
Design and Simulation of a Multi-Channel Biomass Hot Air Furnace with an Intelligent Temperature Control System


Abstract
:1. Introduction
2. Structure and Working Principle of the Biomass Hot Air Furnace
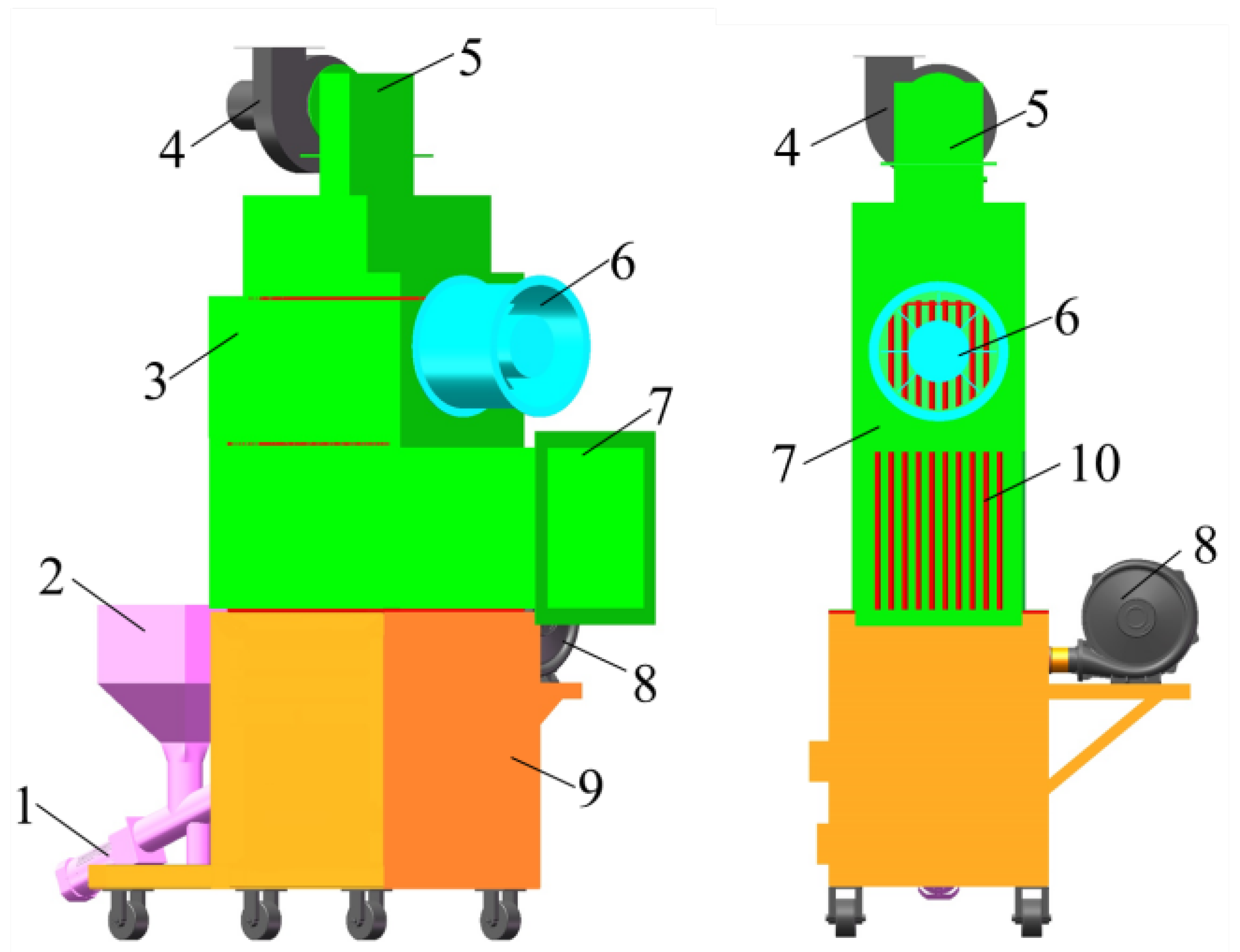
2.1. Structure of the Biomass Hot Air Furnace
2.2. Working Principle of the Biomass Hot Air Furnace
3. Key Component Design
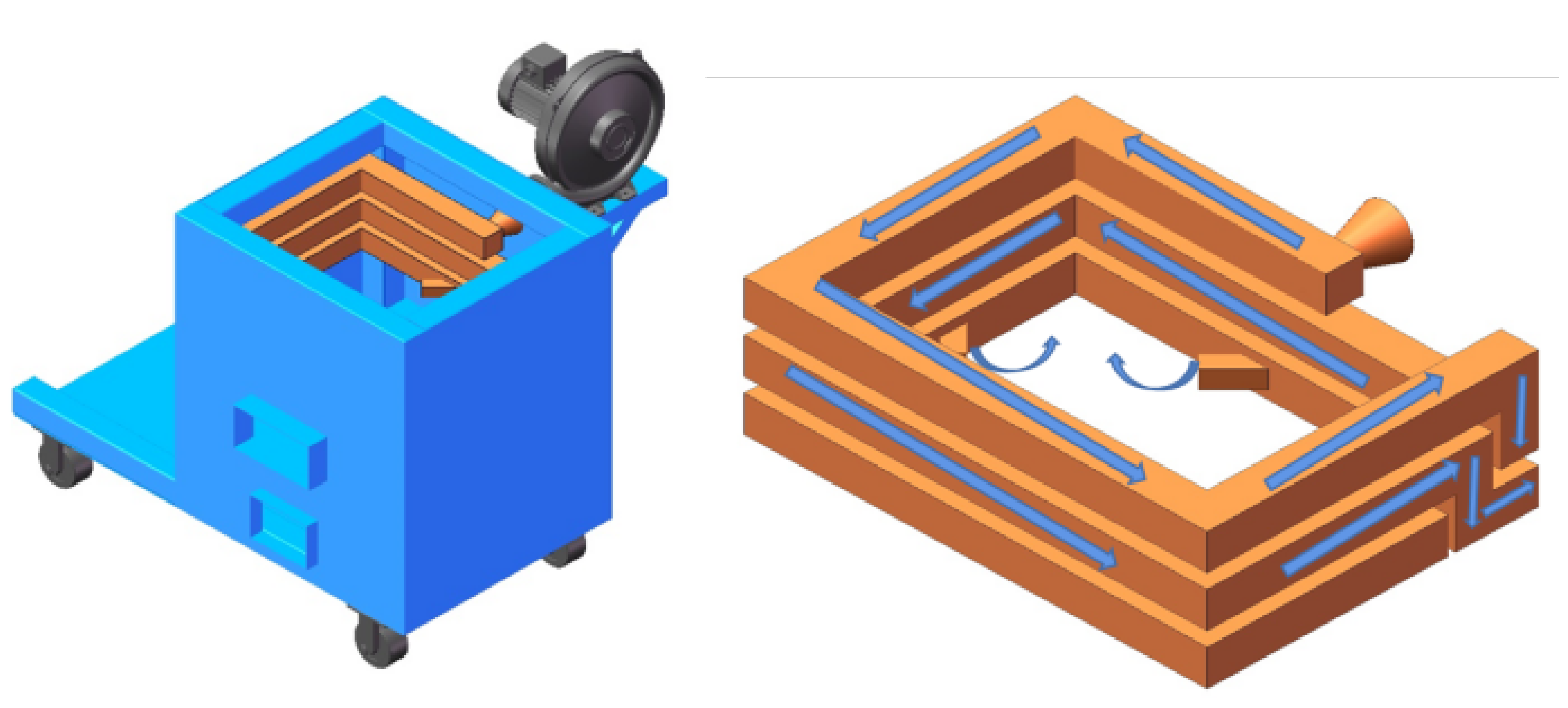
3.1. Multi-Channel Combustion Air Duct
- 1.
- providing sufficient air volume to ensure complete fuel combustion when the air in the furnace chamber is insufficient for fuel combustion;
- 2.
- the inner wall pipe carrying ambient air acts to cool and protect the furnace walls;
- 3.
- the four outlets simultaneously create a spiral airflow at the bottom, promoting combustion and reducing black smoke and volatiles;
- 4.
- the ambient air heats up as it passes through the pipes, reducing heat loss.
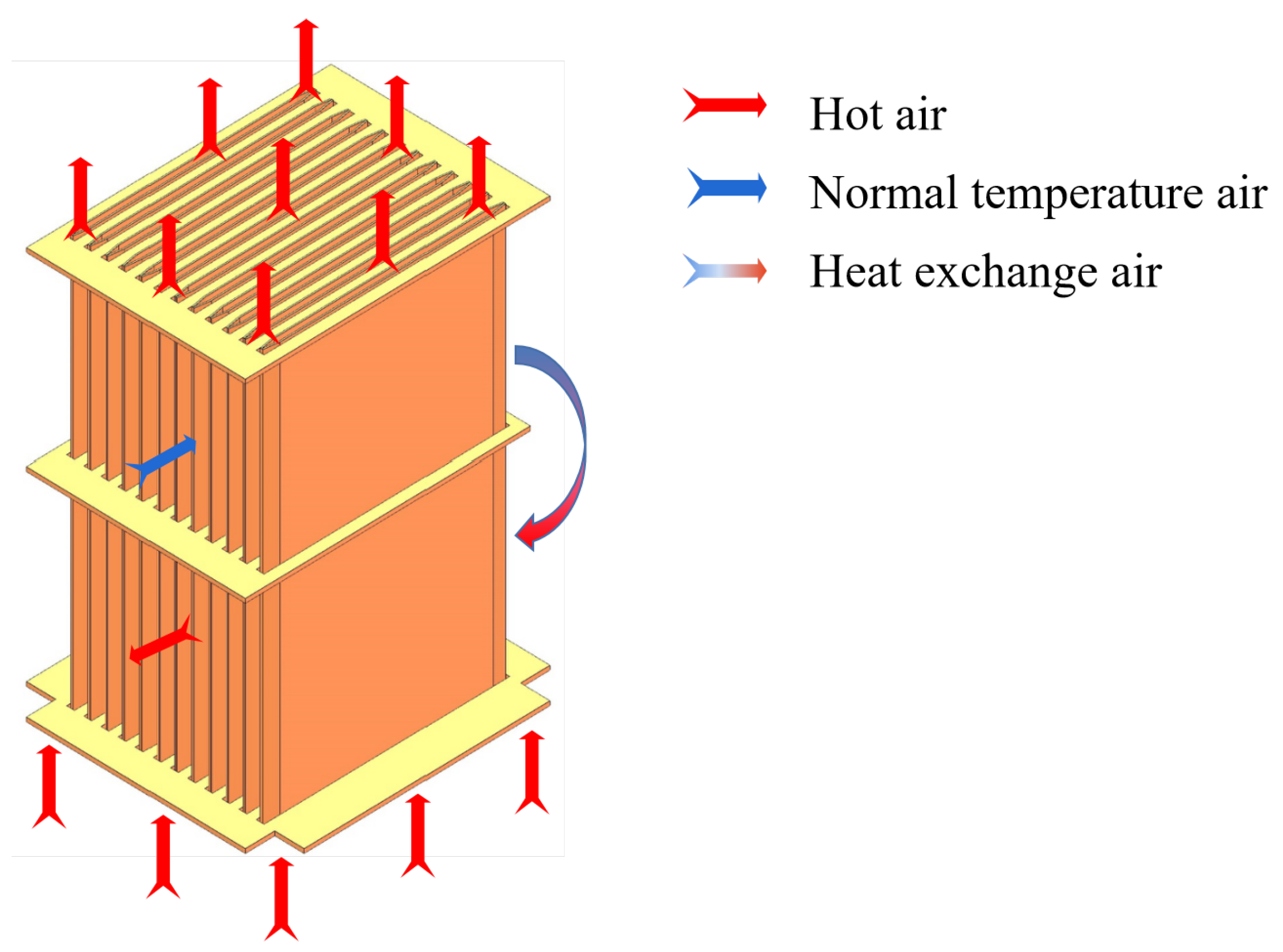
3.2. Anti-Pollution Plate Heat Exchanger
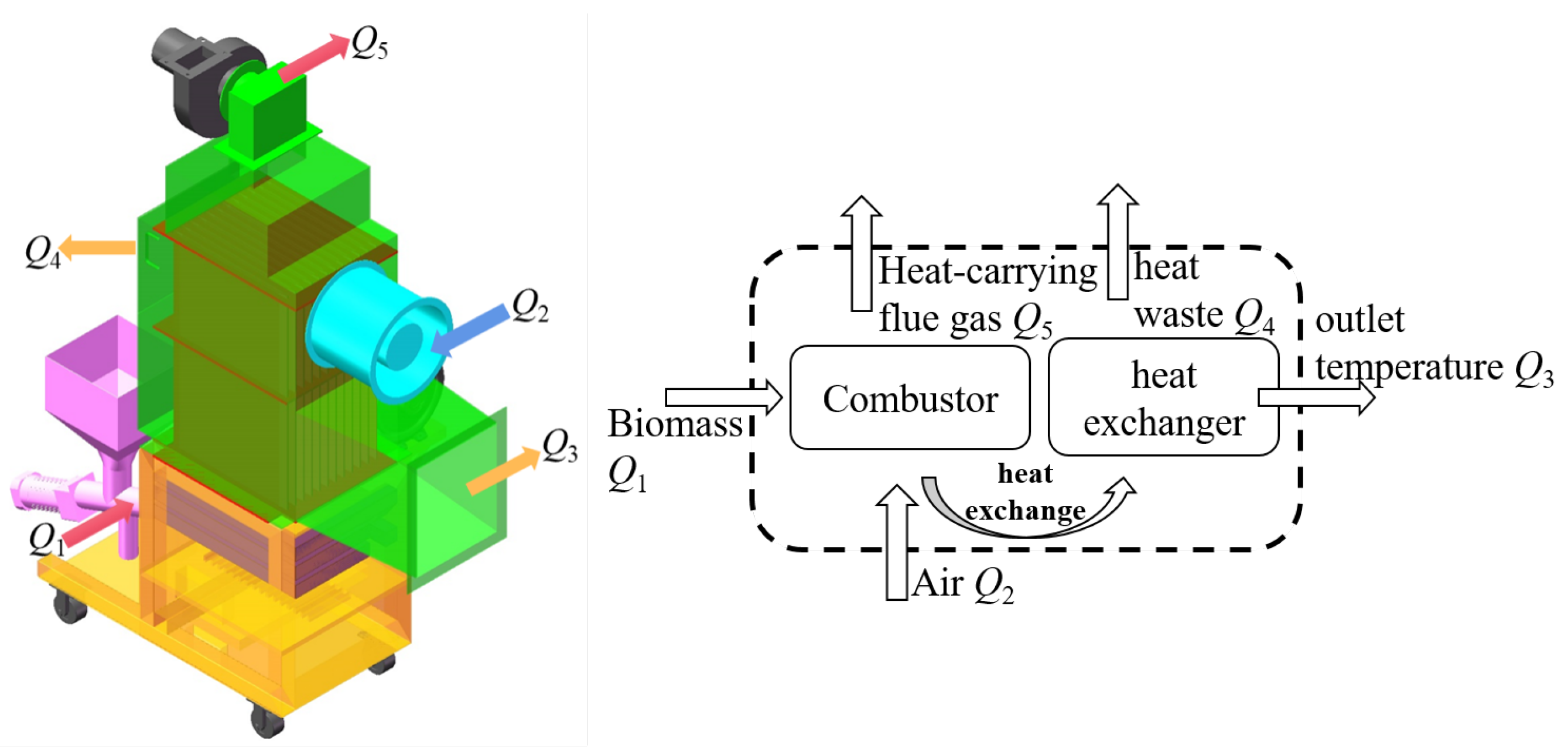
4. Temperature Model of the Biomass Hot Air Furnace
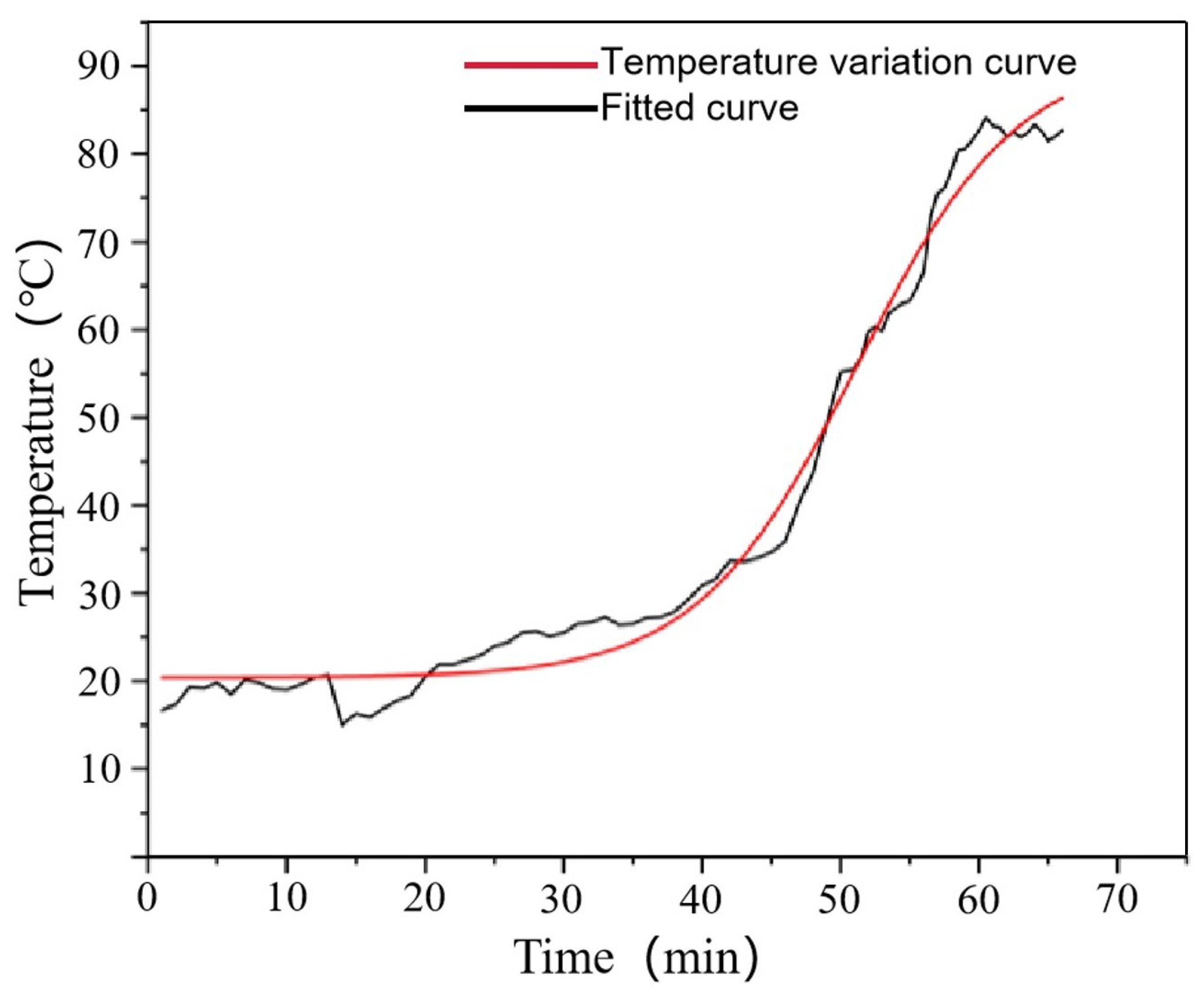
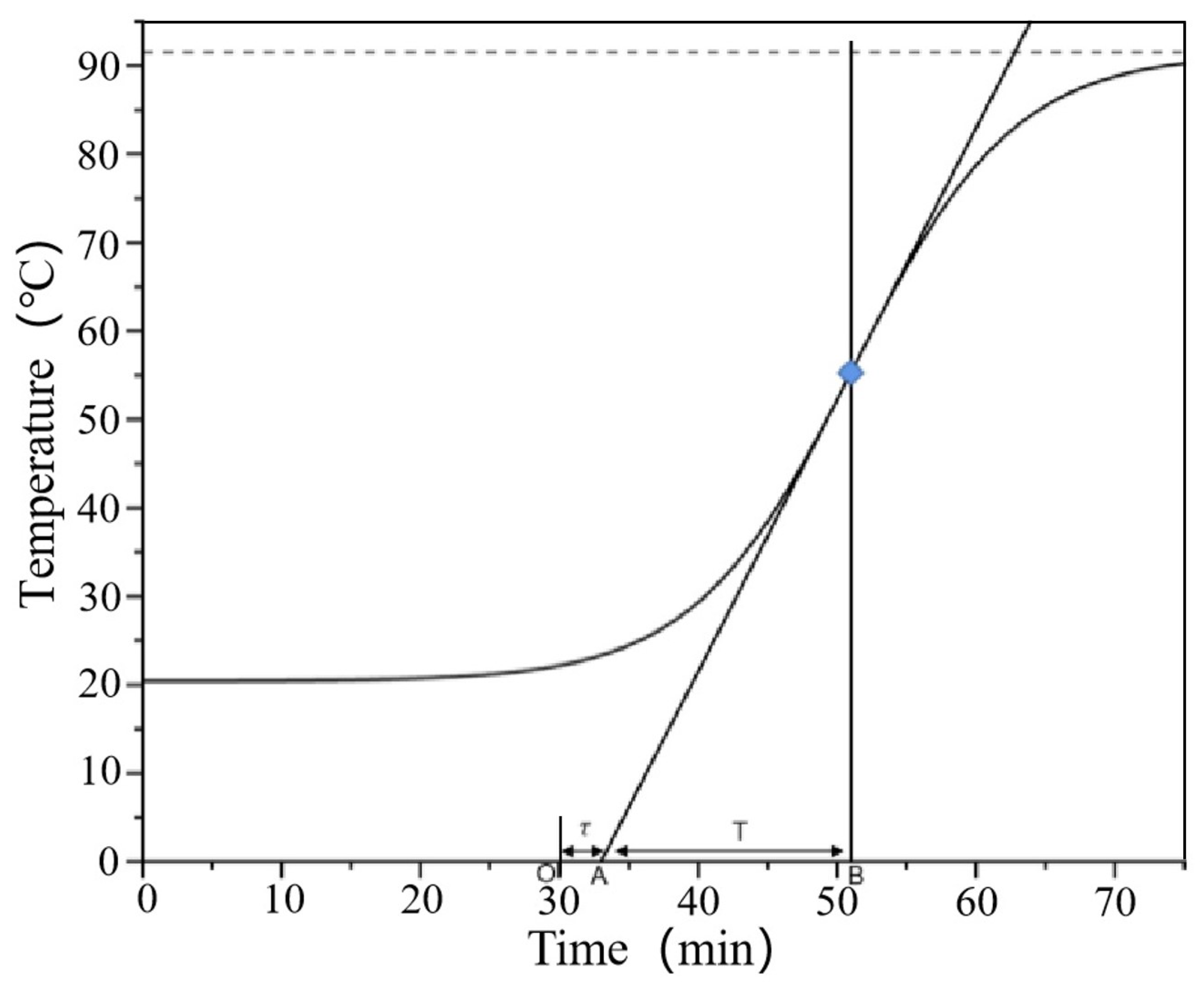
4.1. Derivation of the Biomass Hot Air Furnace Model
4.2. Establishment of the Biomass Hot Air Furnace Model
5. System Simulation of the Biomass Hot Air Furnace
5.1. Selection of the Simulation Controller
5.2. Basic Principles of the Fuzzy PID Controller
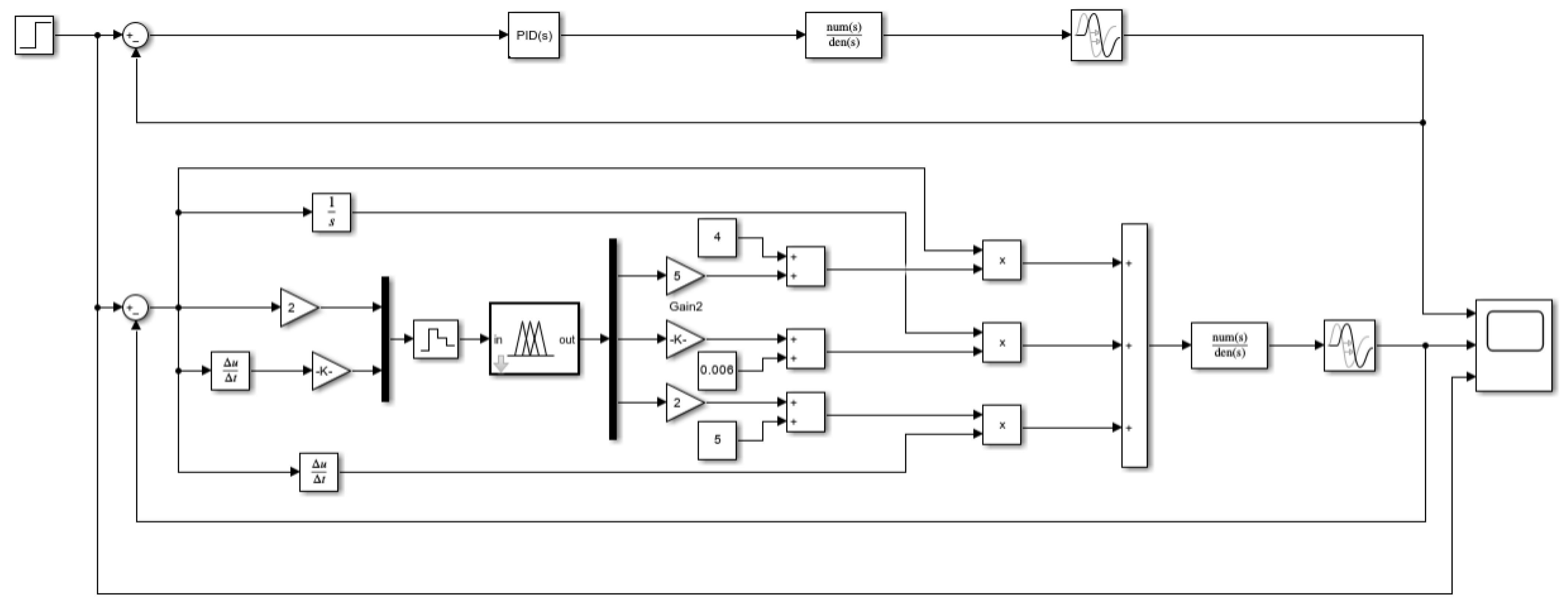
5.3. Design of the Fuzzy PID Controller
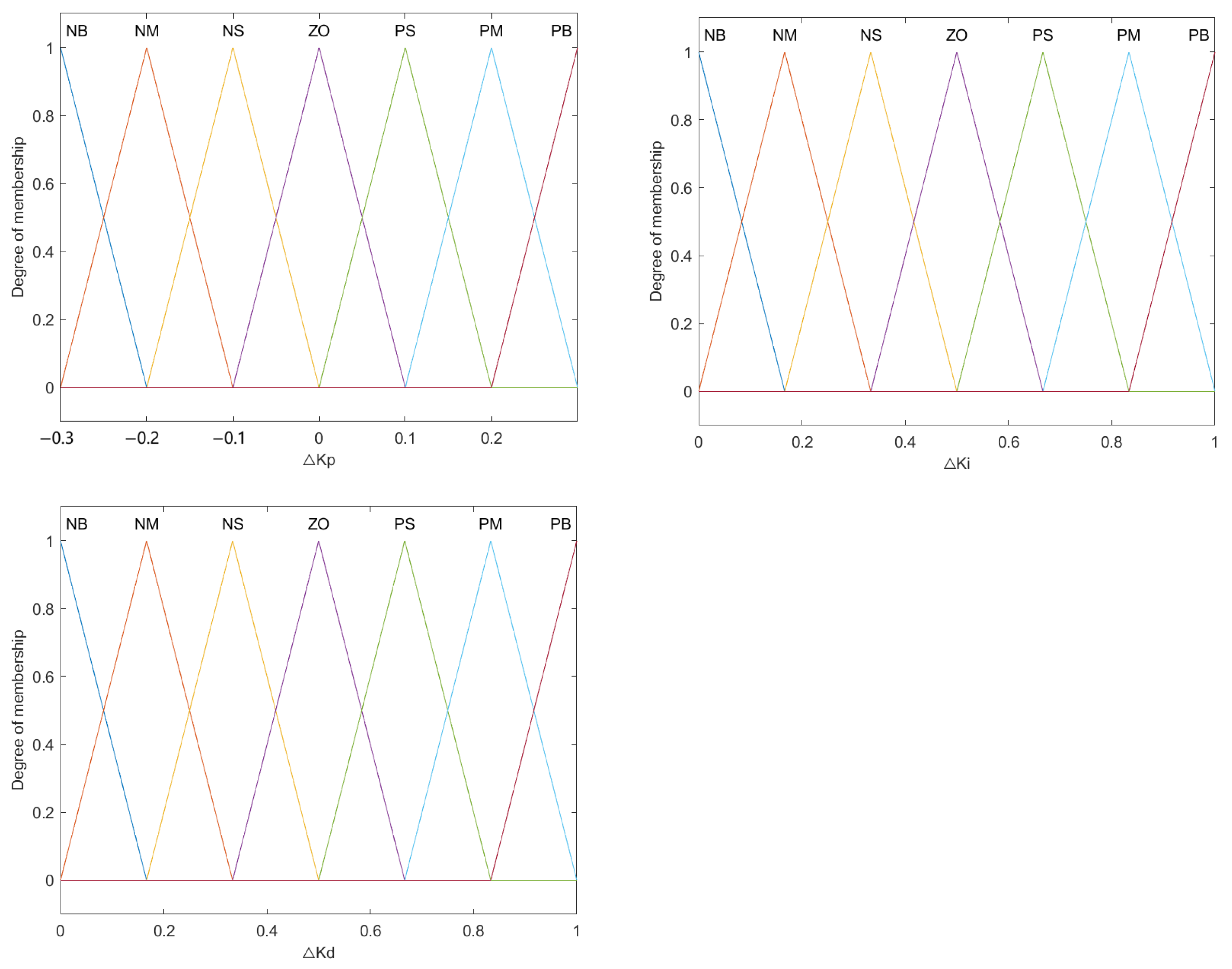
5.3.1. Fuzzification
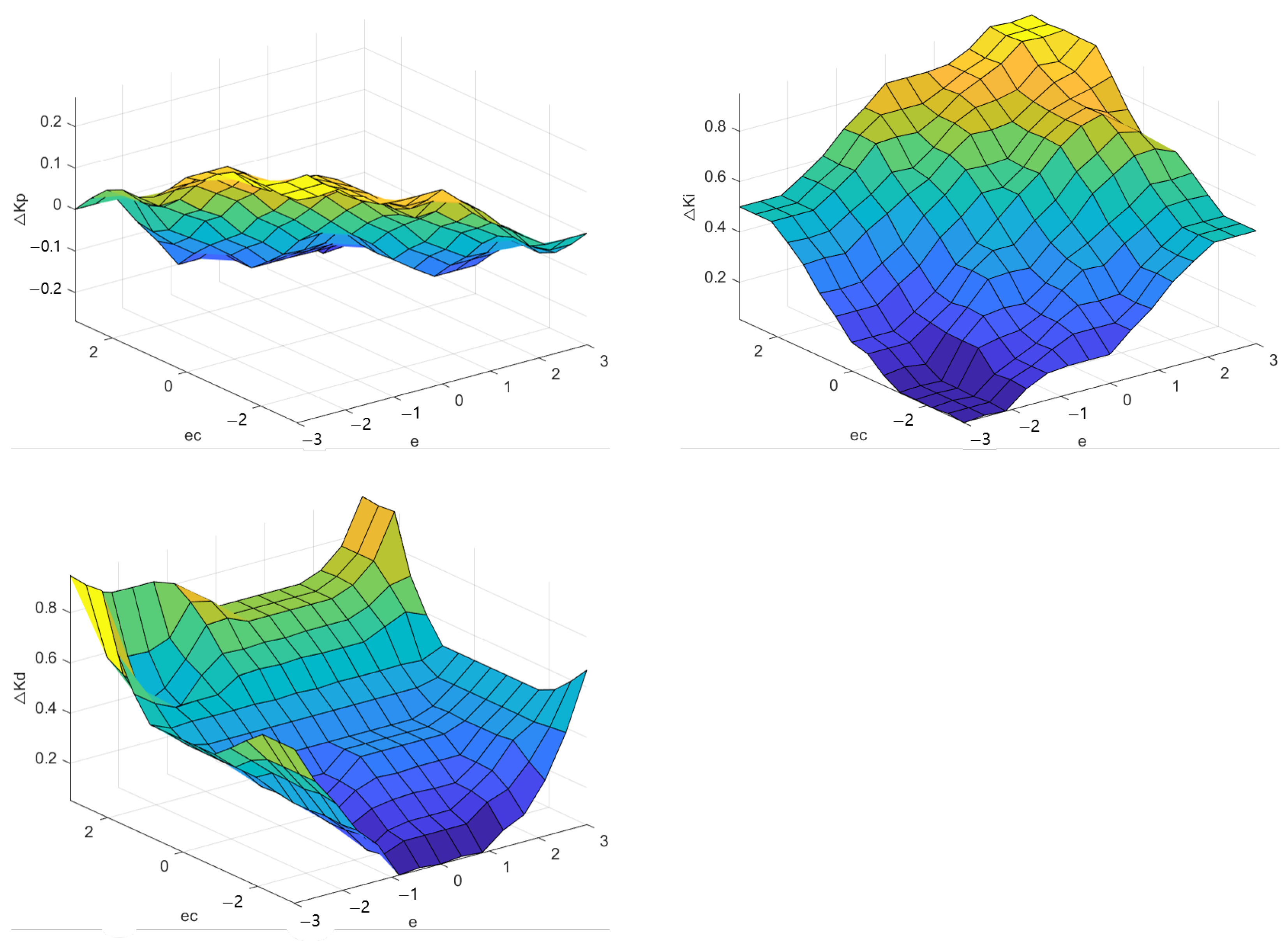
5.3.2. Fuzzy Inference
- 1.
- During system startup or shutdown, when there is a significant difference between the set temperature and the actual temperature, a larger should be chosen to increase the response speed. To avoid excessive deviation e at the beginning, causing differential saturation and pushing the control beyond permissible limits, a moderate should be chosen. To prevent overshoot and integral saturation at startup, a smaller or elimination of the integral action = 0 is preferable.
- 2.
- Once the system is operating normally, with moderate temperature deviation e and rate of temperature deviation change , a smaller should be selected to minimize overshoot. The values of and should be moderate to maintain the system’s response speed.
- 3.
- When the system’s temperature is nearly stable, with a small temperature deviation e, and can be moderately increased to enhance system stability, while should be adjusted to avoid oscillation near the setpoint and to consider the system’s disturbance rejection capability. A higher value should be used when is small, and a lower value when is large [27].
5.3.3. Defuzzification
6. Simulation and Testing of Biomass Hot Air Furnace Temperature Control System with Simulated PID
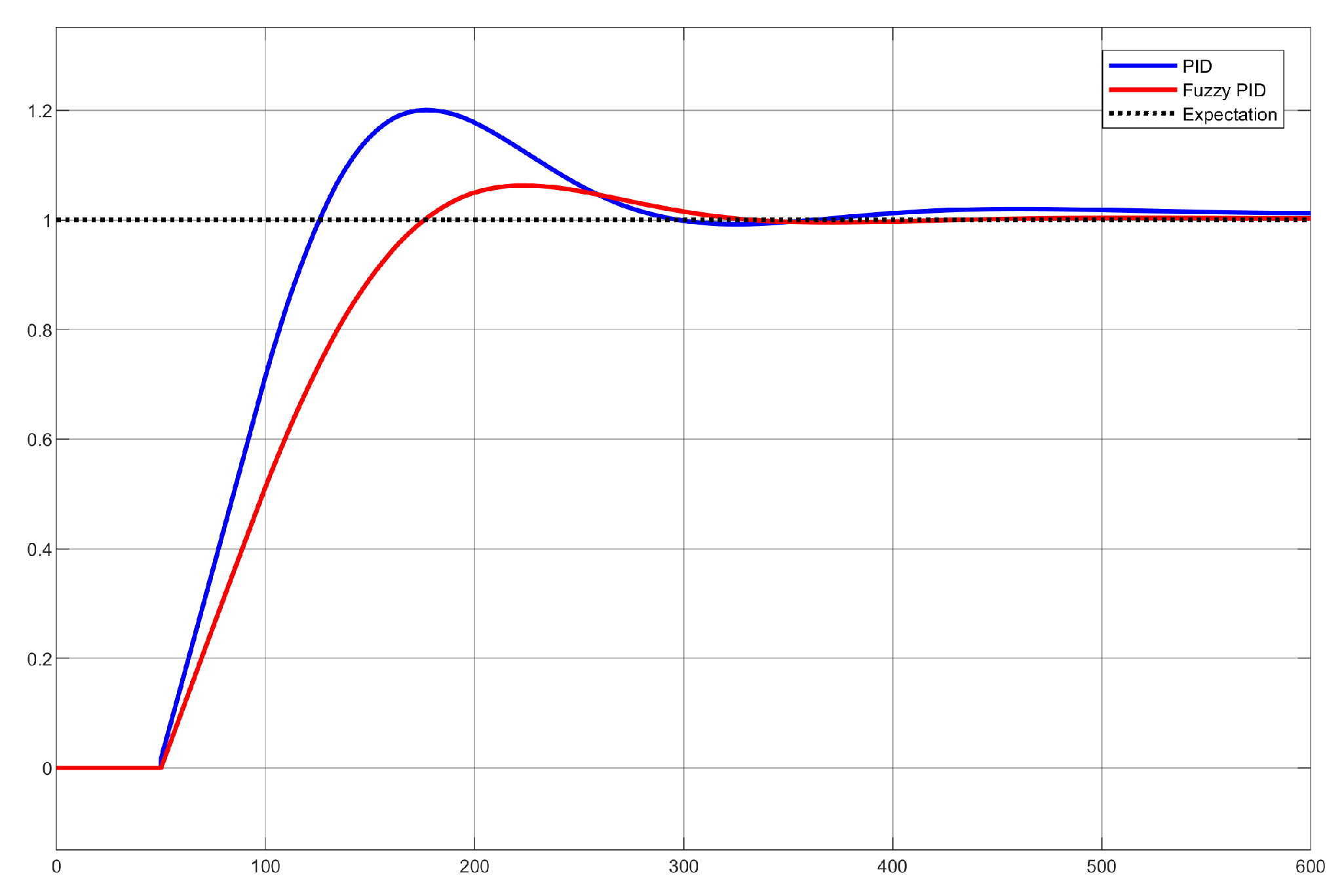
6.1. Simulation Test
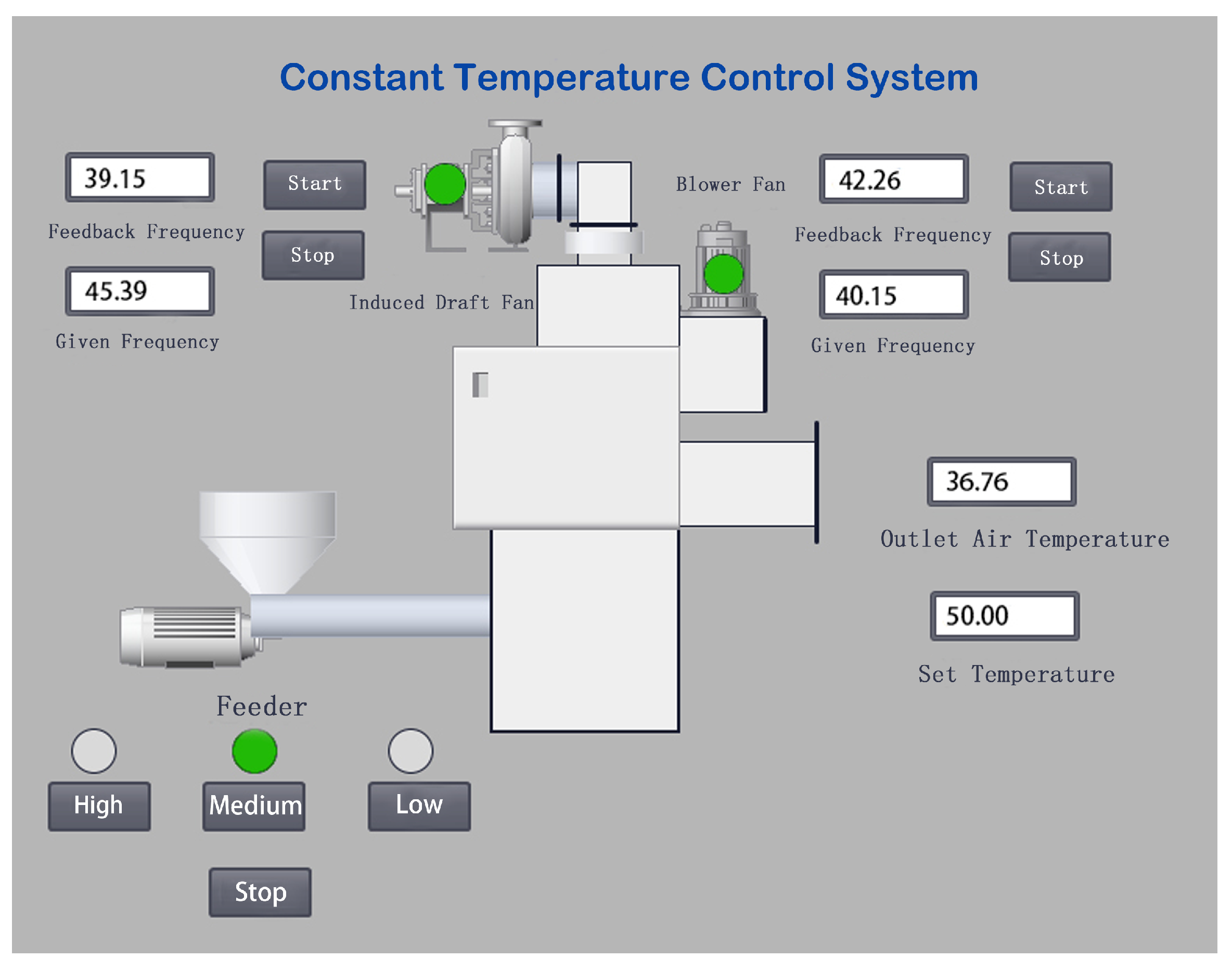
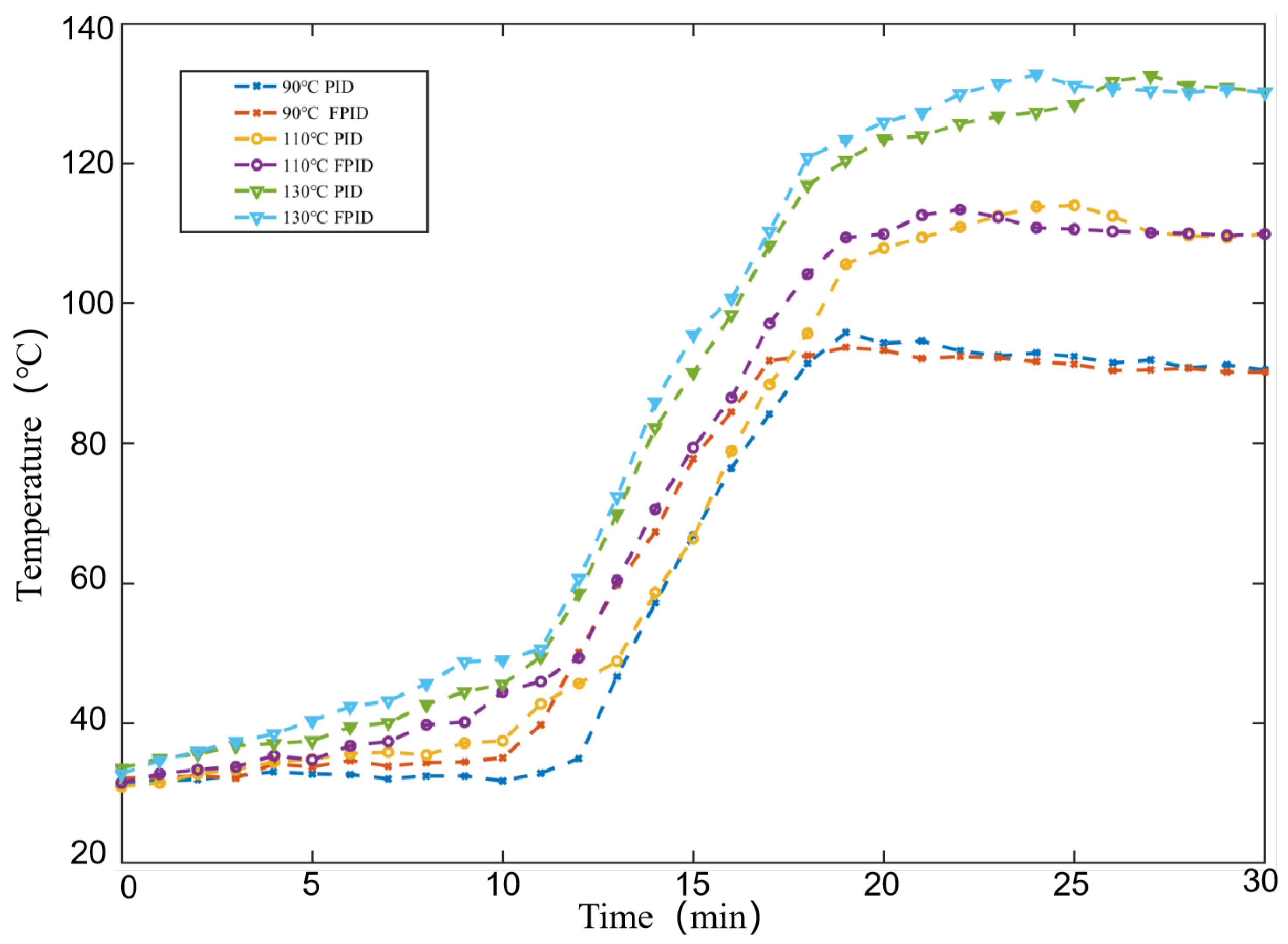
6.2. Experimental Testing
7. Conclusions
- 1.
- This paper presents a structural design for a multi-channel circulating biomass hot air furnace. The prototype developed offers energy efficiency and thorough combustion, meeting the technological requirements for drying agricultural products. This provides a theoretical basis for the structural and performance design of drying systems for related agricultural products;
- 2.
- Using automatic control theory and experimental data, a mathematical model of the biomass hot air furnace was derived. Considering the nonlinearity and long time-delay characteristics of the combustion furnace, advanced computer simulations were conducted under different operating conditions. It was found that adopting a fuzzy PID control strategy could effectively regulate the temperature of the biomass hot air furnace;
- 3.
- Compared to a traditional uncontrollable controller, the fuzzy PID controller could adaptively adjust the PID parameters based on the system’s real-time feedback and a predefined rule base, to accommodate the dynamic changes during the operation of biomass hot air furnaces.The operational characteristics of biomass hot air furnaces exhibit significant non-linearity, which traditional PID control may not flexibly manage. By incorporating fuzzy logic, fuzzy PID control can better handle such non-linearity, enhancing the system’s response speed and stability. Fuzzy PID control can effectively minimize the phenomena of overshoot and oscillations when the system reaches set temperatures or other operational parameters, ensuring smoother and more reliable furnace operation.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Huo, L.; Zhao, L.; Yao, Z.; Luo, J.; Zhang, P.; Xie, T.; Wei, X. Potentiality of agricultural biomass energy for greenhouse gas emission reduction. Trans. Chin. Soc. Agric. Eng. 2021, 37, 179–187. [Google Scholar]
- Fupeng, S. Research on Biomass Pellet Air-heating Furnace Technology in the Field of Grain Drying. Ind. Heat. 2022, 51, 20–23. [Google Scholar]
- Ruixia, S.; Zonglu, Y.; Lixin, Z. Rural Living Energy in Heilongjiang Province under Background of Carbon Peak and Neutrality. Trans. Chin. Soc. Agric. Mach. 2022, 53, 377–383. [Google Scholar]
- Gang, C. Typical Agricultural Product Drying Technology and Intelligent Equipment; Chemical Industry Press: Amersham, UK, 2017. [Google Scholar]
- Yan, P.; Xiao, C.; Xu, L.; Yu, G.; Li, A.; Piao, S.; He, N. Biomass energy in China’s terrestrial ecosystems: Insights into the nation’s sustainable energy supply. Renew. Sustain. Energy Rev. 2020, 127, 109857. [Google Scholar] [CrossRef]
- Jiao, X. Study on Fuzzy PID Control System of Temperature for Air Heated Furnace of Forage Dryer; Northeast Agricultural University: Harbin, China, 2011. [Google Scholar]
- Jun, H. Design and Research of Small Biomass Shaped Fuel Burner; Central South University of Forestry and Technology: Changsha, China, 2021. [Google Scholar]
- Lei, Y. Design and Application Reaearch of Fuel Stove for Straw Forming. Transactions of the Chinese Society for Agricultural Machinery: 1–9. Available online: http://kns.cnki.net/kcms/detail/11.1964.S.20230914.1030.007.html (accessed on 10 December 2023).
- Bin, L.; XiaoFeng, Y.; ZhuYu, D.; Lin, Y.; MingJin, Y. On Fuzzy PID to Control System of Rapeseed Hot Air Drying. J. Southwest China Norm. Univ. Sci. Ed. 2016, 41, 109–114. [Google Scholar]
- Smith, J.D.; Sreedharan, V.; Landon, M.; Smith, Z.P. Advanced Design Optimization of Combustion Equipment for Biomass Combustion. Renewableenergy 2019, 145, 1597–1607. [Google Scholar] [CrossRef]
- Junior, M.P.; da Silva, M.T.; Guimaraes, F.G.; Euzebio, T.A.M. Energy savings in a rotary dryer due to a fuzzy multivariable control application. Dry. Technol. 2022, 40, 1196–1209. [Google Scholar] [CrossRef]
- Bhler, L.; Krail, J.; Grtler, G.; Kozek, M. Fuzzy model predictive control for small-scale biomass combustion furnaces. Appl. Energy 2020, 276, 115339. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, Y.; Yao, Z.; Zhao, Y.L.; Meng, H.; Tian, Y. Effect of burners with different feeding modes on emission characteristics of biomass molding fuel particles. Trans. Chin. Soc. Agric. Eng. 2014, 30, 200–207. [Google Scholar]
- Liu, L.; Zhao, J.; Wang, D. Design and experiment of a heating boiler using straw briquette as fuel. Trans. Chin. Soc. Agric. Eng. 2022, 38, 230–236. [Google Scholar]
- Yang, G.; Yu, Y.F.; Sheng, K. Effect of feeding rate on pollutant emission of biomass pellet burner. J. Zhejiang Univ. Life Sci. 2017, 43, 390–396. [Google Scholar]
- Liu, S.; Wang, S.; Li, Y.; Yaya, L.; Yuanshuai, L. Design and Combustion Characteristics Experiment of Biomass Crushed Aggregates Burner for Anti-tempering Maize Straw and Wood Chips. Trans. Chin. Soc. Agric. Mach. 2020, 51, 346–354. [Google Scholar]
- Duo, H. Design and Test of Biomass Fuel Combustion Furnace; Kunming University of Science and Technology: Kunming, China, 2019. [Google Scholar]
- Wu, X.F.; Li, D.M. Modeling of Climatic Environment Test Facility and Temperature Control System Simulation. Meas. Control Technol. 2015, 34, 63–66. [Google Scholar]
- Wang, X.C. Design and Research of Fuzzy Parameter-Adaptive PID Temperature Control System; Central South University: Changsha, China, 2007. [Google Scholar]
- Pang, Z. System Identification and Adaptive Control MATLAB Simulation; Beijing University of Aeronautics and Astronautics Press: Beijing, China, 2022. [Google Scholar]
- Huang, L. Research on Fuzzy Control in Hot-Blast Stove Temperature Control System; Changchun University of Science and Technology: Changchun, China, 2010. [Google Scholar]
- NY/T 1087-2006; Technical Regulations for Drying and Storage of Rapeseed. Ministry of Agriculture of the PRC: Beijing, China, 2006.
- Dufour, P. Control Engineering in Drying Technology: Review and Trends. Dry. Technol. 2006, 24, 889–904. [Google Scholar] [CrossRef]
- Li, X.; Xu, B.; Yuan, Y. Research on temperature control system of piglet bed based on adaptive fuzzy PID algorithm. J. Chin. Agric. Mech. 2020, 41, 48–53. [Google Scholar]
- He, G.; Cai, X.; Bai, Y.; Zhu, L.; Wang, D.; Hou, Y. Design and Test of Temperature Control System of Calf Milk Replacer Solution Based on Fuzzy PID. Trans. Chin. Soc. Agric. Mach. 2022, 53, 266–276. [Google Scholar]
- Rongyu, H.E. Electrothermal Furnace’s Intelligent Temperature Control System Based on Fuzzy PID; Hunan University: Changsha, China, 2014. [Google Scholar]
- Wang, S.; Shi, Y.; Feng, Z.X. A Method for controlling a Loading System based on a Fuzzy PID Controller. Mech. Sci. Technol. Aerosp. Eng. 2011, 30, 166–172. [Google Scholar]
- Muqing, D. Optimization Design Of Thermostat Temperature Controller Based on Predictive Controll And Fuzzy PID Controll; Central South University of Forestry and Technology: Changsha, China, 2022. [Google Scholar]
- Defeng, Z. MATLAB Control System Design and Simulation; Publishing House of Electronics Industry: Beijing, China, 2009. [Google Scholar]
- Yuan, N.Z.; Zhi, L.X.; Yun, L.H.; Geng, Z. Application of self-tuning PID-Fuzzy controller in furnace temperature control. Autom. Instrum. 1996, 5, 30–34. [Google Scholar]
- Jinkun, L. Advanced PID Control MATLAB Simulation; Publishing House of Electronics Industry: Beijing, China, 2016. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Initial Water Content of Rapeseed | Mixed-Flow Drying | Drum Drying | Fluid Bed Drying |
|---|---|---|---|
| 90 | 110 | 90 | |
| 12–18% | 110 | 130 | 120 |
| 130 | 150 | 140 |
| NB | NM | NS | ZO | PS | PM | PB | |
|---|---|---|---|---|---|---|---|
| NB | PB/NB/PS | PB/NB/PS | PB/NB/ZO | PM/NM/ZO | PS/NS/ZO | PS/ZO/PB | ZO/ZO/PB |
| NM | PB/NB/NS | PB/NB/NS | PM/NB/NS | PM/NM/NS | PS/NS/NS | ZO/ZO/NS | ZO/ZO/PM |
| NS | PM/NM/NB | PM/NM/NB | PM/NS/NM | PS/NS/NS | ZO/ZO/PS | NS/PS/PM | NM/PS/PM |
| ZO | PM/NM/NB | PS/NS/NM | PS/NS/NS | ZO/ZO/NS | NS/PS/PM | NM/PS/PS | NM/PM/PS |
| PS | NB/PS/NB | PS/NS/NB | ZO/ZO/NS | PS/NS/PS | NS/NS/PB | NM/PS/PM | NM/PM/PS |
| PM | ZO/ZO/NM | ZO/ZO/NM | NS/PS/NS | NM/PM/NS | NM/PM/ZO | NM/PB/PS | NB/PB/PS |
| PB | ZO/ZO/PS | NS/ZO/ZO | NM/PS/ZO | NB/PB/ZO | NB/PB/PB | NB/PB/PS | NB/PB/PS |
| P | / | / | |
| PI | / | ||
| PD | / | ||
| PID |
| Control Mode | Stabilization Time (s) | Steady State Error | Overshoot (%) |
|---|---|---|---|
| PID | 445 | 0.019 | 20.1 |
| Fuzzy PID | 364 | 0.011 | 6.3 |
| Sequence Number | Control Mode | Temperature Setting (°C) | Stabilization Time | Steady State Error | Overshoot (%) |
|---|---|---|---|---|---|
| 1 | PID | 90 | 1068 | 5.8 | 6.4 |
| 2 | Fuzzy PID | 90 | 1014 | 3.7 | 4.1 |
| 3 | PID | 110 | 1290 | 4.0 | 3.6 |
| 4 | Fuzzy PID | 110 | 1207 | 3.4 | 3.1 |
| 5 | PID | 130 | 1704 | 2.5 | 1.9 |
| 6 | Fuzzy PID | 130 | 1506 | 2.7 | 2.0 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sheng, T.; Luo, H.; Wu, M. Design and Simulation of a Multi-Channel Biomass Hot Air Furnace with an Intelligent Temperature Control System. Agriculture 2024, 14, 419. https://doi.org/10.3390/agriculture14030419
Sheng T, Luo H, Wu M. Design and Simulation of a Multi-Channel Biomass Hot Air Furnace with an Intelligent Temperature Control System. Agriculture. 2024; 14(3):419. https://doi.org/10.3390/agriculture14030419
Chicago/Turabian StyleSheng, Tuo, Haifeng Luo, and Mingliang Wu. 2024. "Design and Simulation of a Multi-Channel Biomass Hot Air Furnace with an Intelligent Temperature Control System" Agriculture 14, no. 3: 419. https://doi.org/10.3390/agriculture14030419