1. Introduction
The emergence of more restrictive drinking water regulations for the control of resistant microorganisms such as protozoan parasites has favored the use of low-pressure membranes (LPM, i.e., ultrafiltration and microfiltration) as an alternative to the conventional water treatment process (coagulation-flocculation-filtration). Due to the limitation of LPM in addressing the removal of dissolved contaminants (e.g., algae toxins, pesticides, etc.) they are often combined with a pretreatment of powdered activated carbon (PAC).
The use of PAC prior to LPM processes is often performed in combination with coagulation by continuously dosing PAC before a settler or in a direct filtration mode. For such configurations, only a fraction of the activated carbon capacity is used because of the short residence times [
1]. In order to reduce operational costs and increase process performance, the combination of a high concentration PAC contactor (several grams per L) with LPM has been developed and is referred to as the Hybrid Membrane Process (HMP). As reviewed by Stoquart et al. (2012), HMP can be divided in two main configurations, where membranes are either immersed or separated from the PAC suspension [
2]. While most research to date has focused on the first configuration [
3,
4,
5,
6], it has been observed that direct contact of LPMs with aged PAC can lead to excessive irreversible fouling due to modifications to PAC characteristics inside the contactor following the development of biofilm and/or the increase of PAC micro-particles concentration caused by the constant aeration required inside the contactor to prevent PAC settling [
3,
4,
6]. The abrasion produced by the aeration of a high concentration PAC suspension is also a concern for the long-term physical integrity of immersed polymeric hollow fibers [
2]. Consequently, separating the membranes from the PAC solution (i.e., contactor) may limit the potential adverse impacts of PAC particles on membrane fouling and integrity. However, this configuration requires an intermediate step to separate and retain the PAC inside the contactor. Micro-screens could potentially be used for such application.
Even if the PAC contactor is separated from the membranes by the use of a separation process such as a micro-strainer, it is expected that carbon fines will be exported from the contactor to the membrane and contribute to membrane fouling [
3,
7]. Indeed, Khan et al. (2011) noticed that agitation and aeration led to a reduction of PAC particles size distribution inside the contactor. This phenomenon would favor the export of particles having a size lower than the mesh size of the micro-screen; a phenomenon that could induce membrane blocking [
8]. In addition, the impact of PAC fines may be largely different from one membrane system to another due to various physical, chemical and operational characteristics. Ceramic membranes are increasingly being researched as an alternative to polymeric membranes [
9]. Due to their mechanical resistance, they can be backwashed using a higher backpressure, which might be a favorable option to alleviate the impact of PAC fines fouling.
The role of PAC pretreatment on membrane fouling is complex. On one hand, adsorption of natural organic matter (NOM) onto PAC may decrease membrane fouling due to internal adsorption mechanisms [
10,
11]. On the other hand, PAC particles may increase cake deposition at the membrane surface [
4]. NOM-PAC bonding can contribute to fouling by the formation of a thick cake layer [
12,
13]. Interestingly, in the absence of foulants, such as NOM, high concentrations of virgin PAC have been reported to result in minor loss in permeability [
14].
The objective of HMP is to maintain the PAC within the contactor for a period of time as high as several weeks. Under such operating condition, PAC characteristics are expected to undergo significant changes due, in part, to the formation of biofilm on its surface. Past studies have shown that aged PAC suspensions had different settleability characteristics [
15] and propensity to foul UF membranes [
6]. Clearly, further studies conducted on the HMP should consider the important role of aged PAC on membrane fouling.
The general objective of the present study was to quantify the impact of a high concentration PAC contactor pretreatment on the fouling of low-pressure membranes. Assays were conducted in parallel using MF ceramic and UF polymeric membranes in order to observe the influence of membrane type/configuration. Ceramic membranes were considered for this application because of their mechanical strength, which enables higher backwash pressures to be considered. The MF ceramic and UF polymeric membranes were selected based on their commercial availability for this particular HMP application. The study was conducted on four parallel industrial pilot membrane systems (MF ceramic or UF polymeric membranes, with and without PAC pretreatment). Total physically irreversible and chemically irreversible foulings were measured for different operating fluxes in order to better distinguish the nature of PAC fouling. Finally, chemical washwaters were analyzed to confirm the foulant characteristics.
2. Material and Methods
2.1. Source Water
This pilot study was conducted using settled water from the Ste-Rose treatment plant (Laval, QC, Canada). Settled water is produced using Mille-Iles River water treated in a sludge blanket clarifier (SUPERPULSATOR
®) with the use of alum and activated silica. Settled water characteristics are summarized in
Table 1 and are fairly typical of conventionally-treated surface waters (turbidity < 1 NTU, DOC < 3 mg C/L).
2.2. Pilot-Scale Membrane Set-up
The pilot system included two parallel treatment trains, each one feeding two pressurized membranes: ceramic microfiltration (CeraMem
TM) and polymeric ultrafiltration (Pentair X-Flow, Minneapolis, MN, USA). One treatment train included a pretreatment consisting of a high concentration PAC contactor while the second train had no pretreatment before the membranes and served as a control.
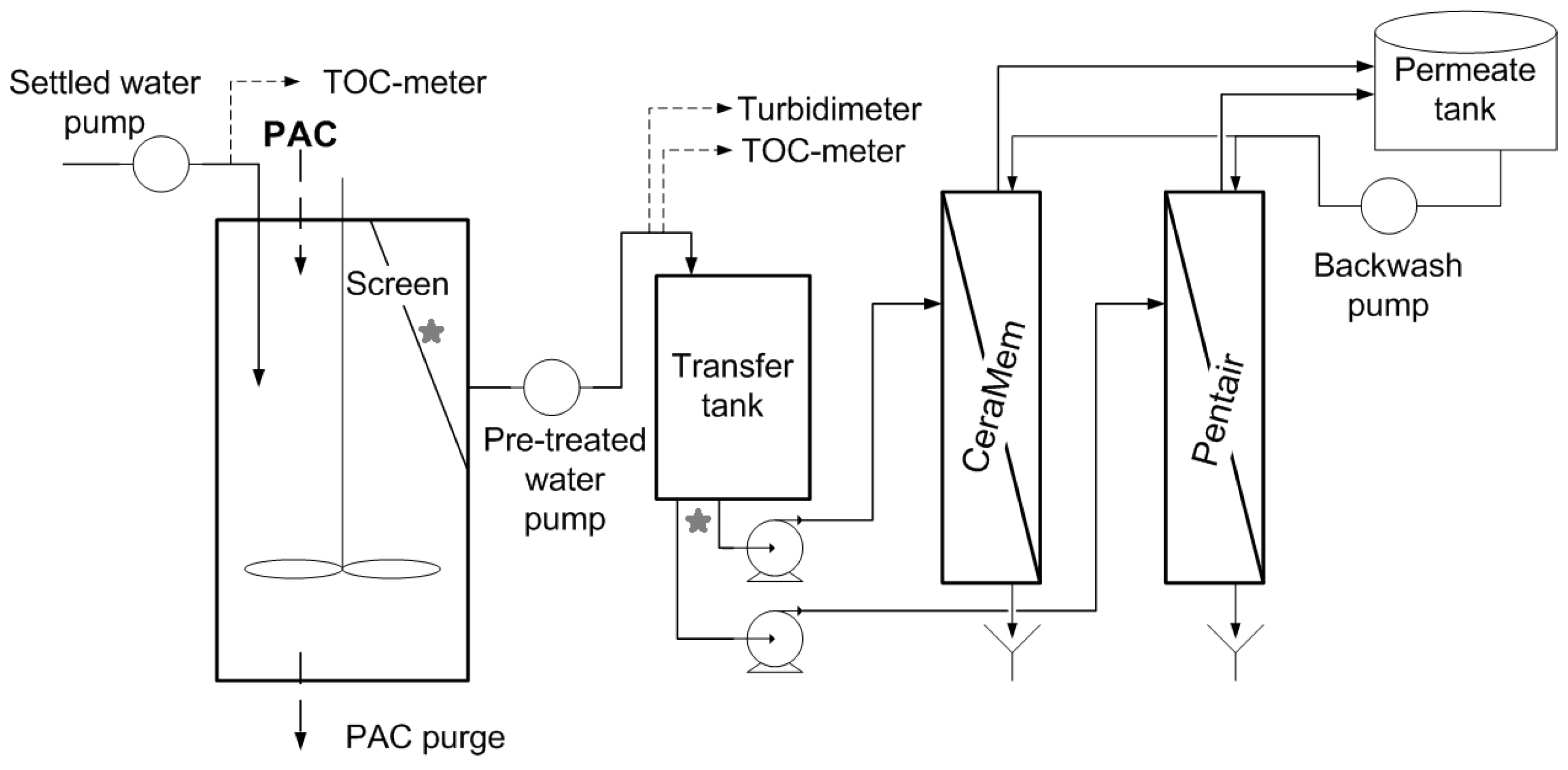
Table 2 provides information on the pilot design/operating conditions, while
Figure 1 illustrates the treatment train configuration that included the PAC pretreatment. First, settled water was pumped into a stirred activated carbon contactor (CC) in which water was put in contact with a 5 g/L suspension of
d50 = 243 µm PAC (
d10 = 165 µm) (Aquasorb5000, PICA). A fraction of the PAC was purged daily in order to achieve a TOC concentration of less than 2.0 mg C/L in the PAC contactor effluent. Over the course of this project, an average equivalent PAC dosage of 18 mg/L was needed to achieve this objective. TOC concentrations were measured at the influent/effluent of the PAC contactor using an on-line TOC analyzer (Sievers 900, GE Water, Boulder, CO, USA). PAC was maintained inside the contactor and separated from the effluent by an 80-µm micro-strainer (cf.
Figure 1). Approximately 0.6% of the PAC particles were below this value. The effluent water was then fed to the membranes. As discussed earlier, an identical treatment train to the one in
Figure 1 was operated in parallel without a PAC suspension inside the contactor.
2.3. Experimental Design
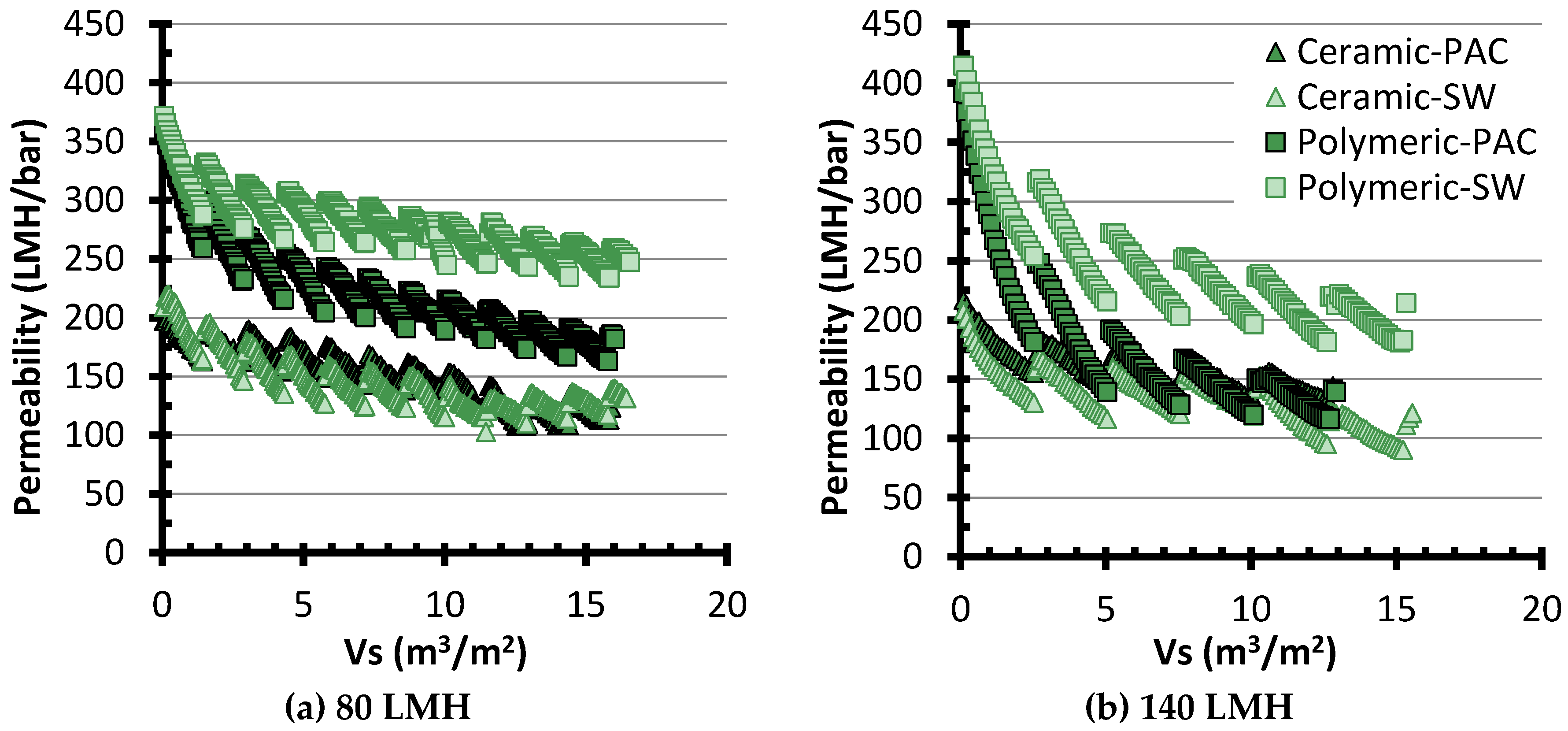
Experiments were conducted from May to September 2013 during a period when settled water characteristics were fairly stable. Membranes were successively operated at fluxes ranging from 20 to 140 LMH. In order to standardize the experimental conditions, each flux condition was operated until a specific permeate volume of 15,000 L·m−2 was filtered. Therefore, assays lasted from a minimum of 4.5 days at 140 LMH to a maximum of 31 days at 20 LMH.
The membranes cleaning procedures differed for both membrane systems (polymeric vs. ceramic) as they were selected to mimic full-scale operation. The experimental plan was therefore not designed to discriminate the impacts of membrane materials bur rather to compare the impacts of differing membrane systems. Firstly, a physical backwash (without chemical addition) was performed every 45 min, which is defined hereafter as one cycle of operation. Secondly, a chemical enhanced backwash (CEB) was performed after 24 cycles of filtration (18 h). Finally, the membranes were washed using a Clean-in-Place (CIP, exhaustive chemical wash) procedure at the end of each flux condition, i.e., after reaching 15,000 L/m
2.
Table 3 summarizes the various cleaning procedures.
2.4. Analysis of Fouling Behavior
On-line flow and trans-membrane pressure data were collected to calculate membrane permeability. Permeability data were standardized to a water temperature of 20 °C. Fouling analysis was conducted using two approaches based either on fouling rates or volumetric fouling coefficients.
Fouling coefficients were used to standardize the fouling data based on a volumetric basis, originating from membranes operating at different fluxes. Equation (1) presents the equation used to calculate fouling coefficients (µ expressed in m
2/m
3):
where
Lp0 and
LpVs (at 20 °C) are respectively the initial permeability and the permeability after a filtered volume equal to
Vs, the latter being defined as the specific filtered volume (m = m
3/m
2). Therefore, the fouling coefficient (μ) is obtained by performing a linear regression of the normalized permeability as a function of the specific volume. The fouling coefficient is equivalent to the Unified Membrane Fouling Index and assumes that cake filtration is the main fouling mechanism. Both the fouling rate and coefficient can be used to describe the four types of fouling (described later) investigated in the present study. Results in this paper are mostly presented using fouling coefficients.
In order to test the significance of the observed differences, analysis of variances (ANOVA) or paired t-tests were conducted in STATISTICA 12.0 (Statsoft©, Tulsa, OK, USA). Differences were considered statistically significant at p = 0.05 and highly significant at p < 0.01.
2.5. Types of Fouling
Operating conditions and cleaning procedures were set to allow the investigation of four different types of fouling: total fouling (TF), physically irreversible fouling (PIF), irreversible fouling by Chemical Enhanced Backwash (IF-CEB) and irreversible fouling by a Clean-in-Place procedure (IF-CIP). Equation (1) was adapted for each type of fouling as presented in Equations (2)–(4).
The fouling coefficient for total fouling, which includes both reversible and irreversible fouling, was based on the fouling occurring on a membrane without the effect of backwashing or chemical cleaning during a 45 min filtration cycle and can be expressed using Equation (2):
where
Lpb is the permeability at the beginning of each cycle of filtration between two backwashing procedures,
b = [0; # of BW],
Lpt is the permeability values recorded each minute of a 45 min filtration cycle,
t = [1; 45 min] and
VsBW is the specific volume filtered between two backwashes.
The fouling coefficient for physically irreversible fouling was based on the permeability loss that was not restored by the hydraulic backwashes conducted after each of the 24 cycles of filtration. It can be expressed using Equation (3)
where
Lpc represents the initial permeability after a chemical cleaning (CEB),
c = [0; # of CEB],
Lpb is the permeability at the beginning of each cycle of filtration (i.e., between two BW),
b = [1; # of BW] and
VsCEB is the specific volume filtered between two CEB procedures.
The fouling coefficient for irreversible fouling by CEB was based on the loss in permeability that was not recovered following this chemical cleaning procedure and can be expressed using Equation (4).
where
Lp0 represents the initial permeability at the beginning of each flux assay,
LpC represents the permeability after each CEB,
c = [1; # of CEB] and
Vstot is the total specific volume of the assay (c.f. approx. 15,000 L/m
2). The total number of data points available to calculate µ
CEB varied from 6 (140 LMH) to 34 (20 LMH).
Irreversible fouling by CIP (IF-CIP) was calculated as a percentage recovery (ρ) of the membrane initial permeability (Lpinitial) using the permeability value after each CIP procedure (Lp0). Since the membranes were not new at the onset of this study (they had been pretested for a few months on settled waters without PAC), permeability at the start of the 20 LMH assay was used to define initial permeability.
2.6. Characterization of Foulants
During each CIP, samples of washwaters were collected after the low and high pH soaking steps. To quantify organic foulants, Total Organic Carbon (TOC) measurements were performed on both acid and hypochlorite cleaning solutions with a combustion-based TOC analyzer (DC-190, Rosemount Dohrmann, Santa Clara, CA, USA). Quantification of metallic/inorganic foulants were conducted using ICP-MS (NexION 300x, PerkinElmer, Waltham, MA, USA) on cleaning solution samples that were first digested to solubilize precipitated inorganic compounds. Acid solutions were digested using HNO3 while EDTA was used for bleach solutions.
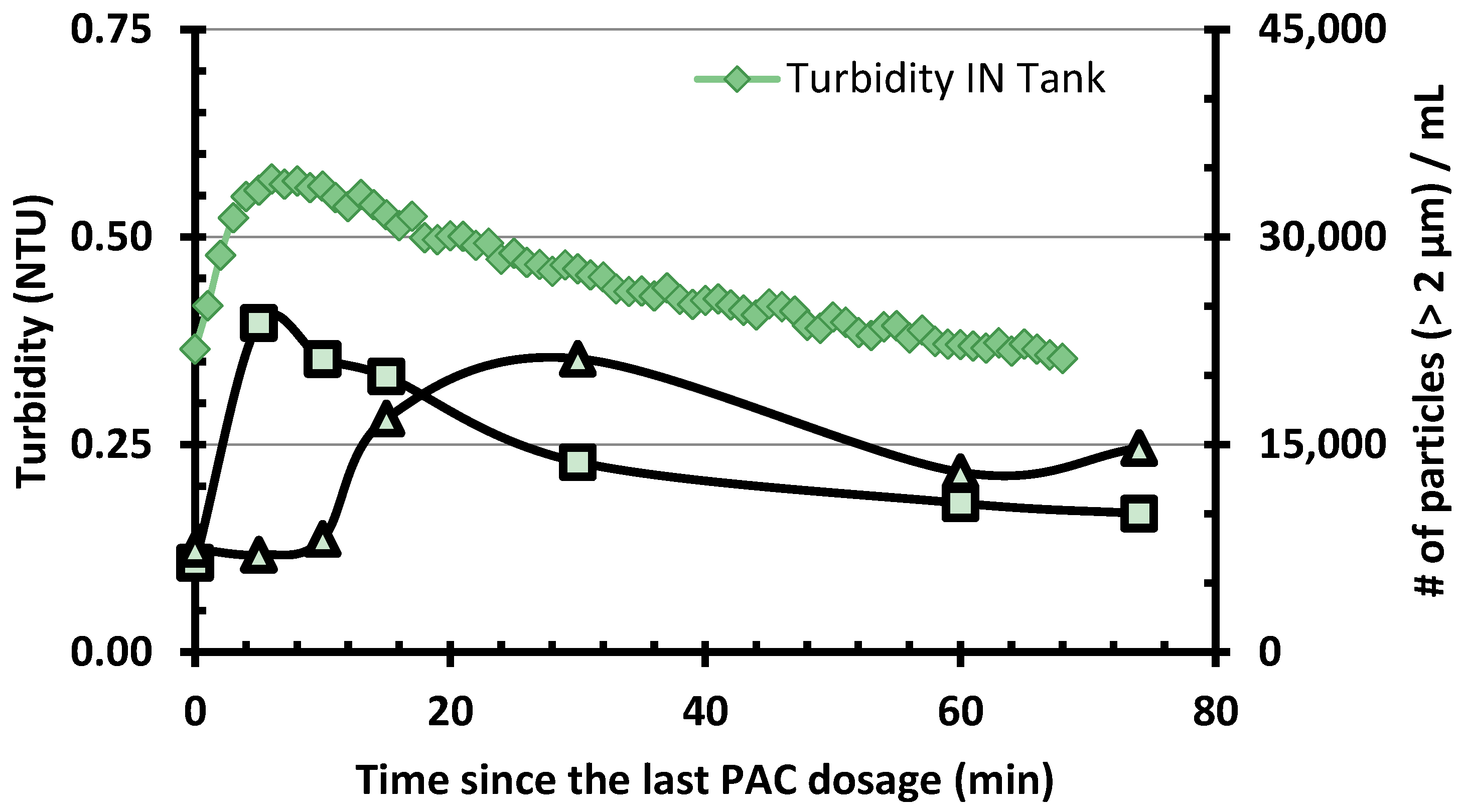
2.7. Measurement of PAC Fines Released from the Carbon Contactor
A test was conducted in order to assess the release of PAC fines from the carbon contactor by collecting samples at different times following one of the periodic PAC dosage in the CC. Two different locations (cf.
Figure 1) were sampled: (i) after the CC micro-strainer (i.e., the effluent of the CC contactor) and (ii) on the feed line ahead of a membrane. Particle counts (DPA4000, Brightwell Technologies, Ottawa, ON, CAN) were enumerated at 400X magnification on those samples to evaluate if PAC was effectively exported from the CC to the membranes.
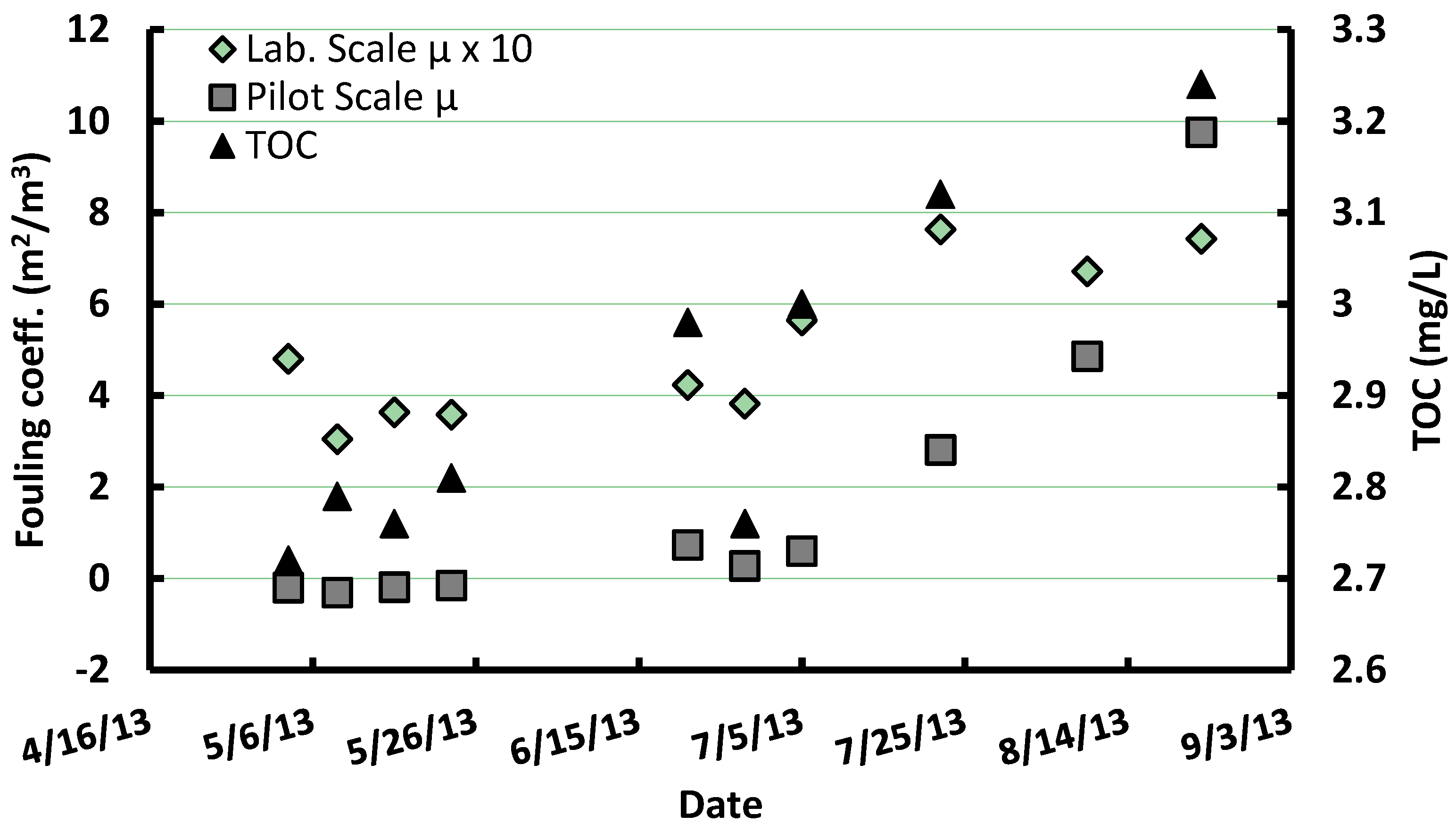
2.8. Seasonal Variation of Fouling
In parallel with the pilot plant, a series of lab-scale tests was performed to assess potential seasonal variations in the feedwater fouling capacity. For this purpose, a single hollow-fiber module was built using an UF polymeric membrane module with the same specifications as the pilot UF membranes. Each week, a 2-L settled water sample from the pilot plant influent (i.e., settled water without PAC pretreatment) was filtered at constant pressure (0.9 bar) on the lab-scale membrane module. Temporal flux decline was measured and fouling coefficients (μ) were calculated using the UMFI (Unified Membrane Fouling Index) method [
16] described by Equation (1).
4. Discussion
Two main objectives were targeted in this study: evaluating the impact of a PAC pretreatment on membrane fouling and comparing the behaviors under identical operating conditions of two suitable membranes for the HMP (a MF ceramic vs. a UF polymeric system). Past studies assessing the impact of PAC on membrane fouling have led to contradicting conclusions. Some have noted that PAC reduced fouling [
10,
11,
17] while others concluded that PAC contributed to increase fouling [
4,
12,
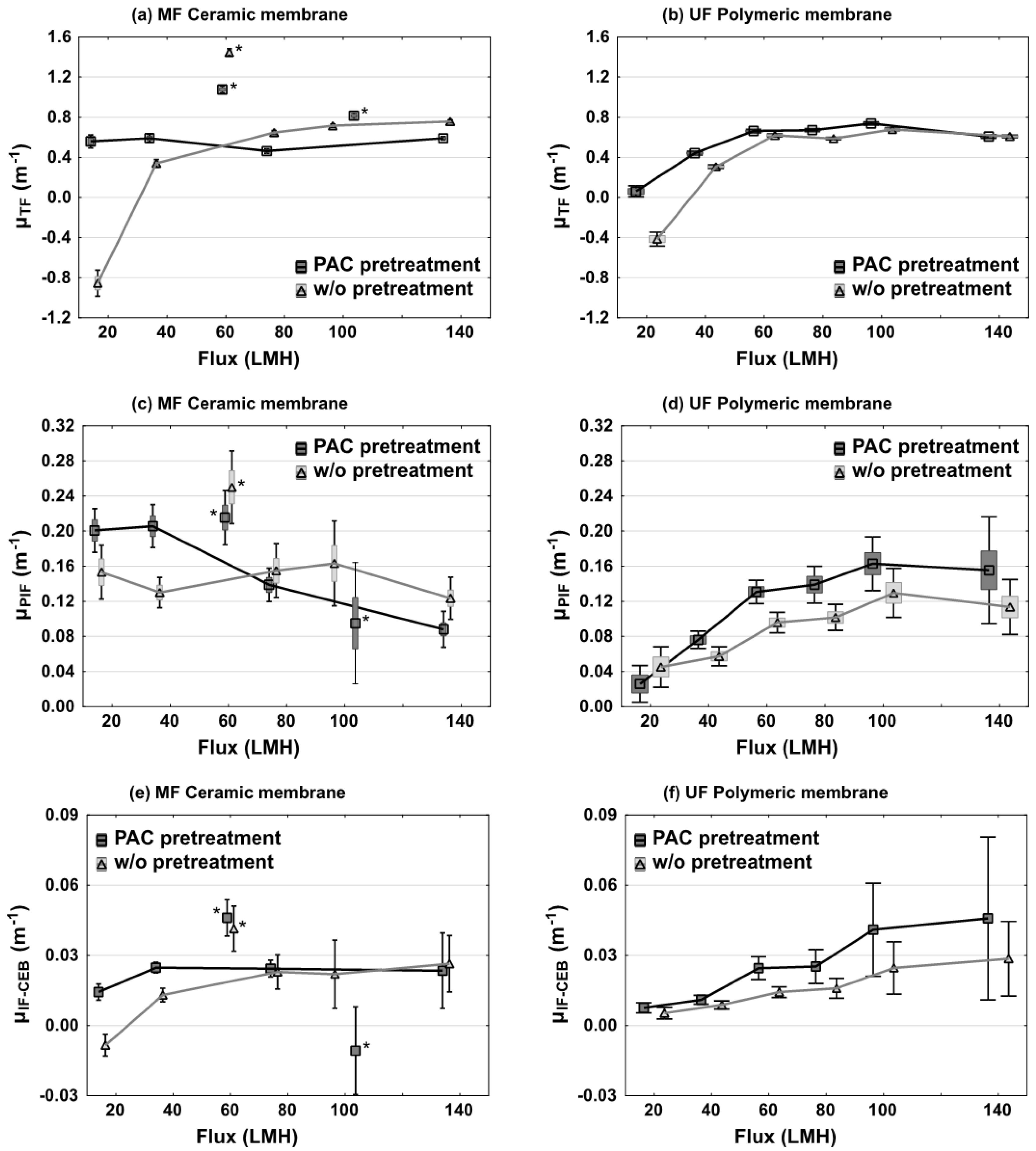
18,
19]. In the present study, the presence of a PAC pretreatment had an impact on the fouling of the UF polymeric membrane for which TF, PIF and IF-CEB were observed to increase by 15, 21 and 57%, respectively. On the other hand, for the MF ceramic membrane, no fouling type was observed to be impacted by the PAC pretreatment. The goals of the PAC pretreatment were to reduce DOC (mostly for disinfection by-products control) and other trace organic micropollutants. Clearly, a reduction in DOC did not lead to a reduction in membrane fouling. A review performed by Stoquart et al. (2012) suggests that PAC preferably adsorbs NOM fractions, which have a low impact on membrane fouling [
2]. In our study, the most severe NOM foulants (humics and biocolloids) had probably already been removed by the alum/settling pretreatment. Therefore, the higher observed fouling in presence of PAC is hypothesized to result from (i) the export of PAC fines which may act as foulants and/or (ii) the secondary interactions of PAC fines with other organic/inorganic foulants.
The export of PAC fines to the membranes was documented in this study, a phenomenon which led to an increase in total fouling on polymeric membranes of 15%. During our study, resistant ceramic membranes were backwashed with a pressure build-up, which was probably more efficient at controlling the effect of PAC fines. Following PAC pretreatment, irreversible fouling by CEB was increased on the polymeric system but not on the ceramic system. The quantification of foulants in the CIP cleaning solutions also demonstrated that more organic foulants were extracted from the membranes fed with PAC pretreated water, an effect which was more pronounced on the polymeric membrane. Foulant-foulant interactions are a complex phenomenon, which is anticipated to be governed by source water characteristics. Zhao et al. (2005) reported that Fe-PAC interactions led to a higher cake resistance than Al-PAC or Ca-PAC interactions [
4]. However, even if iron was present in major concentrations in the CIP waters of this study, it is not possible to confirm its role due to its suspected release from external material during acid wash. Nevertheless, our results are in agreement with the work of Londoño (2011) who concluded that irreversible fouling in PAC/UF systems was not the result of pore plugging by PAC fines but rather the result of a modification in the cake layer formation [
20].
The impact of flux increase was also assessed in the present study. Previous studies have noted an impact on fouling rate especially while operating above the critical flux [
21,
22]. While the present study was not focused on determining the membranes critical flux, our results demonstrate that operating below 60–80 LMH was most often beneficial to reduce total and physically irreversible fouling coefficients. In the presence of the PAC pretreatment, flux increase was not a significant factor for the MF ceramic membrane system as opposed to the UF polymeric system. In all cases, the evaluation of flux impact on fouling is biased by the fact that feedwater fouling characteristics changed between flux experiments as evidenced by the lab-scale mini-module. This observation reinforces the need to include a fouling control during membrane study, especially if they are not conducted on parallel treatment trains. The lab-scale mini-module of polymeric membrane proved to be useful to achieve this goal as it behaved similarly to the pilot polymeric membrane.
As a final remark, although PAC was observed to increase fouling on the UF polymeric membrane, it is important to point out that total fouling coefficients were reasonable and could be managed with the use of chemical enhanced backwashes. On the other hand, the superiority of the MF ceramic membrane to mitigate PAC fouling implies the use of more intensive physical backwash and a higher average pressure of operation due to the lower permeability of the MF ceramic monoliths. Future studies should consider alternative options to mitigate the effect of PAC fines on membrane fouling.
5. Conclusions
The general objective of this study was to quantify the impact of operating a high concentration PAC contactor on the fouling of low-pressure membrane systems.
Releases of PAC fines from the carbon contactor were measured as equivalent to a continuous dosage of 0.35 mg/L (or 1.9% of the applied PAC dose).
Even though the PAC pretreatment reduced TOC in settled feed water, fouling was observed to increase due to the release of PAC fines.
As opposed to the UF polymeric membrane, fouling on the MF ceramic membrane was not significantly impacted by PAC fines.
Chemical enhanced backwashes and CIP were efficient to recover membrane permeability on both membrane systems.
Acid and caustic/bleach chemical wash revealed more abundant organic deposition on membranes which had undergone a PAC pretreatment. This impact was not significant for inorganic foulants.
Further studies should elucidate the interactions of accumulated PAC fines with other foulants, as well as compare viable options to mitigate their impact on membrane fouling.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}