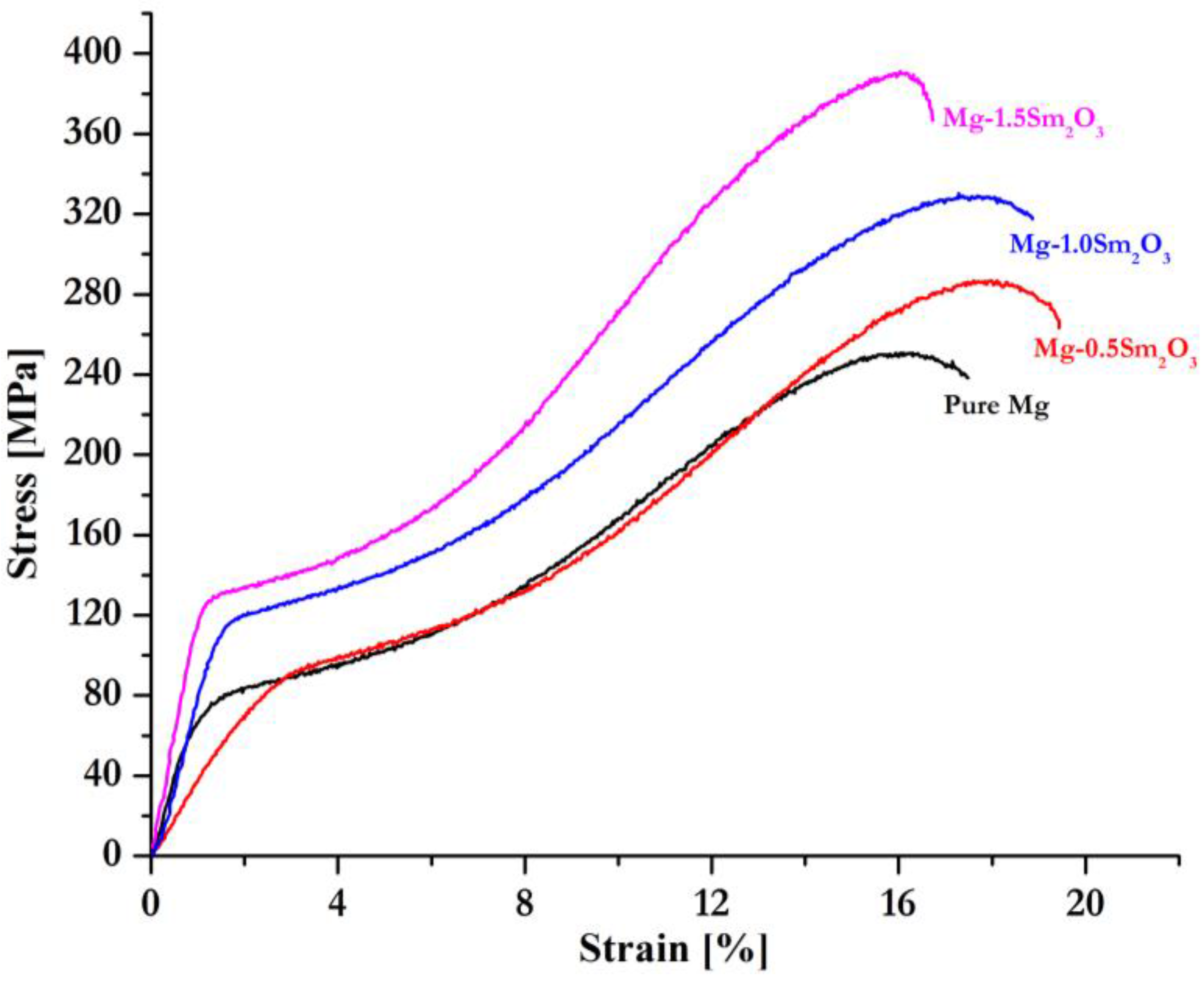
3.3.1. Compression Properties and Fracture Behavior
The room temperature compressive properties and their stress–strain relationship is shown in
Table 4 and
Figure 2, respectively. As it can be seen from
Table 4, the compressive yield strength (0.2 CYS) of Mg increased from 74 to 87 MPa, 118, and 128 MPa with the addition of 0.5, 1.0, and 1.5 vol % of Sm
2O
3 NPs, respectively. The ultimate compressive strength (UCS) values for the Mg–Sm
2O
3 nanocomposites also increased with the progressive addition of Sm
2O
3 NPs with Mg-1.5 vol % Sm
2O
3 exhibiting the maximum UCS of 395 MPa, which is ~58.63% greater than pure Mg. The compressive fracture strain values of Mg–Sm
2O
3 nanocomposites also increased up to 1 vol % addition of Sm
2O
3 NPs, and maximum fracture strain was exhibited by Mg-1 vol % Sm
2O
3 with 20.1% (~15.51% greater than pure Mg). With the further addition of Sm
2O
3 NPs (1.5 vol %), a decrease in fracture strain value of 17.2% was observed. This reduction in fracture strain for Mg-1.5 vol % Sm
2O
3 (~1.14% lesser than pure Mg) is very marginal and the addition of Sm
2O
3 NPs helps in maintaining the ductility while increasing the strengths significantly. The increase in the 0.2 CYS and UCS of Mg-Sm
2O
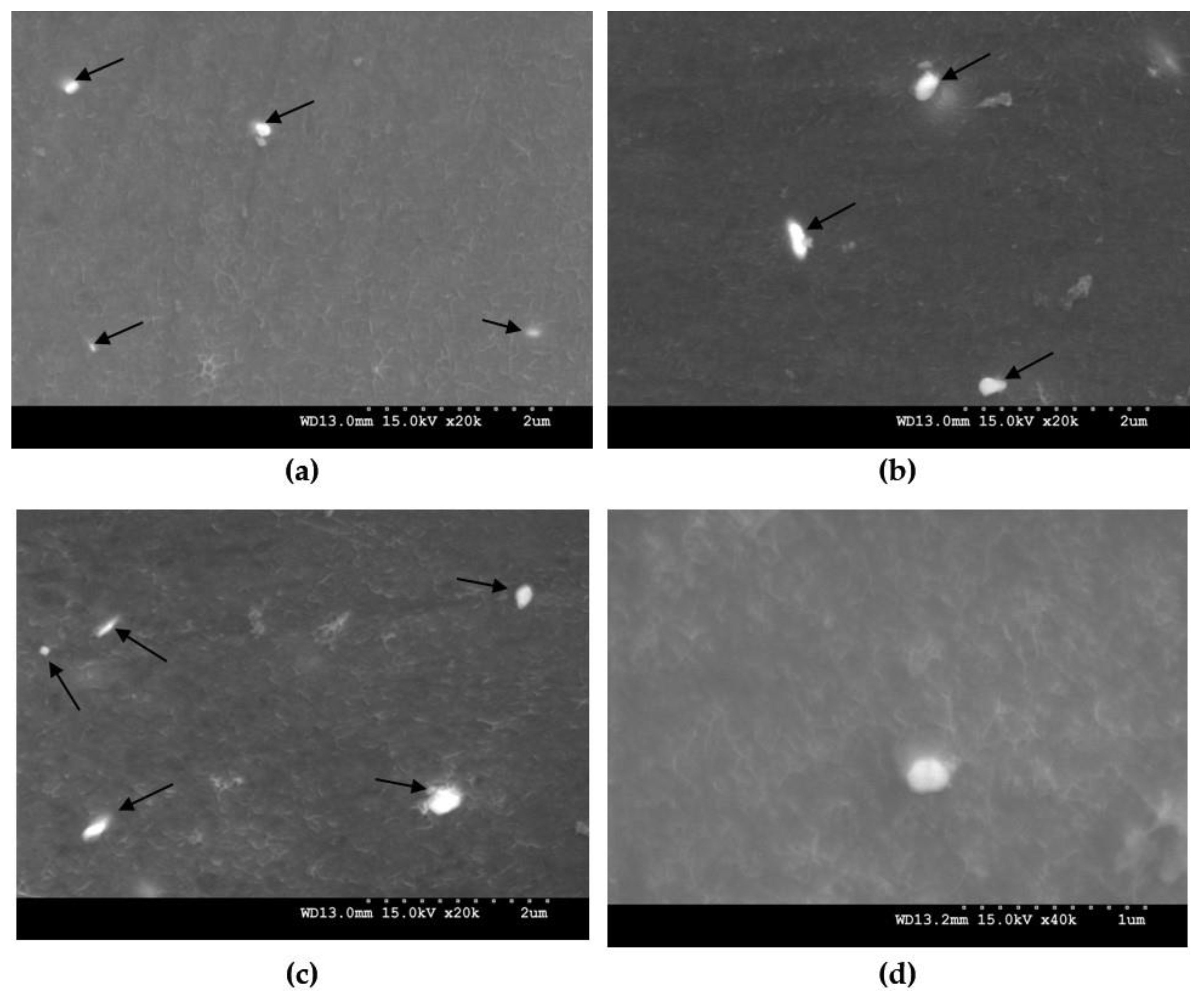
3 nanocomposites can be attributed to (a) presence of fairly dispersed, hard Sm
2O
3 NPs [
35]; (b) significant grain refinement (
Table 1) [
33]; (c) effective transfer of load from the Mg matrix to Sm
2O
3 NPs [
36]; (d) mismatch of the elastic modulus and coefficient of thermal expansion values leading to generation of dislocations [
37], and (e) Orowan strengthening due to the presence of Sm
2O
3 NPs [
37]. The energy absorption (EA) during the process of compressive loading until failure also increased with the progressive addition of Sm
2O
3 NPs. Mg-1 vol % Sm
2O
3 nanocomposite exhibited the maximum EA value of 42.9 MJ/m
3 which is ~60.07% greater than that of pure Mg. The enhanced EA of the nanocomposites with respect to pure Mg shows its potential to be used in damage tolerant designs.
Under compression along the extrusion direction of Mg based materials, deformation occurs by twin, followed by slip [
38]. The upward concave (sigmoidal) nature of compressive flow curves (
Figure 2) with high work hardening further affirms that the compressive deformation occurs by a twinning process. Though the grain refinement is believed to suppress both twin and slip [
39], in turn enhancing the strength of nanocomposites, this effect comes at the expense of compressive ductility. Conversely, the results show that compressive failure strain of the developed Mg-Sm
2O
3 nanocomposites were superior when compared to pure Mg upto 1 vol % addition of Sm
2O
3 NPs and was comparable to pure Mg for Mg-1.5 vol % Sm
2O
3. This can be explained by the fact that, in addition to the role of grain size on the activation energy of twinning, texture also influences the deformation twinning. Additions of rare earth oxides, such as Sm
2O
3, can facilitate grain alignment, favoring both slip and deformation twinning [
40]. Thus, the presence of Sm
2O
3 NPs would help in delaying the twinning by activation of additional competing slip/twin deformation modes by the change in crystallographic orientation, thereby contributing to increased failure strain. Further studies, such as electron back-scattered diffraction (EBSD), are required to confirm the evolution of crystallographic texture in pure Mg due to incorporation of Sm
2O
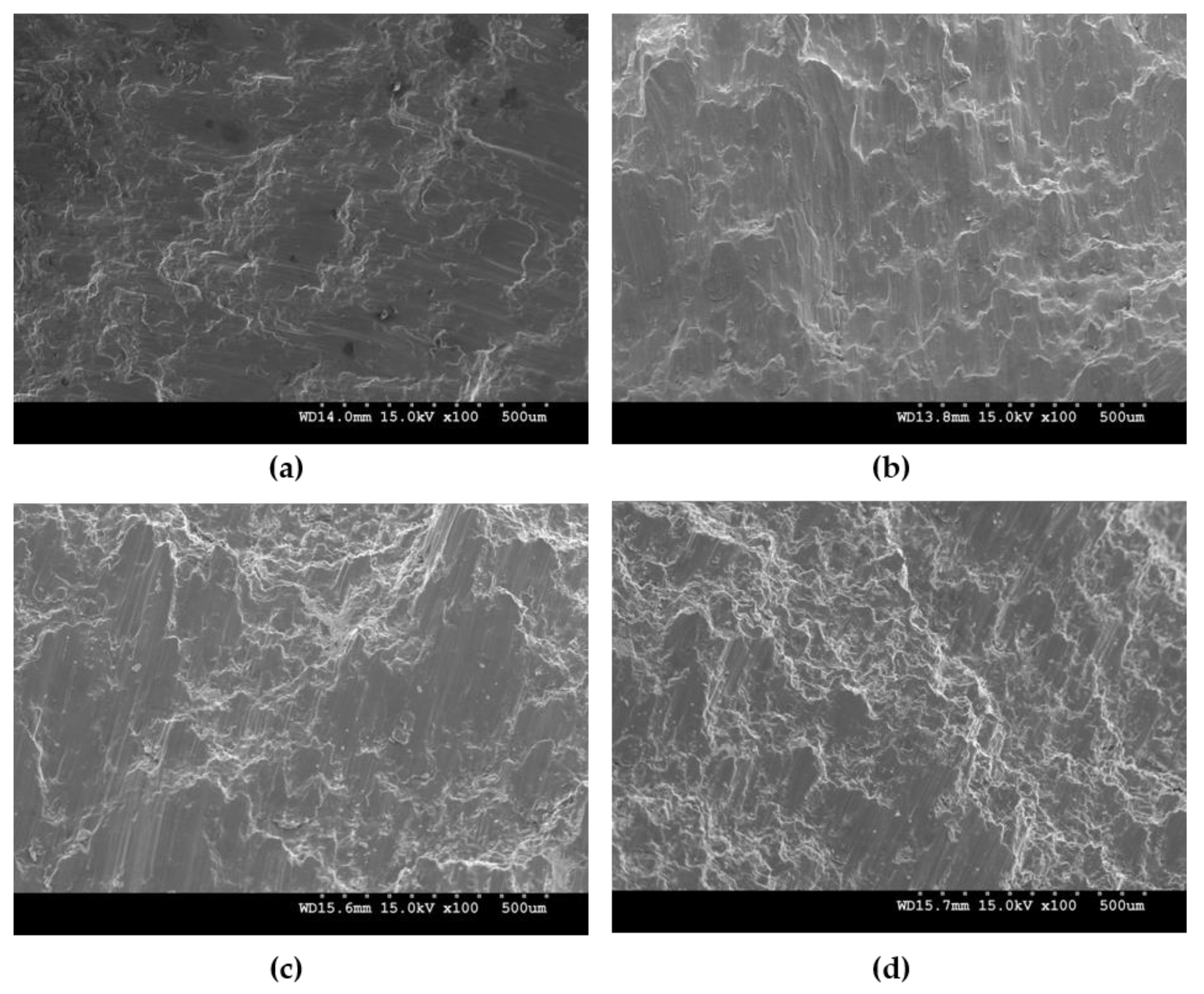
3 NPs. To confirm the mode of failure under compression, fracture studies were performed. Under compressive loading, fracture surfaces are at about 45 degrees with respect to the compression testing direction. Shear bands were observed (see
Figure 3), which is an indication of shear mode of failure.
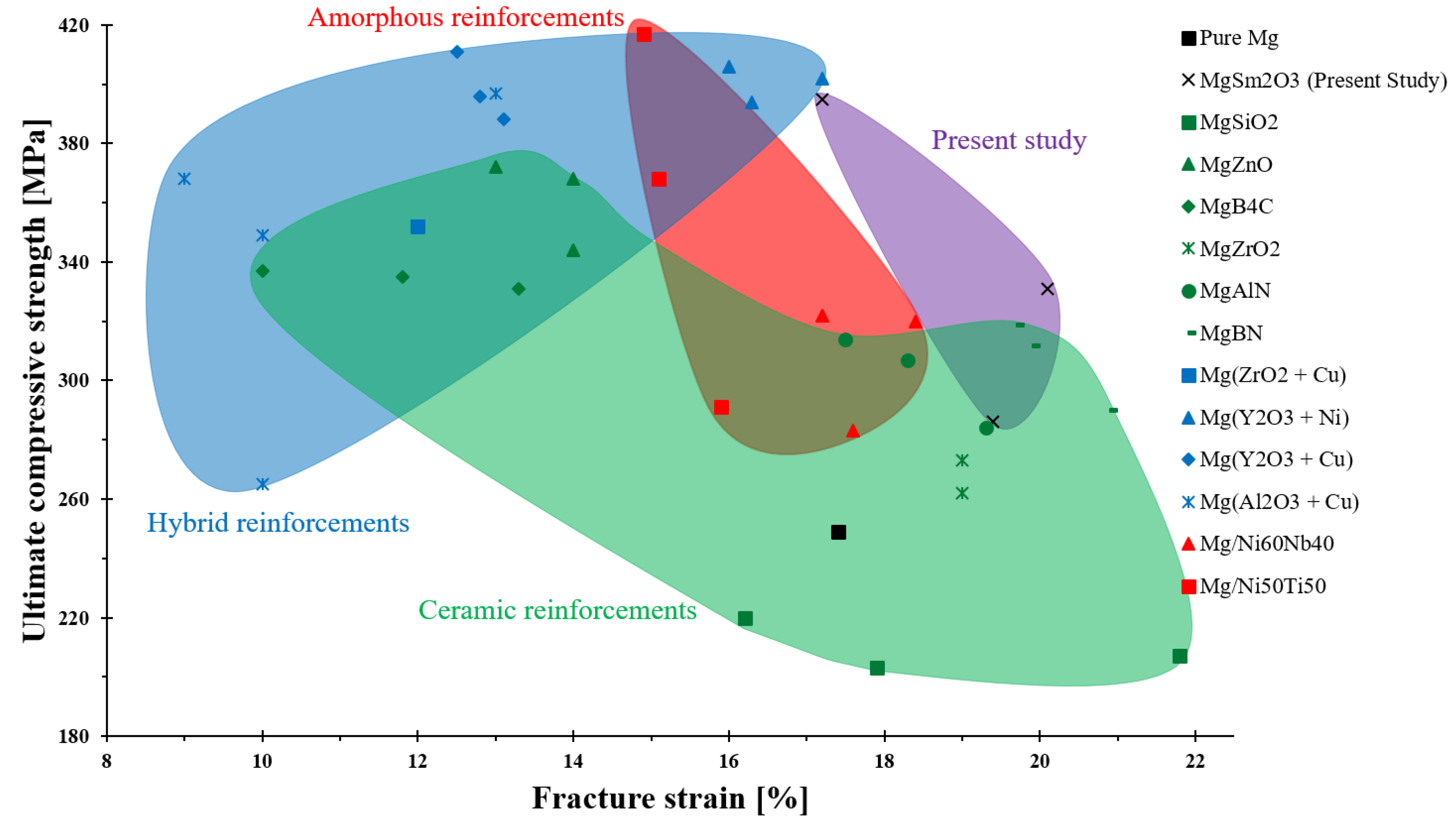
Figure 4 provides an overview of the improvements observed in UCS and fracture strain by the addition of Sm
2O
3 NPs to pure Mg in comparison to other ceramic, hybrid (ceramic + metallic), and amorphous reinforcements synthesized by powder metallurgy. It can be seen from
Figure 4 that, Mg–Sm
2O
3 nanocomposites exhibited the highest UCS with better fracture strain in comparison to other ceramic reinforcements (represented by green bubble). Also, the strength values were comparable to those of hybrid (represented by blue bubble) and amorphous (represented by red bubble) particle-reinforced Mg composites. Further, it should be noted that the room temperature compressive properties of the synthesized nanocomposites are superior or comparable to the properties of commercial magnesium alloys such as AZ91, WE43, WE54, and ME21 [
1,
41]. The combined enhancement in both strength-ductility properties which is better than most powder metallurgy synthesized nanocomposites justifies the use of Sm
2O
3 as a reinforcement, and would encourage researchers in the Mg community to further study its behavior and suitability for various commercial applications.
3.3.2. Elastic Modulus and Damping Characteristics
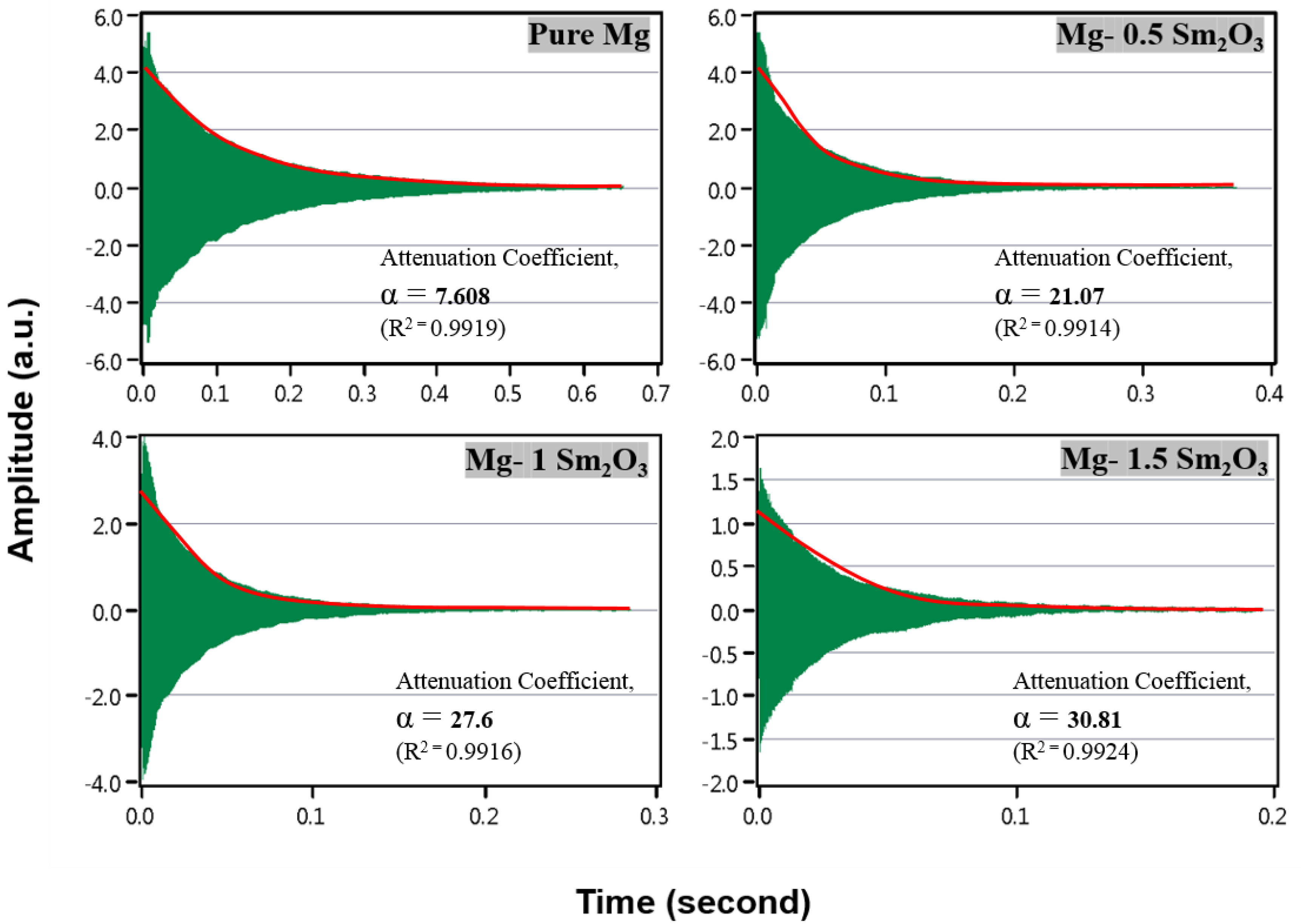
Figure 5 shows a set of amplitude–time plots of representative samples and
Table 5 lists damping loss rate, damping capacity, and elastic moduli of pure Mg and their nanocomposite samples. The vibration signal from each sample is recorded in terms of amplitude vs. time in free vibration mode. The results clearly indicate that the amplitude and time taken to stop the vibration are different for each material and the addition of Sm
2O
3 NPs significantly enhances the damping characteristics of pure Mg. It can be seen from
Figure 5 that the amplitude decreases gradually for pure Mg as against steeper fall in Mg-Sm
2O
3 nanocomposites. With the addition of 0.5 and 1 vol % Sm
2O
3 in Mg matrix, the time taken to damp the vibrations is reduced significantly from 0.65 to 0.37 and 0.29 s, respectively. Most of the vibrations are ceased in less than ~0.2 s with the addition of 1.5 vol % Sm
2O
3.
The damping loss rate (
L) which is the ability of a material to absorb vibration [
42], showed an increase with the addition of Sm
2O
3 NPs (
Table 5) and Mg-1.5 vol % Sm
2O
3 exhibited the maximum value of ~36.65 (~4.47 times greater than that of pure Mg). Damping loss rate as a function of volume percent of the reinforcement follows a linear fit and can be expressed using Equation (2) as,
Further, the damping capacity (Q−1) of Mg is also seen to be increasing with the addition of Sm2O3 NPs. The highest damping capacity of 0.0011395 (~189.21% rise as compared to pure Mg) is shown by Mg-1.5 vol % Sm2O3 nanocomposite. This overall enhancement of the damping properties of Mg-Sm2O3 nanocomposites might be due to the presence of a plastic zone around reinforcement, increase in dislocation density, and due to other damping sources, such as grain boundary sliding mechanisms, defects, and porosities which are analyzed for their validity in the following paragraphs.
A more qualitative evaluation of damping would be by considering the attenuation coefficients. In magnesium and its alloys, the amplitude of free vibration gradually decreases with increase in time and the difference lies in the steepness of the curve which is quantified by the attenuation coefficient. In this study, the material vibrates at a resonant frequency when excited by cyclic external force and when this external force is removed, the resonant-vibration dampens gradually. Then, the amplitude of a damping vibration,
A(
t), can be expressed as
where, “
t” is the time after removal of the external force, “
A0” denotes the amplitude at
t = 0, “
α” represents the attenuation (damping) coefficient (which depends on the damping capacity of materials), and
fr denotes the resonant frequency. Here, in the case of the Mg-Sm
2O
3 nanocomposites, various vibration modes are excited, and therefore we cannot obtain the attenuation coefficient by fitting Equation (3) to the vibration–damping curve. In order to determine
α in such a case, the maximum value of positive amplitude of the damping curve has been picked up and fitted according to the following equation:
The amplitude and the apparent attenuation coefficients of Mg-Sm
2O
3 nanocomposites have been obtained qualitatively, where C denotes the fitting coefficient. An increasing trend in α is clearly evident from
Figure 5 with the increasing amount of Sm
2O
3 NPs. A notable enhancement in the value of α from 7.608 to 30.81 is observed in case of Mg-1.5 vol % Sm
2O
3 nanocomposite as compared to pure Mg, demonstrating significant rise in damping capability.
The CTE of Sm
2O
3 and Mg is 8.5 [
43] and 27.1 × 10
−6/K, respectively. This difference in thermal expansion coefficient between Mg and Sm
2O
3 might induce high residual stresses around the particulates in the Mg matrix, resulting in the formation of plastic deformation zone at the particle/matrix interface. According to the plastic zone damping model proposed by Carreno-Morelli et al. [
44], the damping capacity of a material depends directly on the volume fraction of plastic zone. Therefore, progressive increase in the energy dissipation of pure Mg matrix can be attributed to the higher amount of plastic zone around Sm
2O
3 NPs and further, at higher volume fractions effects are multifold resulting in such a rise in the damping capacity of nanocomposites. Further, significantly higher damping capacities realized for Mg-1 vol % Sm
2O
3 and Mg-1.5 vol % Sm
2O
3 nanocomposites (~166.24% and 189.21% rise as compared to pure Mg, respectively) can be due to overlapping of plastic zones, caused when the plastic zone is larger compared to smaller inter-particulate distances as the volume fraction of NPs increases. This increase in the presence of plastic zones due to the presence of Sm
2O
3 NPs leading to an increase in the hardness of the nanocomposite samples (
Table 1) is found to be substantially high when compared to pure Mg.
Also, thermal mismatch between the constituents leads to higher dislocation density in the matrix. The increase in dislocation density is given as follows [
45],
where, “Δ
α” is the thermal expansion coefficient mismatch between the matrix alloy and the filler (×10
−6/K), “Δ
T” is the difference between working and final temperatures (°C), “
b” is denoted by the Burger vector, “
Vp” represents volume fraction (%), and “
d” is the diameter of reinforcement (m). The CTE difference between Sm
2O
3 and Mg is around 18.6 × 10
−6/K. Dislocation density can be quite significant at the interface and it increases with increasing Sm
2O
3 content. For magnesium-based materials, increased dislocations are favorable for the damping enhancement as dislocation pinning contributes to the damping behavior of magnesium nanocomposites [
46]. The increase in dislocation density can also be attributed to the presence of hard Sm
2O
3 NPs in the magnesium matrix [
47]. In addition, the crystal structure will be distorted locally at the matrix/reinforcement interface due to the presence of two-dimensional defects at the interface. Thereby, atoms may slip up at the interface, resulting in flexible dislocation movement and leading to higher damping response [
48].
Further, it has also been observed that defects play an important role in tailoring damping properties. Chung [
49] suggested that defects may shift the locations during vibration, acting as internal friction resources leading to higher damping capacities. The presence of porosity further augments the damping capacity due to the heterogeneous stress–strain distribution, causing stress concentrations which results in higher dislocation movements [
50]. From
Table 1, an increase in the addition of Sm
2O
3 NPs increased the porosity levels of Mg-Sm
2O
3 nanocomposites. The highest damping capacity is observed for Mg-1.5 vol % Sm
2O
3 nanocomposite which has maximum matrix porosity levels as seen from
Table 1. Based on the aforementioned reasons, the damping is likely to be dominated by the presence of porosity and the microstructural variations due to Sm
2O
3 NPs in Mg-Sm
2O
3 nanocomposites [
35]. Elasto-thermodynamic damping and grain boundary damping are not expected to be significant in this study due to room temperature operation conditions, sample dimensions, and frequency magnitude.
Along with the compression and hardness properties, elastic modulus and damping capacity are the two important properties to investigate for applications targeting orthopedic implants. High elastic modulus (such as exhibited by steel and titanium) as compared to the natural bone results in stress-shielding effects and decreases the stimulation of new bone growth, leading to implant failure [
5]. The high damping capacity of a metallic implant helps in mitigating the vibrations caused when the patient moves and suppresses the stresses developed at the bone/implant interface to achieve better osseointegration [
51]. The addition of Sm
2O
3 NPs enhanced the damping characteristics of pure Mg with marginal increase in the elastic modulus (
Table 5). This marginal increase in the elastic modulus with increasing amount of Sm
2O
3 NPs can be attributed to the presence of Sm
2O
3 which exhibits a higher elastic modulus of about 183 GPa [
22]. However, it was observed that elastic modulus of all samples remained lower than theoretical values, which can be attributed to the presence of porosity. The effect of presence of high modulus Sm
2O
3 NPs was largely negated by the presence of relatively higher amounts of porosity in the composites.


 ,
, 








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}