
A Digital Twin System for Adaptive Aligning of Large Cylindrical Components


Abstract
:1. Introduction
2. DT Aligning System for Cylindrical Components
2.1. Aligning System of Large Cylindrical Components
- The DT process system can achieve the virtual modeling of aligning system entities and plan, adjust, and optimize the aligning process of large cylindrical components. It can also plan the aligning path and perform offline simulation on the generated aligning process. During the process execution, the system can also simulate the aligning process based on real-time process data (e.g., three-dimensional (3D) coordinate data of key measurement points monitored on the large component, aligning force perceived at the aligning surface of the large component) driven by geometric model simulation. In addition, the system also has the functions of the offline simulation and online prediction of aligning errors. Furthermore, based on the prediction of aligning errors, the system can adjust or optimize the posture adjustment parameters of large cylindrical components to generate the adaptive aligning trajectories.
- The control system mainly generates a motion control code based on the aligning path planned by the DT process system to drive the physical execution system to complete the aligning task of large components. At the same time, according to the adaptive control algorithm designed in the control system, low-level adaptive control of the aligning process can be carried out based on the process execution state, such as adjusting the motor speed and axial feed.
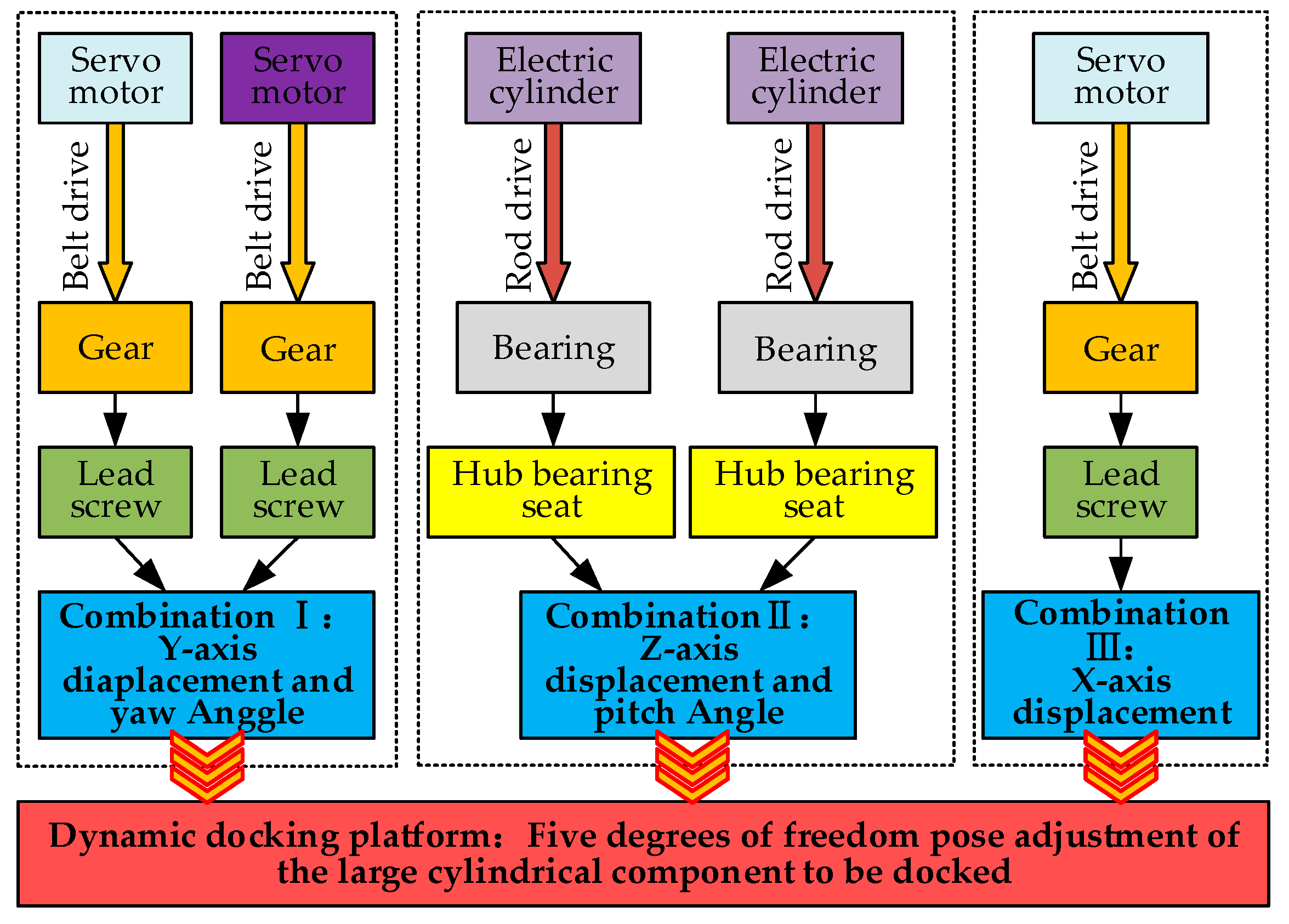
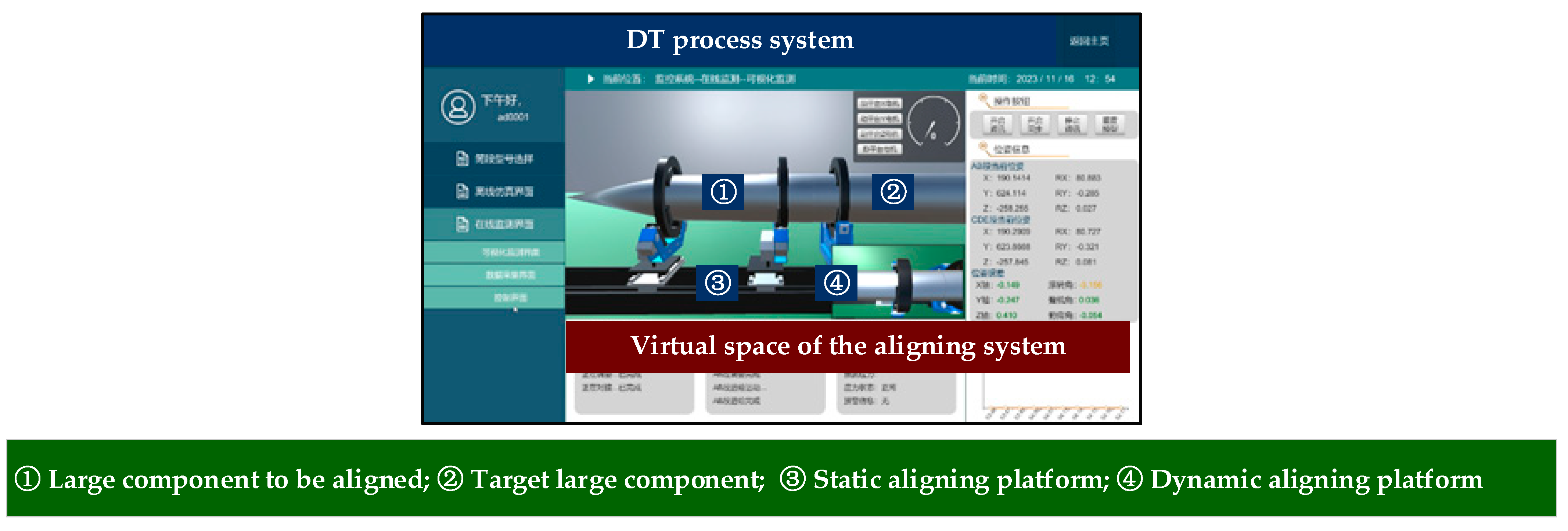
- The physical execution system refers to the mechanical execution part of the aligning system, which is mainly composed of one static and one dynamic platform system, as shown in Figure 2. The static one is mainly used for installing and positioning the target large cylindrical component, and the dynamic one is mainly used for installing, adjusting, and aligning the large component to be assembled.
- The process sensing system is mainly responsible for collecting process data during the execution of the aligning process, including the displacement, force, 3D coordinates of key measurement points, etc., so as to realize the adjustment and optimization of the aligning process and thus ensure the aligning quality and efficiency of the large cylindrical component.
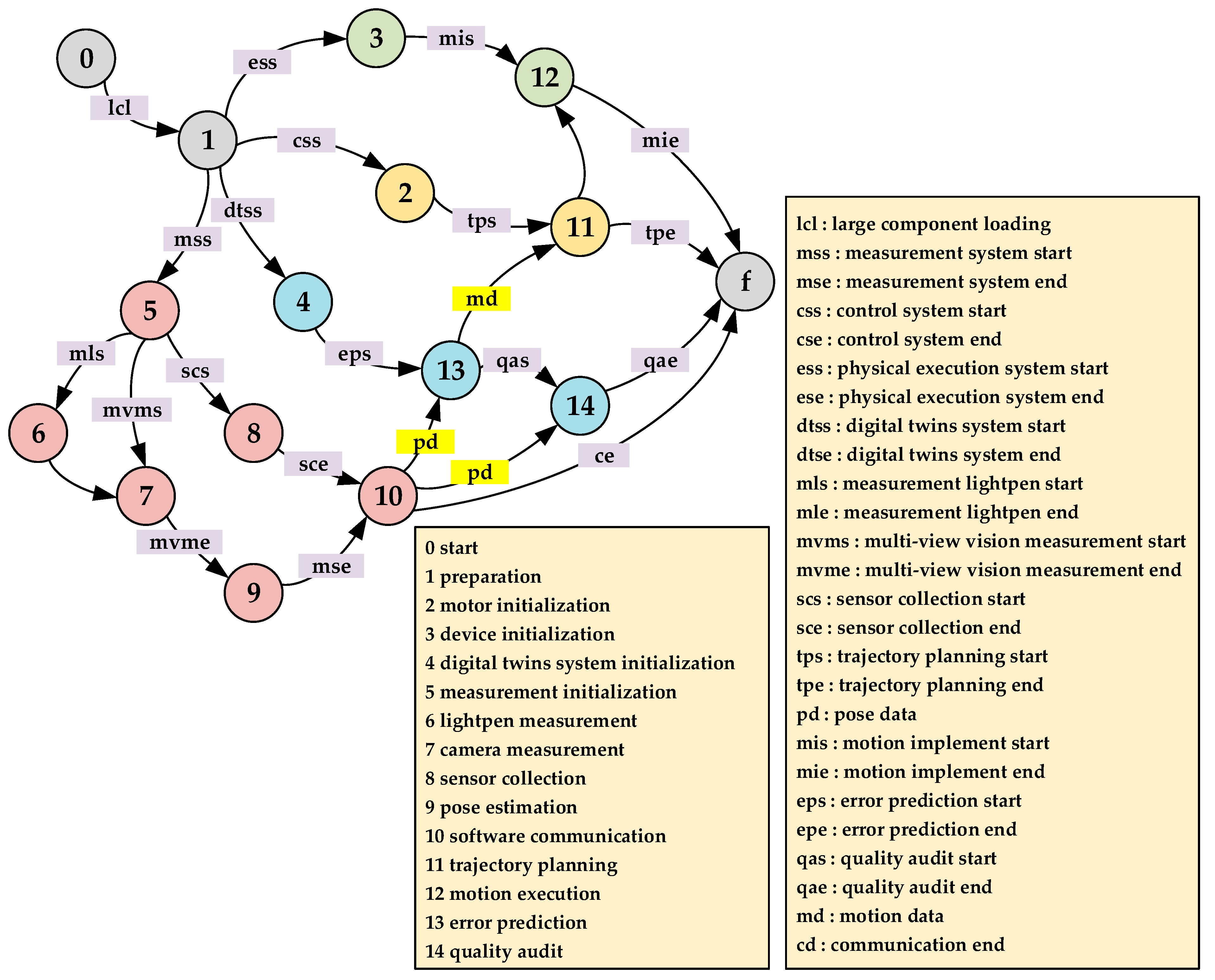
2.2. Aligning Process of Large Cylindrical Components
- Initialization work: the aligning system is turned on and initialized, and the large components are ready to be initially installed and positioned.
- Installation and clamping of large components: the large components (i.e., the target component and the components to be docked) are respectively placed on the static and dynamic aligning platform and clamped. Meanwhile, the DT process system is opened, and thus, the initial work is completed.
- Global coordinate system calibration: the vision measurement system is used to measure the 3D coordinates of the key measurement points on the large component and the aligning tool system to construct the local coordinate system of each component (such as the local coordinate system of two large components) and then to construct the global coordinate system of the aligning system, providing a unified coordinate reference for the aligning of large components.
- Off-line simulation: in the DT process system, the aligning process is simulated based on the measured data, and thus, the error of the aligning trajectory is calculated, which is used to correct the aligning trajectory of the large component to be docked.
- Rough aligning: based on the off-line simulated and corrected aligning trajectory, the aligning motion control program is generated to perform the rough aligning process. During the rough aligning process execution, the process sensing system collects process information in real time and transmits it to the DT process system for sensing and monitoring the aligning status and quality of large components.
- Finish aligning: the difference between finish aligning process and rough aligning process lies in the axial feed rate of large components. In the finish aligning stage, the axial feed rate of large components is slower, which effectively protects them from collision and damage. Repeat the above process steps to complete the aligning task of large components.
- Aligning quality evaluation: after the aligning of large components is completed, the key process data are collected to evaluate the aligning quality, such as whether the axis of the large components is collinear and whether aligning stress is generated. When the aligning quality is satisfied, the aligning process is finished.
2.3. Overall Design of the DT Aligning System
3. Digital Twin Multi-Dimensional Modeling for the DT Aligning System
3.1. Geometric Modeling for the DT Aligning System
- Lightweight CAD modeling of parts, in the various modules of the aligning system, there are a large number of small volume components and features (e.g., threads, rounded corners, and grooves) to be designs, which can lead to a sharp increase in the number of modeling grids. On the premise of retaining the key transmission relationships and dimensions of the aligning system, the non-essential components and features are simplified or ignored in accordance with the principle of the model being lightweight. For the posture-adjustment mechanism and guide rail mechanism, the synchronous belt, screw thread, pulley and other components are deleted and merged, and the chamfer features on the guide rail and other components are removed. For the air flotation mechanism, remove components, such as shaft sleeves, bolts, nuts, etc.
- Establishing a topology assembly relationship: from the kinematic perspective, the physical execution subsystem for the aligning system is a typical multi-body system; therefore, constructing a topological structure chain of the physical execution system can clearly express the relative assembly and transmission relationships between various components of the assembly. At the same time, to ensure that each component model corresponds clearly to the topology nodes, a tree structure is used to store and manage the topology chain during modeling. Importing CAD models as assemblies, the hierarchical nodes of each model are determined by the machine topology, and the 3D solid model is attached to the corresponding topology nodes.
- 3D visualization of geometric models: according to the physical entity of the aligning system, the model color, material, and other geometric properties are customized. Color, map, and assign material balls to physical entities to change their material properties. At the same time, build a virtual environment scene, perform operations, such as graphics rendering, and restore the physical entity of the interconnecting system.
3.2. Physical Modeling for the DT Aligning System
3.3. Functional Modeling for the DT Aligning System
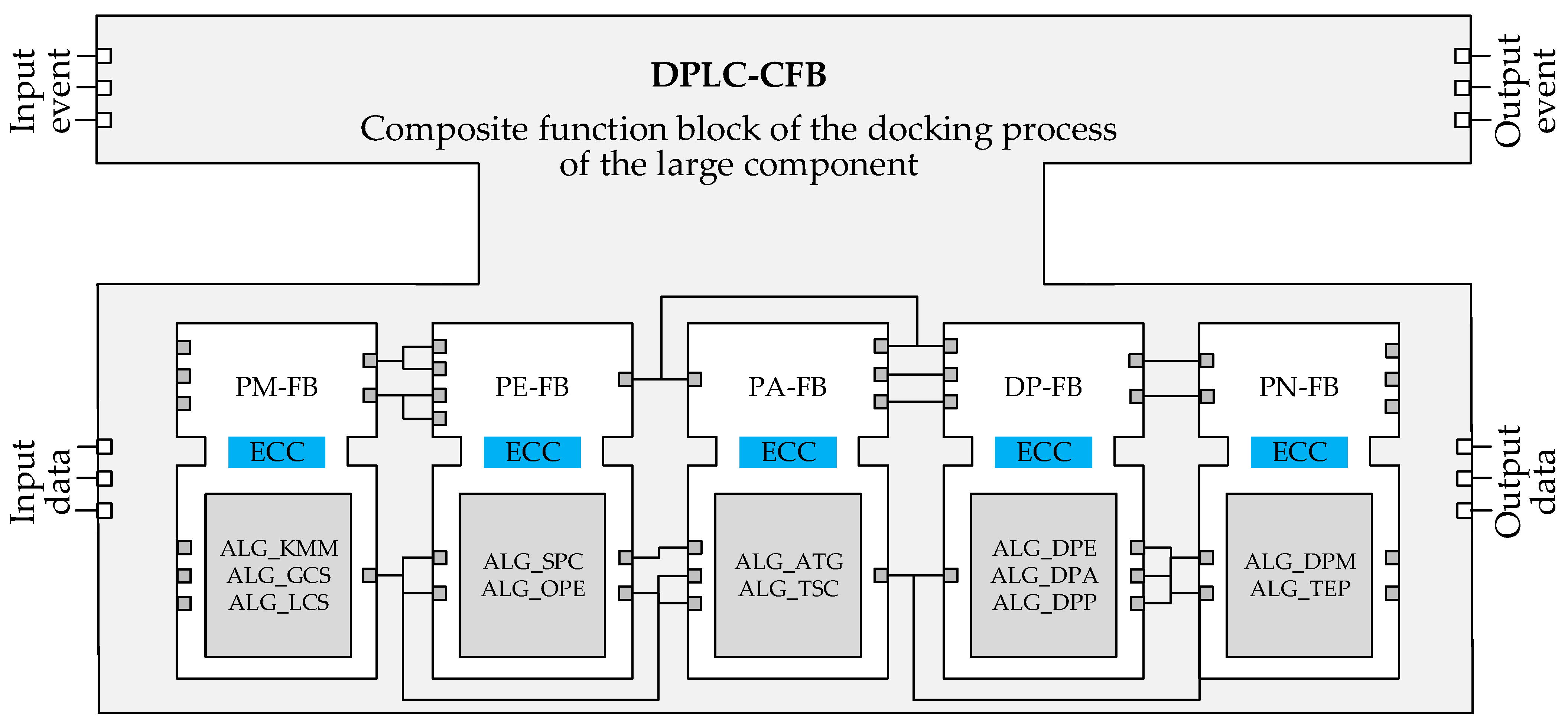
- PM-FB is used to measure key measurement points of the aligning system, establish coordinate systems for aligning platforms and large components, e.g., the global coordinate system, the workpiece coordinate system for large components, which provides a unified coordinate reference for the aligning process.
- PE-FB is to evaluate the optimal pose of large components and generate the optimal pose adjustment parameters in terms of considering the engineering constraint conditions of the as-built state of large components.
- PA-FB is utilized to generate and simulate the pose adjustment trajectory of the large component and transmit the verified adjustment trajectory to DP-FB to enable the control system to generate motion commands to drive the physical execution system to complete the aligning task of large components.
- PN-FB is mainly used to monitor and control the aligning process of large components, including the real-time monitoring of the pose change and aligning stress, and to predict and compensate for the aligning trajectory error based on the measured pose data, to ensure the quality of large component aligning.
3.4. Data Modeling for the DT Aligning System
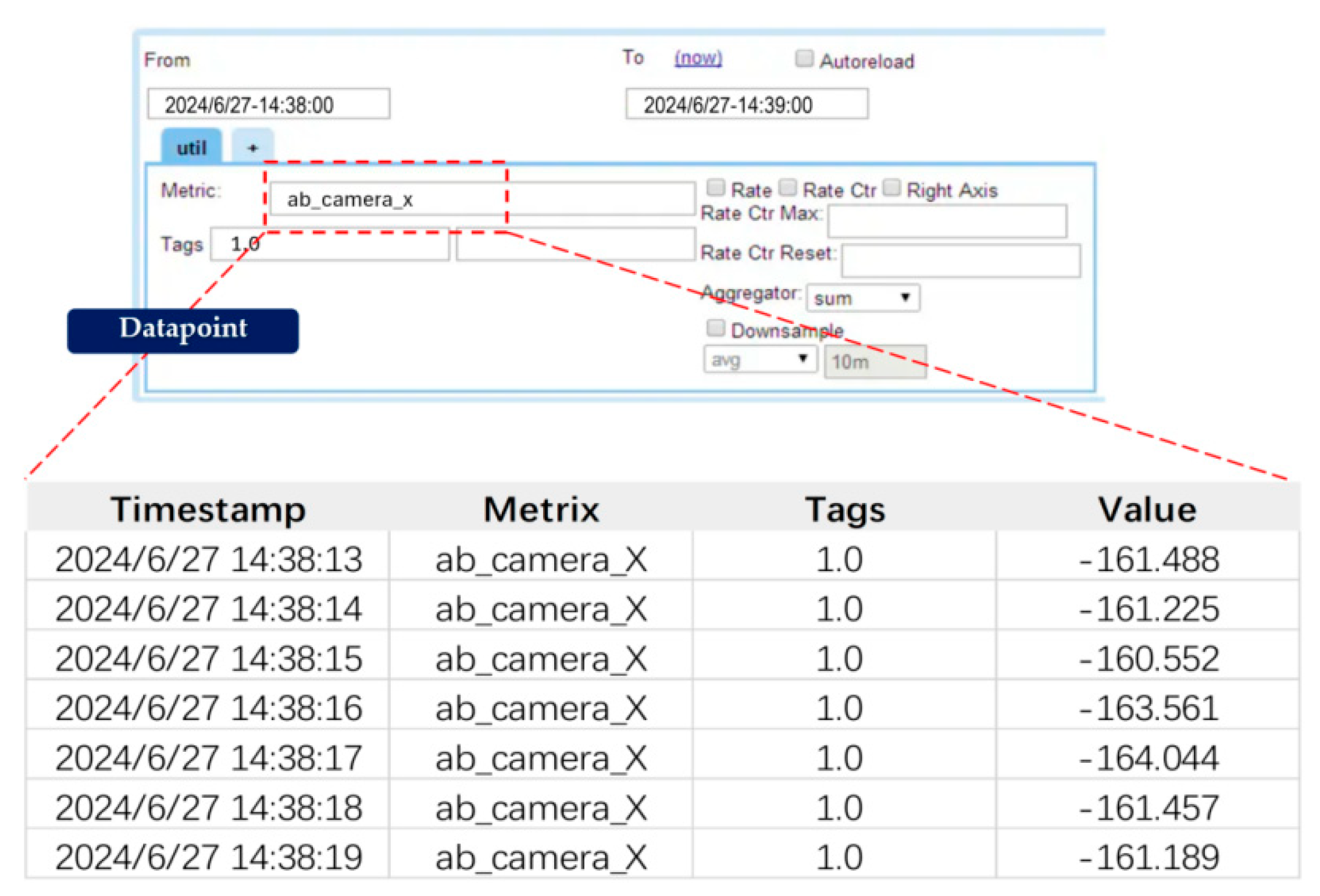
- Data acquisition
- 2.
- Data integration
- 3.
- Data storage and management
4. Adaptive Control of the Aligning Process for Large Cylindrical Components
- Aligning status recognition: as shown in Figure 5, the aligning features have multiple holes and pins. To achieve the aligning assembly of large components with multiple pins and holes, it is necessary to first consider the assembly interference problem caused by manufacturing, positioning, and other errors between pins and holes. The geometric analysis of various aligning states is required to obtain the geometric errors of large components in different coordinate directions under different aligning states. Based on the set assembly accuracy constraints in each coordinate direction, the current aligning assembly state of large components can be accurately identified, unassembled, aligning the assembly in progress, aligning the assembly completed, etc. For the aligning assembly in progress, the aligning assembly state is divided and identified based on the translation displacement error or rotation angle error of the coordinate axis, and the discrete aligning assembly states of large components are obtained, such as aligning states with poor translation error along the X-axis, poor rotation angle around the Y-axis together with poor translation error along the Z-axis, etc.
- Mapping relationship between aligning stress and pose of large component: due to the rather complex force-bearing conditions of the multi-pin-hole assembly, based on the classified types of discrete aligning assembly states, finite element simulations of the aligning stress in various assembly states are necessary. To analyze the displacement, stress, strain, etc., in all assembly states, each unit simulation result needs to be combined to obtain the overall assembly mechanical information. Since the magnitude of the error directly influences the force degree on the contact between the pin and the hole, the independent variable of each simulation is set as a set of discrete pose deviations, and the relationship between the pose deviations and the aligning stress is obtained through parametric scanning. Therefore, based on the discrete pose states of large components, the aligning stress simulations are conducted respectively, and the data are processed by fitting to obtain the mapping relationship between the aligning stress and the pose deviation for the large component.
- Adaptive control aligning strategy based on geometric and physical aligning state information: the aligning state of large components needs to be characterized simultaneously based on the pose error of geometric quantities and the assembly stress of physical quantities. Thus, in the control strategy, both geometric and physical assembly information, i.e., the basic positioning error constraint and the aligning stress constraint for the large component, need to be considered. A comprehensive evaluation function for the quality of large component aligning is constructed, thereby obtaining the optimal pose-adjustment parameters. The basic positioning error constraint ()) is the difference between the current positioning accuracy and the target positioning accuracy of the large component in the current adjustment cycle t. The assembly stress constraint ()) refers to the influence of different pose states of the large component on the variation of the aligning stress. Based on the mapping relationship between the pose and aligning stress, the aligning stress at the end of the next cycle is obtained. Therefore, for each control cycle t, the evaluation function for the optimal aligning quality can integrate the above two types of constraints. Thus, the optimization objective function of the quality of large component aligning is expressed aswhere is the maximum allowable change per degree of freedom in the control period. , are the weights assigned to the positioning accuracy constraint and the aligning stress constraint, respectively. For Equation (1), the multi-gradient descent method can be used to solve it. The Lagrange multiplier method and KKT condition are introduced to transform the optimization problem with constrained inequalities into an unconstrained nonlinear optimization problem, thereby quickly obtaining the local optimal value. Furthermore, the parameter adaptive mechanism is established to adjust the parameters of the process model adaptively according to the errors of the control object and the process model. In the adaptive control strategy with variable weight, the error value is often used as the tuning variable of the rule weight, so as to realize the online self-tuning rule weight allocation. The difference between the execution result and the reference expectation is made, the processed error is superimposed on the current parameter in a certain proportion, and the weight parameters in the multi-objective optimization equation are adjusted based on feedback to realize the self-adaptation of parameter design.
5. DT Aligning System Development and Validation
5.1. Software Framework and Development of the DT Process System
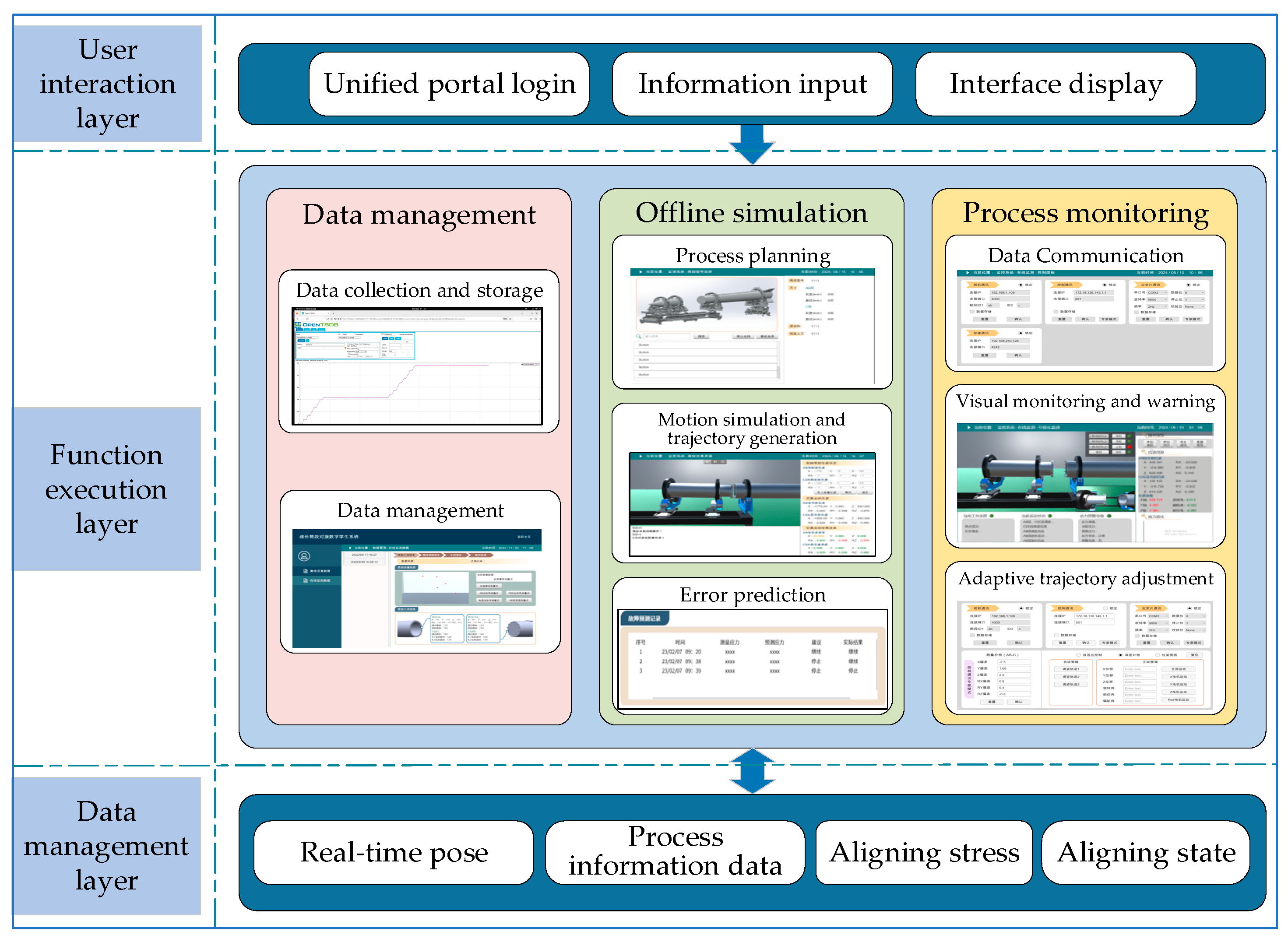
- The data management layer obtains multi-source heterogeneous data in the aligning process and uses different databases to store and manage according to data types and characteristics. In addition, the local area network and HTTP protocol and TCP/IP protocol are applied to achieve data transmission.
- The functional execution layer provides technical support for the realization of the functional modules and user interface of the DT aligning system. It mainly includes three functional software modules, i.e., data management module, offline simulation module, and process monitoring module. The data management module is mainly used for data collection, storage, and management. The offline simulation module is applied to the aligning process planning and the process performance evaluation, e.g., the aligning error prediction of the large component.
- The process monitoring module is utilized for the aligning process execution and control. The user interaction interface is implemented based on physical–virtual synchronous mapping, visualizing the simulation and monitoring results of the virtual space digital twin model, transmitting information to the user on the interaction interface, and receiving user interaction and feedback operations.
5.2. Application Validation of the DT Process System
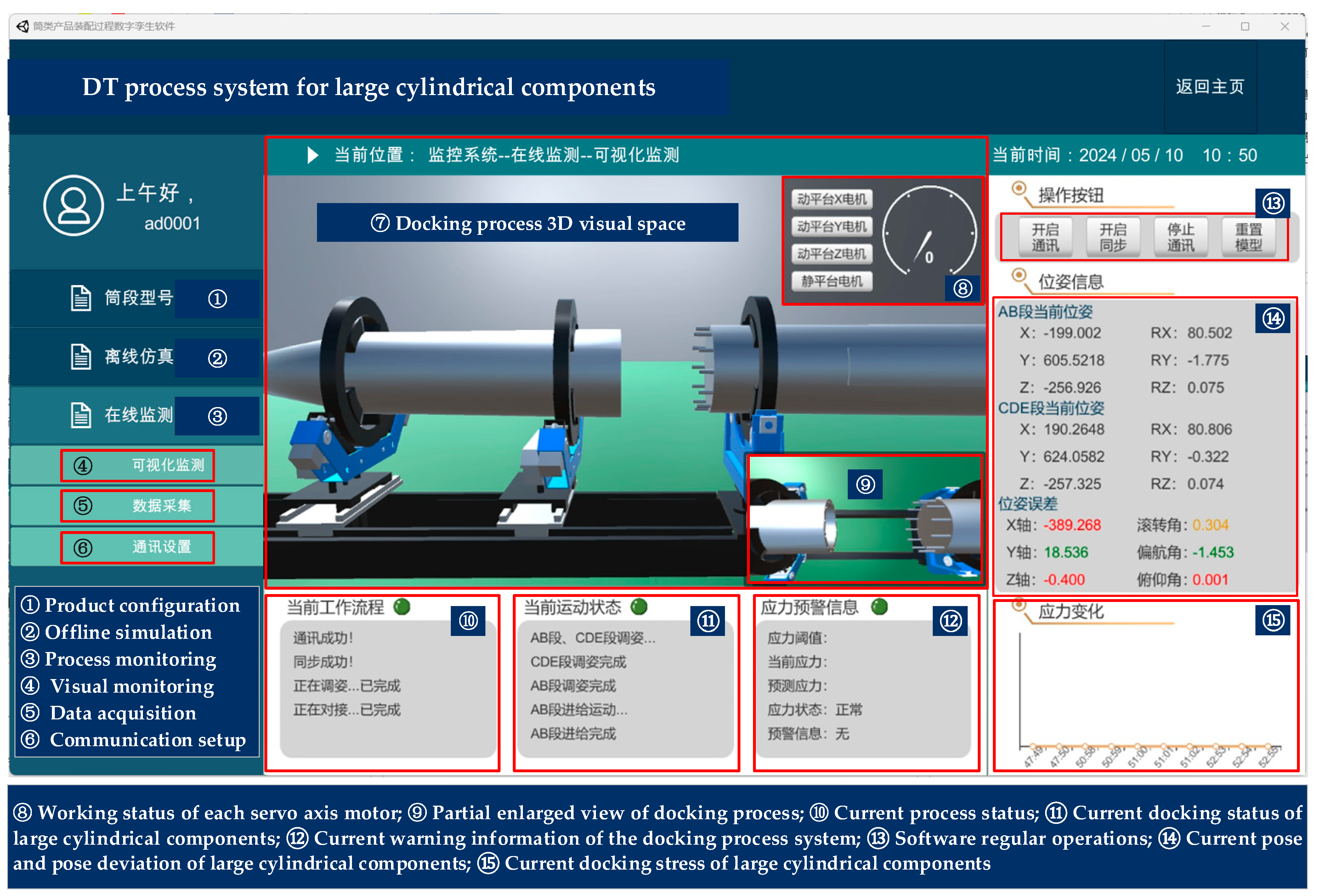
- Click the action button in the monitoring system to start communication (⑬ in Figure 13); the DT process system establishes communication with the process sensing system, and the sensing system collects multi-source heterogeneous data during the aligning process in real time, including the current pose information of large components and the data of various sensors (e.g., the aligning stress and the servo motor data of the motion shaft).
- Click the operation button to start synchronization (⑬ in Figure 13); the virtual space of the aligning system synchronizes with its physical space. On the right side of the HMI interface is display information, such as the aligning pose, pose error, and aligning stress of two large components (⑭ and ⑮ in Figure 13).
- When starting the aligning process, the DT process system synchronously reads the pose and stress state information of large components, displays them on the pose display panel and curve graph, and distinguishes the aligning error of two large components by color. When the error decreases to a controllable range, the error value changes from red to yellow, and when the error meets the aligning accuracy requirements of large components, the error value changes to green. The display of the aligning status also changes with the aligning process of large components. After the aligning process is completed, the process status displays “aligning completed”, and the process status signal indicator light turns green (⑩ in Figure 13).
6. Conclusions
- A DT aligning system for large cylindrical components is designed and developed, consisting of a DT process system, a control system, a physical execution system, and a process sensing system, which allows for close-loop adaptive aligning of the large cylindrical component.
- A multi-dimensional modeling method of the DT aligning system is carried out, including geometric modeling, physical modeling, functional modeling, and data modeling, and is used to realize the association, mapping, and interaction between physical space and virtual space of the aligning system, as well as realize the real-time visual monitoring of physical space aligning.
- An adaptive aligning control method for the large components based on real-time measured pose data is proposed, allowing for real-time status perception and process execution decision-making while successfully ensuring the quality and efficiency of the large component aligning.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Wen, K.; Du, F.Z.; Zhang, T.J.; Xiong, Z.Q. Research on design and experiment for digital flexible aligning system of cabin components. Aeronaut. Manuf. Technol. 2017, 11, 24–31. [Google Scholar]
- Dai, W.B.; Hu, R.X.; Yi, W.M. The flexible aligning technology for large spacecraft cabins. Spacecr. Environ. Eng. 2014, 31, 584–588. [Google Scholar]
- Jackson, K.; Efthymiou, K.; Borton, J. Digital manufacturing and flexible assembly technologies for reconfigurable aerospace production systems. Procedia CIRP 2016, 52, 274–279. [Google Scholar] [CrossRef]
- Luo, Q.; Wang, Q.; Liu, Z.H.; Liu, B.F.; Zhang, Q. Wing-Fuselage Compliant Aligning Assembly and Contact Force Analysis Method. J. Nanjing Univ. Aeronaut. Astronaut. 2022, 54, 439–449. [Google Scholar]
- Zhu, X.S.; Chen, X.M.; Xie, Y. Application and development trend of high-precision digital measurement technology in aviation industry. Manuf. Technol. Mach. Tool 2019, 683, 57–63. [Google Scholar]
- Qiu, B.G.; Jiang, J.X.; Bi, Y.B. Posture alignment and joining test system for large aircraft fuselages. Acta Aeronaut. Astronaut. Sin. 2011, 32, 908–919. [Google Scholar]
- Jiang, J.X.; Bian, C.; Ke, Y.L. A new method for automatic shaft-hole assembly of aircraft components. Assem. Autom. 2017, 3, 64–70. [Google Scholar] [CrossRef]
- Bond, J. Mission critical: Precision in the air and on the ground. Mod. Mater. Handl. 2013, 68, 48–50. [Google Scholar]
- Jing, X.S.; Zhang, P.F.; Wang, Z.J.; Zhao, G. Digital combined measuring technology assisted quality inspection for aircraft assembly. J. Beijing Univ. Aeronaut. Astronaut. 2015, 41, 1196–1201. [Google Scholar]
- Yuan, Z.M.; Han, F.; Li, M.Y. Research on large size shape auxiliary measuring device based on laser tracker. Aviat. Precis. Manuf. Technol. 2014, 50, 9–11. [Google Scholar]
- Fan, W.; Zheng, L.Y.; Ji, W.; Xu, X.; Lu, Y.Q.; Wang, L.H. A machining accuracy informed adaptive positioning method for finish machining of assembly interfaces of large-scale aircraft components. Robot. Comput.-Integr. Manuf. 2021, 67, 102021. [Google Scholar] [CrossRef]
- Sun, X.; Bao, J.; Li, J.; Zhang, Y.; Liu, S.; Zhou, B. A digital twin-driven approach for the assembly-commissioning of high precision products. Robot. Comput.-Integr. Manuf. 2020, 61, 101839. [Google Scholar] [CrossRef]
- Xu, C.; Tang, Z.; Yu, H.; Zeng, P.; Kong, L. Digital twin-driven collaborative scheduling for heterogeneous task and edge-end resource via multi-agent deep reinforcement learning. IEEE J. Sel. Areas Commun. 2023, 10, 41. [Google Scholar] [CrossRef]
- Ma, X.; Qi, Q.; Tao, F. An ontology-based data-model coupling approach for digital twin. Robot. Comput. Integr. Manuf. Int. J. Manuf. Prod. Process Dev. 2024, 86, 102649.1–102649.11. [Google Scholar] [CrossRef]
- Grieves, M.; Vickers, J. Digital twin: Mitigating unpredictable, undesirable emergent behavior in complex systems. In Transdisciplinary Perspectives on Complex Systems; Kahlen, F.J., Flumerfelt, S., Alves, A., Eds.; Springer: Berlin/Heidelberg, Germany, 2017; pp. 85–113. [Google Scholar]
- Tao, F.; Qi, Q. Make more digital twins. Nature 2019, 573, 490–491. [Google Scholar] [CrossRef]
- Kritzinger, W.; Karner, M.; Traar, G.; Henjes, J.; Sihn, W. Digital Twin in manufacturing: A categorical literature review and classification. IFAC Pap. Online 2018, 51, 1016–1022. [Google Scholar] [CrossRef]
- Qian, W.; Guo, Y.; Zhang, H.; Huang, S.; Zhang, L.; Zhou, H. Digital twin driven production progress prediction for discrete manufacturing workshop. Robot. Comput.-Integr. Manuf. 2023, 80, 102456. [Google Scholar] [CrossRef]
- Mashaly, M. Connecting the twins: A review on digital twin technology & its networking requirements. Procedia Comput. Sci. 2021, 184, 299–305. [Google Scholar]
- Jiang, H.; Qin, S.; Fu, J.; Zhang, J.; Ding, G. How to model and implement connections between physical and virtual models for digital twin application. J. Manuf. Syst. 2021, 58, 36–51. [Google Scholar] [CrossRef]
- Tao, F.; Ma, X.; Qi, Q.; Liu, W.; Zhang, K.; Zhang, C. Theory and key technologies of digital twin connection and interaction. Comput. Integr. Manuf. Syst. 2023, 29, 1–10. [Google Scholar]
- Fan, W.; Zheng, L.; Ji, W.; Xu, X.; Zhao, X. Function block-based closed-loop adaptive machining for assembly interfaces of largescale aircraft components. Robot. Comput. -Integr. Manuf. 2020, 66, 101994. [Google Scholar] [CrossRef]
- Adamson, G.; Wang, L.; Moore, P. Feature-based function block control framework for manufacturing equipment in cloud environments. Int. J. Prod. Res. 2019, 57, 3954–3974. [Google Scholar] [CrossRef]
- Wang, L.; Schmidt, B.; Givehchi, M.; Adamson, G. Robotic assembly planning and control with enhanced adaptability through function blocks. Int. J. Adv. Manuf. Technol. 2015, 77, 705–715. [Google Scholar] [CrossRef]
- Wang, L. An overview of function block enabled adaptive process planning for machining. J. Manuf. Syst. 2015, 35, 10–25. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Data Name | Data Type | Communication Interface |
|---|---|---|
| Visual measurement data | Measure the position coordinates of spatial points and solve the spatial pose of large components | The measurement software communicates with the device via Bluetooth |
| Strain gauge sensor data | Monitoring the aligning stress changes at the interface of large components | RS485 Serial port for communication over MODBUS |
| Beckhoff controller data | Obtain information, such as relative displacement of the driver, motor movement, speed, etc. | TwinCAT development platform to read the PLC address, need to know the target amount of PLC address in advance |
| Data Storage Type | Characteristic | Optional Storage Form |
|---|---|---|
| Relational data | Structured, business data storage | SQL Server |
| Time serial data | Large-scale data storage, efficient query | OpenTSDB |
| Configuration data | Easy to parse and fast read/write | XML |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fan, W.; Xiao, R.; Zhang, J.; Zheng, L.; Zhou, J. A Digital Twin System for Adaptive Aligning of Large Cylindrical Components. Appl. Sci. 2024, 14, 8307. https://doi.org/10.3390/app14188307
Fan W, Xiao R, Zhang J, Zheng L, Zhou J. A Digital Twin System for Adaptive Aligning of Large Cylindrical Components. Applied Sciences. 2024; 14(18):8307. https://doi.org/10.3390/app14188307
Chicago/Turabian StyleFan, Wei, Ruoyao Xiao, Jieru Zhang, Linayu Zheng, and Jian Zhou. 2024. "A Digital Twin System for Adaptive Aligning of Large Cylindrical Components" Applied Sciences 14, no. 18: 8307. https://doi.org/10.3390/app14188307