Characteristics of Residual Stresses Generated by Induction Heating on Steel Plates

Abstract
:1. Introduction
2. Experiment
2.1. Test Specimens
2.2. Induction Heating on Test Specimens
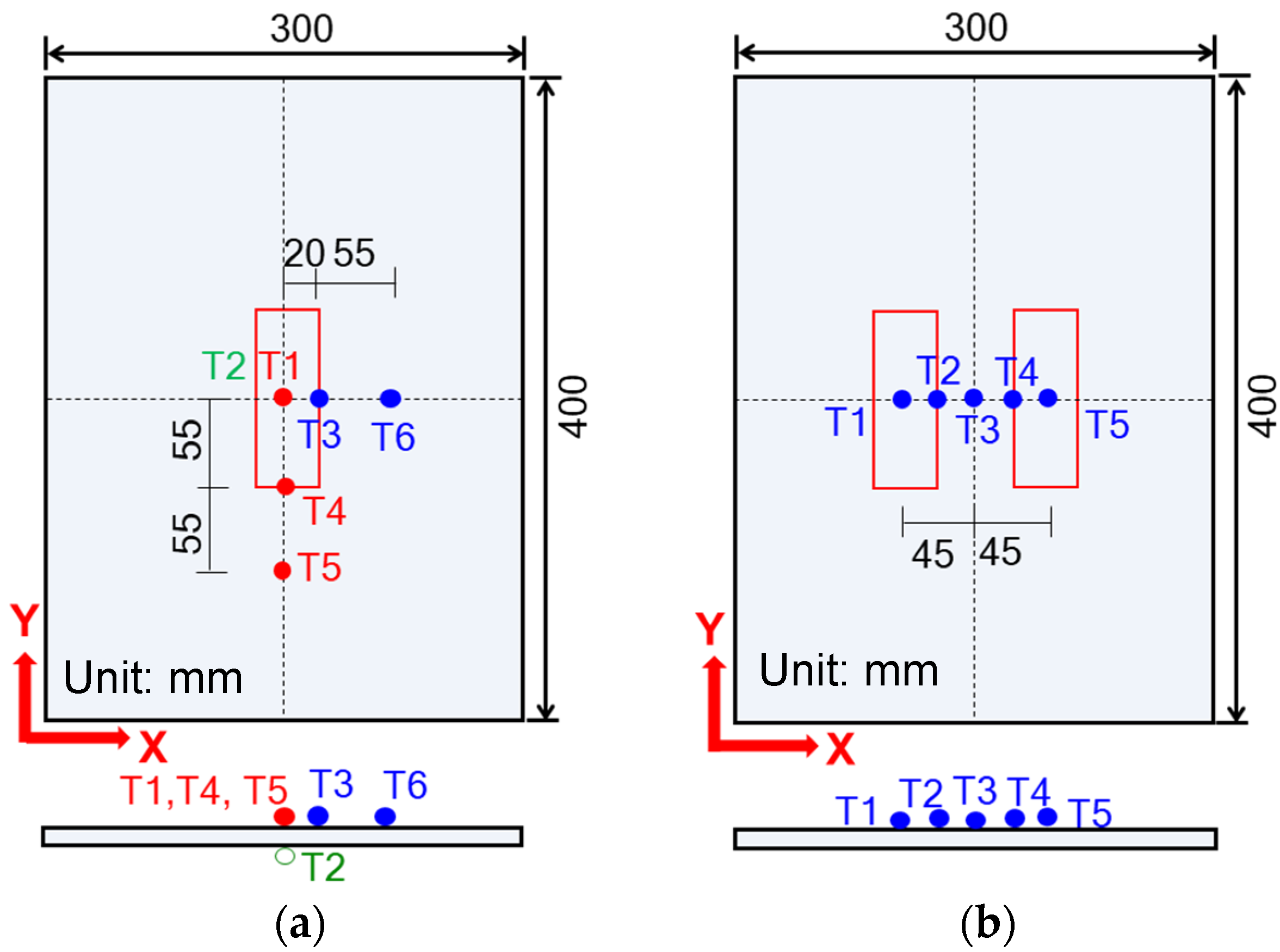
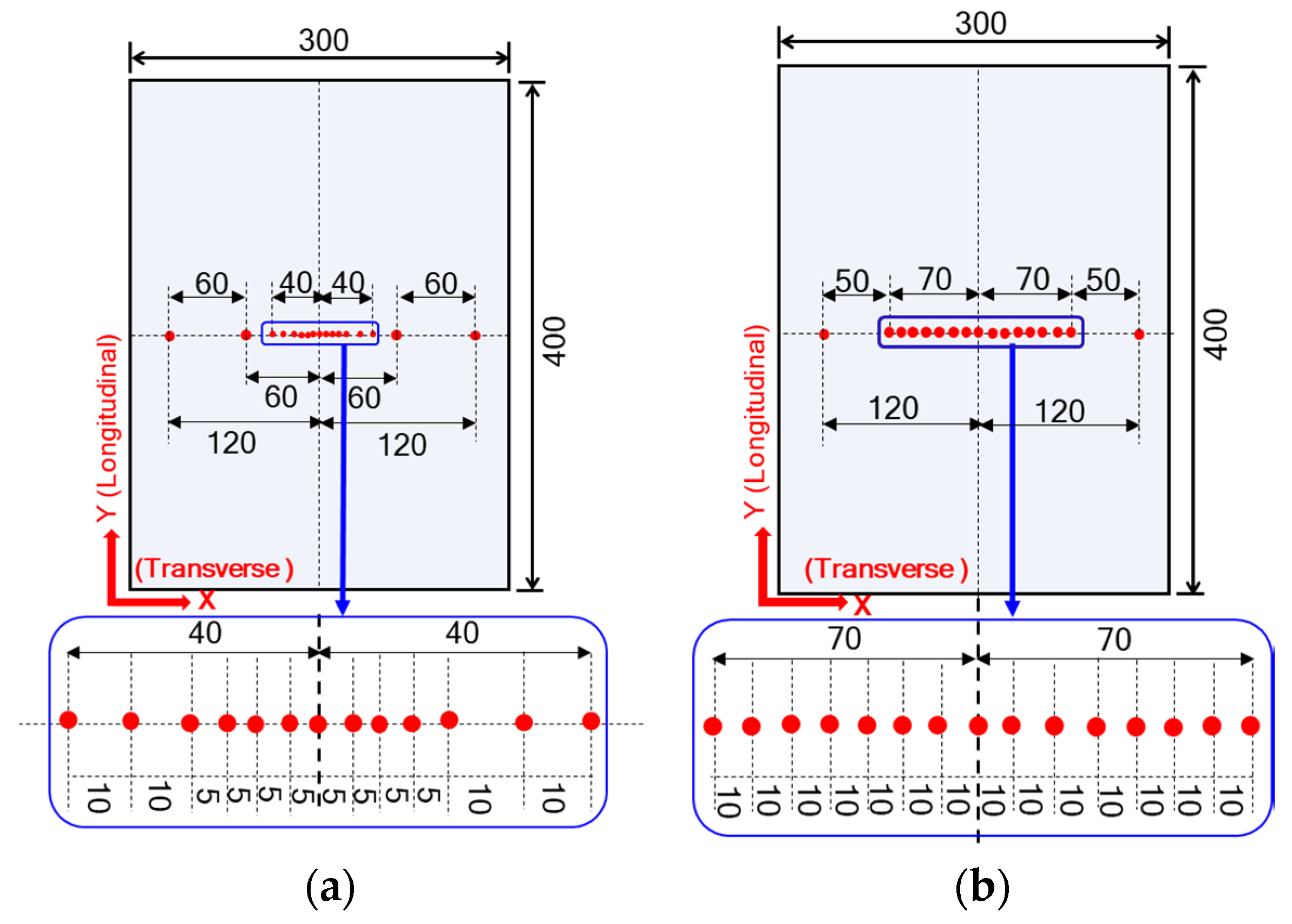
2.3. Residual Stresses Measurement by the X-ray Diffraction Method
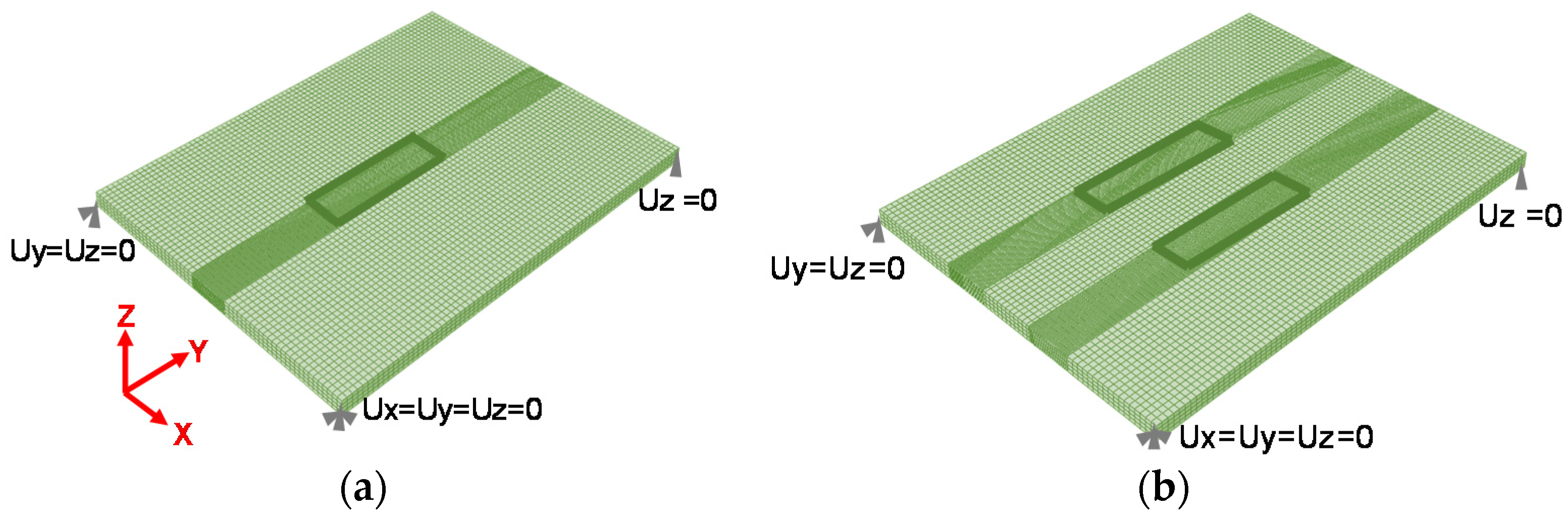
3. Numerical Simulation
4. Results and Discussion
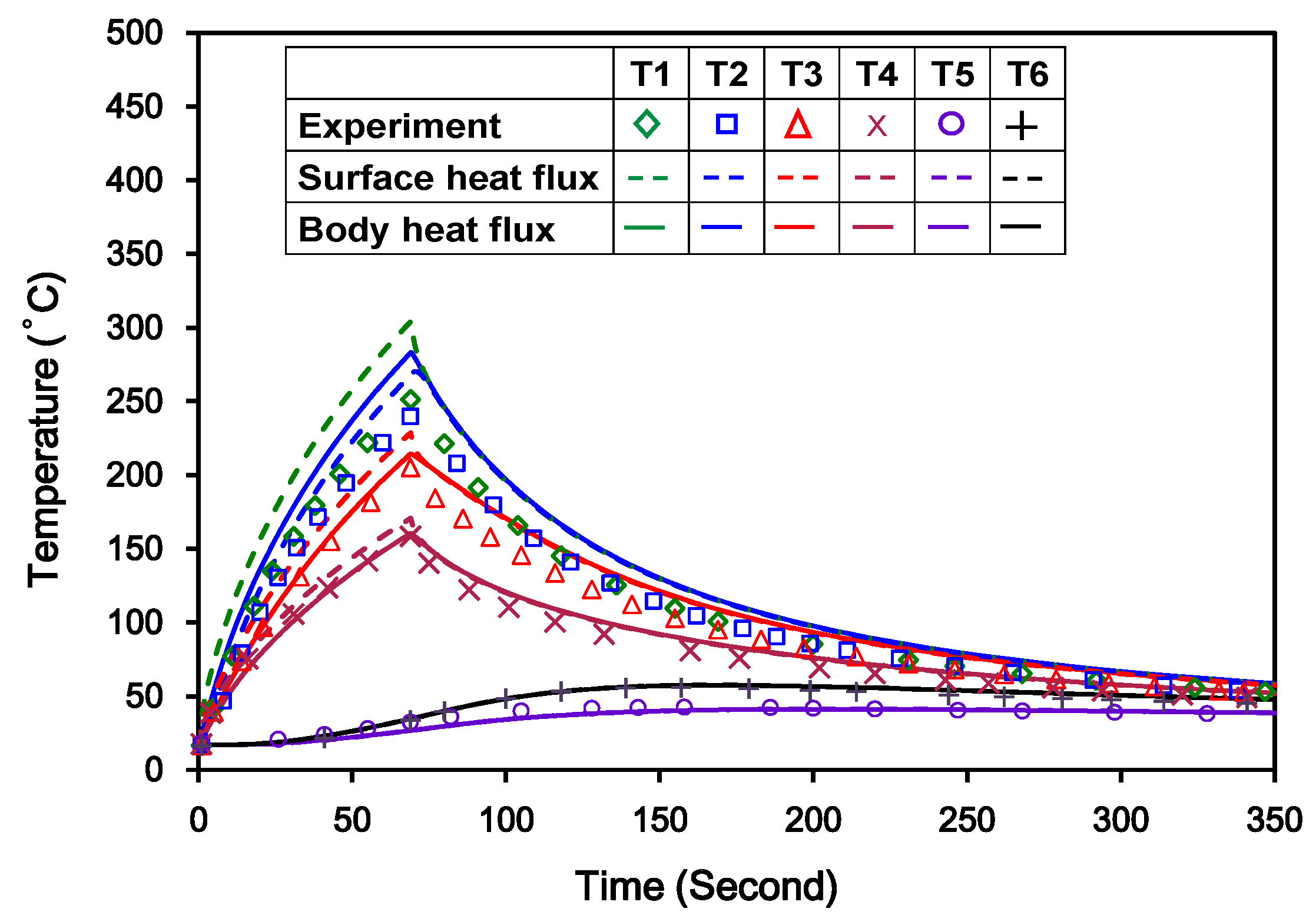
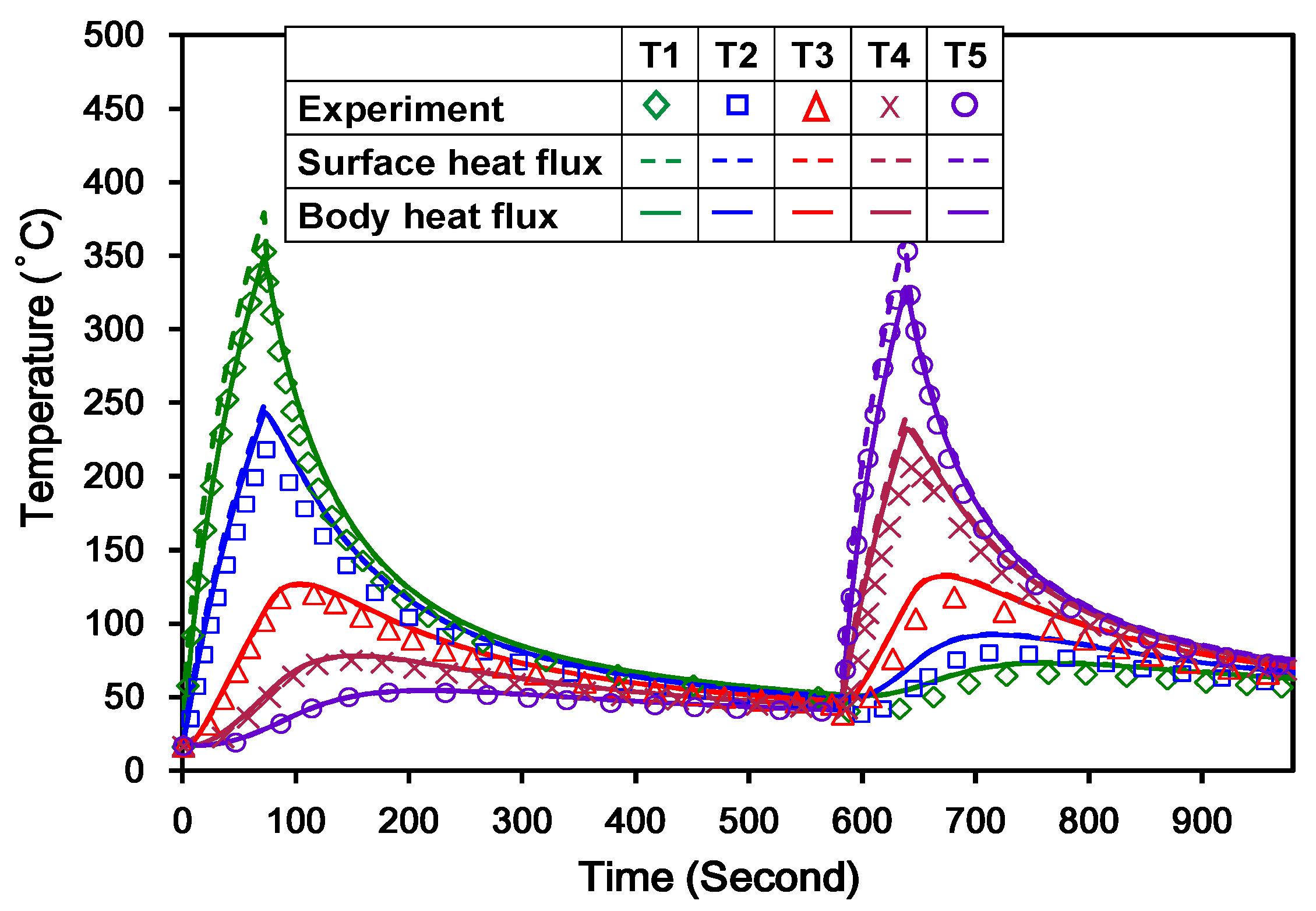
4.1. Temperature History
4.1.1. Case 1: Single Heating (250 °C)
4.1.2. Case 2: Double Heating (250 °C)
4.1.3. Case 3: Double Heating (350 °C)
4.2. Residual Stresses
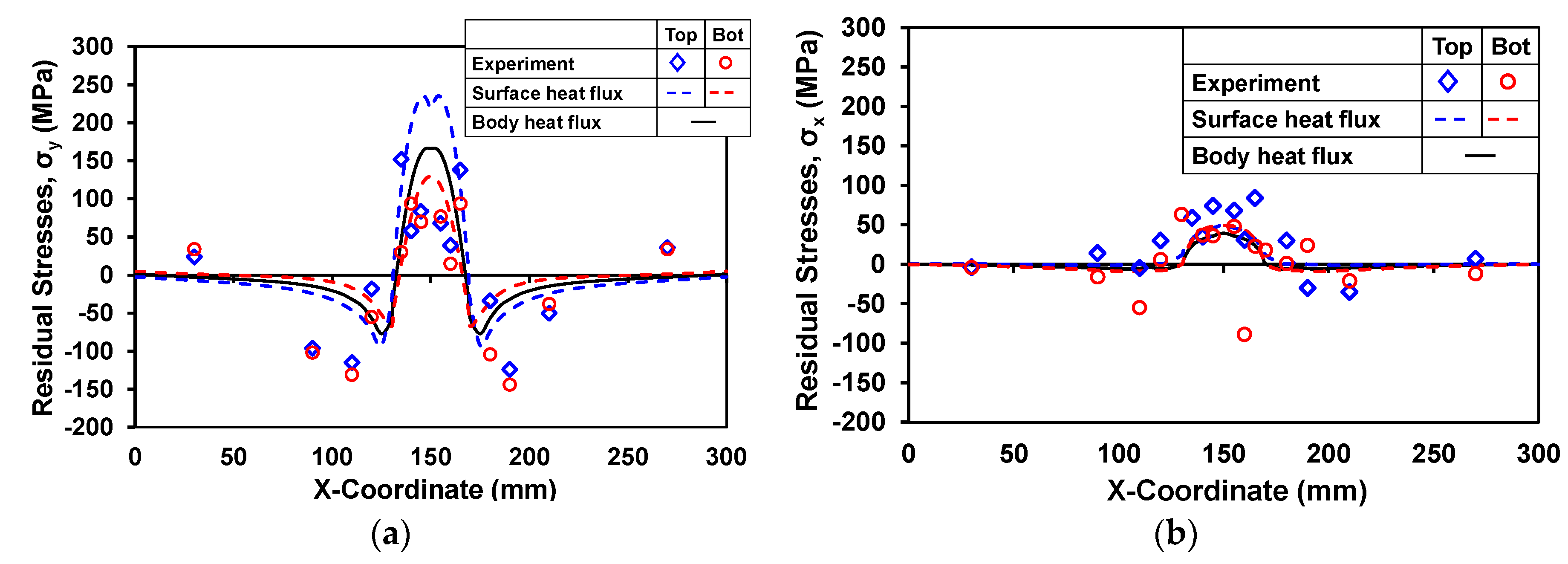
4.2.1. Case 1: Single Heating (250 °C)
4.2.2. Case 2: Double Heating (250 °C)
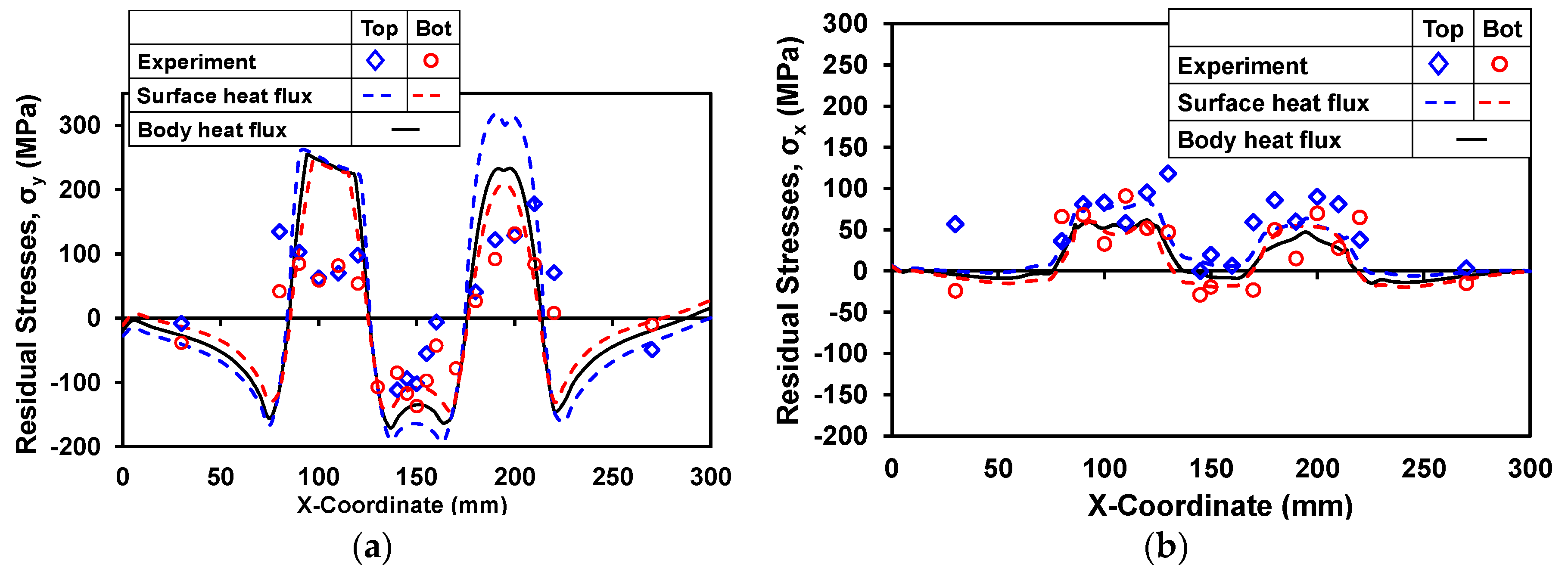
4.2.3. Case 3: Double Heating (350 °C)
5. Conclusions
- The temperatures 250 °C and 350 °C of IH on the top surface of 12 mm thick steel plates generated little temperature gradient through the thickness.
- Case 1 and Case 2 heat treatments were performed with the target temperature of 250 °C. The Case 1 heat treatment was conducted by 4.1 kW of current power and it took about 69 s to reach the target temperature. However, in Case 2, current supply was increased to 5.2 kW and the duration was about 39 s to reach the target temperature. It was noted that heat treatment with IH made it possible to achieve the same target temperature in a shorter time, resulting in economic benefit due to energy saving.
- In the longitudinal direction, single heating to 250 °C generated the maximum tensile residual stresses of 152 MPa at the top surface and 94 MPa at the bottom surface of the heating field, whereas the compressive residual stresses were about 124 MPa at the top surface and 144 MPa at the bottom surface for balancing the tensile residual stresses.
- Double heating to 250 °C produced the maximum tensile residual stress of 132 MPa and the maximum compressive stress of 120 MPa. Since the second heating acted as the stress release on the first heating process, the residual stresses of the double heating were lower than those of the single heating with the same temperature.
- Double heating to 350 °C induced the maximum tensile residual stress of 178 MPa and the maximum compressive stress of 136 MPa. The residual stress control by IH is expected to improve the performance of steel structural members. If this compressive stress is superimposed on the tensile residual stress around the welded part, then the fatigue performance of the welded part is expected to be improved.
- Heat input for the heat treatment was incorporated into numerical models based on the experimental data. Since two different power supplies, for example 4.1 kW for single heating and 5.2 kW for double heating, were adopted for the heat treatment, heat inputs were not the same even though the target temperatures were the same. However, heat treatment with IH provided a uniform thermal efficiency (38%), which could reproduce the temperature history from the experiment for all cases.
- The temperature histories by IH were more accurately simulated by the thermal condition analysis with the body heat flux input model than with the surface heat flux model. Besides that, the residual stresses generated by IH could be simulated by the thermo-mechanical analysis. The simulation accuracy of the body heat flux input model was relatively higher than that of the surface heat flux input model in this study using 12 mm thick steel plates. However, the simulation accuracy for the magnitude of the residual stress should be improved.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Tamakoshi, T.; Yokoi, Y.; Ishio, M. The feature of degradation of steel highway bridges estimated from the periodic inspection data collected out of Japan. Steel Constr. Eng. 2014, 21, 99–113. (In Japanese) [Google Scholar]
- Tanaka, Y.; Murakoshi, J. Evaluation and mitigation methods of corrosive environment around expansion joints of highway bridges. Civil. Eng. J. 2008, 50, 16–19. (In Japanese) [Google Scholar]
- Haghani, R.; Al-Emrani, M.; Heshmati, M. Fatigue-prone details in steel bridges. Buildings 2012, 2, 456–476. [Google Scholar] [CrossRef]
- Pedersen, M.M.; Mouritsen, O.Ø.; Hansen, M.R.; Andersen, J.G.; Wenderby, J. Comparison of post weld treatment of high strength steel welded joints in medium cycle fatigue. Weld. World 2010, 54, R208–R217. [Google Scholar] [CrossRef]
- Haagensen, P.J.; Maddox, S.J. IIW Recommendation on Post Weld Improvement of Steel and Aluminium Structures; IIW Doc. XIII-1815-00; International Institute of Welding: Roissy, France, 2003. [Google Scholar]
- Garud, V.; Bhoite, S.; Ingale, S.; More, S.; Lakade, S.S.; Matekar, S.B. Effect of post weld toe treatments on fatigue life of welded structures using FEA. Mater. Today Proc. 2017, 4, 1116–1126. [Google Scholar] [CrossRef]
- Cheng, X.; Fisher, J.W.; Prask, H.J.; Gnäupel-Herold, T.; Yen, B.T.; Roy, S. Residual stress modification by post-weld treatment and its beneficial effect on fatigue strength of welded structures. Int. J. Fatigue 2003, 25, 1259–1269. [Google Scholar] [CrossRef]
- Gan, J.; Sun, D.; Wang, Z.; Luo, P.; Wu, W. The effect of shot peening on fatigue life of Q345D T-welded joint. J. Constr. Steel Res. 2016, 126, 74–82. [Google Scholar] [CrossRef]
- Leitner, M. Influence of effective stress ratio on the fatigue strength of welded and HFMI-treated high-strength steel joints. Int. J. Fatigue 2017, 102, 158–170. [Google Scholar] [CrossRef]
- Harati, E.; Svensson, L.; Karlsson, L.; Hurtig, K. Effect of HFMI treatment procedure on weld toe geometry and fatigue properties of high strength steel welds. Proc. Struct. Integr. 2016, 2, 3483–3490. [Google Scholar] [CrossRef]
- Tanaka, J. Why is post weld heat treatment required? J. Jpn. Weld. Soc. 1996, 65, 196–198. (In Japanese) [Google Scholar] [CrossRef]
- Wang, W.; Qin, S. Experimental investigation of residual stresses in thin-walled welded H-sections after fire exposure. Thin-Walled Struct. 2016, 101, 109–119. [Google Scholar] [CrossRef]
- Zhao, M.S.; Chiew, S.P.; Lee, C.K. Post weld heat treatment for high strength steel welded connections. J. Constr. Steel Res. 2016, 122, 167–177. [Google Scholar] [CrossRef]
- Wang, J.; Han, J.; Domblesky, J.P.; Li, W.; Yang, Z.; Zhao, Y. Residual stress reduction in single pass welds using parallel line reheating. J. Press. Vessel Technol. 2016, 138, 021402-(1-9). [Google Scholar] [CrossRef]
- Lin, Y.C.; Chou, C.P. A new technique for reducing the residual stress induced by welding in type 304 stainless steel. J. Mater. Proc. Technol. 1995, 48, 693–698. [Google Scholar] [CrossRef]
- Rybicki, E.F.; McGuire, P.A. A computational model for improving weld residual stresses in small diameter pipes by induction heating. J. Press. Vessel Technol. 1981, 103, 294–299. [Google Scholar] [CrossRef]
- Rybicki, E.F.; McGuire, P.A. The effects of induction heating conditions on controlling residual stresses in welded pipes. J. Eng. Mater. Technol. 1982, 104, 267–273. [Google Scholar] [CrossRef]
- Han, Y.; Yu, E.L.; Zhao, T.X. Three-dimensional analysis of medium-frequency induction heating of steel pipes subject to motion factor. Int. J. Heat Mass Trans. 2016, 101, 452–460. [Google Scholar] [CrossRef]
- Moussaoui, K.; Segonds, S.; Rubio, W.; Mousseigne, M. Studying the measurement by X-ray diffraction of residual stresses in Ti6Al4V titanium alloy. Mater. Sci. Eng. A 2016, 667, 340–348. [Google Scholar] [CrossRef]
- Lin, J.; Ma, N.; Lei, Y.; Murakawa, H. Measurement of residual stress in arc welded lap joints by cosα X-ray diffraction method. J. Mater. Proc. Technol. 2017, 243, 387–394. [Google Scholar] [CrossRef]
- Lee, S.Y.; Ling, J.; Wang, S.; Ramirez-Rico, J. Precision and accuracy of stress measurement with a portable X-ray machine using an area detector. J. Appl. Crystallogr. 2017, 50, 131–144. [Google Scholar] [CrossRef]
- Kim, Y.C.; Lee, J.Y.; Inose, K. Dominant factors for high accurate prediction of distortion and residual Stress generated by fillet welding. Steel Struct. 2007, 7, 93–100. [Google Scholar]
- Nakagawa, H.; Suzuki, H. Ultimate temperatures of steel beams subjected to fire. Steel Constr. Eng. 1999, 6, 57–65. (In Japanese) [Google Scholar]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (Mass %) | ||||
|---|---|---|---|---|
| C | Si | Mn | P | S |
| 0.16 | 0.13 | 0.68 | 0.16 | 0.004 |
| Method | cosα |
|---|---|
| Voltage | 30 kV |
| Current | 0.5 mA |
| Acquisition time | 45 s |
| Spot diameter | 2.0 mm |
| psi angle | 35 deg |
| X-ray diffraction peak position | 156.4 deg |
| Diffraction planes | 2.1.1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aung, M.P.; Nakamura, M.; Hirohata, M. Characteristics of Residual Stresses Generated by Induction Heating on Steel Plates. Metals 2018, 8, 25. https://doi.org/10.3390/met8010025
Aung MP, Nakamura M, Hirohata M. Characteristics of Residual Stresses Generated by Induction Heating on Steel Plates. Metals. 2018; 8(1):25. https://doi.org/10.3390/met8010025
Chicago/Turabian StyleAung, May Phyo, Masaaki Nakamura, and Mikihito Hirohata. 2018. "Characteristics of Residual Stresses Generated by Induction Heating on Steel Plates" Metals 8, no. 1: 25. https://doi.org/10.3390/met8010025