1. Introduction
Hot-mix asphalt (HMA) is a heterogeneous multiphase material that consists of aggregates with different sizes and shapes, asphalt cement, and air voids. These components constitute a complex microstructure. While the aggregates act basically as a skeleton, asphalt binder provides an adhesive action (i.e., glue) among aggregate particles and contributes to the viscous-elastic properties of the mixture [
1]. Aggregates in HMA can be divided into three types according to their size: coarse aggregates, fine aggregates, and mineral filler. Coarse aggregates are generally defined as those retained on the 2.36-mm sieve. Fine aggregates are those that pass through the 2.36-mm sieve and are retained on the 0.075-mm sieve. Mineral filler is defined as that portion of the aggregate passing the 0.075-mm sieve [
2].
Mineral filler is a very fine material with the consistency of flour and is also referred to as mineral dust or rock dust. It can greatly affect the properties of a mixture such as strength, plasticity, voids, resistance to action of water, and the resistance to the forces of weathering. The proper use of filler can improve the asphalt paving mixture through increased density, stability, durability, and skid resistance. On the other hand, excessive quantity of filler tends to increase brittleness and proclivity to cracking, and deficiency of filler tends to increase void content, lower stability, and soften the mix, which leads to shoving, and rutting of the pavement [
3]. Mineral fillers play a dual role in paving mixtures. First, they are part of the mineral aggregate, i.e., they fill the interstices and provide contact points between larger aggregate particles and, thereby, strengthen the mixture. Second, when mixed with asphalt, mineral fillers form a high-consistency binder or matrix that cements larger aggregate particles together. This resulting filler-asphalt mastic is capable of affecting the physical and mechanical properties of the mixture to a large extent [
4].
Various studies have shown that there are three primary mechanisms by which fillers reinforce asphalt binder [
5,
6,
7]: volume filling, particle struturalization, and physicochemical interactions. Volume filling and particle struturalization are both means of mechanical reinforcement. Volume filling increases asphalt mastic stiffness simply as a result of the replacement of asphalt binder volume with rigid particles. Filler particles start to form an interconnected network at a filler volumetric concentration of roughly 40%, leading to a rapid increase in the rate of stiffening with increasing volume fraction [
6,
8,
9]. At lower filler concentrations, particle contact is not established, and the mastic will behave as a dilute suspension, with volume filling constituting the dominant mechanical reinforcement mechanism. The third type of reinforcement, physico-chemical interaction, involves the adsorption of polar fractions (e.g., resins and asphaltenes) of the asphalt binder onto the surface of filler particles through electrostatic, dipole–dipole, or van der Waals forces [
7,
10,
11]. Physiochemical interaction leads to the formation of an interphase adsorbed layer of the polar fractions of asphalt on the surface of filler particles. In addition, loss of certain components of the asphalt to adsorption modifies the chemistry and morphology of the non-adsorbed, “effective” binder matrix [
12].
Different types of filler including limestone dust, Portland cement, crushed stone, granite powder, and fine sand are usually used in the asphalt mixtures [
3]. Society’s ever-growing concern for protecting the environment has resulted in concentrated attention on the possible reuse of waste materials in road construction [
13,
14,
15,
16,
17]. Numerous efforts have been made to use waste materials of various origins to partially or fully replace conventional filler in the production of HMA. The wastes that were identified included construction and demolition waste (e.g., crushed bricks and concrete) [
18], marble slurry [
19], coal waste powder [
20], waste glass [
21], rice husk ash [
22], coconut shells [
23], eggshells [
24], and seashells [
25], etc. It has been found that these materials contain recoverable fractions that are potentially useful in highway related applications. There are numerous examples of successful applications in highway construction for each of these materials. By removing these materials from the waste stream and recycling them in highway applications, demand for virgin raw materials will be reduced, street and highway maintenance costs will be lowered, energy consumption will be reduced, and valuable landfill space will be conserved.
The southeastern coastal sea of South Korea has long been considered one of the most productive oyster growing areas in the world. Shellfish farming makes up a large portion of the local economy. It is estimated that approximately 300,000 tons of oyster shells are produced annually from the shellfish farms, which cover 4100 ha of coastal ocean [
26]. The oyster constitutes one of the primary products of shellfish farms, and its industries have greatly contributed to the economic growth, at both national and regional levels [
27]. However, disposal of oyster shell waste (OSW) is becoming an increasingly serious problem for the marine aquaculture industry. Huge amounts of OSW are being dumped illegally and constantly into public waters and reclaimed lands, causing a nasty smell as a consequence of the decay of flesh remnants that are attached to the oysters [
28]. In an attempt to solve this issue, the government of the Republic of Korea has implemented specific programs and policies to maximize reuse, recycling, and waste reduction [
29]. For instances, 10% of OSW is currently recycled as shell meal fertilizer and 50% as catching materials for oyster seedlings (i.e., oyster shells for growing oyster). Unfortunately, and despite all the state efforts made, the remaining part (i.e., 40%) of the OSW is directly dumped in the coastal region, causing environmental problems including pollution of coastal fisheries, the management problem of public water surface, damage of natural landscape, and health/sanitation problems [
30]. To cope with this critical situation, new and alternative approaches for recycling OSWs must urgently be found. The ideal solution would be to convert the calcium carbonate-rich OSW to a product that is both beneficial and economically viable.
The purpose of this preliminary investigation was then to assess, for the first time, the feasibility of using OSW as a performance-enhancing additive for road paving applications. It was undertaken to assist those who have an interest in using or increasing their understanding of the oyster shell materials that may be recovered and used in pavement construction applications. It is intended to provide the potential user or reviewer with sufficient information on the use of oyster shell waste so that he will gain a deeper understanding of the material nature and properties, where other information may be obtained, and what issues need to be evaluated when considering its use in hot-mix asphalt (HMA). However, this research article does not constitute a standard, specification, or regulation.
2. Materials and Methods
2.1. Preparation of Oyster Shell Powder (OSP)
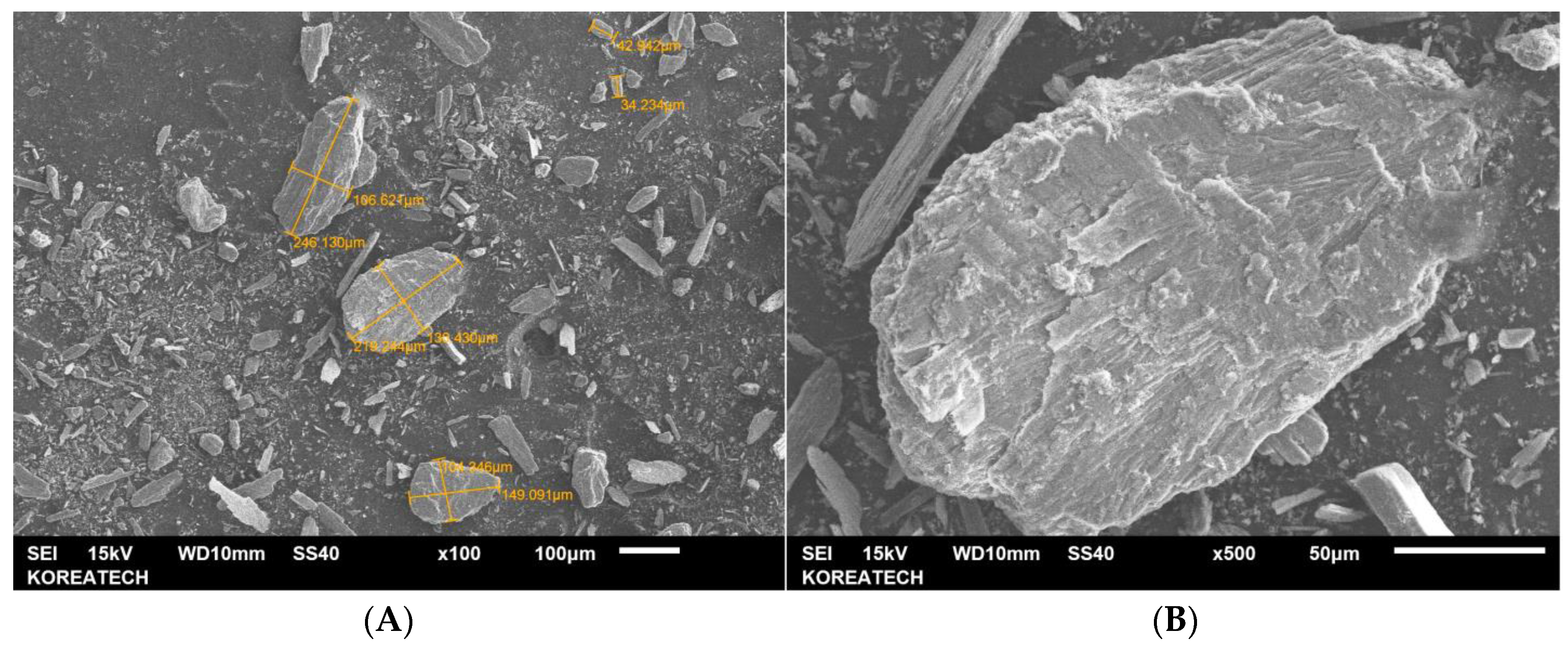
Specimens of the
Crassostrea gigas (
Figure 1A) were collected from Tongyeong beach, Gyeongsang province, South Korea. First, the oyster shells were properly cleaned by brushes after discarding the fresh remnant to them. Subsequently, they were well washed with deionized water (DI water) to remove the excess of alkalinity and chloride, and dried in a drying oven (
T = 100 °C) for ca. 2 days. The dried shells were ground (4 times, 4 h per round) using a dry ball-mill (Oyster Shell Grinding Machine, Zhengzhou Jiangtai Heavy Industrial Machinery Co., Ltd, Weihai, China) to generate a fine powder, which was then sieved in a No. 50 sieve (300 µm). In practical applications, fillers with a granulometry of less than 75 µm (i.e., passing ASTM standard sieve No. 200) are used to provide the best homogenous asphalt mixtures [
31]. However, the asphalt pavement design may not be the greatest scenario for maximizing pavement performance when pavement distresses such as fatigue cracking, rutting, and moisture damage occur. Therefore, the purpose of this investigation was to determine the influence and effects of a wide range of different particle sizes (up to 300 µm) on the asphalt-filler mastic performance properties through selected Superpave (i.e., Superior Performance Asphalt Pavement) binder tests. It must be emphasized here that this was done only to learn about the advantages and disadvantages associated with the use of particles larger than the standard. Hence, the aforementioned procedure is not intended to be used in practice. After sieving, the oyster shell powder (labelled as OSP,
Figure 1B) was stored at room temperature in a closed container. The particle size and distribution of OSP were performed using a Mastersizer 3000 Smarter Particle Sizing (Malvern Instruments Ltd., Malvern, UK) granulometer. The measurement was carried out at room temperature (ca. 25 °C) with an Aero S dry powder disperser (
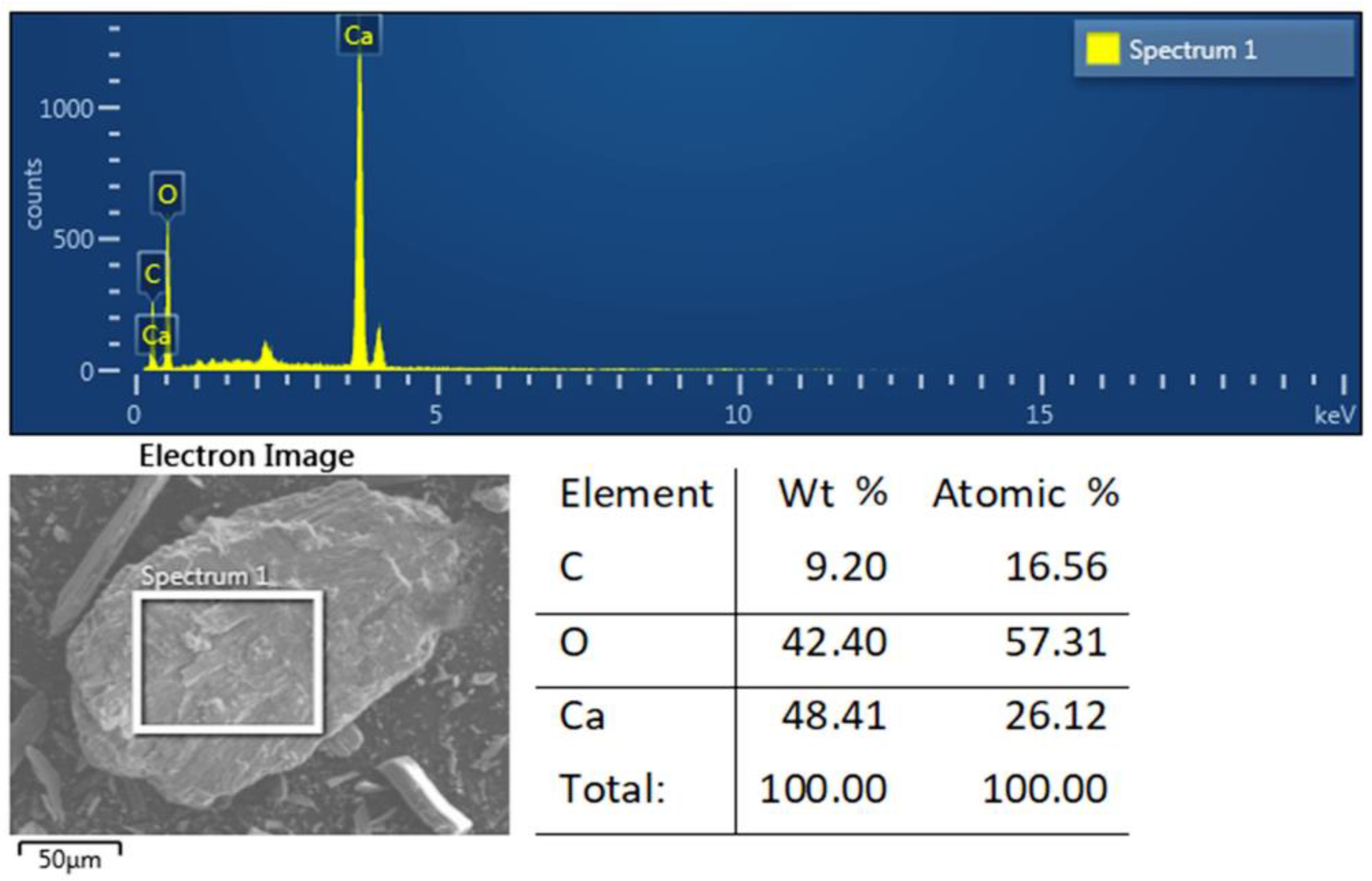
P = 1 bar). The chemical composition was conducted using elemental analyzer (Thermo Scientific
TM FLASH 2000 CHNS/O Analyzer, Loughborough, UK), X-ray fluorescence spectrometer (Shimadzu EX-720, Shimadzu Corporation, Chiyoda-ku, Tokyo, Japan), and energy-dispersive spectroscopy (SEM, JSM-6010LA, JEOL Ltd., Akishima, Tokyo, Japan).
2.2. Preparation of Filler-Asphalt Mastic Samples
One-base bitumen, denoted as AP-5 asphalt (penetration grading of 60–70 at 25 °C), was used in this study. It was obtained from SK Energy Co. Ltd. Seoul, Republic of Korea. The physicochemical properties of AP-5 asphalt are given in
Table 1. The mastics were produced following a standardized experimental protocol, optimized in order to obtain homogeneous OSP-asphalt mastics. The samples were prepared using a high shear L5M-A mixer (Silverson Machines Inc., East Longmeadow, MA, USA) at 180 °C and a speed of 3000 rpm. The OSP contents used were 5, 10, 15 wt % by weight of blend. These percentages were chosen to see closely the impact of a gradual increase in OSP concentration on the attributes of asphalt cement. In preparation, 600 g of the asphalt heated to fluid condition was poured into a 1000 mL stainless steel container. Upon reaching 175 °C, a preweighed amount of OSP was slowly added to the binder in small quantities of approximately half teaspoon. This was done to ease smooth mixing and prevent agglomeration of the additive. The filler also was introduced into the binder about 2.5 cm above the surface of the bitumen, so that the finest part of the filler would not be lost into the air. Mixing was then continued at 180 °C for 2 h to ensure good distribution and dispersion of filler particles. Due to the fact that the preparation procedure will lead to the oxidation of asphalt and changes in its properties, it was also applied on the plain bitumen to achieve the same effect.
After completion, the asphaltic sample was removed from the can and divided into small containers. The blend was cooled to room temperature, sealed with aluminum foil, and stored in a dark chamber thermostated at 25 °C to retain the obtained morphology. Since pretreatment introduces additional cost, the waste of oyster shell powder was intactly mixed with the binder without any prior treatment. This also allows one to study solely the direct effects of filler on the bitumen performance.
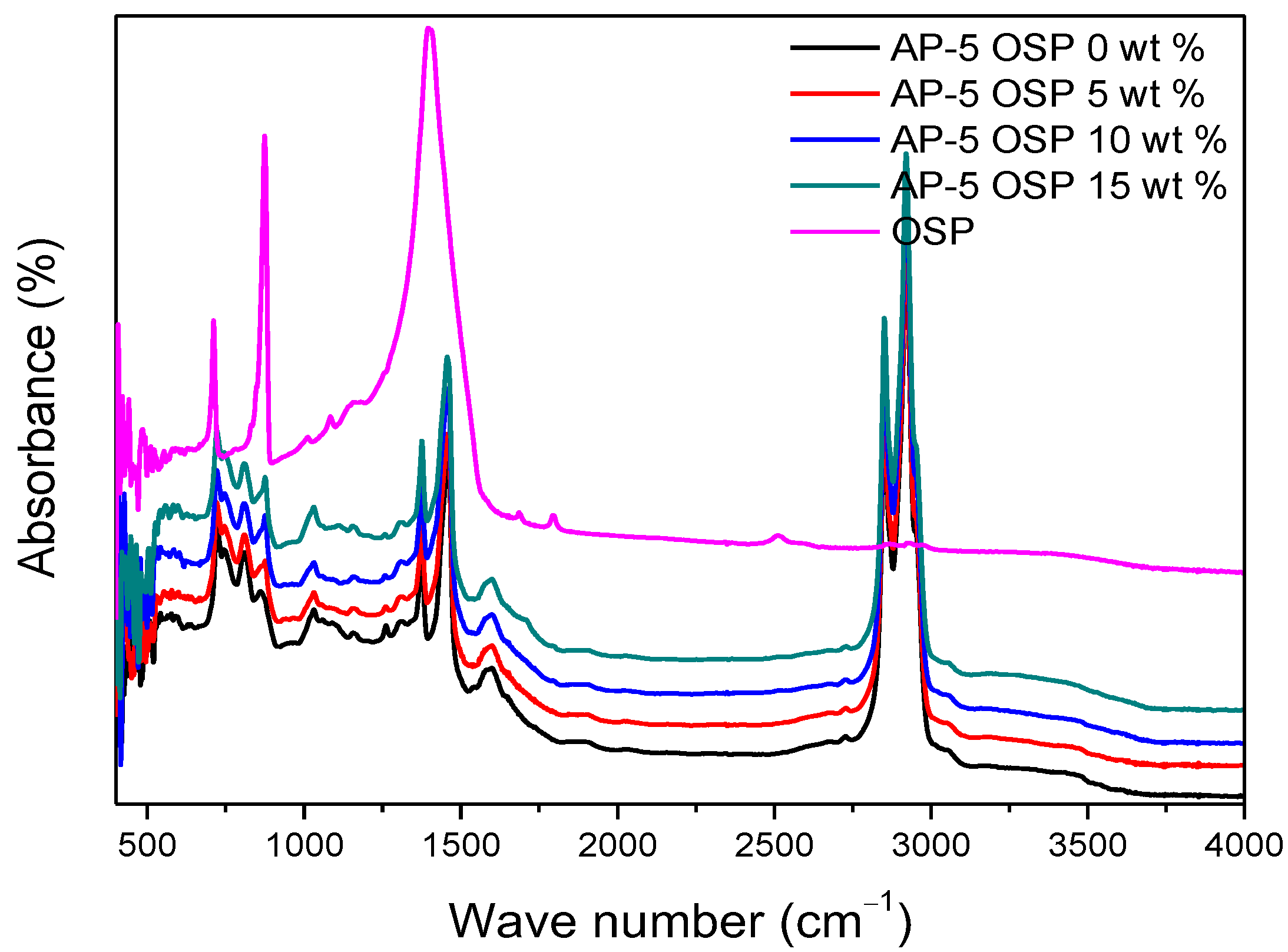
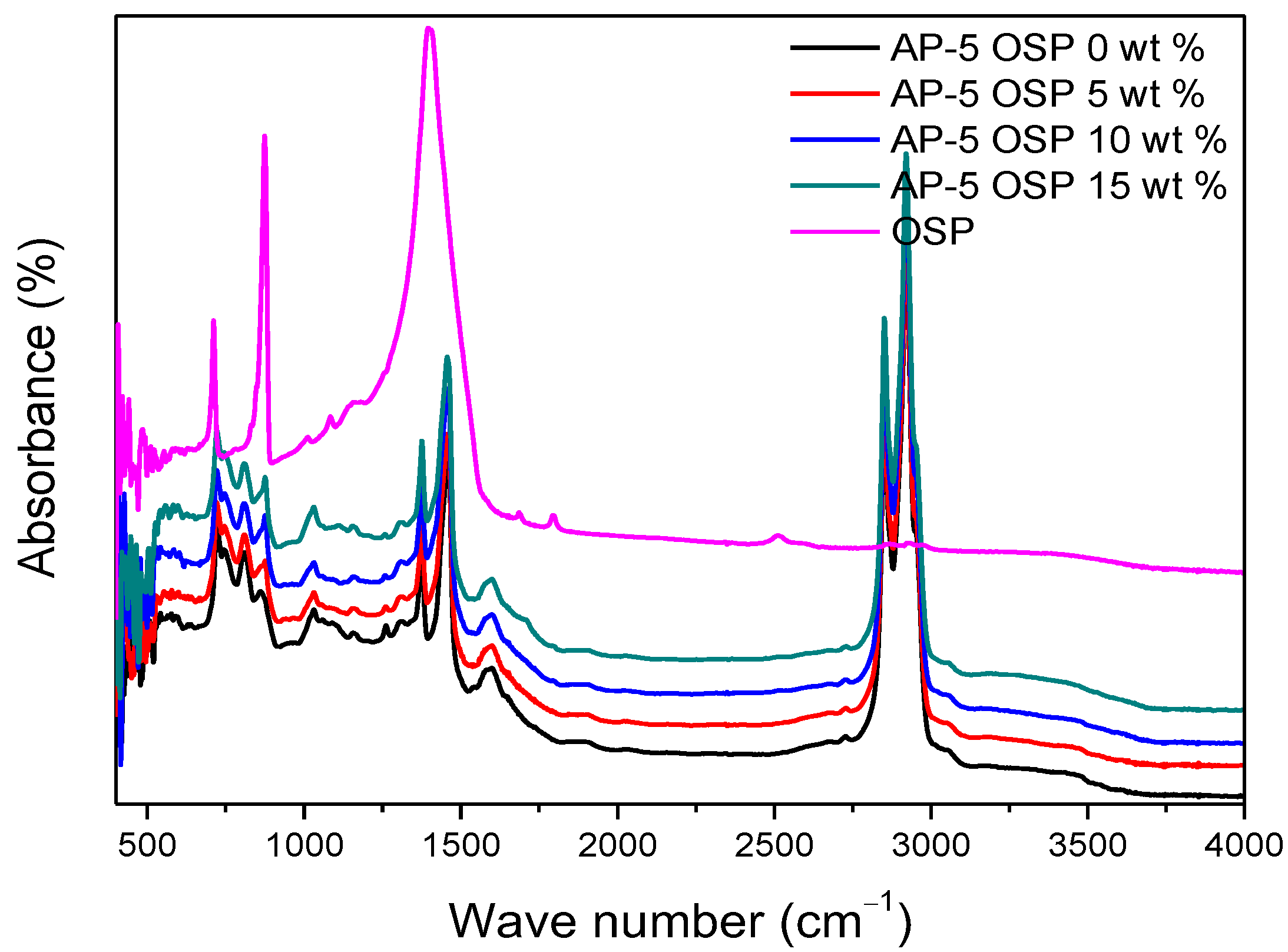
2.3. Fourier Transform-Infrared Spectroscopy (FT-IR)
A HYPERION 3000 FT-IR Spectrometer (Bruker Optics, Ettlingen, Germany) was employed to determine whether there were new functional groups that had been generated through OSP additions. The specimen was prepared with the thin KBr disk method. The asphaltic samples were scanned at 32 times with test range from 400 to 4000 cm−1. All samples were scanned in duplicate.
2.4. X-ray Diffraction (XRD)
The XRD data collection was carried out by a Bruker AXS D8 Advance Diffractometer (Bruker AXS GmbH D8 Advance, Karlsruhe, Germany) employing CuKα radiation (λ = 1.54055 Å). The X-ray generator voltage and current were held at 40 kV and 40 mA, respectively. OSP and asphaltaneous samples were scanned, at room temperature (ca. 25 °C), from 5° to 100° in 2θ range with 0.020° step size and 2 s step−1 counter-time. Ten (10) consecutive measurements were performed and added to each other to increase peak intensities and reduce the signal to noise ratio. A very broad peak between 13° and 30° and a small hump around 42° were detected in X-ray diffractograms of bituminous samples.
2.5. Thin-Layer Chromatography-Flame Ionization Detection (TLC-FID)
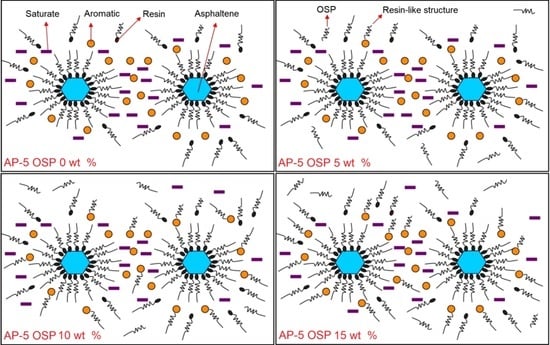
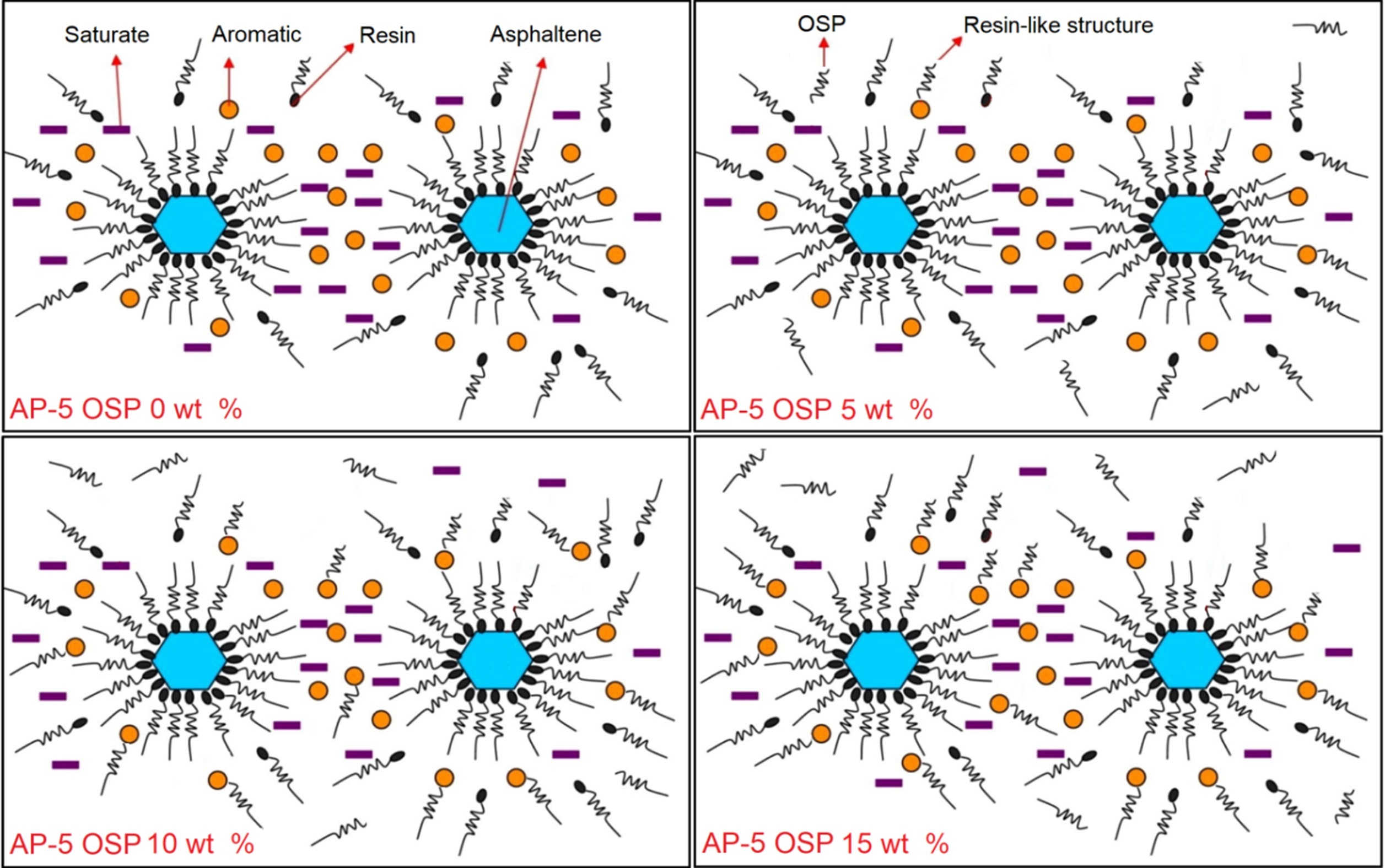
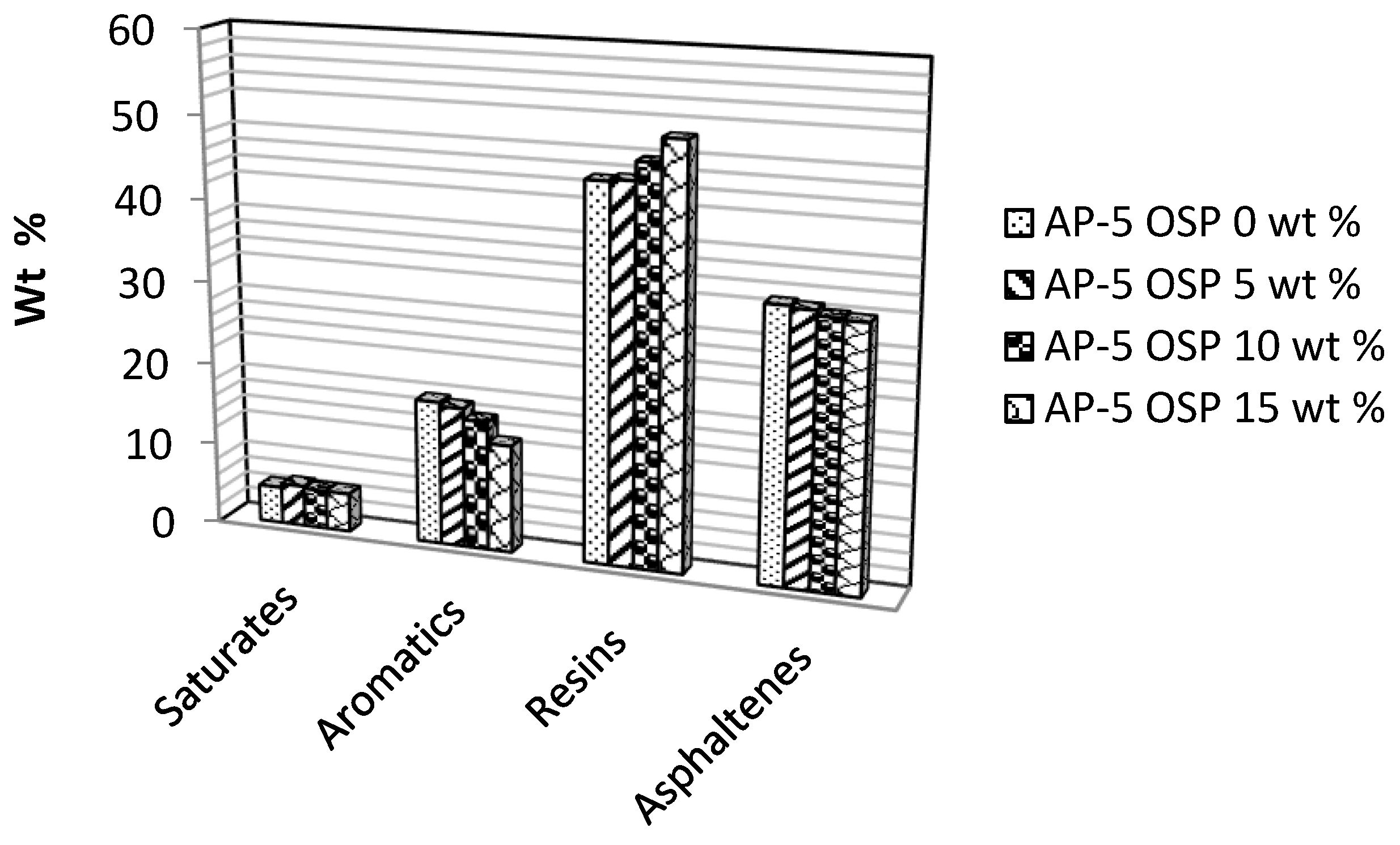
Thin-layer chromatography-flame ionization detection (TLC-FID or Iatroscan) allows for the fractionation of asphalt into four generic fractions, namely, saturates, aromatics, resins, and asphaltenes (SARA) [
32]. Chemical compositions of the base asphalt and OSP-filled asphalts were measured by the MK-6 analyzer (Iatron Laboratories Inc., Tokyo, Japan). Sample solutions with concentration of 2% (m/v) were prepared by dissolving 80 mg sample in 4 mL dichloromethane. Afterwards, the chromarods were cleaned and activated in FID-flame; 1 µL of the solution was spotted on the chromarod using a spotter. The separation of asphalt binder fractions was performed with a three-stage process. The first development was in
n-hexane (60 mL) and expanded to 100 mm of the chromarods, the second stage in toluene (60 mL) was developed to 70 mm, and the last development was in mixture of dichloromethane/methanol (60 mL, 95/5 by volume) and expanded to 35 mm. The chromarod was dried at 50 °C for 10 min after each development. Then, the chromarods were scanned in the TLC-FID analyzer. A scan rate of 30 s scan
−1 was used. Air and hydrogen flows were 2000 mL min
−1 and 160 mL min
−1, respectively. SARA analysis was repeated five times at least to ensure reproducibility and accuracy of the results.
2.6. Scanning Electron Microscope (SEM)
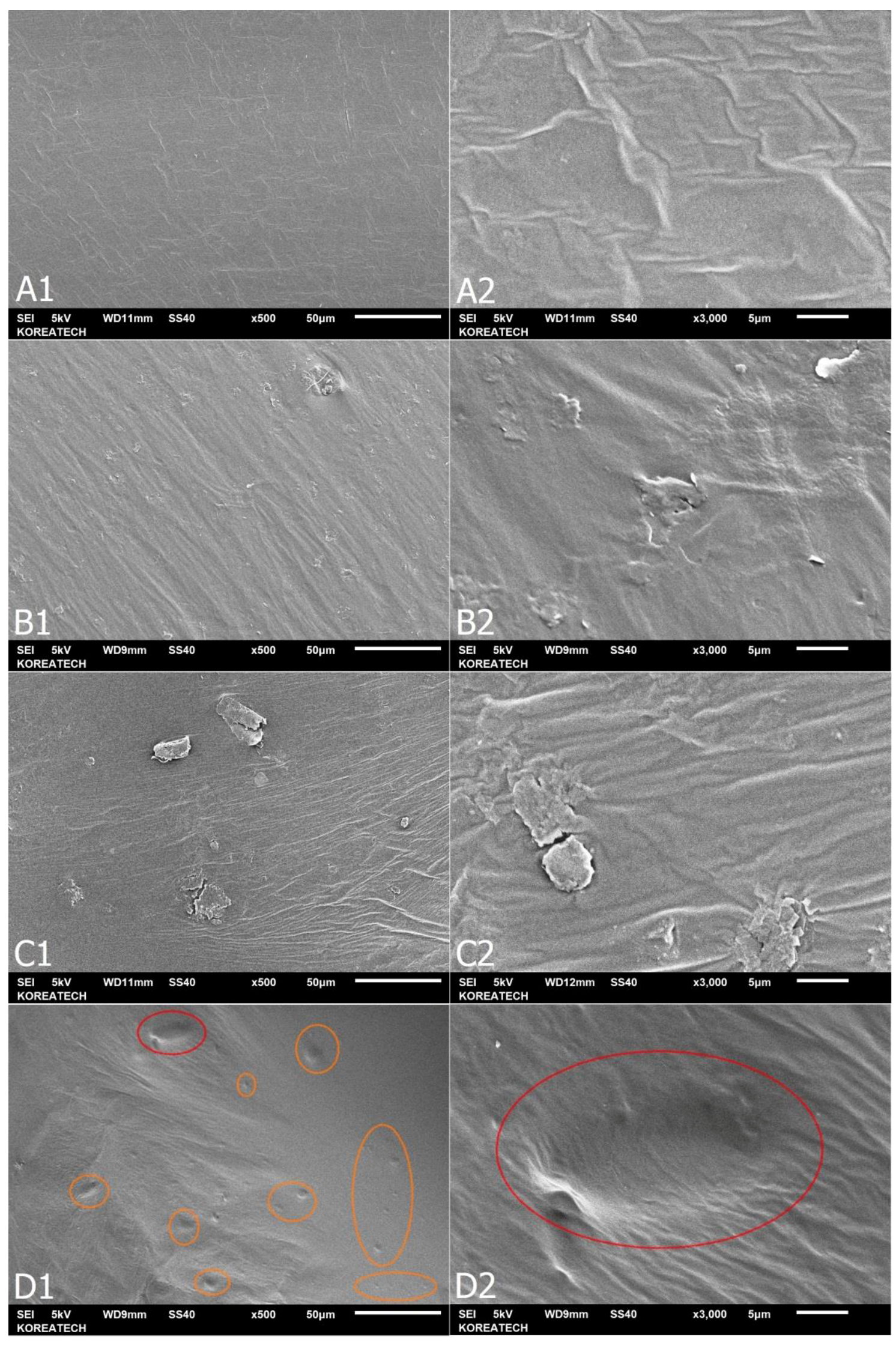
The rheological examination was associated with a morphological characterization of asphalt samples, which was conducted by using a Scanning Electron Microscope (JSM-6010LA, JEOL Ltd., Tokyo, Japan). The evaluation was aimed principally at estimating the distribution of OSP particles in the bituminous matrix and determining possible relationships between the microstructure and rheological performance. The analysis was carried out on the surface of samples (ca. 8 mm width and 2 mm thickness). Since the bitumen is nonconductive material, its surface was metalized by applying a thin coating of gold before starting SEM analysis. The images were then scanned in backscattered electron mode with an acceleration tension of electronic beam equal to 5 kV. This was done to prevent irreversible thermal damage to the sample surface. The specimens were photographed at different magnifications (e.g., ×500 and ×3000).
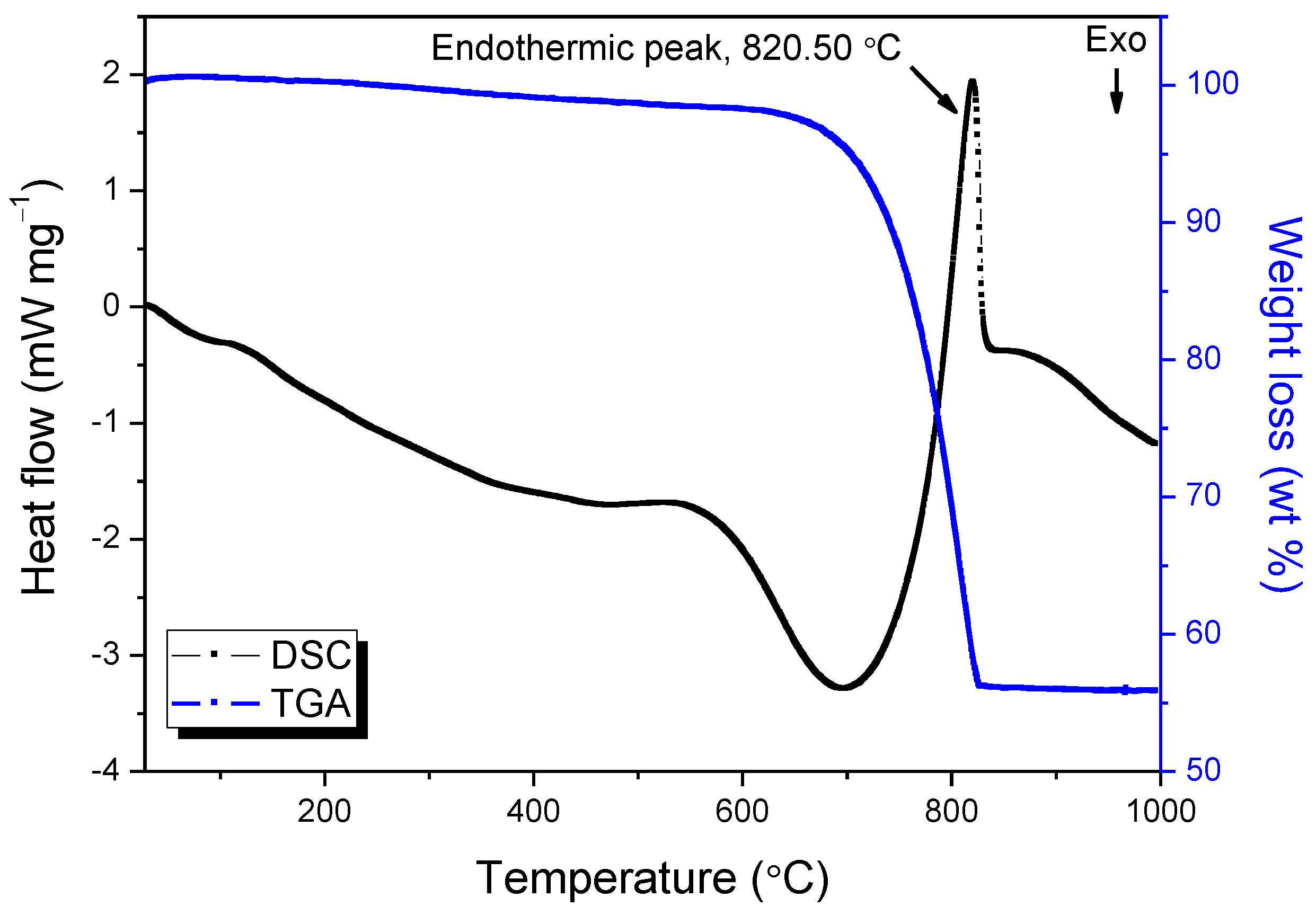
2.7. Thermogravimetric Analysis (TGA/DTGA)
The weight loss of OSP, and untreated and OSP-treated asphalt samples, was monitored by thermogravimetric analysis (TGA) using a TA Instruments TGA Q500 thermogravimetric analyzer (TA Instruments, New Castle, DE, USA). Briefly, a piece of approximately 15–20 mg of specimen was cut out and placed in platinum crucible. The analyses were carried out at temperatures between room temperature (ca. 25 °C) and 1000 °C using a nitrogen gas flow of 150 mL min−1. The scanning rate was 10 °C min−1. Thermogravimetric parameters such as the temperature of initial weight loss (Tonset), temperature of final weight loss (Toffset), temperature of maximum rate of weight loss (Tmax), and carbonaceous residue at 1000 °C (ΔW, wt %) were determined from the TGA and DTGA curves. All TGA tests were run in triplicate to ensure reproducibility and accuracy.
2.8. Differential Scanning Calorimetry (DSC)
The DSC heat flow as a function of temperature curves was measured for asphalt using a Perkin-Elmer DSC 8000 (PerkinElmer Inc., Waltham, MA, USA) and for oyster shell powder (OSP) using a NETZSCH Simultaneous Thermal Analyzer (STA) 449 F5 Jupiter® (NETZSCH-Gerätebau GmbH, Wittelsbacherstraße, Germany). OSP samples of approximately 10–15 mg were held in DSC-TGA Alumina (Al2O3) crucibles at the heating rate of 10 K min−1 under an argon flow rate of 50 mL min−1 at temperatures ranging from 28 °C to 1000 °C. To perform DSC scans for bituminous specimens, approximately 15–20 mg of base asphalt or OSP-filled asphalt was transferred to a hermetically sealed pan. The pan containing the sample was then placed in the DSC apparatus and maintained at 50 °C for 10 min. Subsequently, the sample was rapidly cooled down to −90 °C at a cooling rate of 20 °C min−1 followed by a heating from −90 °C to 150 °C. This cooling and heating cycle was executed to eliminate the thermal history of asphalt sample. Finally, the sample was cooled down to −90 °C, held at this temperature for 10 min, then heated to 150 °C at a heating rate of 20 °C min−1. DSC heat flow as a function of temperature data was recorded during the heating process of the second cycle. In this work, DSC test was undertaken to determine the glass transition temperature (Tg1) of the unfilled and OSP-filled asphalts. Each DSC test was repeated three times at least, to ensure the reproducibility and accuracy of results.
2.9. Conventional Asphalt Binder Tests (Penetration, Softening Point, and Ductility)
The physical properties of unfilled and OSP-filled asphalts were evaluated by different empirical tests including softening point, ductility, and penetration. The softening point of binder was determined in accordance with ASTM D36 [
33], while the ductility was conducted in accordance with ASTM D113 standard [
34]. The penetration test, which indicates the binder hardness, was performed in accordance with ASTM D5 [
35]. The penetration index (PI) is considered as a measure of temperature susceptibility of asphalt cement. The temperature susceptibility of bituminous samples was calculated using the results obtained from penetration and softening point tests as follows [
36,
37]:
in which Pen 25 is the penetration at 25 °C (dmm) and SP is the softening point (°C) of bitumen sample. The PI values vary usually from −3 for high temperature susceptible asphalts to about +7 for highly blown low temperature susceptible asphalt [
1]. Each experiment was repeated three times independently, to ensure the reproducibility and accuracy of results.
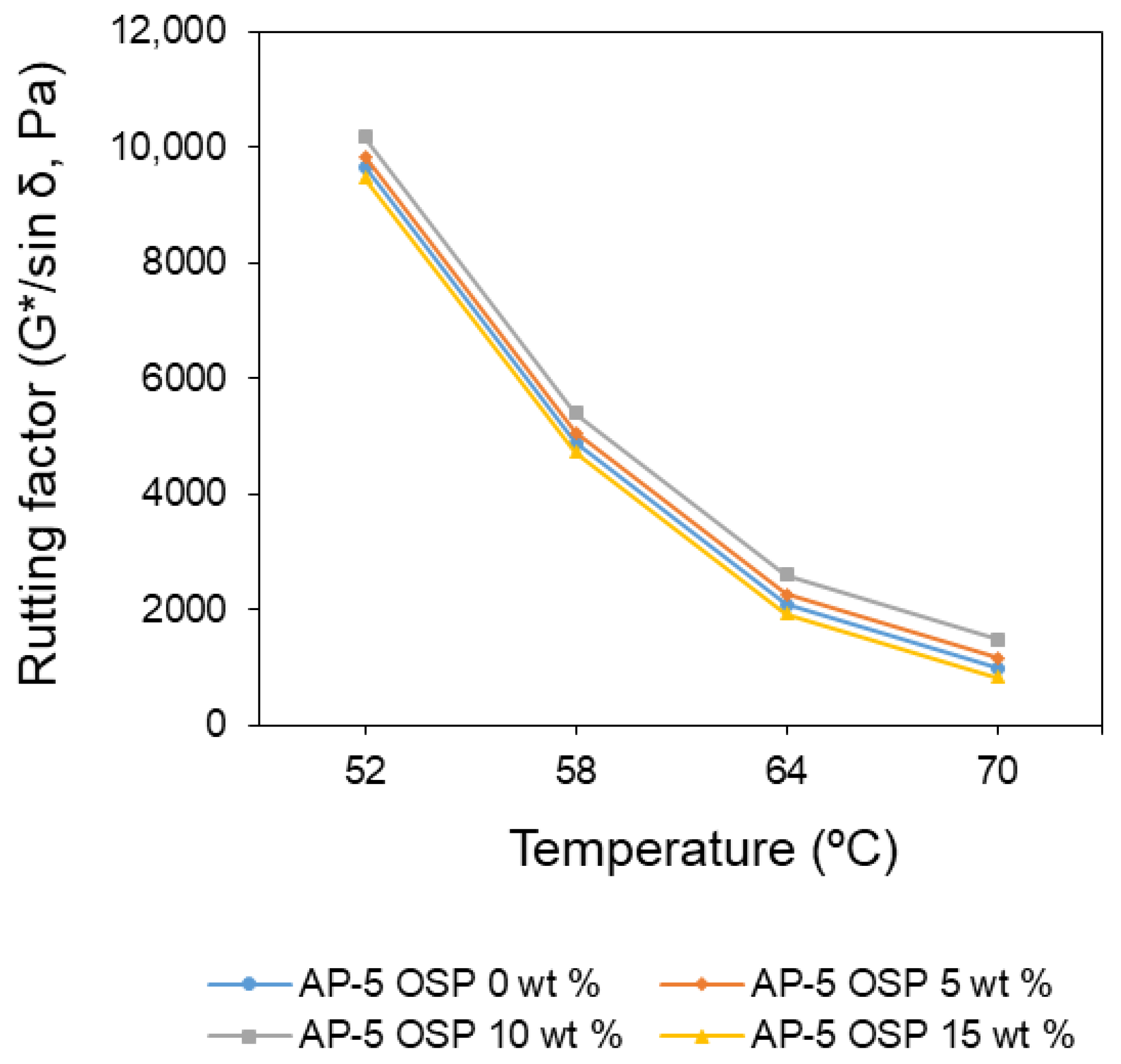
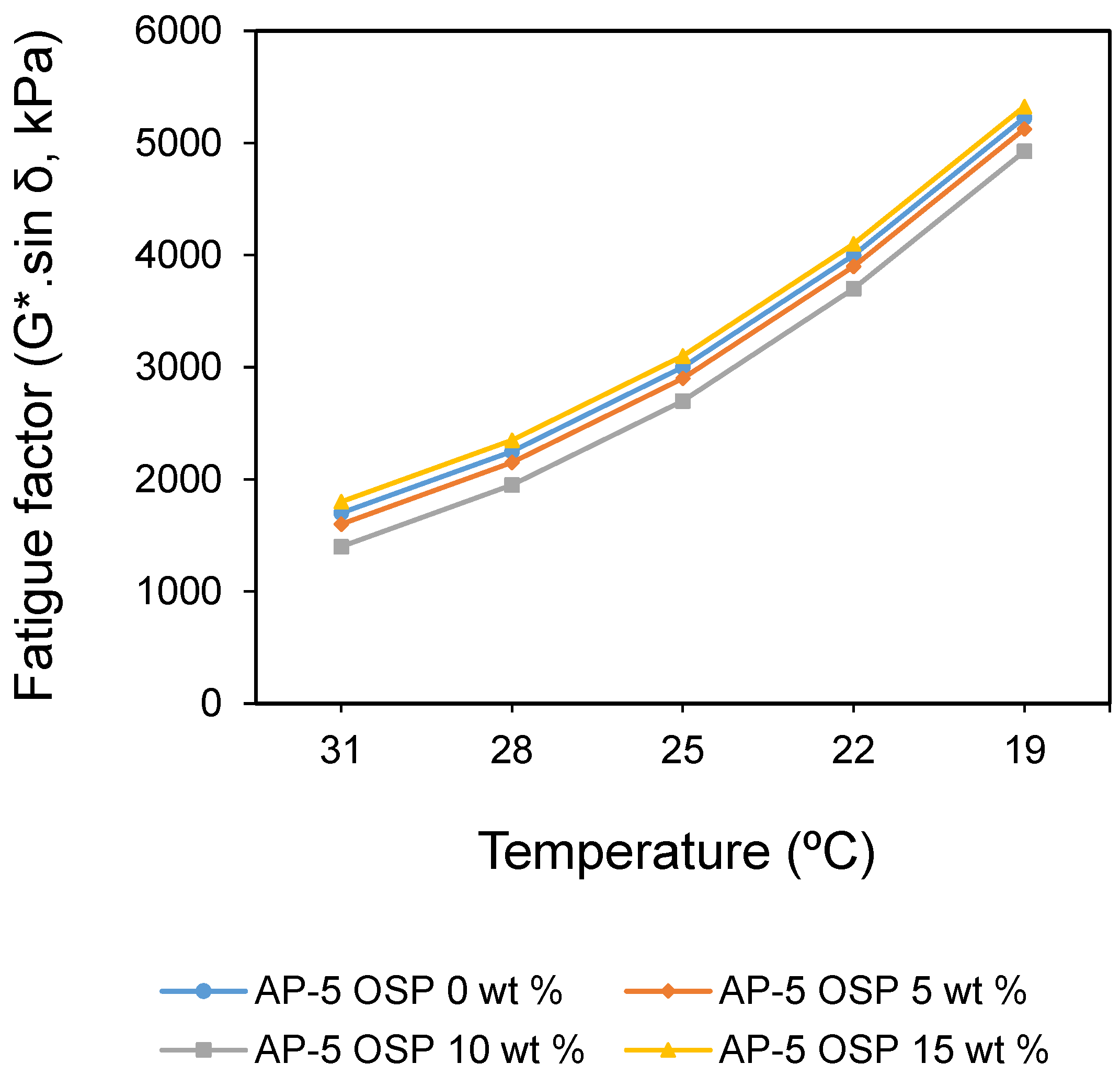
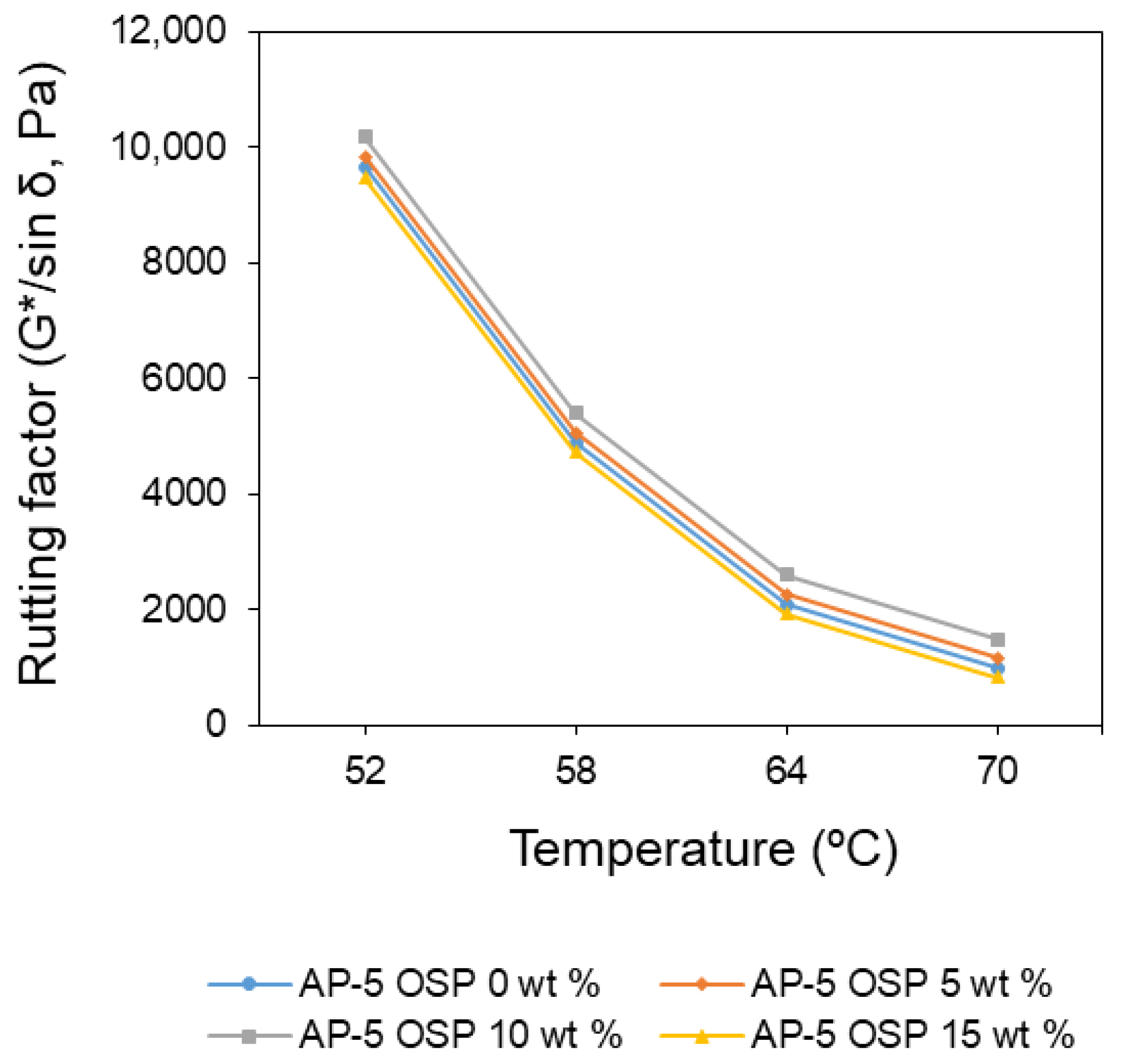
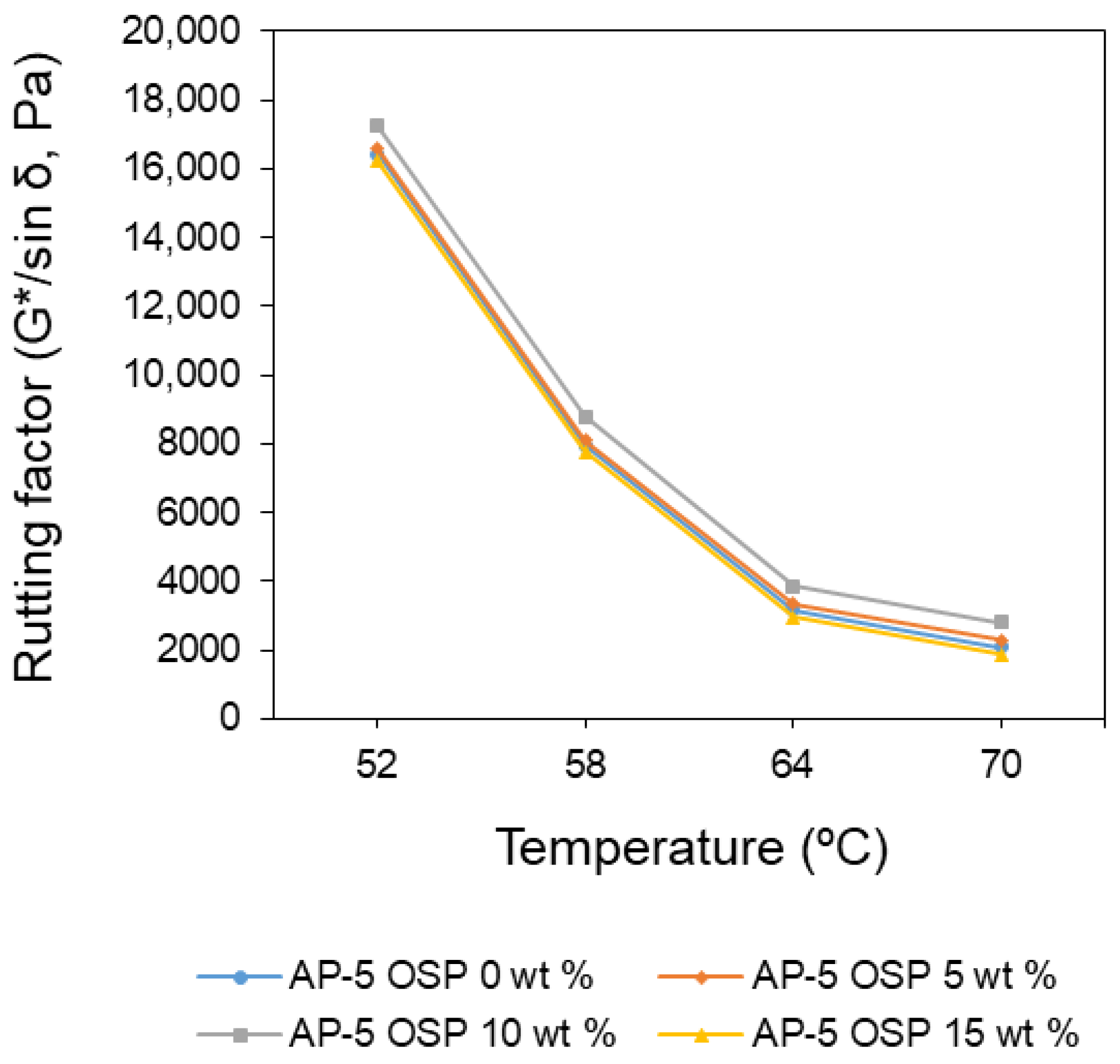
2.10. Dynamic Shear Rheometer (DSR)
A dynamic shear rheometer (DSR, MCR101, Anton Paar Company, Virginia, USA) was used to measure the rheological properties of unfilled and OSP-filled asphalts. DSR test was conducted in accordance with ASTM D7175-15 [
38]. The rutting and fatigue cracking performances of bitumen specimens were assessed through G*/sin δ and G*.sin δ, respectively. In this research, the test was conducted from 52 °C to 70 °C at an increment of 6 °C for the rutting performance and from 31 to 19 °C at a decrement of 3 °C for the fatigue cracking performance. For the unaged and RTFO- (i.e., rolling thin-film oven) asphalt samples, a 1 mm-thick plate and 25 mm-diameter top plate was employed. On the other hand, a 2 mm-thick plate and 8 mm-diameter top plate was used for PAV- (i.e., pressure aging vessel) binder specimens. The asphalt was sandwiched between two fixed plates. Stress was applied on top of the sample by the oscillating top plate, which oscillated at 1.59 Hz, to measure the maximum stress, maximum strain, and lag of stress and strain. All test results shown in this work represent the average of three replicates.
4. Conclusions
To recover the oyster shell waste (OSW) for potential use, engineers, researchers, generators, and regulators need to be aware of the properties of these materials, how they can be used, and what limitations may be associated with their use. This preliminary study was conducted mainly to develop a means of converting WOS into useful filler in road pavement construction. The effect of different concentrations (e.g., 0, 5, 10, 15 wt %) of oyster shell powder (OSP) on the bitumen performance was examined. FT-IR and XRD data demonstrated that no apparent reactions have occurred between the inorganic filler and the asphalt cement. In response to filler treatment, TLC-FID revealed that the resin content increased at the expense of aromatic content. Due to the good distribution of OSP particles in the bituminous matrix, the thermal stability of bio-composites was achieved only with 5 and 10 wt %, as compared to plain bitumen. On the other hand, SEM analysis disclosed that a higher concentration (i.e., 15 wt %) of filler provoked an agglomeration and affected the bitumen morphology and microstructure. DSC results indicated that a lower content of natural CaCO3 reduced the glass transition temperature (Tg1) of binder; however, intermediate and higher contents increased it. The increase in hardness and stiffness, following the addition of mineral filler, was reflected by a decrease in penetration and ductility, and an increase in softening point of blends. The incorporation of OSP also enhanced the fatigue and rutting resistance of filler-asphalt mastics in comparison to control sample. The results of incremental increases in filler content up to 10 wt % were shown to be beneficial in all respects. In short, it can be concluded that OSP could be used as alternative filler in hot-mix asphalt (HMA). However, further comparative investigations with conventional mineral filler are required before integrating effectively this biofiller into practice. Future work may involve the inclusion of additional rheological techniques such as bending beam rheometer (BBR) test, rotational viscometer test, direct tension tester (DTT), etc.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}