1. Introduction
Titanium alloy materials are widely used in the manufacturing of aerospace parts [
1], which are gradually becoming larger in volume and more complex. The tools that are generally applied to materials are difficult to machine, thereby resulting in increased tool consumption and burden. Currently, matching the tool performance with processing requirements is very important. If the function or structural design cannot meet the present high specialization requirements, a customized performance design is necessary for the development of milling tools. The realization of a customized performance design is the primary premise in intelligent design; however, there are currently few related studies focused on this. As the most front-end equipment in the manufacturing process, cutting tools are regarded as the tooth of a machine. Thus, the quality of parts is dependent on tool performance, which gradually decreases with tool wear until the surface quality does not meet the processing requirements. Tool wear is a key bridge that connects tool status to the surface quality.
Surface quality is one of the most influential processing requirements, as well as an important indicator, for judging tool performance. Wear of the milling tool during the machining process directly affects surface quality [
2]. Surface quality refers to the microscopic unevenness of the machined surface, also known as roughness. The working performance, reliability, and life of the workpiece all depend, to a large extent, on the surface quality of the finished good. To achieve the designed performance, the relationship between the wear and surface quality should be accurately established first. In terms of the relation establishment, XianLi Liu and Wei Ji [
3,
4,
5] proposed and validated a tool shape-performance-application design method. This integrated the constraints relation between geometry, force, heat, and materials, as well as its theories, into design features. By combining with algorithms of programmed tool design platforms, the tool customization design was achieved. However, this is a constraint relationship rather than a certain functional relationship and does not intuitively reflect the relationship between the parameters and performance. In addition, MR Khan [
6] used the NURBS curve and the scan surface to generate the geometry of milling tools. By controlling the polygon and scanning the trajectory to control the tool shape, a precise geometric model was established for a class of milling tools. Huang Yong, SY Liang, and KM Li [
7,
8] successfully constructed a wear rate model with turning tool design parameters by equivalent geometric and physical volumes. TM Teitenberg [
9] established a relationship between the tool geometry and the milling force to simulate the circumferential wear. Furthermore, Bouzakis K D and Paraskevopoulou R, et al. [
10] created a tool wear predictive mathematical model for milling parts of complicated geometry. Their model used factors on the entry impact duration of the cutting edge as well as a commercial CAM system. The parameters of the developed model were determined based on the experimental results. The abovementioned studies employed different methods to establish a certain functional relationship between the design parameters and the wear or cutting force. However, the wear and milling forces are not a direct performance index or processing requirement in manufacturing. Thus, the relation between the performance and design parameters requires further improvement.
To achieve performance design, a certain functional relationship between the performance and design parameters must be established. In summary, based on the shape and application conditions of the tool, a functional relationship between the wear and design parameters has been constructed [
11]. The wear can also greatly impact surface qualities such as the roughness. At present, research on the surface roughness mainly relies on modeling methods, algorithms, experimental methods, and combinations thereof. F.G. Biondani and G. Bissacco [
10] provided a method for modeling such interactions, taking into account cutting edge topography, material deformation, and cutting edge trajectory errors. Using this method, a reliable prediction of the surface topography generation in ball end milling was achieved. M.S. Kasim and M.S.A. Hafiza et al. [
12] investigated the quality of the Inconel 718 surface during the end milling process. The surface roughness measured in the feed direction was found to be lower than that in the pick direction. K.-D. Bouzakis and P. Aichouh et al. [
13] developed a computer-supported milling simulation algorithm referred to as ‘ball mill’. This was used to predict the workpiece roughness in multi-axis finishing milling using ball end tools. Based on this algorithm, considering the individual movements of the cutting tool and workpiece due to the milling kinematics, the undeformed chip geometry, cutting force components, tool deflections, and final surface topomorphy expected can be determined. The research results of the above scholars are relatively complete and representative, which have great reference value.
During the machining process, due to the close contact of tool and workpiece material, the materials abrase, adhere to, and diffuse each other, resulting in wear. Abrasive wear occurs during the entire machining process, and the hard particles shed from the tool body form a three-body wear pattern between the tool and the workpiece surface, which has a great negative impact on processing quality. Related research shows that adjusting cutting parameters is an effective improvement method [
14]. In addition, improving the lubrication conditions can significantly reduce the milling force and milling temperature [
15,
16], which is the root cause of wear generation and expansion. Similarly, adding a coating to the tool also has a significant effect of reducing wear [
17]. The relationship between wear and machining quality is also complicated, which can be divided into directly and indirectly affects. For example, the tool path affects the tool wear distribution characteristics and vibration characteristics, thereby affecting the machining quality [
18,
19]. For difficult-to-machine materials, the above factors have a more significant impact on wear. These factors significantly affect the tool wear rate and machining quality [
20]. However, the machining of the workpiece primarily depends on the geometric creation [
21,
22].
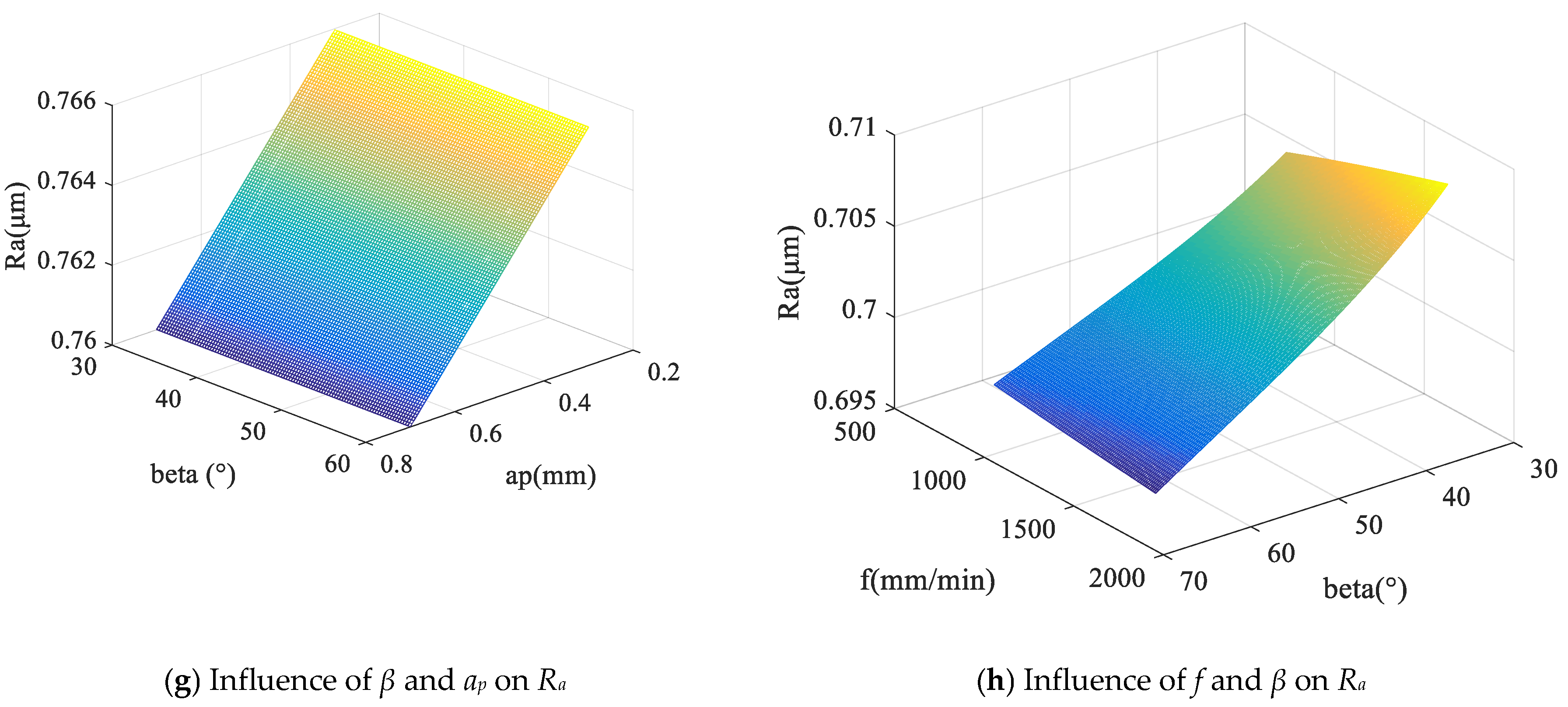
The surface roughness
Ra perpendicular to the feed direction is particularly significant [
12]. These factors are closely related to other geometric factors, including the tool wear. This paper focuses on establishing the relationship between the tool wear and workpiece surface roughness with time-varying. As current relevant research results do not fully include time, tool design, and cutting parameters, these models cannot be directly used for the control prediction and tool design in the service performance.
The realization of machining requirements depends on tool performance, and the tool lifetime should be further linked to the corresponding machining requirements and quality. With the progress of time, the overall research trend of surface roughness in academia has gradually shifted from the establishment of analytical models, to the application of simulation software and algorithms. X. Wang and C.X. Feng [
23,
24] developed an empirical model for the prediction of surface roughness in finish turning. The workpiece material hardness, feed, cutting tool point angle, depth of cut, spindle speed, as well as cutting time were all considered in this model. A nonlinear regression analysis, along with logarithmic data transformation, was applied in the development of the empirical model. A. Mansour and H. Abdalla [
25] developed a mathematical model for the surface roughness in terms of the cutting speed, feed rate, and axial depth of cut in end milling (EN32M). The design of the experiments and the response surface methodology were applied to study the effect of these cutting parameters on the surface roughness. In high-speed end milling, these models do not account for the vibration of the spindle system. Ki Yong Lee and Myeong Chang Kang [
26] suggested a simulation algorithm and programming method to simulate the machined surface using an acceleration signal in high-speed end milling. Further studies on surface roughness have focused on modeling or algorithmic methods that rely on cutting parameters and signals, such as force or vibration. Throughout the research process, tool design parameters have not been fully considered because scholars mostly use indirect methods, such as the empirical method and response surface method. Additionally, related research on the direct modeling method is insufficient.
Surface roughness, a process quality indicator that is closely related to the tool lifetime for machining needs, should not be considered an isolated design parameter. Instead, surface roughness should be linked to the tool lifetime, as well as the remaining useful life. The existing tool life definition, based on the failure criterion of tool wear [
27,
28], cannot directly reflect whether the machining quality of a worn tool under different requirements still meets the demand. Moreover, related research on the remaining useful tool lifetime of a ball end mill does not directly identify any relationship between the tool design parameters, cutting parameters, and tool lifetime. Research on tool life modeling has mainly focused on early studies into the subject matter. M. Alauddin and M.A. El Baradie [
28] developed mathematical models for the tool life in end milling steel using high-speed steel slot drills under dry conditions. The predictive models were developed in terms of the primary machining variables, such as the cutting speed, feed rate, and axial depth of cut, by response surface methodology. The method construction process mainly relies on response surface method.
As a consumable part of the manufacturing front-end process, a reasonable processing plan of a tool, according to the processing demand and its service performance, will enable sufficient tool performance throughout its whole lifecycle. The ability to utilize the full life expectancy of a tool can undoubtedly significantly reduce production costs and even improve processing quality [
28]. Compared with previous studies, this study innovatively relates the time-varying characteristics of tool wear to the quality of the workpiece to represent the time-varying characteristics of tool machining performance. Unified the tool life and machining performance. In addition, the model completely contains important design parameters and operating parameters of the ball end milling tool, so the research of tool service performance can be conducted with the goal of emphasizing additional useful tool design parameters, and the modeling process can provide the basis for determining the design of cutting tools for optimal performance, according to the processing requirements.























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}