A Study on Improving the Shape Error of the Lower Mold of Free-Form Concrete Panels Using Magnetic Force



Abstract
:1. Introduction
2. Literature Review
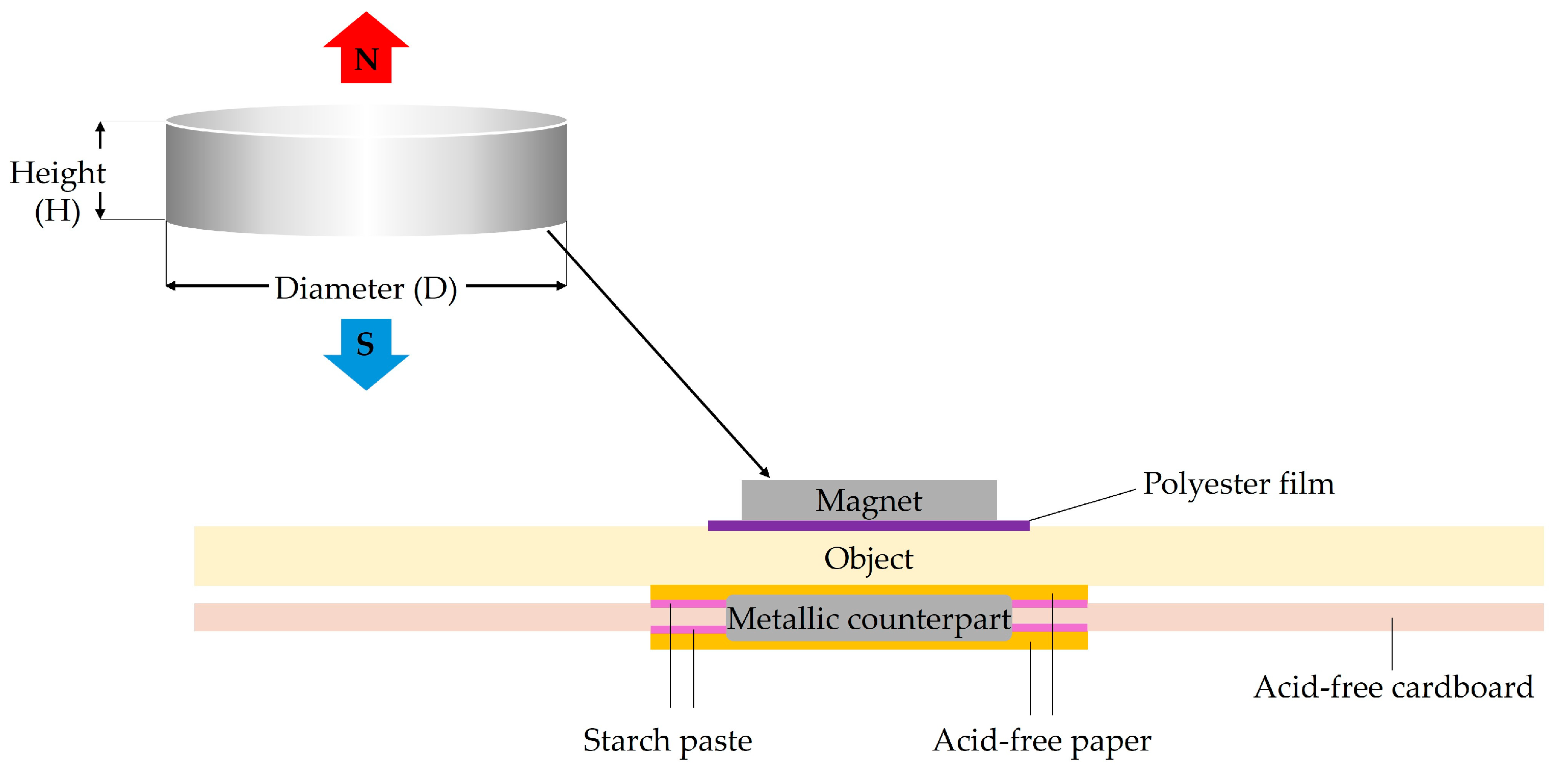
2.1. Analysis of Previous Studies on Fixing Methods Using Magnetic Force
2.2. Analysis of Previous Studies on the Manufacture of Free-Form Panels Using Silicone
3. Design of Neodymium Silicone Cap
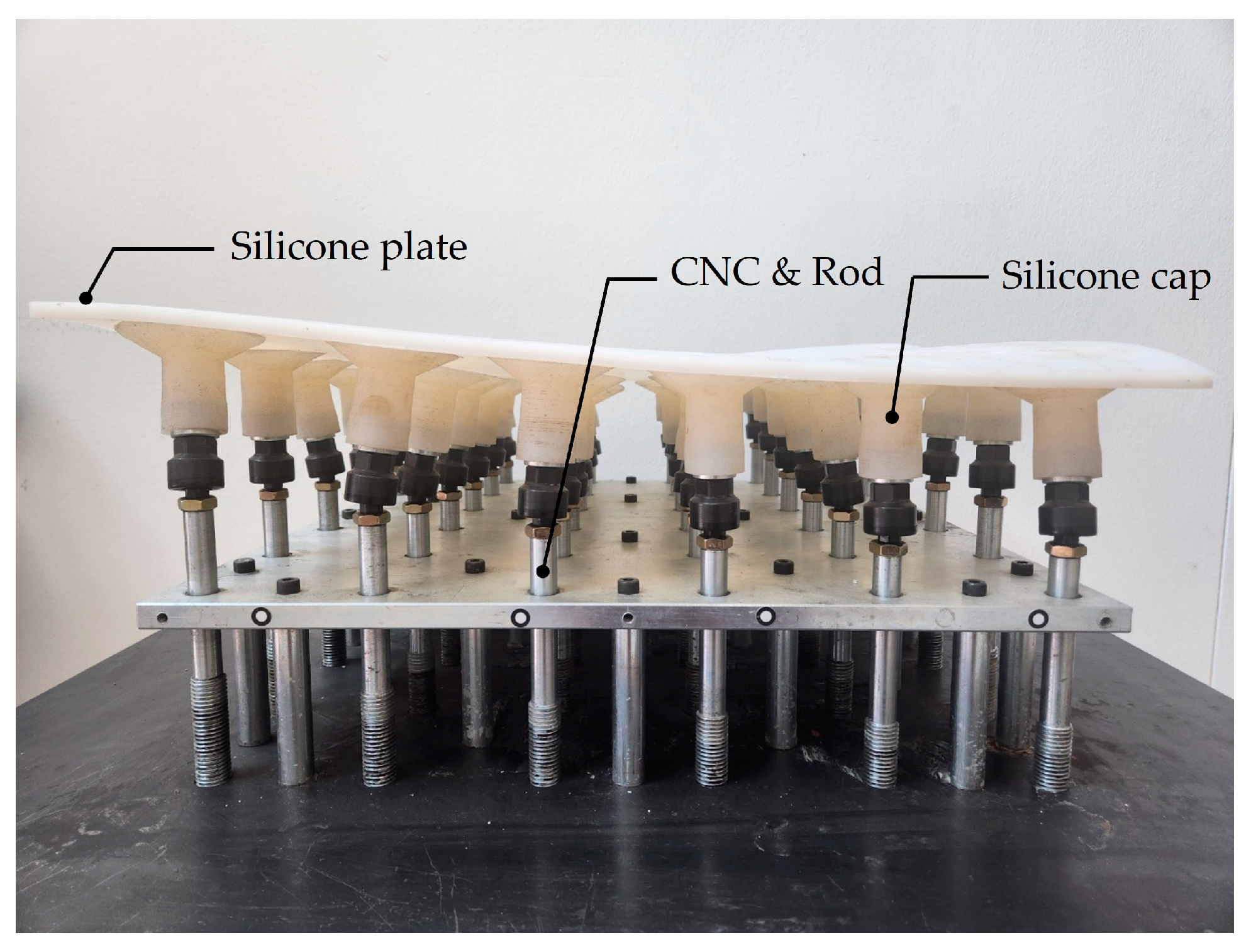
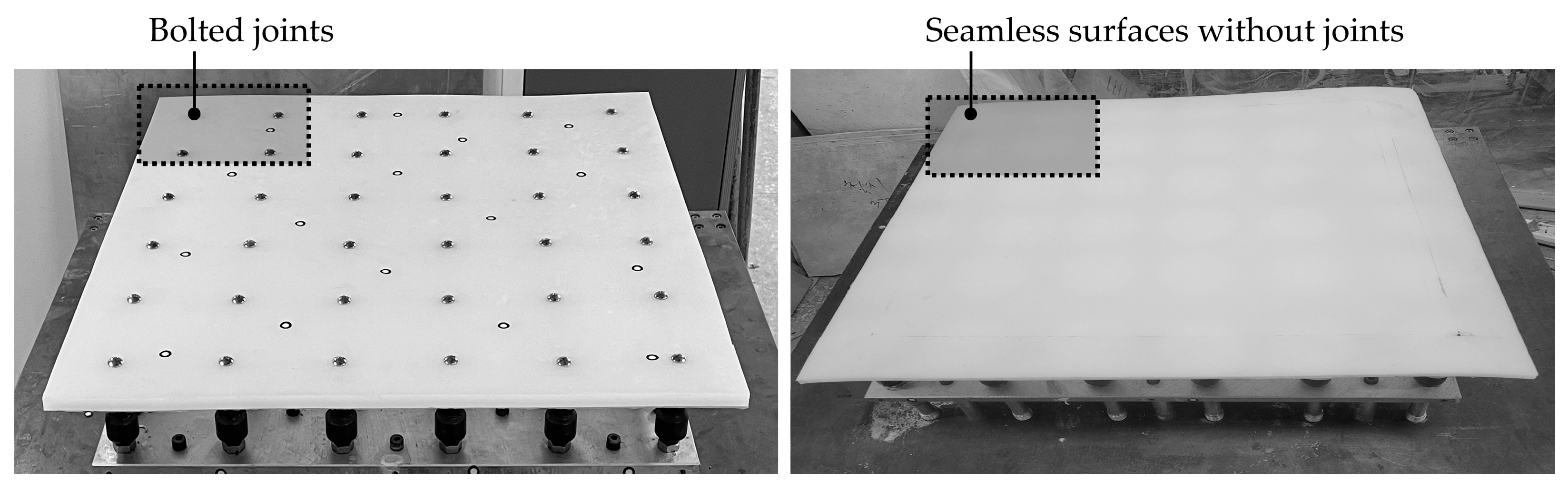
3.1. Analysis of Limitations of Existing Methods
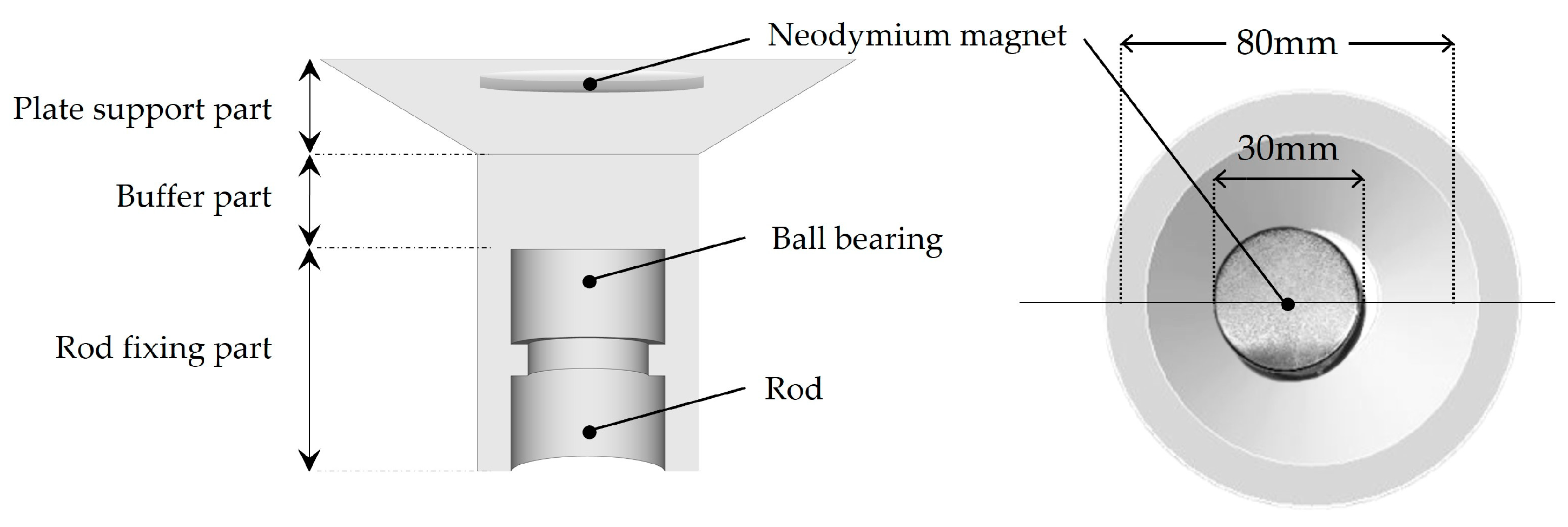
3.2. Neodymium Silicone Cap Design
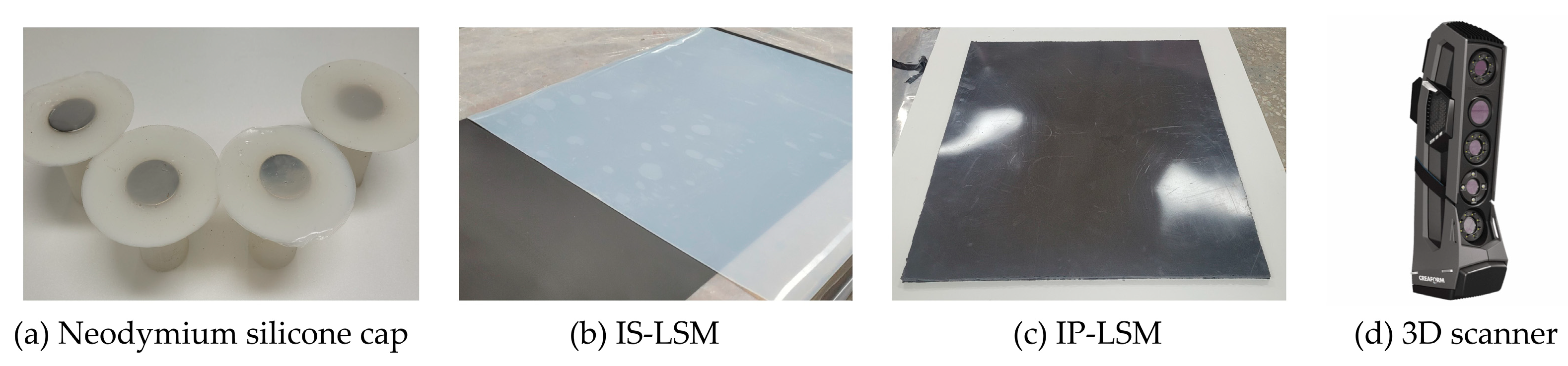
4. Manufacturing and Performance Comparison Experiment of IS-LSM and IP-LSM
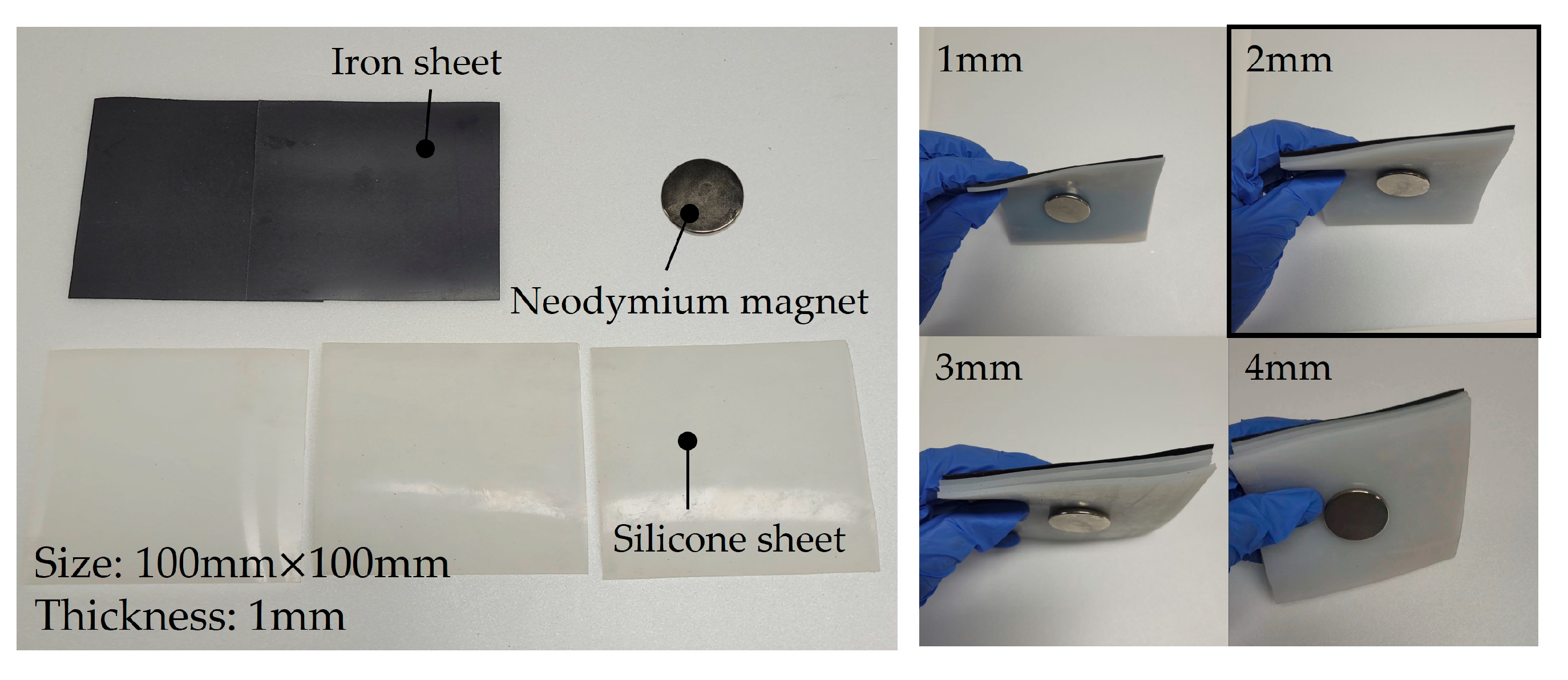
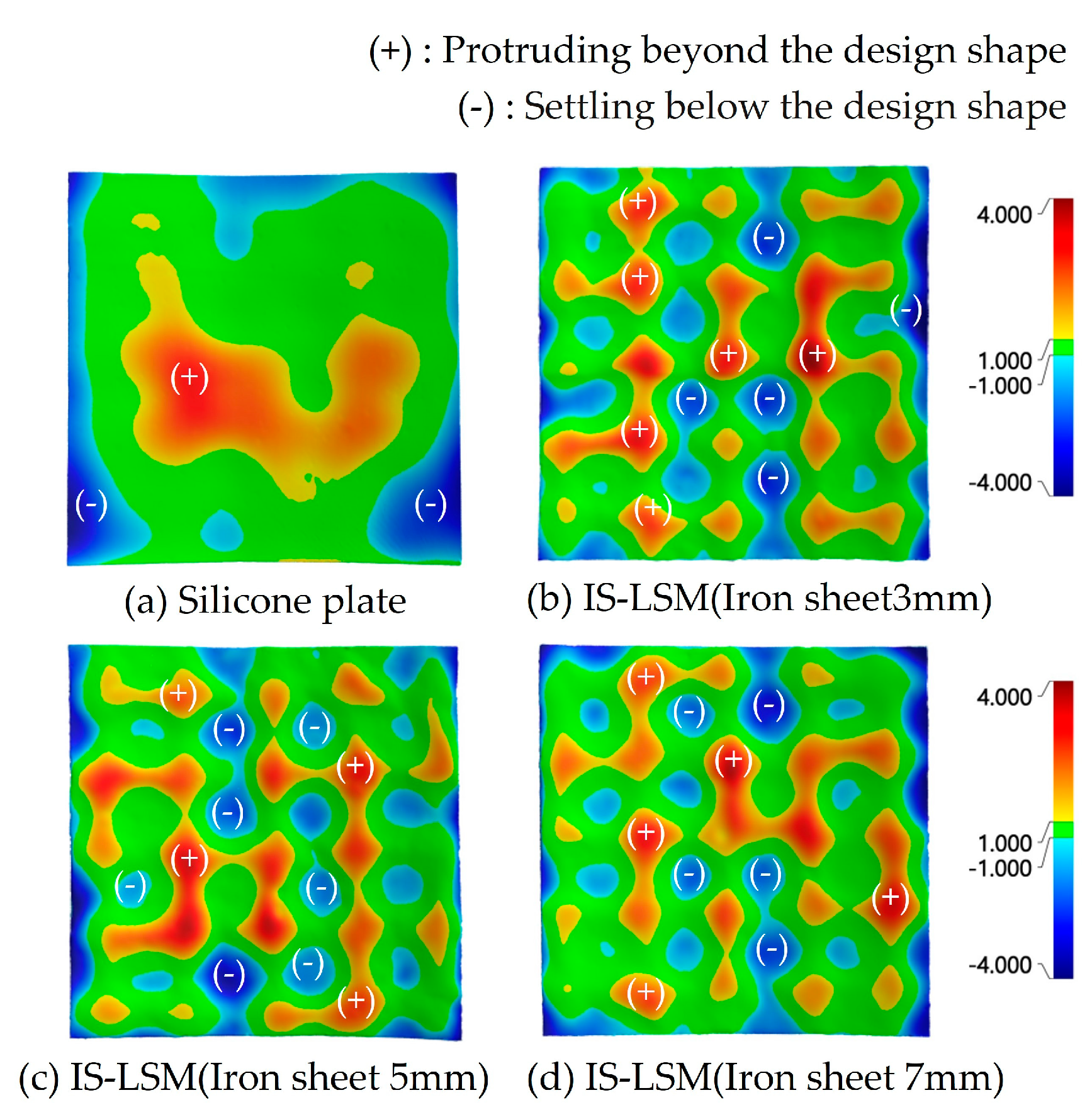
4.1. Performance Experiment for Manufacturing IS-LSM
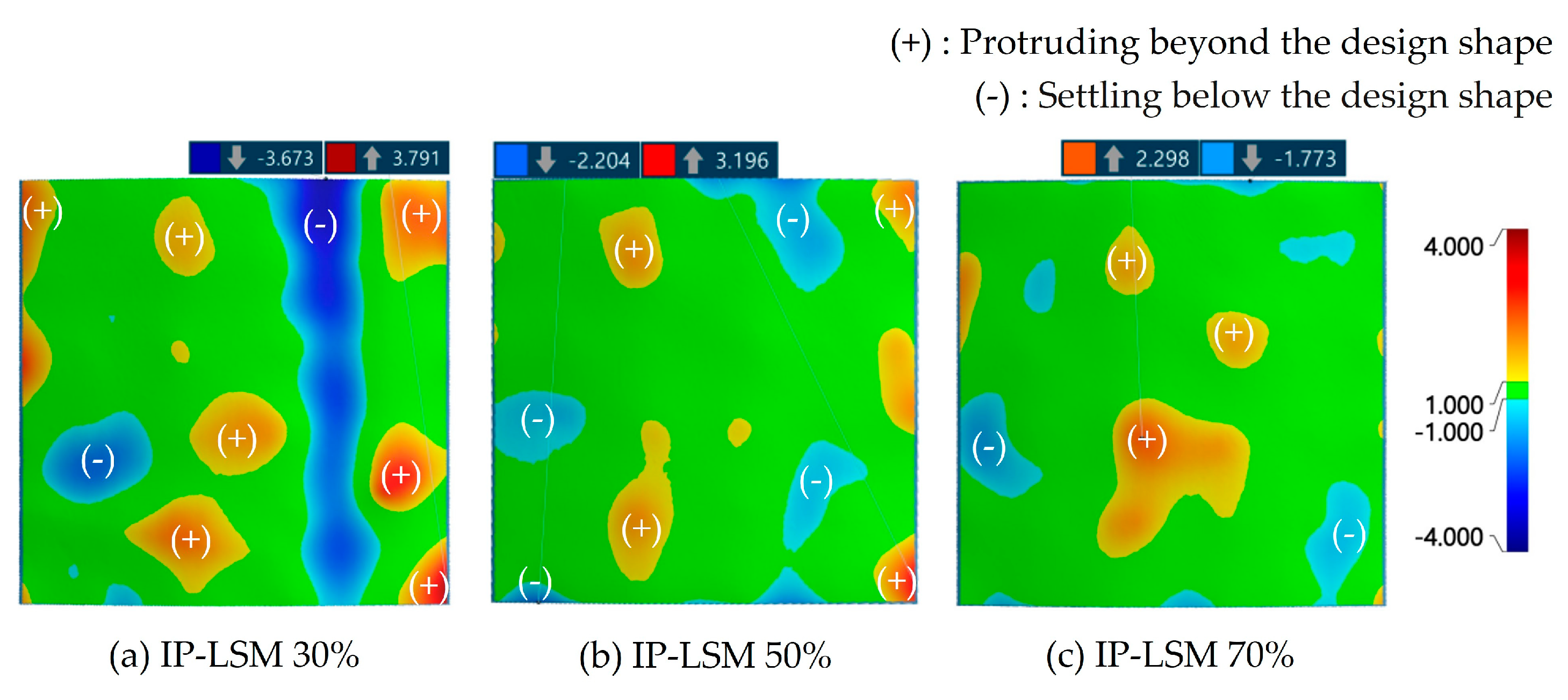
4.2. Performance Test for IP-LSM Fabrication
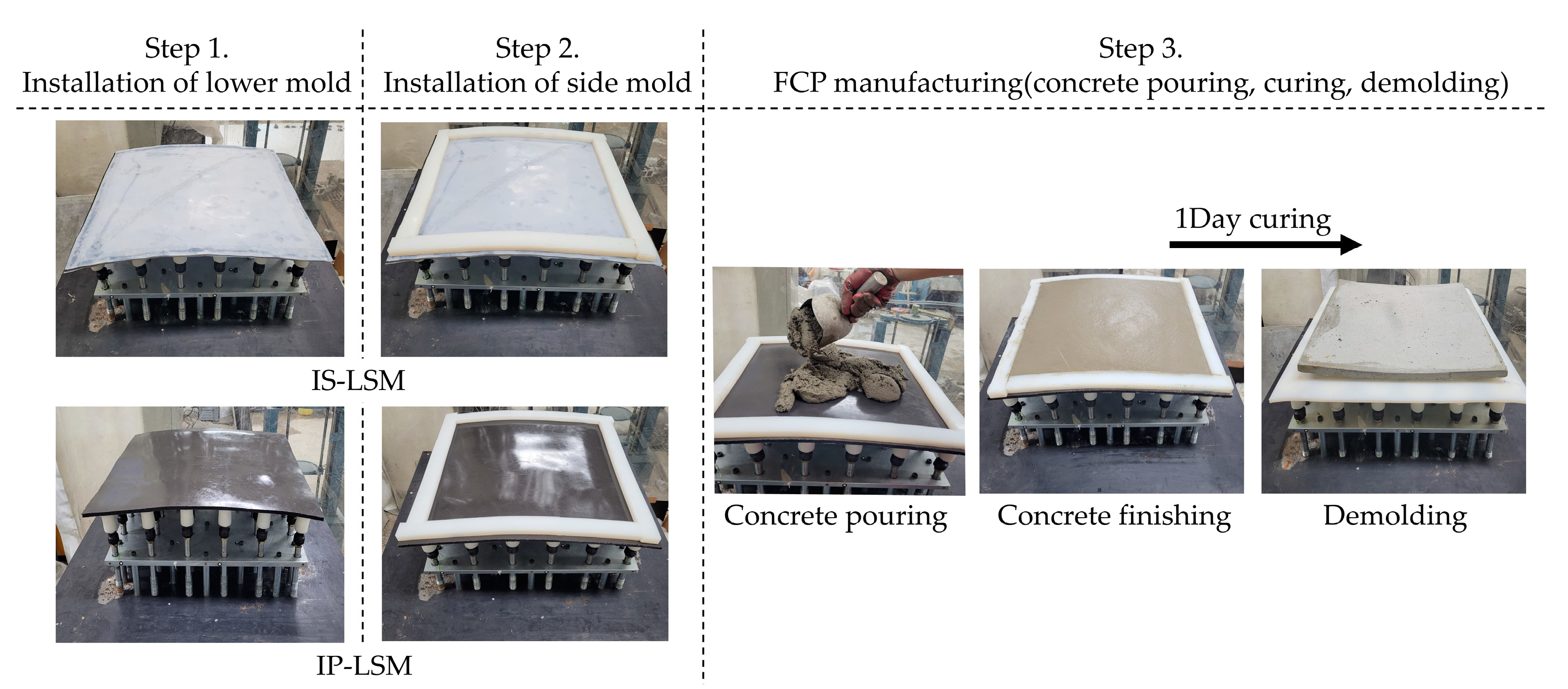
4.3. Experiment on the Manufacturing of Free-Form Concrete Panels
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Yun, J.; Youn, J.; Kim, J.; Lee, D. Development of Connection Technology between Multi-Point Press and Flexible Mold for Manufacturing Free-Form Concrete Panel. Buildings 2022, 12, 767. [Google Scholar] [CrossRef]
- Hawkins, W.J.; Herrmann, M.; Ibell, T.J.; Kromoser, B.; Michaelski, A.; Orr, J.J.; Pedreschi, R.; Pronk, A.; Schipper, H.R.; Shepherd, P.; et al. Flexible formwork technologies—A state of the art review. Struct. Concr. 2016, 17, 911–935. [Google Scholar] [CrossRef]
- Lim, J.; Kim, D.Y.; Kim, S. An experimental study for quality assurance of free-form concrete panels produced by CNC machine. J. Civ. Eng. Manag. 2018, 24, 145–154. [Google Scholar] [CrossRef]
- Jeong, K. Development of Two-Sided CNC and Side Mould Control Equipment for Automatic Manufacture of Free-Form Concrete Panel. Master’s Thesis, Hanbat National University, Daejeon, Republic of Korea, 2021. [Google Scholar]
- Pottmann, H.; Schiftner, A.; Bo, P.; Schmiedhofer, H.; Wang, B.; Wallner, J. Freeform surfaces from single curved panels. ACM Trans. Graph. (TOG) 2008, 27, 1–10. [Google Scholar] [CrossRef]
- Park, Y.; Jo, S.; Kim, S. Development of the free-formed concrete structure construction technologies using 3D digital design. In Proceedings of the Korean Institute of Building Construction Conference 2012, Jeonju, Republic of Korea, 18 May 2012; pp. 205–208. Available online: https://koreascience.kr/article/CFKO201228167666625.page (accessed on 16 September 2024).
- Ryu, H.; Kim, S. Case study of concrete surface design and construction method for freeform building based on BIM-focused on tri-bowl. J. Korea Inst. Build. Constr. 2012, 12, 347–357. [Google Scholar] [CrossRef]
- Lee, G.; Kim, S. Case study of mass customization of double-curved metal façade panels using a new hybrid sheet metal processing technique. J. Constr. Eng. Manag. 2012, 138, 1322–1330. [Google Scholar] [CrossRef]
- Park, J.; Kim, K. Architectural Product and Formwork Manufacture using 3D Printing—Applicability Verification Through Manufacturing Factor Prediction and Experimentation. Korean J. Constr. Eng. Manag. 2022, 23, 113–117. [Google Scholar] [CrossRef]
- Ryu, J.W. The Transition of Digital Technologies for Irregular Shaped Buildings. J. Korea Acad.-Ind. Coop. Soc. 2011, 12, 4210–4215. [Google Scholar] [CrossRef]
- Youn, J.; Jeong, K.; Kim, J.; Kim, H.; Lee, D. Development of concrete extrusion nozzle for producing free-form concrete panels and extrusion test. Buildings 2023, 13, 784. [Google Scholar] [CrossRef]
- Youn, J.; Yun, J.; Kim, S.; Han, B.; Do, S.; Lee, D. An Analytical Study of the Latest Trends of Free-Form Molds. Sustainability 2022, 14, 3084. [Google Scholar] [CrossRef]
- Kim, S.; Son, S.; Lee, D. Development of Sustainable Production Technology of Free-Form Concrete Panels Using a Multi-Point Press CNC Machine. Sustainability 2021, 13, 1990. [Google Scholar] [CrossRef]
- Shewane, P.G.; Gite, M.; Singh, A.; Narkhede, A.J. An overview of neodymium magnets over normal magnets for the generation of energy. Int. J. Recent Innov. Trends Comput. Commun. 2014, 2, 4056–4059. [Google Scholar]
- Rivadulla, C.; Foffani, G.; Oliviero, A. Magnetic field strength and reproducibility of neodymium magnets useful for transcranial static magnetic field stimulation of the human cortex. Neuromodul. Technol. Neural Interface 2014, 17, 438–442. [Google Scholar] [CrossRef] [PubMed]
- Sterp Moga, E.; Sánchez Ortiz, A. Neodymium Magnets as a Minimal Intervention Alternative to Traditional Treatments for Fixing Paint on Contemporary Paintings. J. Am. Inst. Conserv. 2022, 61, 275–283. [Google Scholar] [CrossRef]
- Noehles, M.; Niehus, L. Mounting Works on Paper with Neodymium Magnets. Restaur. Int. J. Preserv. Libr. Arch. Mater. 2014, 35, 231–248. [Google Scholar] [CrossRef]
- Nical, A.; Foremny, A.; Kaczorek, K.; Kluczuk, P. Selected innovative solutions and overview of molds for precast concrete. In Proceedings of the Creative Construction Conference 2015, Krakow, Poland, 21–24 June 2015. [Google Scholar]
- Kuo, C.; Chen, G.; Huang, S. Study and Analysis of Process Parameters for Silicone Rubber Mold. Mater. Sci. 2018, 24, 399–402. [Google Scholar] [CrossRef]
- Shit, S.C.; Shah, P. A review on silicone rubber. Natl. Acad. Sci. Lett. 2013, 36, 355–365. [Google Scholar] [CrossRef]
- Alderighi, T.; Malomo, L.; Giorgi, D.; Pietroni, N.; Bickel, B.; Cignoni, P. Metamolds: Computational design of silicone molds. ACM Trans. Graph. 2018, 37, 1–13. [Google Scholar] [CrossRef]
- Gard, F. Flexible Mold: An Innovative Production Method to Produce Precast Double Curved Concrete Panels. Master’s Thesis, Eindhoven University of Technology, Eindhoven, The Netherlands, 2013. [Google Scholar]
- Jeong, K.; Yun, J.; Kim, K.; Lee, D. Development of Operation Technology and Two-Sided Multi-Point Press Equipment for Improving Accuracy of FCP. Test Eng. Manag. 2020, 83, 4222–4233. [Google Scholar]
- Yun, J. Development of Connection Technology and Operational Technology for the Lower Mold of Free-form Concrete Panels. Master’s Thesis, Hanbat National University, Daejeon, Republic of Korea, 2022. [Google Scholar]
- Youn, J.; Yun, J.; Kim, J.; Lee, D. Development of Variable Side Mold for Free-Form Concrete Panel Production. Buildings 2022, 12, 728. [Google Scholar] [CrossRef]
- Youn, J.; Cho, M.; Chae, H.; Jeong, K.; Kim, S.; Do, S.; Lee, D. Development of Free-Form Assembly-Type Mold Production Technology Using 3D Printing Technology. Buildings 2023, 13, 2197. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Hardware | |
| Size | 89 × 114 × 346 mm3 |
| Weight | 1.25 kg |
| Scan range | 390 × 390 mm2 |
| Software | |
| Program used | VXelements |
| Support file | STL/TXT/WRL/X3D/X3DZ |
| Min | Max | Std. Deviation | Error Range | Inc/Dec | |
|---|---|---|---|---|---|
| Silicone plate | −2.788 mm | 3.463 mm | 1.120 mm | 6.251 mm | - |
| IS-LSM 3 mm | −2.497 mm | 3.195 mm | 1.114 mm | 5.592 mm | ▼10.54% |
| IS-LSM 5 mm | −1.792 mm | 3.251 mm | 0.787 mm | 5.007 mm | ▼19.90% |
| IS-LSM 7 mm | −2.573 mm | 3.148 mm | 0.920 mm | 5.991 mm | ▼4.16% |
| Min | Max | Std. Deviation | Error Range | Inc/Dec | |
|---|---|---|---|---|---|
| Silicone plate | −2.788 mm | 3.463 mm | 1.120 mm | 6.251 mm | - |
| IP-LSM 30% | −3.673 mm | 3.791 mm | 1.242 mm | 7.464 mm | ▲19.40% |
| IP-LSM 50% | −2.204 mm | 3.196 mm | 0.796 mm | 5.400 mm | ▼13.61% |
| IP-LSM 70% | −1.773 mm | 2.298 mm | 0.783 mm | 4.071 mm | ▼34.87% |
| Size (mm3) | W/C (%) | Cement (g) | Sand (g) | Water (g) |
|---|---|---|---|---|
| 500 × 500 × 20 | 40 | 6500 | 6500 | 2600 |
| Min | Max | Std. Deviation | Error Range | Inc/Dec | |
|---|---|---|---|---|---|
| Silicone plate | −4.514 mm | 3.052 mm | 1.400 mm | 7.566 mm | - |
| IS-LSM 3 mm | −4.476 mm | 3.944 mm | 1.425 mm | 8.420 mm | ▲11.29% |
| IS-LSM 5 mm | −4.975 mm | 3.517 mm | 1.439 mm | 8.493 mm | ▲12.25% |
| IS-LSM 7 mm | −4.937 mm | 3.657 mm | 1.419 mm | 8.594 mm | ▲13.59% |
| Min | Max | Std. Deviation | Error Range | Inc/Dec | |
|---|---|---|---|---|---|
| Silicone plate | −4.514 mm | 3.052 mm | 1.400 mm | 7.566 mm | - |
| IS-LSM 3 mm | −4.987 mm | 3.146 mm | 1.123 mm | 8.133 mm | ▲7.49% |
| IS-LSM 5 mm | −4.489 mm | 2.070 mm | 0.902 mm | 6.559 mm | ▼13.31% |
| IS-LSM 7 mm | −2.926 mm | 1.639 mm | 0.792 mm | 4.565 mm | ▼39.66% |
| N | Mean | Std. Deviation | Std. Error | |
|---|---|---|---|---|
| Silicone plate | 640 | 1.134 mm | 0.807 mm | 0.032 mm |
| IP-LSM 30% | 640 | 0.952 mm | 1.065 mm | 0.042 mm |
| IP-LSM 50% | 640 | 0.727 mm | 0.559 mm | 0.022 mm |
| IP-LSM 70% | 640 | 0.654 mm | 0.467 mm | 0.019 mm |
| t | df | Sig. (2-Tailed) | Mean Difference | Std. Error Difference | 95% Confidence Interval of the Difference | ||
|---|---|---|---|---|---|---|---|
| Lower | Upper | ||||||
| IP-LSM 50% | −10.477 | 1278 | 0.00 | −0.407 | 0.039 | −0.483 | −0.330 |
| IP-LSM 70% | −12.952 | 1278 | 0.00 | −0.480 | 0.037 | −0.552 | −0.407 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, J.; Youn, J.; Jo, M.; Jeong, K.; Lee, J.; Lee, D. A Study on Improving the Shape Error of the Lower Mold of Free-Form Concrete Panels Using Magnetic Force. Buildings 2024, 14, 2979. https://doi.org/10.3390/buildings14092979
Kim J, Youn J, Jo M, Jeong K, Lee J, Lee D. A Study on Improving the Shape Error of the Lower Mold of Free-Form Concrete Panels Using Magnetic Force. Buildings. 2024; 14(9):2979. https://doi.org/10.3390/buildings14092979
Chicago/Turabian StyleKim, Jihye, Jongyoung Youn, Minje Jo, Kyeongtae Jeong, Jaesung Lee, and Donghoon Lee. 2024. "A Study on Improving the Shape Error of the Lower Mold of Free-Form Concrete Panels Using Magnetic Force" Buildings 14, no. 9: 2979. https://doi.org/10.3390/buildings14092979