1. Introduction
We are now living in a technologically advanced era. Compared to previous industrial revolutions, both the planet and our way of life are undergoing rapid transformations. In terms of society, education, employment, and notably production, the rate of change is unprecedented. A quick survey of previous industrial revolutions demonstrates how they preceded the current scenario [
1]. During the first industrial revolution, the notion of harnessing water and steam for mechanization began to develop. During the second industrial revolution, which began a century later, electric power was utilized for the first time in mass production. In the 1970s, the concept of automation was introduced as a result of the third industrial revolution [
2]. After these three turning moments in human history, data-driven technology was implemented and a new reality, known as the fourth industrial revolution, which gave rise to Industry 4.0, was established [
3]. As a relatively new concept, this topic may be seen by some as disputed and broad [
4]. Due to the uniqueness associated with these transformations, more research is needed, particularly in terms of computation task cooperation, virtual modeling and digital twin machining technologies, and wireless sensor networks throughout automated manufacturing and autonomous robotic systems.
The primary purpose of this study is to identify the most significant barriers to implementing Industry 4.0 in European SMEs. The study also identifies the most crucial ingredient for a successful deployment and investigates whether all organizations have an equal opportunity to adopt Industry 4.0 in the European context, which may be regarded its most significant added value. Moreover, the identification of these barriers is the main research objective, as several authors mostly focus on the identification of strategies and stimulation of Industry 4.0 implementation (e.g., see [
5,
6,
7]). The research is undertaken under the premise that SMEs and massive corporations have diverse implementation needs in relation to autonomous control systems, intelligent connectivity infrastructures, and virtual machine interoperability. Consequently, rivalry posed by massive corporations may outshine SMEs. Finding a viable solution to such an issue is a major objective of the study. While it is evident that financial resources are required for the implementation of Industry 4.0, we raise the question of whether heterogeneous businesses of varying sizes are equally prepared for the change and have equal access to opportunities. This requires financial resources as well as robust knowledge and awareness of what is required for putting Industry 4.0 technologies into practice by integrating robotic navigation systems, mobile sensors and actuators, and context awareness tools in mobile edge computing environments. During the implementation of data-driven systems based on Industry 4.0, difficulties may occur [
8].
The purpose of this study is to determine whether the standard position, that only large businesses can adopt Industry 4.0 because it requires significant financial resources, and the assumption that SMEs will suffer significant disadvantages due to the disparity between large and small businesses in relation to Industry 4.0, is accurate. The classification of companies in line with the standard evaluation of enterprises based on the criteria of the European Union (EU) is explored as it relates to the core issue, since the focus is mostly on European SMEs in connection to the business climate. The conditions for the deployment of Industry 4.0 technologies are explored briefly, along with the upsides and disadvantages of adopting industrial artificial intelligence, context-aware robotic networks, and cyber-physical intelligent manufacturing systems [
9]. Moreover, image processing and computational prediction tools, distributed sensing and mobile robot technologies, and visual cognitive and environment mapping algorithms articulate Industry 5.0-driven sustainable technologies, operations, and tasks as regards digital twin-based product development. Cognitive and cloud robotics, machine learning and intelligent control algorithms, and digital twin simulation and predictive geospatial modeling tools shape the Industry 5.0 environment. Our research examines the internal obstacles that SMEs must overcome in order to incorporate big data-driven decision-making processes, computer vision algorithms, and imaging-based navigation technologies. The research analyzes the most relevant obstacles to SMEs implementing Industry 4.0, including a concise comparison of SME adoption of cyber-physical production networks, as well as a discussion of the possible benefits of overcoming SME implementation challenges. The EU’s financial support for SMEs in relation to Industry 4.0 is reviewed alongside other potential sources of aid, as the study focuses primarily on European corporations [
10]. Based on the present implementation of Industry 4.0, it may appear that only major companies have the resources necessary to configure cyber-physical system-based smart factories, since they can afford considerable financial and operational resources. Potential concerns associated with this topic include unfair competition and severe disadvantages for SMEs compared to large businesses [
11].
The paper is divided into the sections listed below. First, this article explains the basic ideas necessary to comprehend Industry 4.0 and gives a summary of its principles in the literature review section. The subsequent section outlines the topic’s essential sources and methodologies. Following the preceding section are the outcomes of the SME concentration on barriers and financial assistance. The research ends with a discussion. In conclusion, the most essential elements for a successful adoption of Industry 4.0 are enumerated, along with the greatest obstacles for SMEs.
Key research contributions:
Machine intelligence and autonomous robotic technologies in the corporate context of SMEs develop on distributed intelligence and real-time data simulation tools, visual perception and situational awareness algorithms, and cyber-physical production systems.
Industry 4.0-based manufacturing systems integrate sensor and actuator devices, cognitive data visualization and virtual simulation tools, and cloud and swarm robotics.
Image recognition and remote sensing technologies, signal processing and big data management tools, and virtual manufacturing systems are pivotal in smart robotic environments.
Sensor data fusion and remote intelligent object detection tools, cognitive decision-making algorithms, and digital twin modeling configure smart manufacturing execution and network robot systems.
Autonomous visual object detection and sensor data fusion tools, operational process simulation and robot motion control algorithms, and virtual machining systems shape smart manufacturing processes.
Deep learning and virtual simulation algorithms, data visualization functionalities, and digital twin technologies enable autonomous multi-robot systems in smart factories.
Object tracking and remote sensing algorithms, mobile autonomous robots, and remote intelligent image detection tools optimize smart process manufacturing and digital twin-based product development.
Smart connected objects, autonomous robotic and cyber-physical manufacturing systems, and virtual process simulation and machine data mining tools articulate Industry 4.0-based networked environments.
2. Literature Review
Cyber-security configurations, cyber-physical production networks, and smart manufacturing systems are explored in relation to Industry 4.0. Cyber-physical process monitoring systems and environmentally responsible production related to the Internet of Things began with the rapid expansion of digital technology around the turn of the 21st century [
1]. Industry 4.0, often known as smart manufacturing or industrial internet, aims to optimize global production capacities in terms of visual and spatial intelligence, simulation modeling and semantic sensor technologies, and mobile autonomous robots [
8]. Industry 4.0-based digitization processes related to cyber-physical production networks develop on autonomous cognitive and digital twin systems, robotic swarm operations, and artificial intelligence technologies [
9]. Due to a self-organizing cyber-physical production system, mass production becomes more flexible in terms of quantity and may be customized as a result of process mining techniques, and data modeling and simulation tools [
10]. The fundamental components of Industry 4.0 [
11] are automation, the incorporation of cutting-edge technology into industrial processes, and data exchange, which require the continual connectivity of machines capable of working without human intervention. This implementation necessitates the deployment of intelligent networked cyber-physical systems and of digital twin technology by integrating computer-generated virtual objects, robotic and sensor devices, and contextual data monitoring tools in smart manufacturing enterprises [
12]. The primary objective of cyber-physical smart manufacturing systems [
13] is to automate every step of this process, from configuration and production through supply chain and predictive maintenance. The goal of integrating Industry 4.0 is to transform industrial manufacturing by harnessing innovative technologies and digitalization according to remote sensing data, machining process monitoring, and interoperable automation systems. Globalization, which increases data-driven competitiveness, necessitates sufficiently agile production to satisfy market needs [
14]. This objective may be accomplished by integrating Industry 4.0 technology and autonomous manufacturing systems into organizational value chains and product design processes [
15].
To effectively implement Industry 4.0 and digital twin systems, the integration process requires the transformation of industrial facilities into smart factories, where connectivity and interoperability develop on Internet of Things-enabled monitoring and sensor fusion-based systems, predictive modeling tools, and augmented reality algorithms [
16]. Industry 4.0 is a socioeconomic phenomenon as well as a technical one, characterized by the utilization of smart manufacturing big data, real-time advanced analytics, and product decision-making information systems [
17]. Technological advances enable the interoperability and interconnectivity of Internet of Things-based real-time production logistics characterizing smart manufacturing facilities, which are the central pillar of Industry 4.0 and artificial intelligence-driven big data analytics. The initial stage in the establishment of smart factories [
18] was the manufacturing of a single item by employing production lines comprised of equipment with well-defined functions typified by virtual data analytics, cognitive digital twins, and cloud computing algorithms. With continued expansion, more prospects were explored, such as the broad production of a variety of manufactured items developed on modeling and simulation tools, mobile robotic devices, and interactive data visualization technologies. Innovative computer numerical control devices now make flexible manufacturing possible [
19]. Manufacturers can adjust the type and amount of their products to meet the demands of a rapidly changing market by harnessing digital twin-based industrial data, resource and production scheduling, and cognitive artificial intelligence across distributed interoperable environments [
20]. Cyber-physical production systems, which are the essential elements of smart factories [
21], are characterized primarily by decentralization and autonomy, integrating data-driven technologies with physical systems [
22]. Cyber-physical production systems deploy Internet of Things-based real-time production logistics and robotic device capabilities across industrial processes [
23] in order to transfer and gather factory floor data by use of predictive maintenance and computer vision detection technologies, spatial mapping and reinforcement learning algorithms, and virtual simulation modeling tools. Data-driven Internet of Things systems powered by artificial intelligence technologies cover how cyber-physical systems communicate by integrating autonomous navigation systems, computer vision capabilities, and remote interaction sensors [
24]. Enhanced connectivity enables the collection and sharing of real-time data pertaining to all aspects of industrial processes [
25].
Cyber-physical production systems are self-governing, with the ability to make decisions based on real-time data and virtual simulation algorithms, inspection of prior actions’ outcomes, and learning from by-products [
26,
27]. Enterprise resource planning applications, cyber-physical production networks, artificial intelligence-based decision-making algorithms, and manufacturing execution systems are software control providers in decentralized smart factories [
28]. Permanent Wi-Fi access is necessary for data-driven machine-to-machine interactions on the shop floor. Industrial Internet of Things enables machine interaction and continuous connection by use of virtual simulation algorithms [
29], being developed on cyber-physical system-based real-time monitoring, big data-driven decision-making processes, and wireless sensor networks [
30]. In smart manufacturing, human-machine interaction is necessary since certain tasks cannot be fully automated [
31]. Intelligent factories can produce intelligent items with sensors that aid in localization and life cycle monitoring in addition to manual manufacturing, considerably simplifying maintenance [
32]. Product lifetime management is the business operation responsible for managing the manufacturing process in cyber-physical production networks by integrating intelligent decision-support systems, virtual reality mapping tools, and digital twin technologies [
33]. Data perception and sharing are pivotal in product lifecycle management throughout smart factories by use of digital twin simulation modeling, sensing and actuating devices, and situational awareness and spatial cognition algorithms towards the Industry 5.0 environment [
34] (
Table 1).
Big data analytics and cloud manufacturing are important components of Industry 4.0. In addition to their physical representation, machines operating in smart factories may learn from and interact with their surroundings in real time [
35], having a virtual identity that is stored in the cloud. By combining cloud-based systems with cyber-physical systems, it is feasible to provide continuous data exchange with cloud-based data collecting systems [
36]. Internet of Things sensor networks, real-time big data analytics, and industrial artificial intelligence collaborate to promote the merging of physical and digital worlds. Data gathering and analysis enable real-time threat identification and decision making by collaborative operation mechanisms [
37]. Shop floor manufacturing processes that reduce errors by leveraging data mining and context awareness tools, real-time event analytics, and deep learning-based image classification algorithms may increase production across synthetic simulation environments [
38]. The global availability of geographically varied data centers facilitates the development and optimization of productivity in enterprises of varying sizes through fault diagnosis algorithms, visual recognition technologies, and distributed computing networks. [
39]. Industry 4.0 includes product decision-making information systems, data-driven real-time analytics, and smart sensor devices across intelligent simulation environments [
40]. Image recognition and crowd navigation algorithms, sound recognition systems, and ambient intelligence and predictive simulation tools optimize smart manufacturing machines in immersive 3D and Industry 5.0 environments. Cognitive manufacturing and cooperative multi-robot systems deploy sensor–actuator networks, spatial data analytics, and location identification and natural language processing tools. Autonomous and collaborative robots require spatial data visualization and assembly process planning tools, multisensor fusion and cloud-based digital twin technologies, and motion control and context awareness algorithms throughout augmented operating environments. Plant maintenance scheduling and context recognition tools, machine learning techniques, and fault diagnosis systems shape cloud-networked and collaborative robots.
Additive manufacturing creates physical objects based on digital 3D models [
41] by printing successive layers into a three-dimensional structure. The value of additive manufacturing lies in its easy customizability. Prior to mass manufacturing, the aforementioned method was commonly utilized to rapidly prototype products [
42], as it was a low-cost alternative for generating high-quality goods in small quantities [
43]. Computer-generated data are part of both real-world environments and advanced manufacturing technologies [
44]. These data can be rendered into graphics that are integrated into the surroundings of the viewer. Augmented reality assists workers in real-time with hard tasks in a dynamic workplace [
45]. Artificial intelligence technologies enable machines and computers to carry out operations similar to those performed by personnel throughout manufacturing processes [
46]. Machine intelligence and autonomous robotic technologies employ synthetic knowledge as sensing device and automated simulation modeling capabilities in product development processes [
47]. Internet of Things-based robotic systems and automated production operations are essential in articulating deep learning-enabled smart process planning and contextual data monitoring. As different types of robots may be harnessed in various industrial sectors, their production utilization differs in terms of context-aware and autonomous cognitive systems, path planning and object recognition algorithms, and ambient intelligence tools [
48]. The capabilities of robotic manufacturing processes are advancing in tandem with industrial automation devices, optimizing smart production planning, logistics network, and task administration [
49]. By leveraging cognitive decision-making and virtual simulation algorithms, visual perception and performance prediction tools, and real-time process monitoring, robotized manufacturing systems and data-driven digital twins shape production time and output. Smart manufacturing system and virtual twin modeling tools, cognitive cyber-physical production networks, and robotic coordination mechanisms articulate Industry 4.0. [
50].
Heavy robotic arms have a tremendous lifting capability. Nevertheless, human assistance with robotics is still required in numerous areas. Co-bots are robots capable of collaborating with humans without endangering their health. Team-working robots are adaptive and capable of learning new abilities [
51]. Humanoid robots provide an alternate method. Employed in large-scale production, autonomous robots function as instruments for improving output quality, expanding production, and saving labor [
52]. However, industrial robots are prohibitively expensive, especially for SMEs. Co-bots that are lightweight and simple to program are more accessible to SMEs [
53]. In order to secure the connectivity of equipment, commodities, and materials, horizontal and vertical system assimilation of data is required for effective corporate communication. Vertical integration digitalizes automated production processes, Internet of Things-based real-time manufacturing logistics, and product life cycle management. Horizontal digitization refers to the integration of data with significant partners, suppliers, and customers. By integrating vertical and horizontal digitization, a digital ecosystem is created in which data flow supports the appropriate operation [
54,
55]. The necessity for data-driven enterprises to deploy Industry 4.0 technologies stems from the crucial role of autonomous manufacturing systems in outperforming the competition by leveraging vision and navigation tools, fault diagnosis and object recognition algorithms, and mobile robotic devices. Machine intelligence and autonomous robotic technologies, remote sensing systems, and deep neural networks are pivotal in manufacturing virtualization and simulation across smart interactive environments and on digital twin shop floors [
56]. Implementing Industry 4.0 entails all activities and services along the whole value chain, not just a manufacturing shift. Robotic autonomous systems, remote sensing algorithms, and digital twin modeling tools shape virtual manufacturing and product development processes in smart factory environments. Operational process modeling tools, digital twin data, and object recognition algorithms optimize intelligent manufacturing equipment and networked robotic systems [
57]. Businesses can embrace Industry 4.0 technologies while utilizing existing resources by integrating networked cloud robotics, geolocation data intelligence, and simulation-based digital twins. Cloud and networked robotics integrate product lifecycle data, real-time process monitoring tools, and digital twin technologies in smart manufacturing management. Real-time sensor data, robot motion planning and virtual data augmentation tools, and digital twin-driven product design algorithms assist cyber-physical production networks and Industry 4.0-based manufacturing systems [
58] (
Table 2).
3. Materials and Methods
In order to establish objectives and make decisions on future advancements in preparation for the implementation of Industry 4.0, a clear understanding of the concept is needed [
59]. A corporation’s common mode of thought and comprehension merges digital mass production, cyber-physical production networks, and real-time big data analytics [
60]. Throughout the shift to Industry 4.0 technologies, businesses place a premium on maintaining efficient production by integrating product manufacturing data across digital twin networks [
61]. Given the duration of this process, cyber-physical smart manufacturing and big data-driven technologies [
62] necessitate additional expenditures. Deep learning-based computer vision algorithms, event modeling and forecasting tools, and big data-driven decision-making processes are instrumental in product lifecycle management systems. Machine intelligence and digital twin technologies harness situational awareness and remote sensing algorithms, cloud-based cyber-physical systems, and image acquisition devices in Industry 4.0-based networked environments. Production process modeling develops on predictive maintenance tools, remote sensing algorithms, and data fusion technologies. Smart interconnected devices, swarm robotic and machine learning algorithms, and process simulation and scheduling tools articulate smart manufacturing systems and digital twin-based virtual factories.
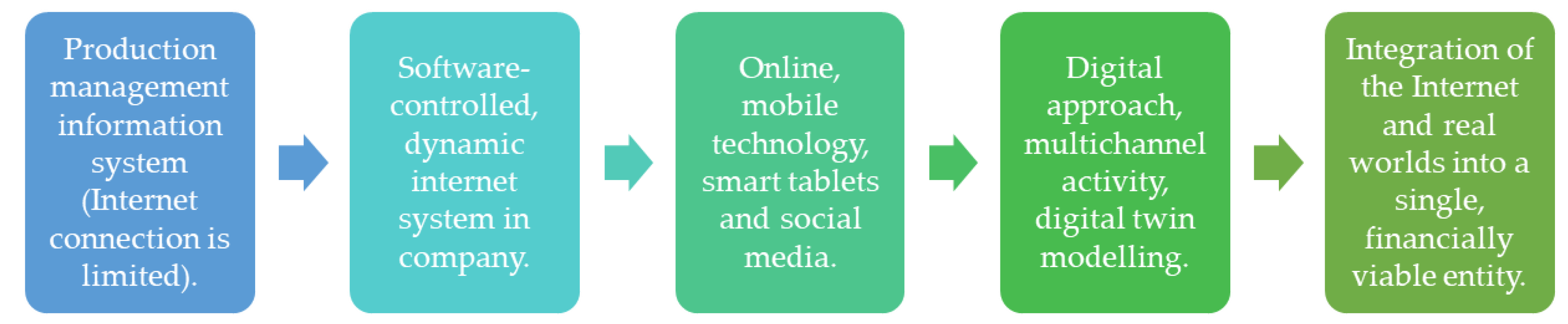
Smart networked factories are configured by computer-assisted technologies merging cyber-physical production systems and leveraging Internet of Things-based real-time production logistics. In addition to product decision-making information systems, Industry 4.0 integration depends on organizational structure, IT proficiency, and strategic-minded management. This research followed the five stages of digital evolution in firms [
63] (see also
Figure 1):
The company has a production management information system in place, but its Internet visibility is limited. The organization is starting to think about putting into practice autonomous production processes, Internet of Things sensing networks, and predictive maintenance systems while lacking a coherent digital strategy. It can partially participate in supplier–customer relationship information flows. Simple economic software makes communication with other state administration bodies possible.
A company with a software-controlled, dynamic Internet presence begins to recognize the importance of data. Currently, automation and first integration activities are being implemented. Consideration is being given to establishing a digital strategy and engaging in supply and demand chain information flows, including collaborative virtual archives, real-time big data analytics, semi-automatic ordering, etc.
The third level consists of the company’s utilization of online and mobile technology, smart tablets, and social media. The company has a comprehensive digital strategy and solid data culture foundations, such as initiatives for integrating data culture, real-time absorbed automation, and customized products with virtual components.
The next stage may be characterized by the organization’s scattered and individualized digital approach, in addition to the multichannel activity that is digitally merged through digital twin modeling. The data architecture is included into each phase of the manufacturing process, including contact with customers and subcontractors, and data exchange. Digital diagnostics forecast system breakdowns and problems.
The company is a digitizing platform that integrates the Internet and real worlds into a single, financially viable entity. By utilizing virtual goods that interact with clients throughout their life cycles, it offers customers a unique, personalized experience. The most modern and effective solutions (full automation, real-time sensor networks, 3D printing, etc.) employ a cybernetic system that can independently implement the product’s physical component.
After briefly discussing the core components of Industry 4.0, it is essential to address SMEs in order to comprehend their interactions with Industry 4.0 wireless networks, cyber-physical system-based smart factories, and cognitive automation. The fundamental requirement for qualifying SMEs, according to the European Commission, is presented in
Table 3 as the number of employees and revenue. These requirements only apply to particular firms [
64]. Small firms have fewer than 50 employees and annual sales of up to €10 million, whereas medium-sized enterprises have fewer than 250 employees and an annual revenue of up to €50 million, or more specifically a balance sheet of up to €43 million.
As indicated in
Table 3, the readiness of enterprises for this endeavor may be evaluated on a variety of levels, beginning with strategy and organization, and continuing through smart factories, big data-driven decision-making processes, and manufactured goods to human resources [
65].
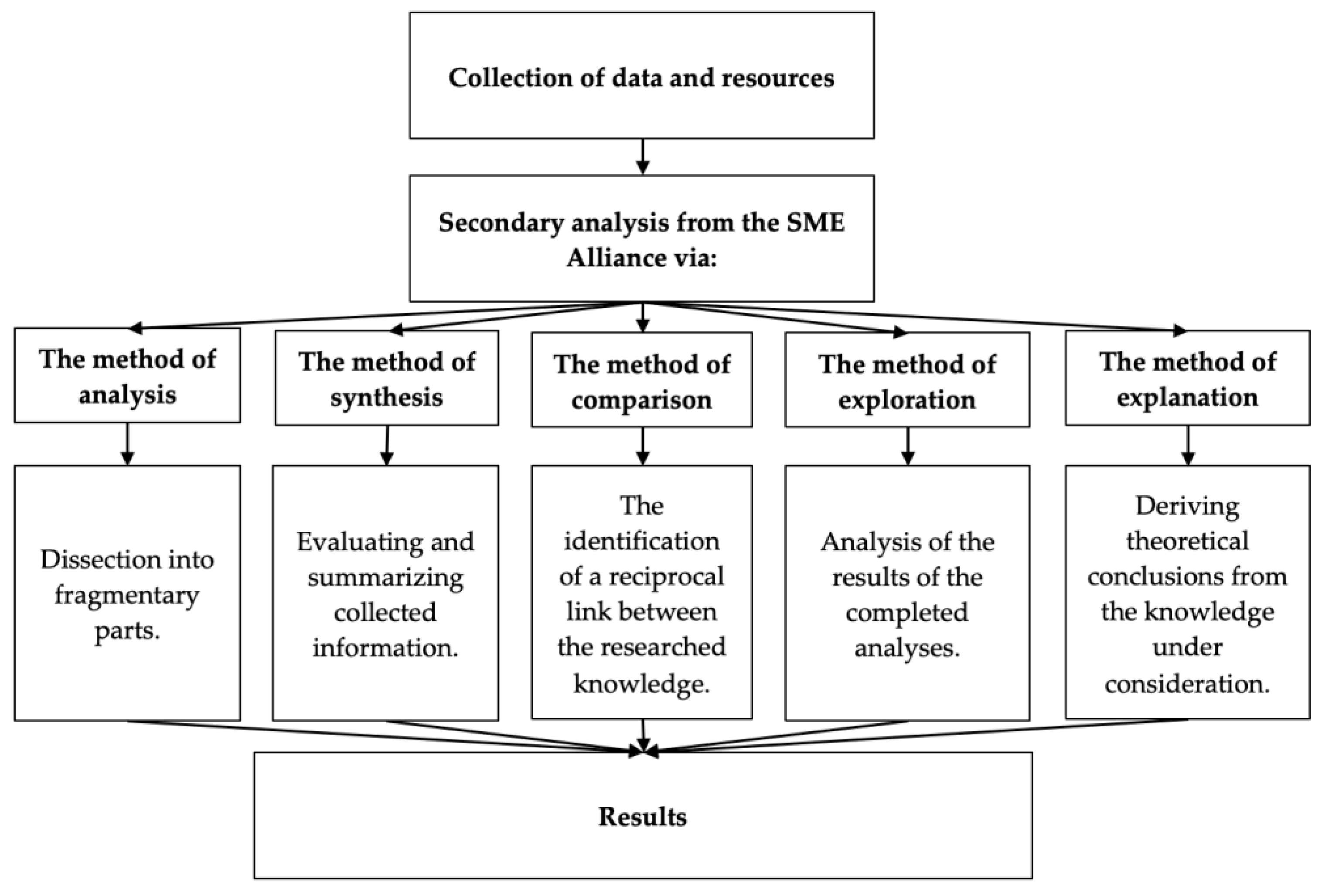
The formation of the research questions is the first stage in the systematic technique of secondary analysis, which subsequently involves identifying the dataset and thoroughly evaluating it. Thus, the main research problem was clearly stated to identify the most significant barriers of implementing Industry 4.0 in European SMEs. To achieve the main aim of the study, several sources of the secondary data analysis were considered, such as scholarly articles written by experts in a particular field, books and book chapters, conference proceedings, government documents, and annual reports of enterprises.
For the analysis, data from the European Commission, OECD, and Statista were also utilized as well as screening and quality assessment tools (AMSTAR, AXIS, Dedoose, Distiller SR, MMAT, ROBIS, and SRDR). In addition to research on the added value of the non-financial sector, the analyses were based on this topic. The research was also conducted by utilizing secondary data analysis from the SME Alliance. To process the secondary data, the following scientific methods were used (
Figure 2): (i)
the method of analysis that examines a complex research problem by its decomposition into partial sections. In the presented study, the method of analysis was used to investigate the knowledge available in domestic and foreign literature in the mapped research area; (ii)
the method of synthesis, which is used in processing and synthesizing acquired knowledge; (iii)
the method of comparison, the result of which is the discovery of a mutual relationship between the researched knowledge, phenomena, or objects, which makes it possible to gain new knowledge about the researched issue; (iv)
the method of exploration used to better understand the existing problem. In this study, this method was used in the interpretation of the outputs of the performed analyses; (v)
the method of explanation is aimed at deriving theoretical conclusions from the examined knowledge, which is organized into logical contexts and causal dependencies, which is the basis for the creation of theoretical conclusions about the research problem [
66]. The inquiry also included comparative analysis. A total of 56.5% of German businesses are not entirely compliant with Industry 4.0 deployment criteria, according to a survey of 268 businesses [
18]. A total of 20% of respondents were only somewhat prepared for the beginner level 1 implementation method. Only 0.3% were regarded as exceptional, attaining level 5 implementation across all criteria (
Table 4).
A survey was conducted to determine how prepared businesses were for Industry 4.0. A total of 1500 C-level executives (CXOs) from 19 countries participated. Only 14% of respondents stated they were “extremely confident” in their capacity to solve Industry 4.0′s challenges, while 20% of CXOs indicated their organizations were prepared for an innovative business model. Only 25% of respondents believed their employees had the necessary knowledge to fully integrate Industry 4.0, and 84% were attempting to educate their employees while acknowledging the need for fundamental changes. Fewer than 15% of respondents felt appropriately prepared for autonomous and intelligent technologies [
67].
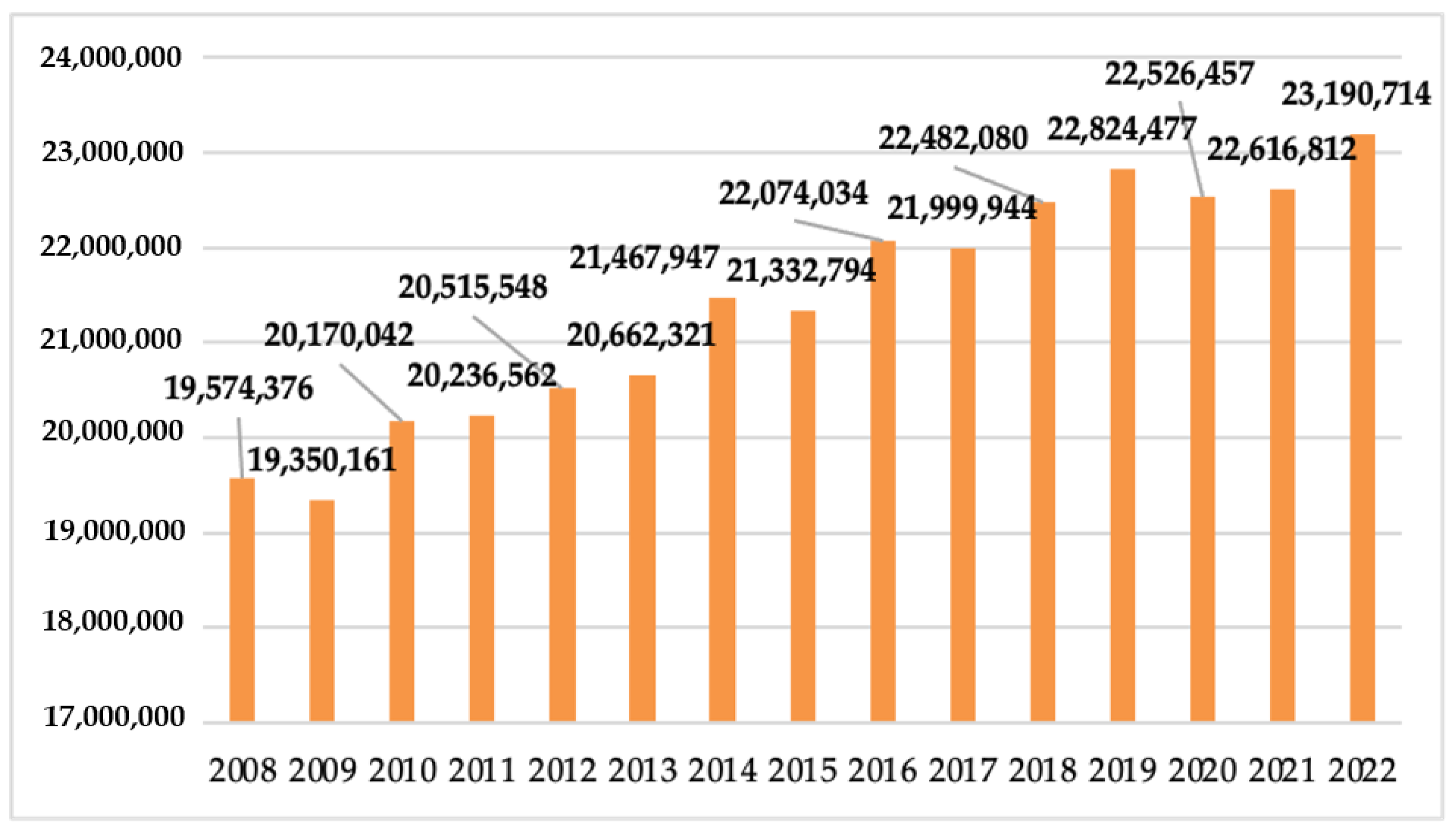
Figure 3 depicts the number of SMEs in the EU during a 15-year period. One can witness a growing number of these firms. In 2022, their population reached around 23 million. SMEs should begin by digitizing their marketing and administrative tasks. For many businesses, the initial step presents the greatest challenge. Once an initial transition to digital technologies has been made, strong technological complementarities can stimulate further acceptance. In order to take this step, and as they identify and embrace further digital technologies, SMEs frequently rely on external systems, support, and advice. This is partially to compensate for a lack of internal capacity, but also for economic reasons. For instance, digital platforms (e.g., social networks and e-commerce marketplaces) offer a substantial opportunity to optimize specific activities at minimal expense (e.g., business intelligence and data analytics services). Similarly, SMEs rely on external consultants or the security-by-design aspects of the digital products and services they employ to manage digital security concerns. In addition, they obtain artificial intelligence (AI) solutions from knowledge marketplaces and can leapfrog to new AI systems using software as a service based on cloud computing. Mobile autonomous robots integrate real-time monitoring and smart manufacturing technologies, cloud computing machines, and image recognition processes. Digital twin-driven smart manufacturing integrates immersive virtual reality simulations, imaging and sensing tools, and data analytics technologies. Collaborative autonomous systems leverage image acquisition and processing tools, mobile robotic devices, and cloud computing analytics in smart manufacturing environments.
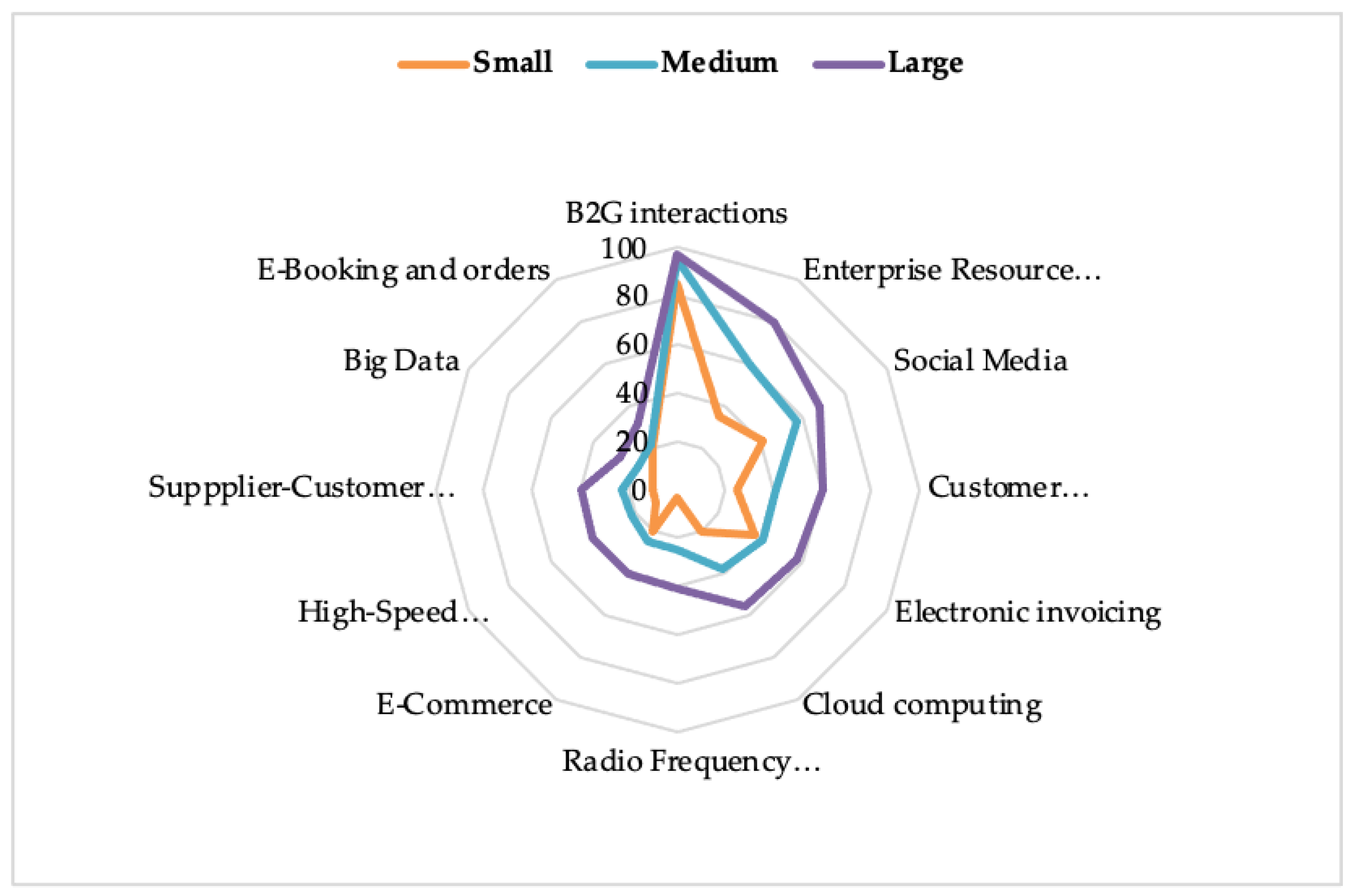
However, technology complementarities can also exacerbate digital disparities, since larger and more digitally aware businesses can more easily adopt more advanced digital practices. Therefore, the chasm between SMEs and larger businesses is particularly obvious in the adoption of more advanced technologies (e.g., data analytics) or when implementation scale is crucial (e.g., enterprise resource planning for back-office integration, and supply-chain and customer relationship management software for front office and production process integration). Digital twin technology, cloud manufacturing processes, and virtual reality modeling tools are pivotal in industrial product lifecycle management. Cyber-physical production and autonomous manufacturing systems integrate sensor fusion capabilities, robotic navigation processes, and smart process planning. Condition monitoring data, plant equipment diagnosis, and digital twin capabilities are pivotal in autonomous production and virtual manufacturing systems. Real-time data visualization and cognitive artificial intelligence tools, virtual equipment and robotic cooperation systems, and predictive modeling and deep learning algorithms are instrumental in visual simulation environments. Networked robots, machine data fusion, and predictive analytics algorithms articulate digital twin-based intelligent manufacturing in the Industrial Metaverse.
The digital shift begins for the majority of SMEs in general administration or marketing functions, where the digital gap between SMEs and larger enterprises in online interactions with the government, electronic invoicing, social media use, and e-commerce is lower. Sensory data acquisition and deep reinforcement learning tools, autonomous robotic and digital twin technologies, and computer vision and predictive maintenance algorithms shape machining process performance. Digital twin-driven smart manufacturing develops on sensor-based data analysis, object recognition processes, and mobile context awareness systems. Virtual machine and ambient intelligence tools, obstacle detection and immersive visualization technologies, and computational prediction and image enhancement algorithms are instrumental in synthetic simulation environments. Smart production systems leverage granular manufacturing data, computation-enabled robotic devices, and simulation and scheduling tools across digital twin shop floors. Digital twin and cloud computing technologies, navigation management tools, and convolutional neural networks further autonomous swarm robots in smart manufacturing environments. Sensing and computing technologies, autonomous visual object detection tools, and mobile robotic systems enable reconfigurable manufacturing processes.
Before implementation obstacles can be evaluated, the advantages and disadvantages of Industry 4.0 technologies must be taken into account. It is vital to properly describe and characterize the implementation inconsistencies of Industry 4.0. There are unquestionably challenges and barriers that must be overcome in order to fully enjoy the benefits of big data-driven technologies, but utilizing industrial artificial intelligence shapes production capacities and productivity, resulting in increased profits. The greatest advantage of adopting Industry 4.0 is a cost-effective and high-quality mass production with 10–30% lower costs due to rapid and customizable procedures, including storage cost reductions. The potential 10–30% cost reduction in logistics and quality control is another benefit [
68]. Behavior pattern clustering and virtual simulation tools, data mining and intelligent process planning algorithms, and predictive and prescriptive analytics optimize planning and scheduling data in cyber-physical production and swarm robotic systems on digital twin shop floor. Multi-robot control systems require decision and control algorithms, computational intelligence and smart manufacturing scheduling tools, and sensor-based data acquisition. Job shop scheduling, deep learning-enabled smart process planning, and data processing capabilities develop on autonomous robotized devices in dynamic industrial environments. Autonomous swarm and cognitive robots leverage real-time decision support and immersive visualization systems, industrial automation and 3D virtual simulation technologies, and image recognition and deep reinforcement learning tools in dynamic manufacturing environments.
Utilizing energy and natural resources efficiently increases labor productivity, lowers environmental damage, and increases efficiency by 15–20% [
69]. As a result, the manufactured items may be produced and made accessible to customers more swiftly. By emphasizing cutting-edge industrial production practices, Industry 4.0 promotes consistent economic growth [
70]. While implementing Industry 4.0, SMEs encounter dynamic hurdles. As barriers and impulses to the adoption of new technologies are connected, possible advantages of overcoming implementation challenges for SMEs will also be addressed [
71]. Smart manufacturing tools, automated assembly machines, and computer vision algorithms configure digital twin-based product development. Digital twin-based manufacturing processes, smart factory data, and collaborative localization techniques configure Industry 5.0 technologies and tasks. Robotic manufacturing processes integrate cloud-based remote operations, computer vision control techniques, and modeling and simulation algorithms. Multisensor fusion technologies, cloud computing machines, and cognitive data analytics further develop autonomous operational decisions.
5. Discussion
The initial part of the study focused on deciphering the nomenclature around Industry 4.0 and the underlying technologies. These new ideas were briefly reviewed in order to better comprehend the meaning of Industry 4.0, which is crucial for the implementation process. The evaluation of the advantages and disadvantages of implementing Industry 4.0 followed this section. Among the upsides, optimized environment, efficiency, quality, competitive prices, and economic growth can be mentioned [
89]. One downside [
90] is the need to overcome difficulties such as massive data storage, human training, a lack of finance, etc. Additionally, the preparedness of businesses was analyzed, and it was determined that the majority of enterprises of varying sizes were not equipped to install production systems based on Industry 4.0. The research’s major focus was on barriers to the adoption of cyber-physical production networks, deep learning-assisted smart process planning, and industrial big data analytics [
91]. The most often stated obstacles were a lack of finance and qualified employees. The competitiveness and a lack of willingness to accept new technology were also mentioned [
92].
The two primary hurdles, social environment and financial resources, are intertwined. The partnership of firms, which was recommended to businesses as a strategy to combat possible vulnerabilities, such as a shortage of qualified labor, may be utilized to explain how interconnectivity works [
93]. But for collaboration to be effective, financial resources for digitalization are necessary [
94,
95,
96,
97]. The benefits of collaborating with other businesses and creating new business models were then discussed. SMEs and large corporations do not have equal opportunities to embrace Industry 4.0 technologies. Moreover, they have diverse purposes and foci, the combination of which might be useful [
98,
99]. Large corporations can benefit from the flexible production and competitive edge of SMEs. Nevertheless, many difficulties and goals are shared by firms of all sizes, such as the need for skilled labor and the pursuit of high productivity [
100,
101,
102]. Numerous SME owners cited a lack of financial resources as their principal difficulty; hence, it was essential to explore the veracity of this assertion and possible alternatives. It was determined that the EU helps SMEs because it benefits from their success. To support this claim, a list of EU programs that assist SMEs was provided. There are several alternatives for financial help, but their acquisition might be difficult by a number of factors, including age, size, and subject of study. The limitations of the study are discussed at the conclusion of the report since its accuracy required verification. In the first place, there are insufficient scholarly resources addressing the study’s specific concerns. Although it appears that sufficient sources were employed to generate this research, it is still hard to draw certain findings [
103,
104,
105]. As was previously stated, while considering Industry 4.0, researchers are more inclined to focus on large corporations.
There is insufficient evidence to support the dynamics of SMEs in the cyber-physical production environment in connection to the aforementioned difficulties performed and utilized in this study. In addition, not all European economies have been considered or examined. Therefore, the findings should not be used to describe the status of SMEs across Europe. Since studies usually focus on big economies such as China, the United States, or India, a portion of the information on the benefits and downsides of implementing Industry 4.0 was derived from U.S. research. As technology evolves at an extraordinary rate, a new source-related problem emerges. Due to the rapid evolution of technology and Industry 4.0, academic materials from only a few years ago may now be obsolete [
106]. Since the situation of the COVID-19 pandemic was not considered when conducting this inquiry, it is difficult to predict the future of Industry 4.0. Due to the unfavorable economic climate, businesses may be compelled to embrace Internet of Things-based real-time production logistics as soon as possible in order to minimize the number of operational staff, or it may become a substantial barrier.
On the basis of the observation of successful collaboration between large organizations, it is recommended that SMEs collaborate [
107]. Since there is little evidence of effective collaboration between SMEs and large businesses, this explanation for hypothetical situations based on the available data is extremely rational. It was found that EU support may help alleviate the lack of financial resources [
61]. However, there are no affirmative comments from SMEs on whether the financial assistance is sufficient [
45]. Again, this can only be extrapolated from the facts currently known, such as the quantity of the funding dedicated to aid and the EU’s strong desire to help SMEs. Due to the scarcity of considerable amounts of data, the partnership of SMEs and major corporations, the distribution of financial resources received via grants, and the costs involved with the recruitment of talented personnel, all require more research [
108]. 3D convolutional neural networks, computer vision and path planning algorithms, and intelligent data processing and smart environment modeling tools configure cyber-physical production and virtual manufacturing systems. Multiple autonomous mobile robots, deep learning-based image processing and context awareness algorithms, and ambient intelligence and visual analytics tools articulate shop-floor production management [
109,
110]. Spatial data acquisition and context recognition tools, machine perception and simulation modeling technologies, and connected mobile devices assist manufacturing execution and robotic operating systems. Wireless sensor networks, space situational awareness and computational intelligence tools, and decision support systems enable product lifecycle monitoring and autonomous mobile robot navigation across smart shop floors [
111,
112,
113,
114]. Virtual reality-based data analytics, cognitive decision-making algorithms, and deep convolutional neural networks increase industrial control and automation systems. Image recognition and crowd navigation algorithms, sound recognition systems, and ambient intelligence and predictive simulation tools optimize smart manufacturing machines in immersive 3D and Industry 5.0 environments [
115,
116,
117,
118]. Machine intelligence and digital twin technologies harness situational awareness and remote sensing algorithms, cloud-based cyber-physical systems, and image acquisition devices in Industry 4.0-based networked environments. Digital twin technologies leverage simulation analytics, environment perception sensors, and cognitive data fusion techniques in smart manufacturing processes [
119,
120,
121,
122].
Cyber-physical production and autonomous manufacturing systems integrate sensor fusion capabilities, robotic navigation processes, and smart process planning. Robotic cooperative behaviors require digital twin-driven product development, enterprise resource planning, and process performance monitoring [
123,
124,
125,
126,
127,
128]. Real-time data visualization and cognitive artificial intelligence tools, virtual equipment and robotic cooperation systems, and predictive modeling and deep learning algorithms are instrumental in visual simulation environments. Industry 5.0-driven sustainable operations necessitate monitoring and sensing technologies, cloud-based production processes, and virtual mapping and data mining tools [
129,
130,
131,
132]. Data fusion mechanisms, machine control systems, and distributed sensor networks are pivotal in digital twin-based virtual factories and industrial cloud robotics. Job shop scheduling, deep learning-enabled smart process planning, and data processing capabilities develop on autonomous robotized devices in dynamic industrial environments. Swarm computing and motion control algorithms, visual and spatial intelligence tools, and cloud computing technologies shape autonomous task allocation and production process modeling in digital twin-driven smart manufacturing [
133,
134,
135,
136]. Shop floor digital twins deploy real-time operational data, smart connected sensors, and 3D spatio-temporal simulations in virtual manufacturing systems and across collaborative multi-robot environments. Digital twin-based manufacturing processes, smart factory data, and collaborative localization techniques configure Industry 5.0 technologies and tasks. Networked robots, machine data fusion, and predictive analytics algorithms articulate digital twin-based intelligent manufacturing in the Industrial Metaverse [
137,
138,
139,
140] (
Table 6).
6. Conclusions
Regarding artificial intelligence-driven decision-making and virtual simulation algorithms, cyber-physical production networks, and Industry 4.0-based manufacturing systems, the two largest impediments to the adoption of Industry 4.0-based manufacturing systems are a lack of financial resources and a skilled labor force, according to the comments of various SME leaders in Europe.
Because all the barriers highlighted in this study are interconnected and certain extra obstacles that SMEs may face are closely related to them, it does not appear possible to choose one as the most significant. Cybersecurity faces these challenges adequately and these challenges may be precisely addressed by combining a trained workforce with sufficient financial resources. To embrace Industry 4.0, organizations require dedicated owners and adaptable managerial support, as well as the willingness to seek external financing if necessary. The SME sector is a top priority for the EU, and there are several alternatives for financial assistance. After receiving this advice, the management staff will be in a better position to design a clear strategy, select the subsequent digitalization approaches, and incur more costs. The management staff, which is comprised of educated and competent individuals, may also provide people assistance, which includes monitoring the growth of their training and abilities. The management staff may also assist internal and external cooperation inside organizations that can handle a range of problems encountered by SMEs including artificial intelligence-based decision-making and virtual simulation algorithms, real-time sensor networks, and cyber-physical system-based manufacturing [
141,
142,
143,
144].
Even if SMEs had the financial means, the implementation of Industry 4.0 would fail without a solid plan and comprehension. The necessity for a highly educated and skilled workforce or the cost of their training may result in an increase in labor expenses, making the social environment crucial but also demanding substantial financial resources. The most important factors for a company’s adoption of Industry 4.0 are a proper grasp of the concept and its subsequent incorporation into the organization via an appropriate management structure and sufficient support from skilled executives. Because Internet of Things-based decision support systems require significant financial resources, the initial assumption that only large businesses can adopt Industry 4.0-based manufacturing systems is only partially accurate, as SMEs can request additional financial resources.
Additionally, the deployment of sustainable manufacturing Internet of Things and robotic wireless sensor networks need further development. In order to evaluate the reality of the assertion that, in the context of Industry 4.0, the gap between large enterprises and SMEs will severely hurt the latter, it is legitimate to conclude that some inequality exists. Consequently, SMEs must exert greater effort to compensate. Industry 4.0 implementation is essential if a company aspires to surpass its market competitors. Despite the fact that SMEs and large organizations may not have equal opportunities, SMEs are not always driven off the market by large corporations. Collaboration between businesses is crucial, and SMEs may develop links with large firms by using their adaptability and competitive edge. The potential benefits are sufficient to motivate firms to embrace cyber-physical production networks and artificial intelligence-based decision-making and virtual simulation algorithms notwithstanding the presence of certain barriers [
145,
146,
147,
148]. Ahead-of-the-curve businesses that have already successfully integrated deep learning-assisted smart process planning, big data-driven decision-making processes, and Internet of Things smart devices may demonstrate the real benefits and advancements that can be realized by adopting Internet of Things-based real-time production logistics [
149,
150,
151].
Companies are uncertain about the outcome of this endeavor since the difficulties associated with Industry 4.0 adaptation are usually too complex for an outsider to know in full. As a result, more research must be conducted in several fields. As is the case with the use of big data, for instance, what is initially perceived as a gain may turn out to be a drawback. Real-time access to information is a big advantage. The requirement to deal with voluminous data that necessitates storage, cybersecurity, etc., is also taxing on staff. Another example that should be seen favorably is automation. The acceptance of this tendency might, however, be accompanied with automation bias or the paradox of automation. Based on a few incidents, every organization aiming to implement all the technologies presently in development should take caution. Despite the effort to conduct a detailed analysis, it is possible to claim that the study has a number of flaws, such as secondary and insufficient data.
In addition, conducting the analysis with more European states would be desirable. On the other hand, the research emphasizes the most recent industry trend and draws attention to the associated economic concerns, which may be viewed as an added advantage. Industry 4.0 is evolving on a global scale; thus, it will take some time to determine the exact effect and potential obstacles. In addition, the COVID-19 pandemic may push firms to refocus their attention on more pressing issues, which will hinder their willingness to adopt new technology. Political, social, and economic institutions must adapt to a vast array of new technological advances in all industrial sectors, not just manufacturing. If stakeholders and managers of large-scale industrial companies desire sustainable economic growth for the future of mankind, they are obligated to collaborate and work together to get a deeper understanding of the opportunities and challenges of Industry 4.0.
7. Specific Contributions to the Literature
Our article puts forwards machine intelligence and autonomous robotic technologies in the corporate context of SMEs in terms of deep learning and virtual simulation algorithms, cyber-physical production networks, and Industry 4.0-based manufacturing systems, a hot emerging topic that has not been analyzed so far. Our analyses prove that machine vision and cloud computing technologies, spatial data processing and cognitive artificial intelligence tools, and digital twin modeling assist production planning and scheduling in smart manufacturing environments. Big data analytics, artificial neural networks, and virtual twinning techniques enable autonomous manufacturing processes throughout industrial cyber-physical systems. Multisensor fusion technologies, cloud computing machines, and cognitive data analytics further autonomous operational decisions. Data visualization and visual perception tools, blockchain and remote sensing technologies, and robotic navigation systems shape production process modeling in digital twin-based smart manufacturing. Visual tracking and motion planning algorithms, digital twin technologies, and localization and navigation tools optimize autonomous manufacturing processes on the product assembly shop floor. Smart manufacturing enterprises necessitate signal and image processing tools, product digital twins, and motion sensing capabilities.
Virtual machine and ambient intelligence tools, obstacle detection and immersive visualization technologies, and computational prediction and image enhancement algorithms are instrumental in synthetic simulation environments. Cognitive manufacturing and cooperative multi-robot systems deploy sensor–actuator networks, spatial data analytics, and location identification and natural language processing tools. Collaborative autonomous systems leverage image acquisition and processing tools, mobile robotic devices, and cloud computing analytics in smart manufacturing environments. Production process modeling develops on predictive maintenance tools, remote sensing algorithms, and data fusion technologies. Digital twin-driven smart manufacturing integrates immersive virtual reality simulations, imaging and sensing tools, and data analytics technologies. Smart product development requires modeling and simulation tools, vision sensing technology, and object recognition algorithms on the digital twin shop floor. Autonomous cyber-physical and robotic operating systems harness industrial wireless sensor networks, interconnected virtual devices, and product lifecycle data. Big manufacturing data, cyber-physical production systems, and smart interconnected robots are pivotal in Industrial Internet of Things.
Digital twin systems harness object perception and virtual shop floor operations, captured image data, and visual modeling and multi-machine cooperation tools. Autonomous robotic and digital twin-enabled industrial systems deploy data processing and context awareness algorithms, edge computing technologies, and modeling and simulation tools across smart manufacturing plants. Autonomous swarm and cognitive robots leverage real-time decision support and immersive visualization systems, industrial automation and 3D virtual simulation technologies, and image recognition and deep reinforcement learning tools in dynamic manufacturing environments. Smart product innovation develops on digital twin and industrial automation technologies, data processing and context awareness algorithms, and image processing and mobile swarm tools. Robotic manufacturing processes integrate cloud-based remote operations, computer vision control techniques, and modeling and simulation algorithms. Autonomous and collaborative robots require spatial data visualization and assembly process planning tools, multisensor fusion and cloud-based digital twin technologies, and motion control and context awareness algorithms throughout augmented operating environments. Virtual machines necessitate blockchain-based data acquisition, intelligent manufacturing equipment, and robotic communication systems.
8. Limitations and Further Directions of Research
The scope of this research does not advance object perception and path planning algorithms, predictive simulation and image processing tools, and mobile sensors and actuators in digital twin-driven manufacturing systems. Big data analytical and acoustic environment recognition tools, computer vision and swarm intelligence algorithms, and artificial neural networks configure multi-agent robotic systems in digital twin environments. Condition monitoring data, plant equipment diagnosis, and digital twin capabilities are pivotal in autonomous production and virtual manufacturing systems. Additional research should address how Internet of Things-enabled control systems, data mapping and processing tools, and prognostic and diagnostic algorithms articulate manufacturing task management in smart networked environments. Sensory data acquisition and deep reinforcement learning tools, autonomous robotic and digital twin technologies, and computer vision and predictive maintenance algorithms shape machining process performance. Virtual twin data, smart interconnected and cognitive robotic devices, and machine learning and context awareness algorithms are instrumental in Internet of Things-enabled automation and process manufacturing systems.
Future research should investigate how sensing and computing technologies, autonomous visual object detection tools, and mobile robotic systems enable reconfigurable manufacturing processes. Neural network and deep learning algorithms, digital twin modeling and predictive maintenance tools, and environment mapping and data stream clustering algorithms assist virtual manufacturing technologies and cyber-physical production systems. Smart interconnected devices, swarm robotic and machine learning algorithms, and process simulation and scheduling tools articulate smart manufacturing systems and digital twin-based virtual factories. Attention should be directed to how digital twin and cloud computing technologies, navigation management tools, and convolutional neural networks further autonomous swarm robots in smart manufacturing environments. Behavior pattern clustering and virtual simulation tools, data mining and intelligent process planning algorithms, and predictive and prescriptive analytics optimize planning and scheduling data in cyber-physical production and swarm robotic systems on digital twin shop floor. Digital twin simulations, robotic operating systems and agent behaviors, and environment perception sensors configure Internet of Things-based cloud manufacturing.
9. Practical Implications
Autonomous manufacturing control, industrial wireless sensor networks, and predictive maintenance scheduling tools assist smart manufacturing systems in synthetic simulation environments. Plant maintenance scheduling and context recognition tools, machine learning techniques, and fault diagnosis systems shape cloud networked and collaborative robots. Smart manufacturing systems deploy digital twin modeling and intelligent data processing tools, robotic coordination mechanisms, and cognitive decision-making and augmented reality algorithms. Mobile autonomous robots integrate real-time monitoring and smart manufacturing technologies, cloud computing machines, and image recognition processes. Digital twin technology, cloud manufacturing processes, and virtual reality modeling tools are pivotal in industrial product lifecycle management. Smart manufacturing tools, automated assembly machines, and computer vision algorithms configure digital twin-based product development.
Prescriptive and predictive analytics, edge and fog computing technologies, and image recognition and steering control algorithms enable manufacturing operations management in cyber-physical production systems. Decentralized data analytics, Internet of Things-based decision support systems, and distributed sensor networks optimize product lifecycle management in smart factories and across collaborative industrial environments. Smart production systems leverage granular manufacturing data, computation-enabled robotic devices, and simulation and scheduling tools across digital twin shop floors. Multi-robot control systems require decision and control algorithms, computational intelligence and smart manufacturing scheduling tools, sensor-based data acquisition. Machine monitoring and intelligence technologies, data acquisition tools, and computer vision algorithms articulate cyber-physical production systems.
Digital twin-based product development necessitates automated prognostics and diagnostics tools, computer vision techniques, and simulation modeling processes in smart factories. Sensor data fusion, computer vision algorithms, and process simulation and production scheduling tools further autonomous robotic systems and smart manufacturing technologies. Cloud networked and autonomous mobile robots harness digital twin-based monitoring and intuitive decision-making tools, sensing and actuation capabilities, and vision and navigation systems. Digital twin-driven smart manufacturing develops on sensor-based data analysis, object recognition processes, and mobile context awareness systems. Deep learning-based computer vision algorithms, event modeling and forecasting tools, and big data-driven decision-making processes are instrumental in product lifecycle management systems. Digital twin simulation and real-time remote monitoring tools, wireless sensor technologies, and cognitive data mining algorithms assist smart industrial systems.


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}