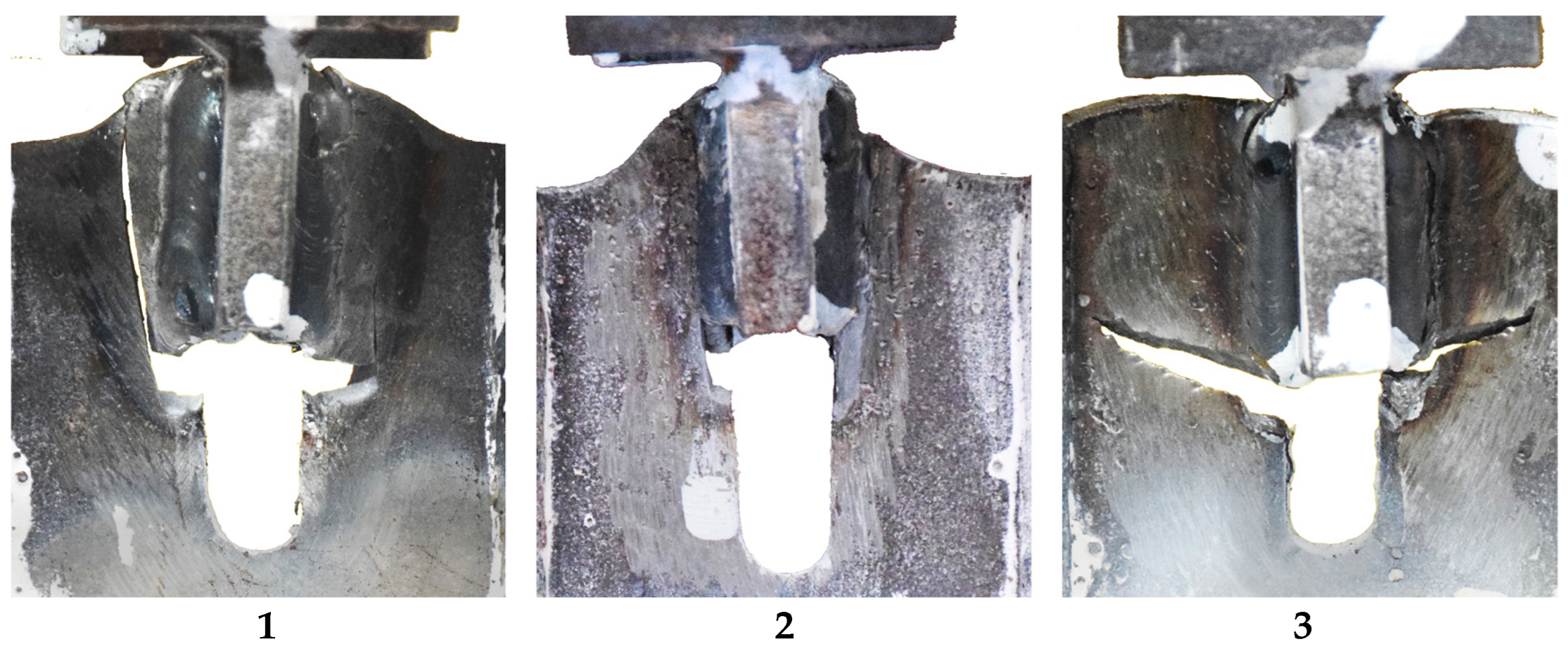
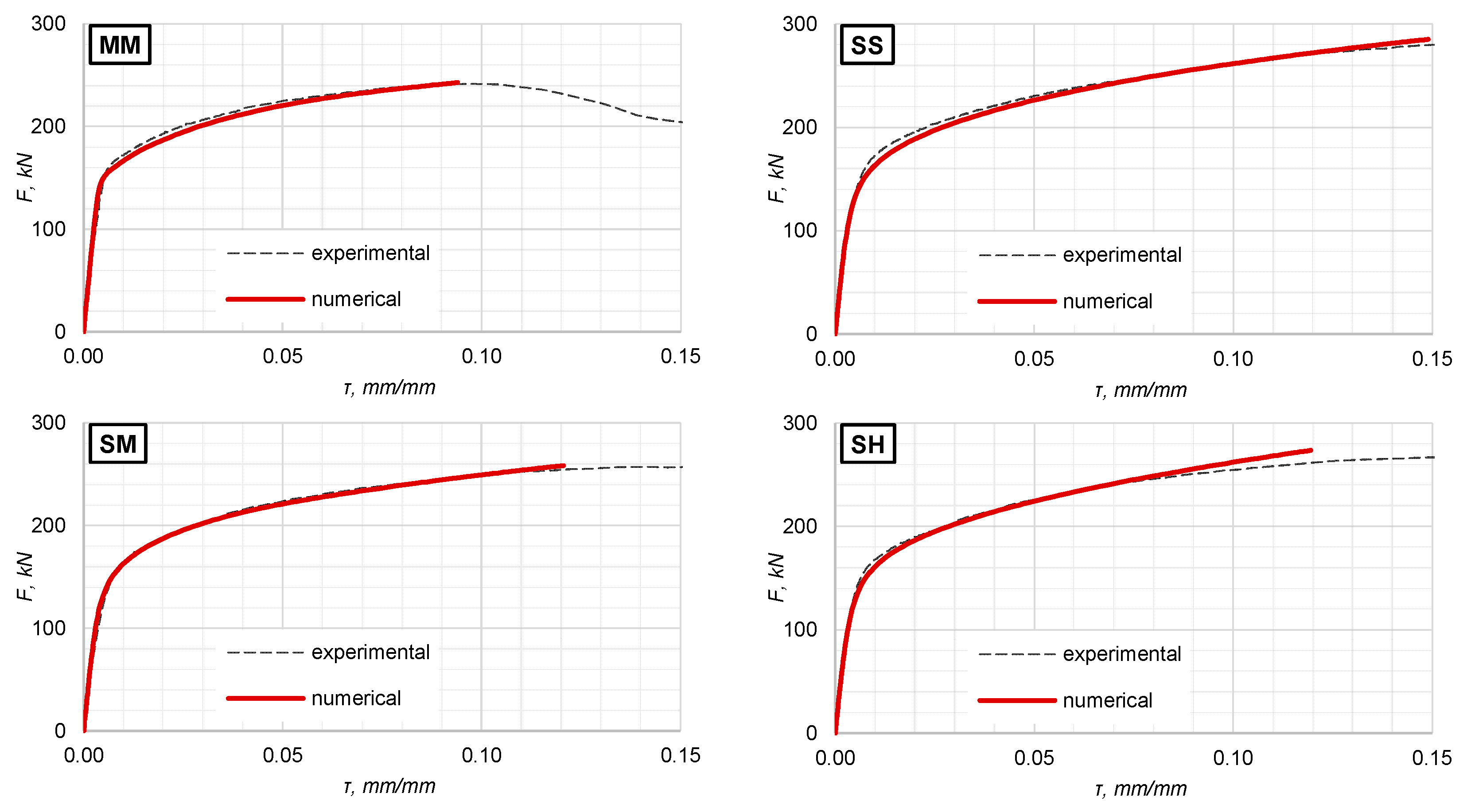
- As mentioned in Section 2.4, the specimens with stainless steel web failed by fracture in the weld. Following fractographic analyses and the impact tests performed on the welds [20], it was concluded that a chromium carbide precipitation occurred, leading to the embrittlement of the weld. This phenomenon can be due to the presence of a percentage of non-alloy steel in the metal bath. A possible reason for this phenomenon would be the use of a different type of welding wire than the one provided in the welding procedure specification. The FE analyses on the SS and MS connections using the mechanical properties of the wires provided in the WPS (Table 1) confirmed this conclusion, the numerical results indicating a significantly reduced strength compared to the experimental one. In order to calibrate the numerical models SS and SM and to reproduce the hardening of the corresponding welds, the mechanical characteristics of the welded material have been determined by means of a series of trial-and-error calibrations, which are able to ensure a reliable numerical simulation of the welded connection response under monotonic shear tests (Table 6). For the MM and SH numerical models, the maximum values of the yield and ultimate strengths provided in the product standards of the G3Si1/ER70S-6 and AWS A5.28/ER100S-G welding wires were used.
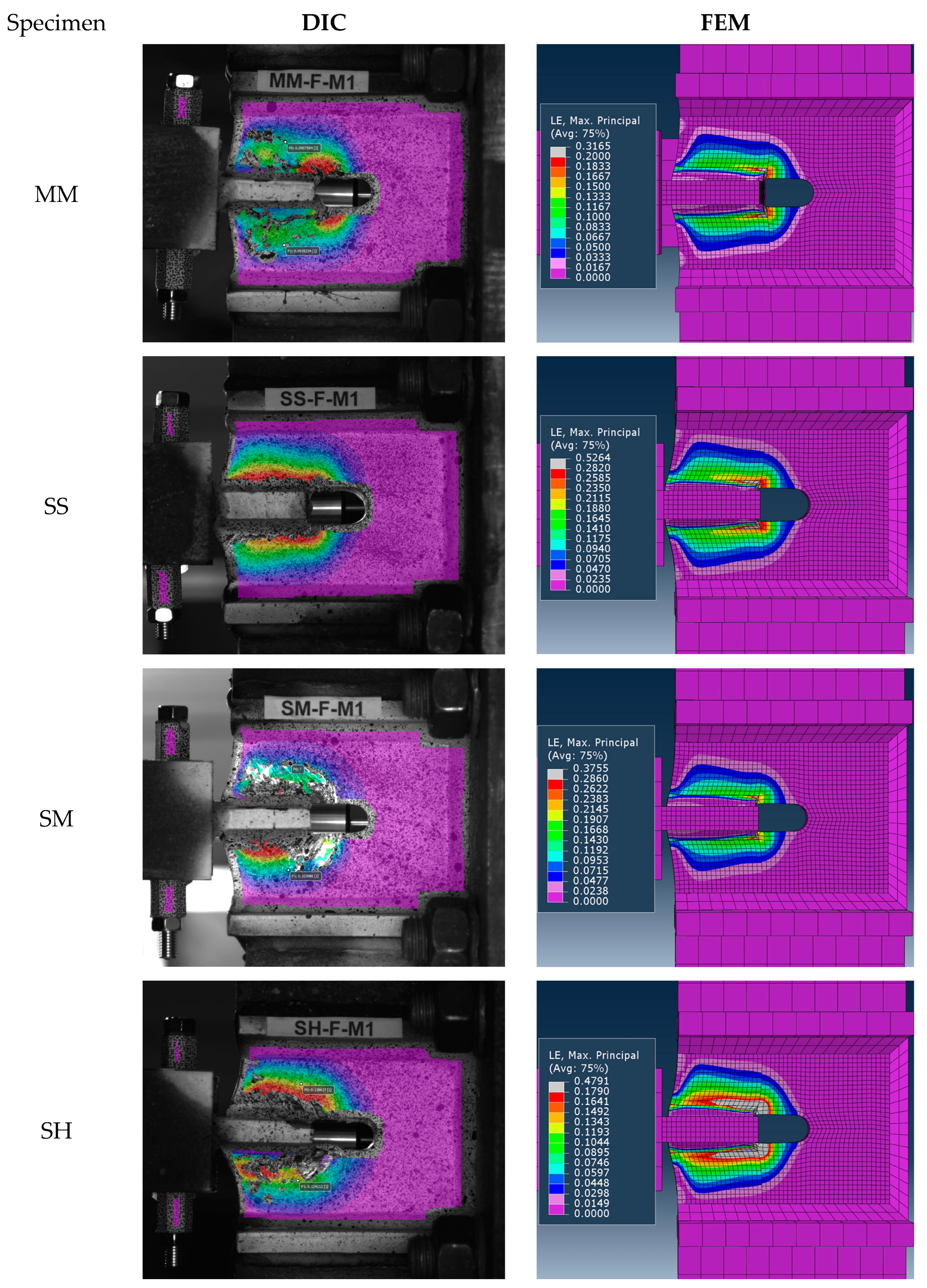
3.3. Analysis of Numerical Results
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Stratan, A.; Dubina, D. Bolted Links for Eccentrically Braced Steel Frames. In Proceedings of the Fifth AISC/ECCS International Workshop “Connections in Steel Structures V. Behaviour, Strength & Design”; Bijlaard, F.S.K., Gresnigt, A.M., van der Vegte, G.J., Eds.; Delft University of Technology: Delft, The Netherlands, 2004; pp. 223–232. [Google Scholar]
- Dubina, D.; Stratan, A.; Dinu, F. Dual High-strength Steel Eccentrically Braced Frames with Removable Links. Earthq. Eng. Struct. Dyn. 2008, 37, 1703–1720. [Google Scholar] [CrossRef]
- Ioan, A.; Stratan, A.; Dubină, D.; Poljanšek, M.; Molina, F.J.; Taucer, F.; Pegon, P.; Sabău, G. Experimental Validation of Re-Centring Capability of Eccentrically Braced Frames with Removable Links. Eng. Struct. 2016, 113, 335–346. [Google Scholar] [CrossRef]
- Ene, A.; Stratan, A. Pre-Test Numerical Modelling of Stainless Steel and Hybrid Links. In Proceedings of the 10th International Conference on Behaviour of Steel Structures in Seismic Areas; Mazzolani, F.M., Dubina, D., Stratan, A., Eds.; Lecture Notes in Civil Engineering; Springer International Publishing: Cham, Switzerland, 2022; Volume 262, pp. 125–132. ISBN 978-3-031-03810-5. [Google Scholar]
- Gedge, G. Structural Uses of Stainless Steel—Buildings and Civil Engineering. J. Constr. Steel Res. 2008, 64, 1194–1198. [Google Scholar] [CrossRef]
- Ho, H.C.; Xiao, M.; Hu, Y.F.; Guo, Y.B.; Chung, K.F.; Yam, M.C.H.; Nethercot, D.A. Determination of a Full Range Constitutive Model for High Strength S690 Steels. J. Constr. Steel Res. 2020, 174, 106275. [Google Scholar] [CrossRef]
- Dubina, D.; Stratan, A.; Vulcu, C.; Ciutina, A. High Strength Steel in Seismic Resistant Building Frames. Steel Constr. 2014, 7, 173–177. [Google Scholar] [CrossRef]
- Shi, G.; Wang, M.; Bai, Y.; Wang, F.; Shi, Y.; Wang, Y. Experimental and Modeling Study of High-Strength Structural Steel under Cyclic Loading. Eng. Struct. 2012, 37, 1–13. [Google Scholar] [CrossRef]
- Ricles, J.M.; Fisher, J.W.; Lu, L.-W.; Kaufmann, E.J. Development of Improved Welded Moment Connections for Earthquake-Resistant Design. J. Constr. Steel Res. 2002, 58, 565–604. [Google Scholar] [CrossRef]
- Kotecki, D.J.; Narayanan, B. Welding Consumable Developments in the Aftermath of the Northridge Earthquake. Weld. World 2005, 49, 42–46. [Google Scholar] [CrossRef]
- Kermajani, M.; Ghaini, F.M.; Miresmaeili, R.; Aghakouchak, A.A.; Shadmand, M. Effect of Weld Metal Toughness on Fracture Behavior under Ultra-Low Cycle Fatigue Loading (Earthquake). Mater. Sci. Eng. A 2016, 668, 30–37. [Google Scholar] [CrossRef]
- Dubina, D.; Stratan, A.; Muntean, N.; Grecea, D. Dual-Steel T-Stub Behavior under Monotonic and Cyclic Loading. In Proceedings of the International Workshop on Connections in Steel Structures, Chicago, IL, USA, 23–25 June 2008. [Google Scholar]
- Khurshid, M.; Barsoum, Z.; Mumtaz, N.A. Ultimate Strength and Failure Modes for Fillet Welds in High Strength Steels. Mater. Des. 2012, 40, 36–42. [Google Scholar] [CrossRef]
- Stroetmann, R.; Kästner, T. Welds on High-Strength Steels—Influence of the Welding Process and the Number of Layers. In Stability and Ductility of Steel Structures 2019: Proceedings of the International Colloquia on Stability and Ductility of Steel Structures (SDSS 2019), September 11–13, 2019, Prague, Czech Republic, 1st ed.; Wald, F., Jandera, M., Eds.; CRC Press: London, UK, 2019; pp. 1103–1110. ISBN 9780429320248. [Google Scholar] [CrossRef]
- Kuhlmann, U.; Günther, H.-P.; Rasche, C. Investigations of Strength and Ductility of Welded High Strength Steel (HSS) Connections. In Design, Fabrication and Economy of Welded Structures; Elsevier: Amsterdam, The Netherlands, 2008; pp. 411–418. ISBN 978-1-904275-28-2. [Google Scholar]
- Biswas, A.R.; Chakraborty, S.; Ghosh, P.S.; Bose, D. Study of Parametric Effects on Mechanical Properties of Stainless Steel (AISI 304) and Medium Carbon Steel (45C8) Welded Joint Using GMAW. Mater. Today Proc. 2018, 5, 12384–12393. [Google Scholar] [CrossRef]
- Khan, M.; Dewan, M.W.; Sarkar, M.Z. Effects of Welding Technique, Filler Metal and Post-Weld Heat Treatment on Stainless Steel and Mild Steel Dissimilar Welding Joint. J. Manuf. Process. 2021, 64, 1307–1321. [Google Scholar] [CrossRef]
- Kumar Singh, D.; Sahoo, G.; Basu, R.; Sharma, V.; Mohtadi-Bonab, M.A. Investigation on the Microstructure—Mechanical Property Correlation in Dissimilar Steel Welds of Stainless Steel SS 304 and Medium Carbon Steel EN 8. J. Manuf. Process. 2018, 36, 281–292. [Google Scholar] [CrossRef]
- Ananthapadmanaban, D.; Seshagiri Rao, V.; Abraham, N.; Prasad Rao, K. A Study of Mechanical Properties of Friction Welded Mild Steel to Stainless Steel Joints. Mater. Des. 2009, 30, 2642–2646. [Google Scholar] [CrossRef]
- Dașcău, H.; Duma, I.; Mnerie, G.V. Microstructural Hardness Evaluation in the HAZ of Welded Joints Realized out of Austenitic (316L) and Carbon Steel (S235). In Proceedings of the 13 edition of the International Conference “Innovative Technologies for Joining Advanced Materials–TIMA22”, Timișoara, Romania, 24–25 November 2022. [Google Scholar]
- Ghimire, A.; Wald, F.; Vild, M.; Kabeláč, J. Numerical Design Calculation of the Fillet Weld Resistance. Weld. World 2024, 68, 441–458. [Google Scholar] [CrossRef]
- Ghimire, A.; Wald, F.; Vild, M.; Kabeláč, J. Numerical Design Calculation of the High-Strength Steel Welds. Eng. Struct. 2024, 300, 117201. [Google Scholar] [CrossRef]
- EN 10020:2000; Definition and Classification of Grades of Steel. European Commission: Brussels, Belgium, 2000.
- Ene, A.; Both, I.; Abrudan, O.; Stratan, A.; Daşcău, H.F.; Sîrbu, N.A. Experimental Investigation of Monotonic and Cyclic Behaviour of High-Performance Steels. Key Eng. Mater. 2023, 953, 13–20. [Google Scholar] [CrossRef]
- ISO-6892-1:2019; Metallic Materials—Tensile Testing. Part 1: Method of Test at Room Temperature. ISO: Geneva, Switzerland, 2019.
- EN 10025-2:2004; Hot Rolled Products of Structural Steels. Part 2: Technical Delivery Conditions for Non-Alloy Structural Steels. European Commission: Brussels, Belgium, 2004.
- EN 10088-4:2009; Stainless Steels. Part 4: Technical Delivery Conditions for Sheet/Plate and Strip of Corrosion Resisting Steels for Construction Purposes. European Commission: Brussels, Belgium, 2009.
- EN 10025-6:2004; Hot Rolled Products of Structural Steels. Part 6: Technical Delivery Conditions for Flat Products of High Yield Strength Structural Steels in the Quenched and Tempered Conditions. European Commission: Brussels, Belgium, 2004.
- EN 1993-1-5:2006; Eurocode 3—Design of Steel Structures—Part 1-5: Plated Structural Elements. European Commission: Brussels, Belgium, 2006.
- Ene, A.; Both, A. Monotonic and Cyclic Modelling of Structural Steel for Finite Element Analysis. Key Eng. Mater. 2023, 953, 21–29. [Google Scholar] [CrossRef]
- Yang, L.; Tao, N.R.; Lu, K.; Lu, L. Enhanced Fatigue Resistance of Cu with a Gradient Nanograined Surface Layer. Scr. Mater. 2013, 68, 801–804. [Google Scholar] [CrossRef]
- Olugbade, T.O.; Lu, J. Literature Review on the Mechanical Properties of Materials after Surface Mechanical Attrition Treatment (SMAT). Nano Mater. Sci. 2020, 2, 3–31. [Google Scholar] [CrossRef]
- Zhou, J.; Xu, X.; Sun, Z.; Retraint, D.; Zhang, X.; Xue, H. Predicting Gradient Mechanical Behaviour of a Shot-Peened Structure. Int. J. Solids Struct. 2023, 262–263, 112063. [Google Scholar] [CrossRef]
- Kirk, D. Ductility and Strength Properties of Shot Peened Surfaces. The Shot Peener Magazine 2006. Available online: https://web.archive.org/web/20240612125748/https://www.shotpeener.com/library/pdf/2006051.pdf (accessed on 12 June 2024).
- Soady, K.A. Life Assessment Methodologies Incoroporating Shot Peening Process Effects: Mechanistic Consideration of Residual Stresses and Strain Hardening Part 1—Effect of Shot Peening on Fatigue Resistance. Mater. Sci. Technol. 2013, 29, 637–651. [Google Scholar] [CrossRef]
- Maleki, E.; Unal, O.; Reza Kashyzadeh, K.; Bagherifard, S.; Guagliano, M. A Systematic Study on the Effects of Shot Peening on a Mild Carbon Steel: Microstructure, Mechanical Properties, and Axial Fatigue Strength of Smooth and Notched Specimens. Appl. Surf. Sci. Adv. 2021, 4, 100071. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Base Metals | a, mm | ls, mm | Welding Wire | Shielding Gas |
|---|---|---|---|---|
| S235 + S235 | 4 | 38 | EN ISO 14341-A: G3Si1 | EN ISO 14175:C1 (min 99.7% CO2) |
| 1.4404 + 1.4404 | 3 | 36 | EN 12073: T 19 12 3 L R C3 | EN ISO 14175:M21 (82%Ar + 18%CO2) |
| 1.4404 + S235 | 3 | 36 | EN ISO 17633-A: T 23 12 2 L P M21 1 | EN ISO 14175:M21 (82%Ar + 18%CO2) |
| 1.4404 + S690 | 3 | 36 | EN ISO 16834-A: Mn3Ni1CrMo | EN ISO 14175:M21 (82%Ar + 18%CO2) |
| Specimen ID | Web | Flanges | a, mm | ls, mm | ||
|---|---|---|---|---|---|---|
| Steel Grade | Plate Thickness | Steel Grade | Plate Thickness | |||
| MM | S235 | 8.09 | S235 | 9.85 | 4.1 | 39 |
| SS | 1.4404 | 7.95 | 1.4404 | 11.75 | 3.7 | 36 |
| SM | 1.4404 | 7.95 | S235 | 9.85 | 3.6 | 36.5 |
| SH | 1.4404 | 7.95 | S690 | 10.55 | 3.8 | 37.8 |
| Specimen ID | (kN) | (kN) | (%) |
|---|---|---|---|
| MM | 254.0 | 244.2 | −3.86 |
| SS | 279.6 | 267.1 | −4.47 |
| SM | 265.8 | 273.8 | 3.01 |
| SH | 263.3 | 274.2 | 4.14 |
| Specimen ID | Failure Mode | (mm/mm) | (mm/mm) | ||||
|---|---|---|---|---|---|---|---|
| M * | C ** | ||||||
| MM | 1 | 2 | 0.248 | 0.084 | 0.34 | 1.00 | 1.00 |
| SS | 3 | 3 | 0.448 | 0.104 | 0.23 | 1.81 | 1.24 |
| SM | 2 | 3 | 0.425 | 0.114 | 0.27 | 1.71 | 1.36 |
| SH | 2 | 3 | 0.321 | 0.106 | 0.33 | 1.29 | 1.26 |
| Specimen ID | fy/Rp0.2 (MPa) | fu (MPa) | A (%) | KV (J) | ||||
|---|---|---|---|---|---|---|---|---|
| St * | Exp ** | St | Exp | St | Exp | St | Exp | |
| M8 (S235 J2) | 235 | 329 | 360–510 | 480 | 24 | 32.1 | 27 (−20 °C) | 57 |
| M10 (S235 J2) | 326 | 467 | 24 | 31.5 | - | |||
| S8—T (1.4404) | 220 | 311 | 520–720 | 606 | 45 | 51.6 | 60 (+20 °C) | 202 |
| S12—T (1.4404) | 319 | 606 | 45 | 51.8 | - | |||
| H10 (S690 QL) | 690 | 760 | 770–940 | 838 | 14 | 17.1 | 40 (−20 °C) | - |
| Specimen ID | fy (N/mm2) | Rm (N/mm2) | A (%) |
|---|---|---|---|
| MM | 538 | 640 | 24 |
| SS | 780 | 800 | 20 |
| SM | 780 | 800 | 20 |
| SH | 720 | 780 | 16 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ene, A.; Stratan, A.; Both, I. Behaviour of Dissimilar Welded Connections of Mild Carbon (S235), Stainless (1.4404), and High-Strength (S690) Steels under Monotonic and Cyclic Loading. Metals 2024, 14, 989. https://doi.org/10.3390/met14090989
Ene A, Stratan A, Both I. Behaviour of Dissimilar Welded Connections of Mild Carbon (S235), Stainless (1.4404), and High-Strength (S690) Steels under Monotonic and Cyclic Loading. Metals. 2024; 14(9):989. https://doi.org/10.3390/met14090989
Chicago/Turabian StyleEne, Anna, Aurel Stratan, and Ioan Both. 2024. "Behaviour of Dissimilar Welded Connections of Mild Carbon (S235), Stainless (1.4404), and High-Strength (S690) Steels under Monotonic and Cyclic Loading" Metals 14, no. 9: 989. https://doi.org/10.3390/met14090989