
Preliminary Study on Electrodeposition of Copper Platings and Codeposition of Carbon Nanotubes from Organic Solvent

 , ,
, ,
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Selection of Appropriate Solvent for CNT Dispersion
2.3. Bath Preparation and Electrodeposition of Cu and Cu/CNTs Composite Platings
2.4. Characterization
3. Results and Discussion
3.1. CNT Dispersibility Test
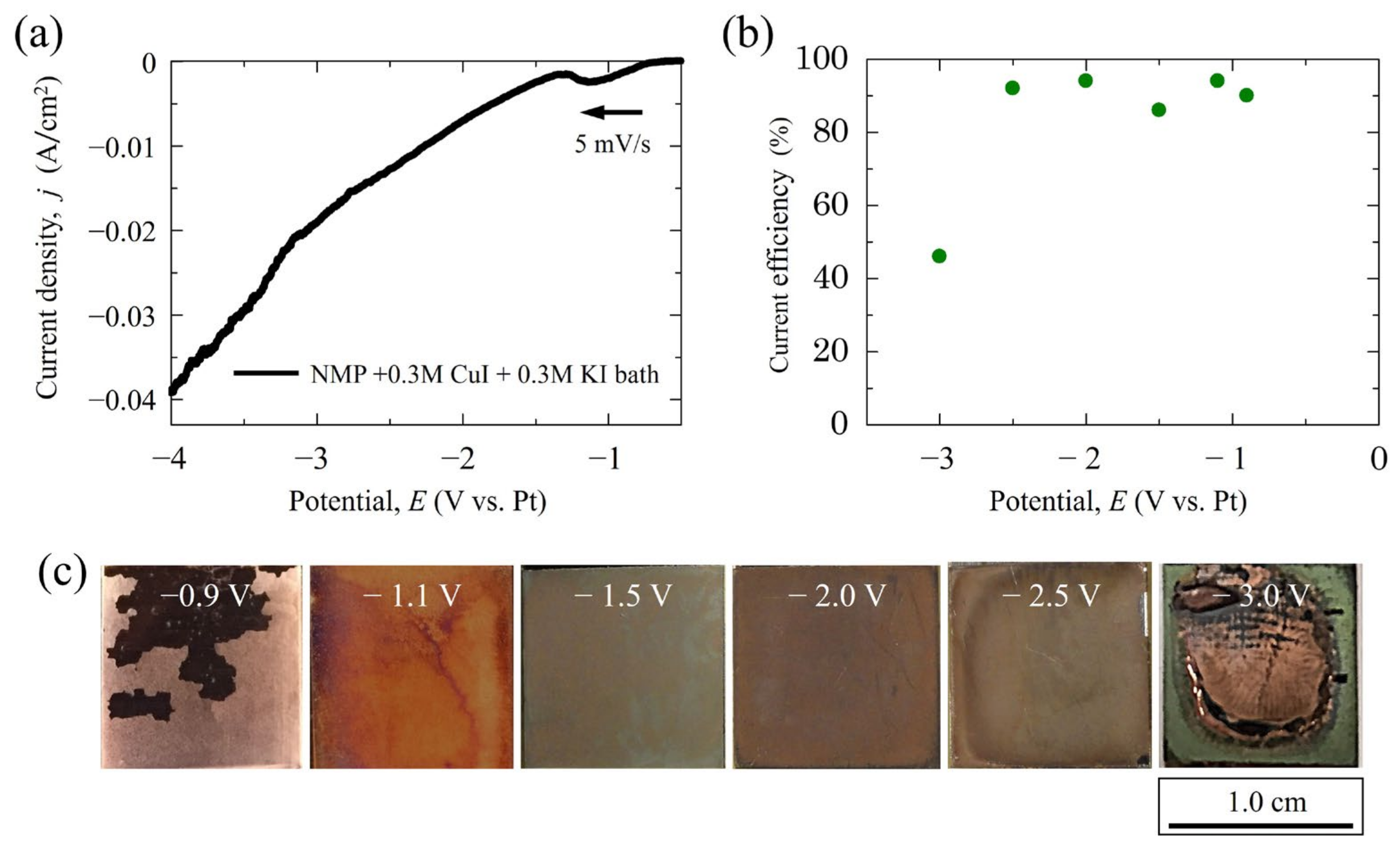
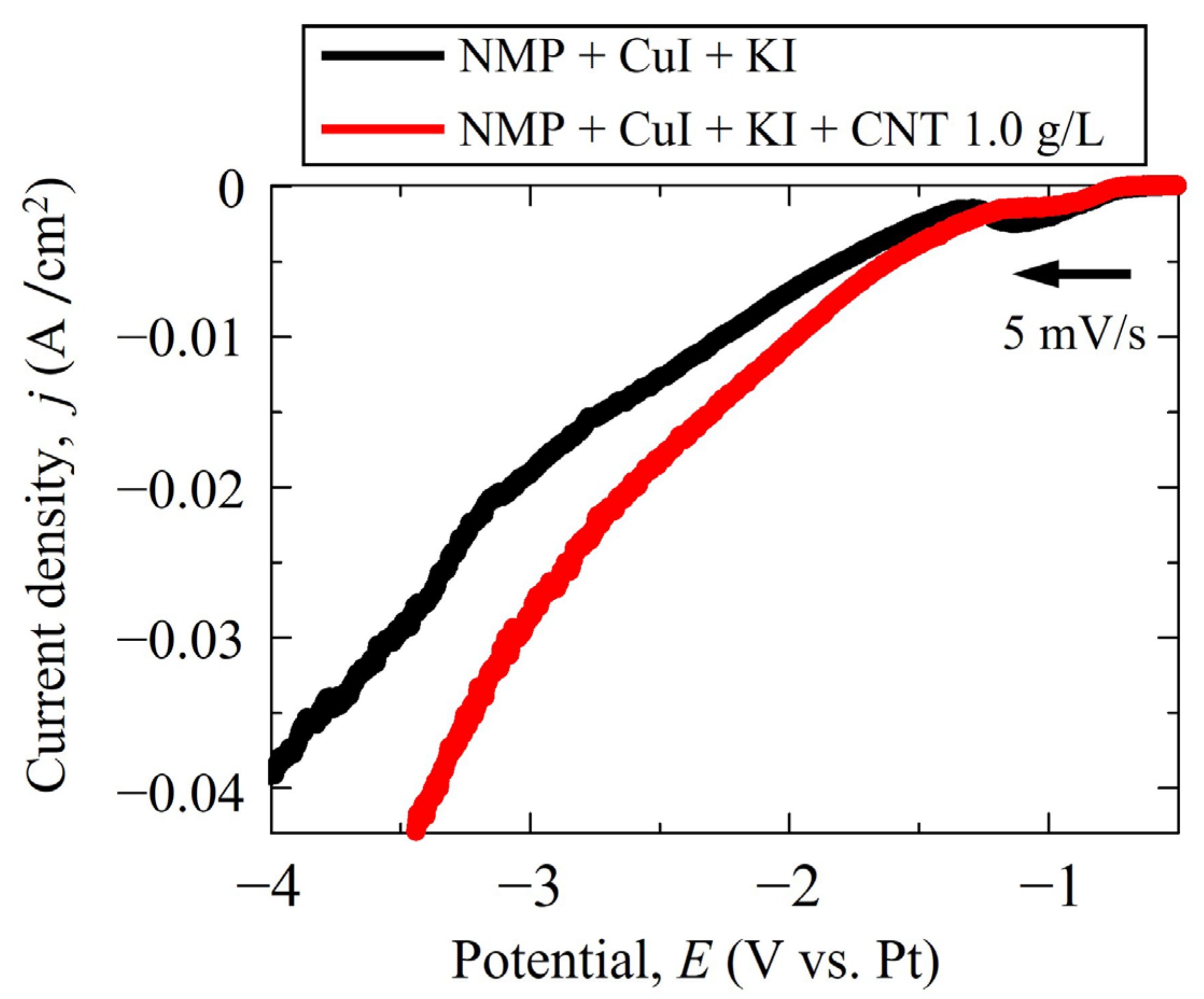
3.2. Electrodeposition of Cu and Cu/CNTs Composite Plating
- (i)
- Increased Cu ion concentration near the cathode surface by adding CNTs.
- (ii)
- Increased conductivity at the cathode surface by adsorbed highly-conductive CNTs.
3.3. Effect of Current Density
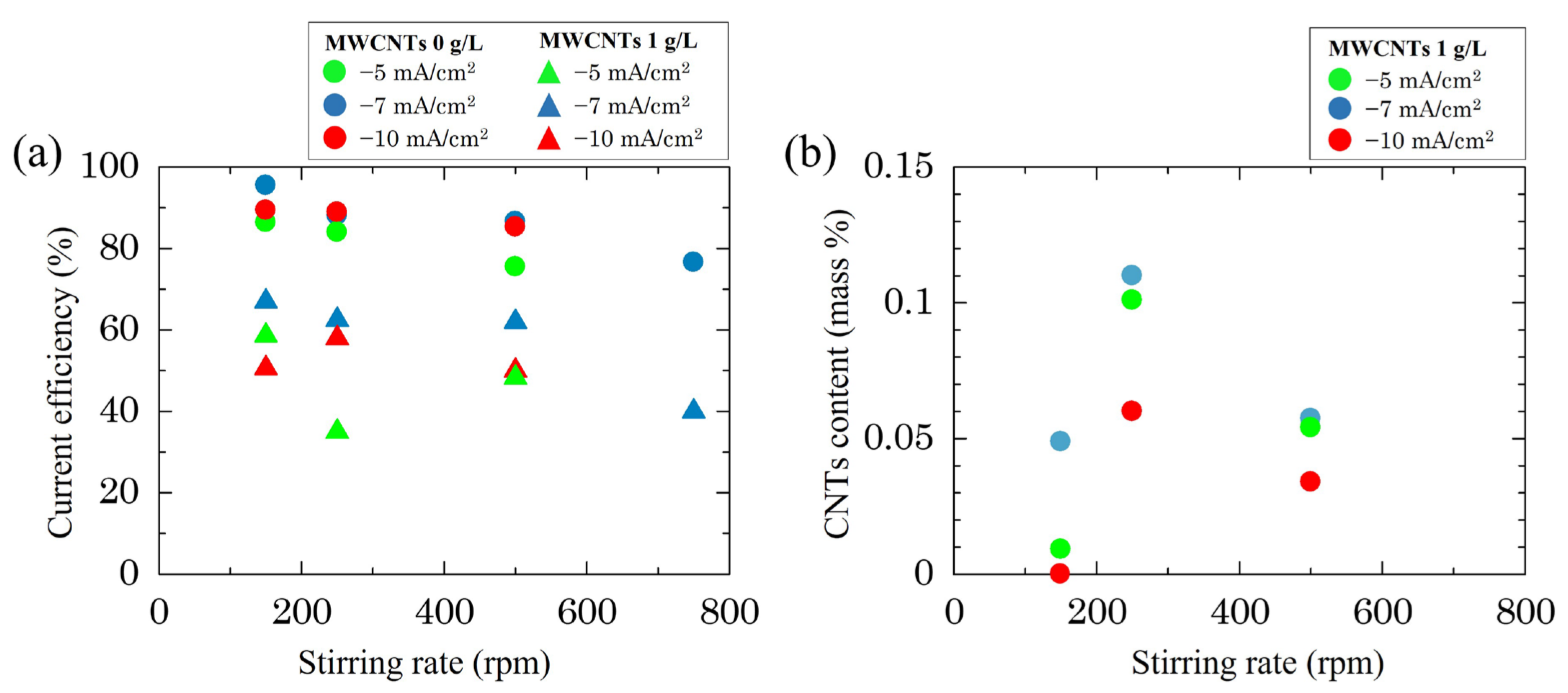
3.4. Effects of Stirring Rate
3.5. Effect of Pulse Electrodeposition
3.6. Anticorrosion Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Qu, X.; Zhang, L.; Wu, M.; Ren, S. Review of metal matrix composites with high thermal conductivity for thermal management applications. Prog. Nat. Sci. Mater. Int. 2011, 21, 189–197. [Google Scholar] [CrossRef]
- Park, J.H.; Hagio, T.; Ichino, R. Improvement in the corrosion resistance of electrodeposited Ni-W alloy by MWCNT co-deposition and prevention of metal-carbon interfacial corrosion by carbide formation. J. Alloys Compd. 2023, 939, 168788. [Google Scholar] [CrossRef]
- Song, G.; Li, S.; Liu, G.; Fu, Q.; Pan, C. Influence of graphene oxide content on the Zn- Gr composite layer prepared by pulse reverse electro-plating. J. Electrochem. Soc. 2018, 165, D501. [Google Scholar] [CrossRef]
- Park, J.H.; Wada, T.; Naruse, Y.; Hagio, T.; Kamimoto, Y.; Ichino, R. Electrodeposition of Ni-W/CNT composite plating and its potential as coating for PEMFC bipolar plate. Coatings 2020, 10, 1095. [Google Scholar] [CrossRef]
- Tao, J.M.; Chen, X.F.; Hong, P.; Yi, J.H. Microstructure and electrical conductivity of laminated Cu/CNT/Cu composites prepared by electrodeposition. J. Alloys Compd. 2017, 717, 232–239. [Google Scholar] [CrossRef]
- Hagio, T.; Park, J.H.; Naruse, Y.; Goto, Y.; Kamimoto, Y.; Ichino, R.; Bessho, T. Electrodeposition of nano-diamond/copper composite platings: Improved interfacial adhesion between diamond and copper via formation of silicon carbide on diamond surface. Surf. Coat. Technol. 2020, 403, 126322. [Google Scholar] [CrossRef]
- Naruse, Y.; Park, J.-H.; Hagio, T.; Kamimoto, Y.; Bessho, T.; Ryoichi, I. Effect of SiC formation temperature on improvement in thermal conductivity of electrodeposited SiC-coated diamond/Cu composite plating. Compos. Interfaces 2021, 29, 256–273. [Google Scholar] [CrossRef]
- Cui, R.; Han, Y.; Zhu, Z.; Chen, B.; Ding, Y.; Zhang, Q.; Wang, Q.; Ma, G.; Pei, F.; Ye, Z. Investigation of the structure and properties of electrodeposited Cu/graphene composite coatings for the electrical contact materials of an ultrahigh voltage circuit breaker. J. Alloys Compd. 2019, 777, 1159–1167. [Google Scholar] [CrossRef]
- Arai, S. Fabrication of metal/carbon nanotube composites by electrochemical deposition. Electrochem 2021, 2, 563–589. [Google Scholar] [CrossRef]
- Yang, Y.L.; Wang, Y.D.; Ren, Y.; He, C.S.; Deng, J.N.; Nan, J.; Chen, J.G.; Zuo, L. Single-walled carbon nanotube-reinforced copper composite coatings prepared by electrodeposition under ultrasonic field. Mater. Lett. 2008, 62, 47–50. [Google Scholar] [CrossRef]
- Kamimoto, Y.; Ohkura, S.; Hagio, T.; Wada, T.; Tanaka, H.; Hara, H.; Deevanhxay, P.; Ichino, R. Nickel–carbon composite plating using a Watts nickel electroplating bath. SN Appl. Sci. 2020, 2, 170. [Google Scholar] [CrossRef]
- Arai, S.; Endo, M. Carbon Nanofiber-Copper Composites Fabricated by Electroplating. Electrochem. Solid-State Lett. 2004, 7, C25. [Google Scholar] [CrossRef]
- Arai, S.; Endo, M. Various carbon nanofiber–copper composite films prepared by electrodeposition. Electrochem. Commun. 2005, 7, 19–22. [Google Scholar] [CrossRef]
- Shimizu, M.; Ogasawara, T.; Ohnuki, T.; Arai, S. Multi-layered copper foil reinforced by co-deposition of single-walled carbon nanotube based on electroplating technique. Mater. Lett. 2020, 261, 126993. [Google Scholar] [CrossRef]
- Li, S.; Song, G.; Zhang, Y.; Fu, Q.; Pan, C. Graphene-reinforced Zn–Ni alloy composite coating on iron substrates by pulsed reverse electrodeposition and its high corrosion resistance. ACS Omega 2021, 6, 13728–13741. [Google Scholar] [CrossRef]
- Xiang, L.; Shen, Q.; Zhang, Y.; Bai, W.; Nie, C. One-step electrodeposited Ni-graphene composite coating with excellent tribological properties. Surf. Coat. Technol. 2019, 373, 38–46. [Google Scholar] [CrossRef]
- Wu, Y.; Sun, Y.; Luo, J.; Cheng, J.; Wang, Y.; Wang, H.; Ding, G. Microstructure of Cu-diamond composites with near-perfect interfaces prepared via electroplating and its thermal properties. Mater. Charact. 2019, 150, 199–206. [Google Scholar] [CrossRef]
- Zhang, Y.; Feng, L.; Qiu, W. Enhancement of the wear resistance of Ni-diamond composite coatings via glycine modification. Diam. Relat. Mater. 2020, 109, 108086. [Google Scholar] [CrossRef]
- Li, B.; Mei, T.; Chu, H.; Wang, J.; Du, S.; Miao, Y.; Zhang, W. Ultrasonic-assisted electrodeposition of Ni/diamond composite coatings and its structure and electrochemical properties. Ultrason. Sonochem. 2021, 73, 105475. [Google Scholar] [CrossRef]
- Ning, D.; Zhang, A.; Wu, H. Enhanced wear performance of Cu-carbon nanotubes composite coatings prepared by jet electrodeposition. Materials 2019, 12, 392. [Google Scholar] [CrossRef]
- Arora, S.; Kumari, N.; Srivastava, C. Microstructure and corrosion behaviour of NiCo-carbon nanotube composite coatings. J. Alloys Compd. 2019, 801, 449–459. [Google Scholar] [CrossRef]
- Arora, S.; Sharma, B.; Srivastava, C. ZnCo-carbon nanotube composite coating with enhanced corrosion resistance behavior. Surf. Coat. Technol. 2020, 398, 126083. [Google Scholar] [CrossRef]
- Rekha, M.Y.; Kamboj, A.; Srivastava, C. Electrochemical behavior of SnNi-graphene oxide composite coatings. Thin Solid Film. 2018, 653, 82–92. [Google Scholar] [CrossRef]
- Arora, S.; Srivastava, C. Microstructure and corrosion properties of NiCo-graphene oxide composite coatings. Thin Solid Film. 2019, 677, 45–54. [Google Scholar] [CrossRef]
- Li, D.; Xue, J.; Zuo, T.; Gao, Z.; Xiao, L.; Han, L.; Li, S.; Yang, Y. Copper/functionalized-carbon nanotubes composite films with ultrahigh electrical conductivity prepared by pulse reverse electrodeposition. J. Mater. Sci. Mater. Electron. 2020, 31, 14184–14191. [Google Scholar] [CrossRef]
- Feng, Y.; McGuire, G.E.; Shenderova, O.A.; Ke, H.; Burkett, S.L. Fabrication of copper/carbon nanotube composite thin films by periodic pulse reverse electroplating using nanodiamond as a dispersing agent. Thin Solid Film. 2016, 615, 116–121. [Google Scholar] [CrossRef]
- Arai, S.; Fukuoka, R. A carbon nanotube-reinforced noble tin anode structure for lithium-ion batteries. J. Appl. Electrochem. 2016, 46, 331–338. [Google Scholar] [CrossRef]
- Shimizu, M.; Ohnuki, T.; Ogasawara, T.; Banno, T.; Arai, S. Electrodeposited Cu/MWCNT composite-film: A potential current collector of silicon-based negative-electrodes for Li-Ion batteries. RSC Adv. 2019, 9, 21939. [Google Scholar] [CrossRef]
- Chen, X.; Tao, J.; Yi, J.; Li, C.; Bao, R.; Liu, Y.; You, X.; Tan, S. Balancing the strength and ductility of carbon nanotubes reinforced copper matrix composites with microlaminated structure and interdiffusion interface. Mater. Sci. Eng. A 2018, 712, 790–793. [Google Scholar] [CrossRef]
- Zhou, M.; Mai, Y.; Ling, H.; Chen, F.; Lian, W.; Jie, X. Electrodeposition of CNTs/copper composite coatings with enhanced tribological performance from a low concentration CNTs colloidal solution. Mater. Res. Bull. 2018, 97, 537–543. [Google Scholar] [CrossRef]
- Arai, S.; Saito, T.; Endo, M. Cu–MWCNT composite films fabricated by electrodeposition. J. Electrochem. Soc. 2010, 157, D147–D153. [Google Scholar] [CrossRef]
- Arai, S.; Suwa, Y.; Endo, M. Cu/Multiwalled carbon nanotube composite films fabricated by pulse-reverse electrodeposition. J. Electrochem. Soc. 2011, 158, D49–D53. [Google Scholar] [CrossRef]
- Arai, S.; Kato, A. Mechanism for codeposition of multiwalled carbon nanotubes with copper from acid copper sulfate bath. J. Electrochem. Soc. 2013, 160, D380–D385. [Google Scholar] [CrossRef]
- Fu, S.; Chen, X.; Liu, P.; Liu, W.; Liu, P.; Zhang, K.; Chen, H. Electrodeposition and properties of composites consisting of carbon nanotubes and copper. J. Mater. Eng. Perform. 2018, 27, 5511–5517. [Google Scholar] [CrossRef]
- Wang, M.; Yang, X.; Tao, J.; Bub, Y.; Liu, Y.; Pu, Z.; Yi, Y. Achieving high ductility in layered carbon nanotube/copper composite prepared by composite electrodeposition. Diam. Relat. Mater. 2020, 108, 107992. [Google Scholar] [CrossRef]
- Aliyu, A.; Srivastava, C. Correlation between growth texture, crystallite size, lattice strain and corrosion behavior of copper-carbon nanotube composite coatings. Surf. Coat. Technol. 2021, 405, 126596. [Google Scholar] [CrossRef]
- Qin, X.; Liu, J.; Wang, F.; Ji, J. Effect of multi-walled carbon nanotubes as second phase on the copper electrochemical reduction behavior for fabricating their nanostructured composite films. J. Electroanal. Chem. 2011, 651, 233–236. [Google Scholar] [CrossRef]
- Zheng, L.; Sun, J.; Chen, Q. Carbon nanotubes reinforced copper composite with uniform CNT distribution and high yield of fabrication. Micro. Nano. Lett. 2017, 12, 722–725. [Google Scholar] [CrossRef]
- Pech-Rodríguez, W.J.; Rocha-Rangel, E.; Calles-Arriaga, C.A.; Vargas-Gutiérrez, G.; Rodríguez-Varela, F.J. Study of the electrophoretic deposition copper–carbon nanotubes composite coatings in deep eutectic solvent using a Taguchi experimental design approach. Adv. Appl. Ceram. 2018, 117, 461–467. [Google Scholar] [CrossRef]
- Ausman, K.D.; Piner, R.; Lourie, O.; Ruoff, R.S.; Korobov, M. Organic solvent dispersions of single-walled carbon nanotubes: Toward solutions of pristine nanotubes. J. Phys. Chem. B 2000, 104, 8911–8915. [Google Scholar] [CrossRef]
- Lou, J.; Zhan, Y. Single-Crystalline Metal Nanorings and Methods for Synthesis Thereof. U.S. Patent 8,460,428 B2, 11 June 2013. [Google Scholar]
- Stafiej, A.; Pyrzynska, K. Adsorption of heavy metal ions with carbon nanotubes. Sep. Purif. Technol. 2007, 58, 49–52. [Google Scholar] [CrossRef]
- Park, J.H.; Hagio, T.; Kamimoto, Y.; Ichino, R. Electrodeposition of a Novel Ternary Fe–W–Zn Alloy: Tuning Corrosion Properties of Fe–W Based Alloys by Zn Addition. J. Electrochem. Soc. 2020, 167, 132508. [Google Scholar] [CrossRef]
- Wang, X.; Chou, C.C.; Lee, J.W.; Wu, R.; Chang, H.Y.; Ding, Y. Preparation and investigation of diamond-incorporated copper coatings on a brass substrate by composite electrodeposition. Surf. Coat. Technol. 2020, 386, 125508. [Google Scholar] [CrossRef]
- Gou, R.; Park, J.H.; Yamashita, S.; Hagio, T.; Ichono, R.; Kita, H. Aluminum Electrodeposition on the Surface of Boron Carbide Ceramics by Use EMIC–AlCl3 Ions Liquid. Coatings 2022, 12, 1535. [Google Scholar] [CrossRef]
- Fan, Y.; He, Y.; Luo, P.; Shi, T.; Li, H. Pulse Current Electrodeposition and Characterization of Ni-W-MWCNTs Nanocomposite Coatings. J. Electrochem. Soc. 2015, 162, D270–D274. [Google Scholar] [CrossRef]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Current Density [mA/cm2] | MWCNT Content [wt%] | Current Efficiency [%] |
|---|---|---|
| Cu platings | ||
| −20 | - | 70 |
| −30 | - | 76 |
| −50 | - | 77 |
| Cu/CNT composite platings | ||
| −20 | 0.09 | 52 |
| −30 | 0.22 | 26 |
| −50 | Below detection limit | 45 |
| Specimens | Ecorr (mV) | Icorr (μA/cm2) | βa (mV) | βc (mV) |
|---|---|---|---|---|
| Cu plating | −402 | 59.7 | 96.2 | 48.2 |
| Cu/CNT plating | −393 | 29.6 | 85.1 | 42.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Park, J.-H.; Fujita, Y.; Hagio, T.; Phouthavong, V.; Kamimoto, Y.; Bessho, T.; Ichino, R. Preliminary Study on Electrodeposition of Copper Platings and Codeposition of Carbon Nanotubes from Organic Solvent. Coatings 2023, 13, 802. https://doi.org/10.3390/coatings13040802
Park J-H, Fujita Y, Hagio T, Phouthavong V, Kamimoto Y, Bessho T, Ichino R. Preliminary Study on Electrodeposition of Copper Platings and Codeposition of Carbon Nanotubes from Organic Solvent. Coatings. 2023; 13(4):802. https://doi.org/10.3390/coatings13040802
Chicago/Turabian StylePark, Jae-Hyeok, Yusei Fujita, Takeshi Hagio, Vanpaseuth Phouthavong, Yuki Kamimoto, Takeshi Bessho, and Ryoichi Ichino. 2023. "Preliminary Study on Electrodeposition of Copper Platings and Codeposition of Carbon Nanotubes from Organic Solvent" Coatings 13, no. 4: 802. https://doi.org/10.3390/coatings13040802
APA StylePark, J. -H., Fujita, Y., Hagio, T., Phouthavong, V., Kamimoto, Y., Bessho, T., & Ichino, R. (2023). Preliminary Study on Electrodeposition of Copper Platings and Codeposition of Carbon Nanotubes from Organic Solvent. Coatings, 13(4), 802. https://doi.org/10.3390/coatings13040802