

Effect Analysis of Process Parameters on Geometric Dimensions during Belt-Heated Incremental Sheet Forming of AA2024 Aluminum Alloy

 ,
,
Abstract
:1. Introduction
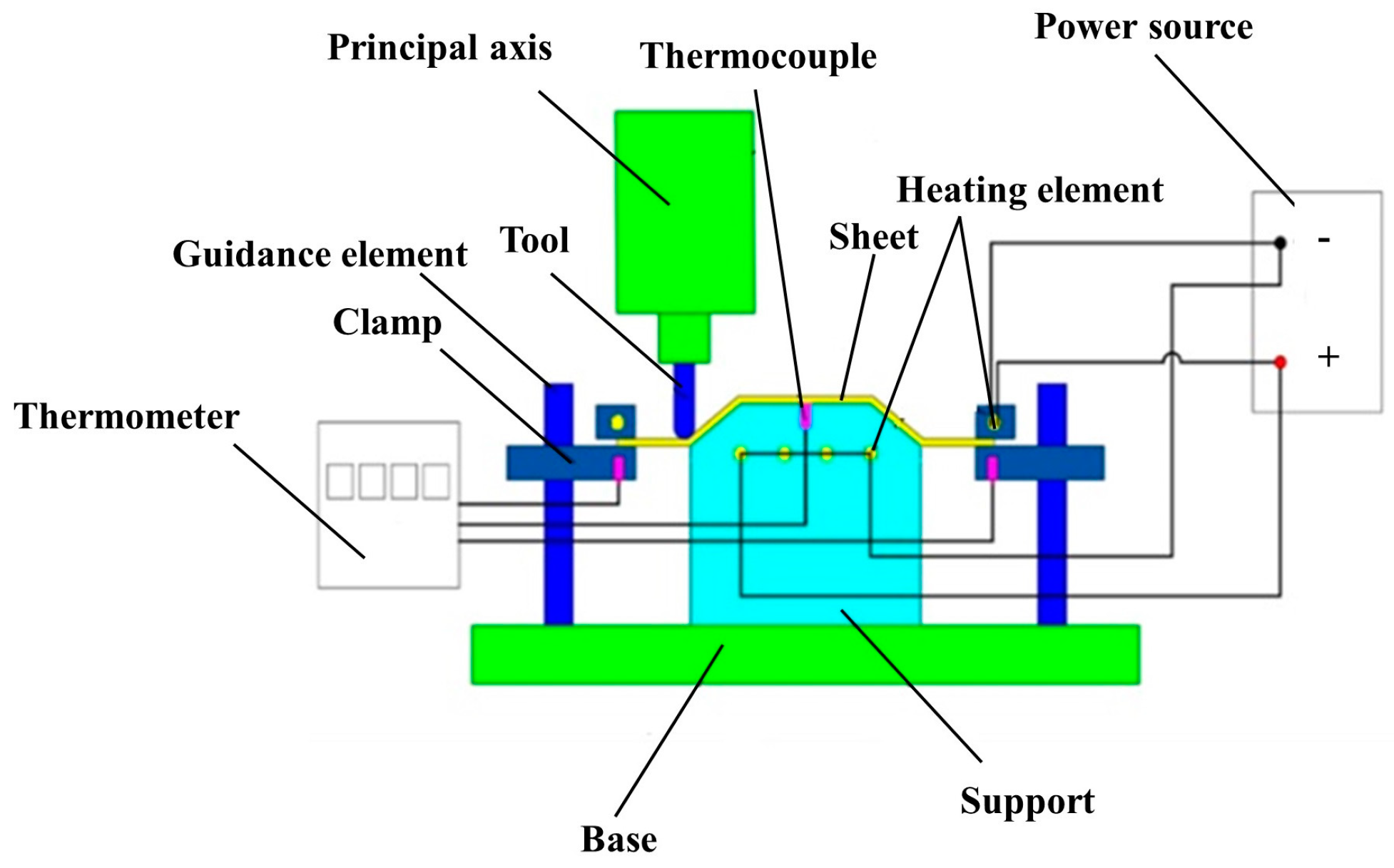
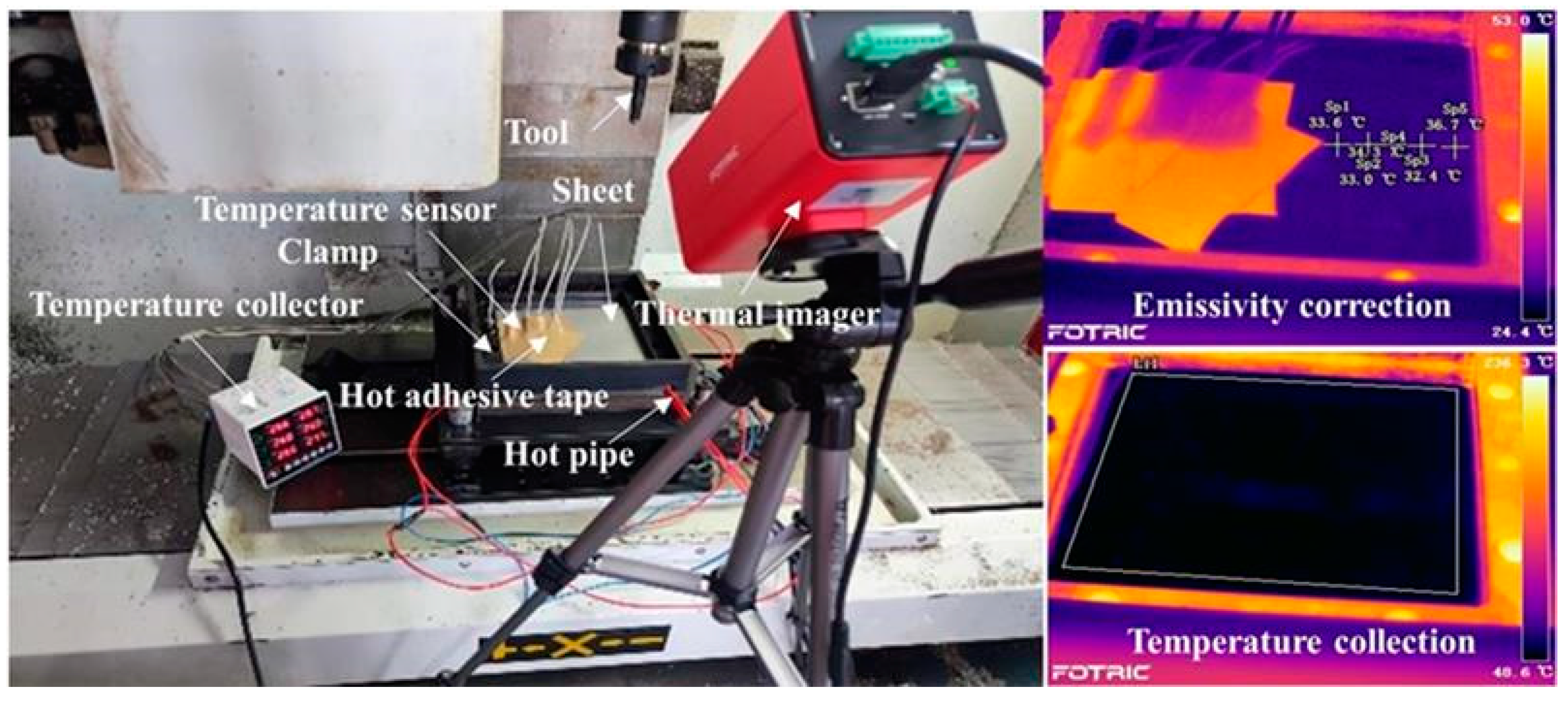
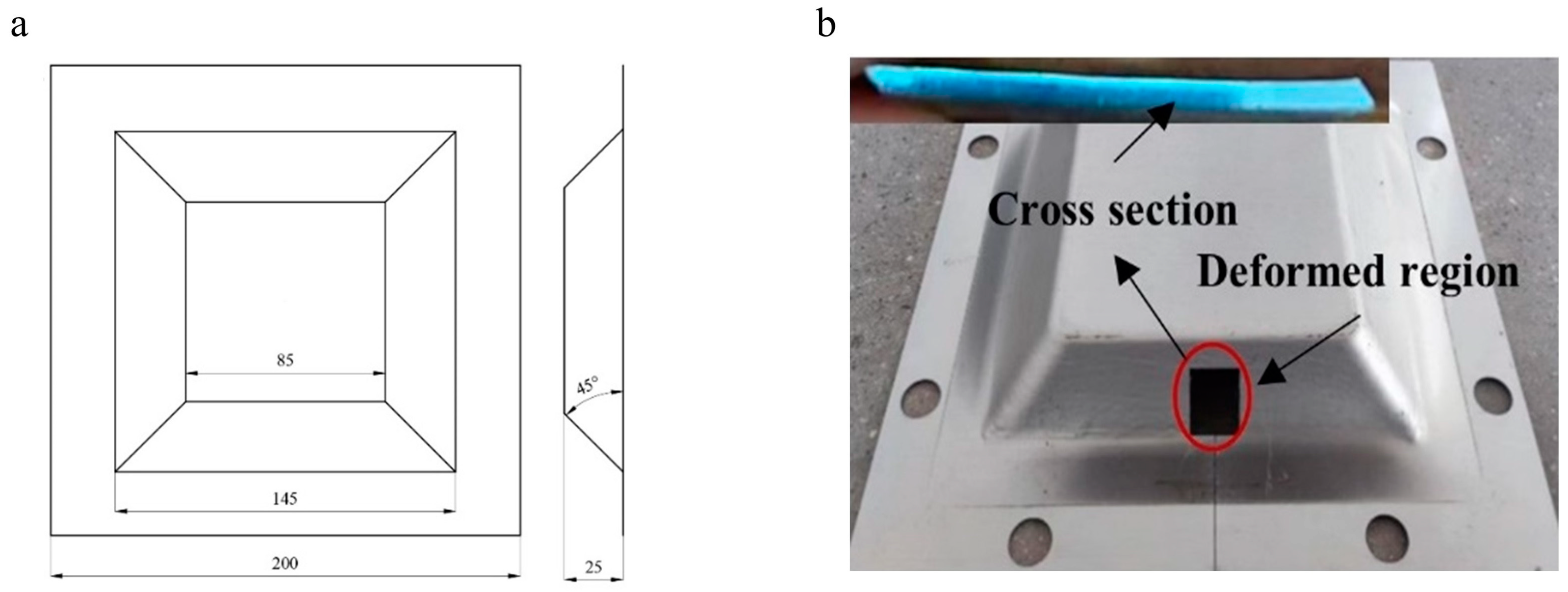
2. Materials and Methods
3. Results and Discussion
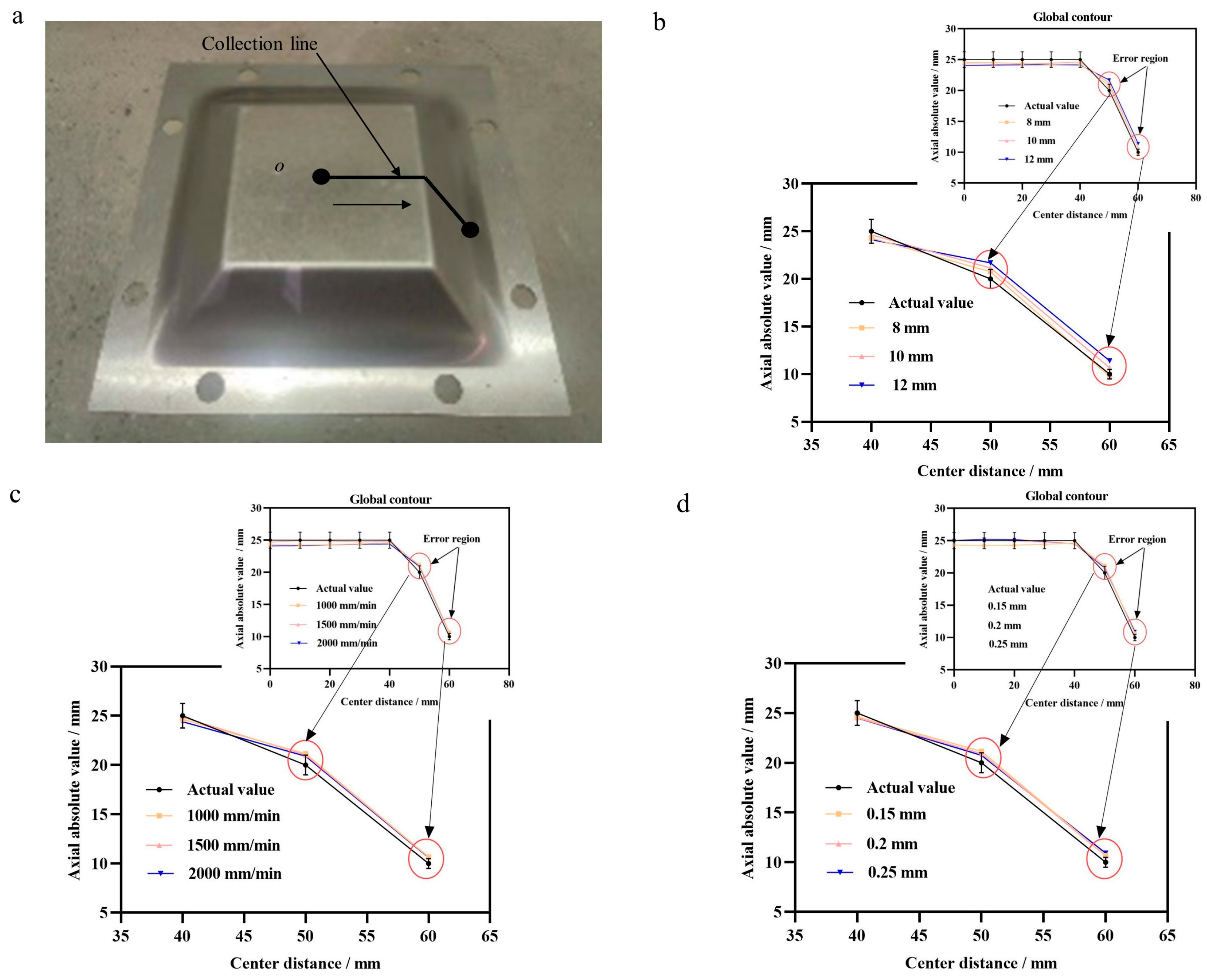
3.1. Effect of Process Parameters
3.2. Analysis of Dislocation Density
3.3. Analysis of Microscopic Morphology
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Allwood, J.M.; King, G.P.F.; Duflou, J. A structured search for applications of the incremental sheet-forming process by product segmentation. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2005, 219, 239–244. [Google Scholar] [CrossRef]
- Allwood, J.M.; Braun, D.; Music, O. The effect of partially cut-out blanks on geometric accuracy in incremental sheet forming. J. Mater. Process. Technol. 2010, 210, 1501–1510. [Google Scholar] [CrossRef]
- Echrif, S.B.M.; Hrairi, M. Research and progress in incremental sheet forming processes. Mater. Manuf. Process. 2011, 26, 1404–1414. [Google Scholar] [CrossRef]
- Li, Z.; He, S.; An, Z.; Gao, Z.; Lu, S. Multi-Objective Optimization of Dimensional Accuracy in Electric Hot Incremental Sheet Forming. Coatings 2023, 13, 923. [Google Scholar] [CrossRef]
- Ambrogio, G.; Palumbo, G.; Sgambitterra, E. Experimental investigation of the mechanical performances of titanium cranial prostheses manufactured by super plastic forming and single-point incremental sheet forming. Int. J. Adv. Manuf. Technol. 2018, 98, 1489–1503. [Google Scholar] [CrossRef]
- Lu, H.; Kearney, M.; Li, Y.; Meehan, P. Model predictive control of incremental sheet forming for geometric accuracy improvement. Int. J. Adv. Manuf. Technol. 2016, 82, 1781–1794. [Google Scholar] [CrossRef]
- Lu, H.; Kearney, M.; Liu, S.; Daniel William, J.T.; Meehan Paul, A. Two directional toolpath correction in single-point incremental sheet forming using model predictive control. Int. J. Adv. Manuf. Technol. 2016, 91, 91–106. [Google Scholar] [CrossRef]
- Ambrogio, G.; Gagliardi, F.; Filice, L. Robust design of incremental sheet forming by Taguchi’s method. Procedia CIRP 2013, 12, 270–275. [Google Scholar] [CrossRef]
- Wang, H.; Duncan, S. Optimization of tool trajectory for incremental sheet forming using closed loop control. In Proceedings of the IEEE International Conference on Automation Science and Engineering, Trieste, Italy, 24–27 August 2011; pp. 779–784. [Google Scholar]
- Zhu, H.; Han, F.; Liu, Y. The effect of the extrusion direction on the incremental sheet forming quality considering tool deformation. Int. J. Adv. Manuf. Technol. 2018, 97, 1835–1846. [Google Scholar] [CrossRef]
- Mohammadi, A.; Vanhove, H.; Van Bael, A.; Seefeldt, M.; Duflou, J.R. Effect of laser transformation hardening on the accuracy of SPIF formed parts. J. Manuf. Sci. E-T ASME 2016, 139, 011007. [Google Scholar] [CrossRef]
- Zhang, S.; Kang, H.; Jiang, X.; Tang, G.; Qu, J. Experimental Investigation on Warm Incremental Sheet Forming Assisted with Oil Bath Heating. Lect. Notes Mech. Eng. 2021, 5036, 29–39. [Google Scholar]
- Li, W.; Attallah, M.M.; Essa, K. Heat-Assisted Incremental Sheet Forming for High-Strength Materials-A Review. Int. J. Adv. Manuf. Technol. 2022, 105, 2865–2881. [Google Scholar] [CrossRef]
- Li, Z.; Lu, S.; Zhang, T.; Zhang, C.; Mao, Z. Electric assistance hot incremental sheet forming: An integral heating design. Int. J. Adv. Manuf. Technol. 2018, 96, 3209–3215. [Google Scholar] [CrossRef]
- Fan, G.; Gao, L. Mechanical property of Ti-6Al-4V sheet in one-sided electric hot incremental sheet forming. Int. J. Adv. Manuf. Technol. 2014, 72, 989–994. [Google Scholar] [CrossRef]
- Ambrogio, G.; Filice, L.; Gagliardi, F. Formability of lightweight alloys by hot incremental sheet forming. Mater. Design. 2012, 34, 501–508. [Google Scholar] [CrossRef]
- Ullah, S.; Li, X.; Xu, P.; Li, Y.; Han, K.; Li, D. A Toolpath Strategy for Improving Geometric Accuracy in Double-Sided Incremental Sheet Forming. Chin. J. Aeronaut. 2021, 34, 2154–2165. [Google Scholar] [CrossRef]
- Ao, D.; Gao, J.; Chu, X.; Lin, S.; Lin, J. Formability and deformation mechanism of Ti-6Al-4V sheet under electropulsing assisted incremental sheet forming. Int. J. Solids. Struct. 2020, 202, 357–367. [Google Scholar] [CrossRef]
- Badreddine, S.; Giraud, M.L.; Abel, C.; Rachid, N. Experimental and numerical study on warm single-point incremental sheet forming (WSPIF) of titanium alloy Ti-6Al-4V, using cartridge heaters. J. Braz. Soc. Mech. Sci. 2020, 42, 534. [Google Scholar]
- Xu, C.; Li, Y.; Wang, Z.; Cheng, Z.; Liu, F. The influence of self-lubricating coating during incremental sheet forming of TA1 sheet. Int. J. Adv. Manuf. Technol. 2020, 110, 2465–2477. [Google Scholar] [CrossRef]
- Li, Z.; Gao, Z.; An, Z.; Sun, Y.; Wu, B.; Zhai, Y. A novel temperature model of regions formed during the preheating stage of belt heating in incremental sheet forming. Trans. FAMENA 2023, 47, 4. [Google Scholar] [CrossRef]
- Mohanraj, R.; Elangovan, S. Thermal modeling and experimental investigation on the influences of the process parameters on warm incremental sheet metal forming of titanium grade 2 using electric heating technique. Int. J. Adv. Manuf. Technol. 2020, 110, 255–274. [Google Scholar] [CrossRef]
- Wu, R.; Li, M.; Liu, X.; Sheng, C.; Chen, J. Characterization of material flow in friction stir-assisted incremental sheet forming with synchronous bonding of dissimilar sheet metals. Int. J. Adv. Manuf. Technol. 2020, 109, 2523–2534. [Google Scholar] [CrossRef]
- Veera, A.C. Parameter optimization in incremental sheet forming of titanium alloy material. Trans. Indian. Inst. Met. 2020, 73, 2403–2413. [Google Scholar]
- Low, D.W.W.; Chaudhari, A.; Kumar, D.; Kumar, A.S. Convolutional neural networks for prediction of geometrical errors in incremental sheet metal forming. J. Intell. Manuf. 2022, 34, 2373–2386. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Al | Si | Fe | Cu | Mn | Mg | Cr | Zn | Ti |
|---|---|---|---|---|---|---|---|---|
| Balanced | 0.5 | 0.5 | 3.8 | 0.3 | 1.2 | 0.1 | 0.25 | 0.15 |
| Number | Tool Diameter (mm) | Feed Rate (mm/min) | Step Down (mm) |
|---|---|---|---|
| 1 | 8 | 1000 | 0.15 |
| 2 | 10 | 1000 | 0.15 |
| 3 | 12 | 1000 | 0.15 |
| 4 | 10 | 1500 | 0.15 |
| 5 | 10 | 2000 | 0.15 |
| 6 | 10 | 1500 | 0.2 |
| 7 | 10 | 1500 | 0.25 |
| Number | Average Error (mm) | Maximum Error (mm) | Maximum Error Percentage (%) |
|---|---|---|---|
| 1 | 0.567 | 0.77 | 3.85 |
| 2 | 0.737 | 1.16 | 5.8 |
| 3 | 1.323 | 1.7 | 8.5 |
| 4 | 0.603 | 1.03 | 5.15 |
| 5 | 0.707 | 0.9 | 4.5 |
| 6 | 0.683 | 0.93 | 4.65 |
| 7 | 0.733 | 0.93 | 9.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Li, Z.; Gao, Z.; An, Z.; Lin, H.; Sun, P.; Ren, Z.; Qiao, Z.; Zhang, Y.; Jia, Y. Effect Analysis of Process Parameters on Geometric Dimensions during Belt-Heated Incremental Sheet Forming of AA2024 Aluminum Alloy. Coatings 2024, 14, 889. https://doi.org/10.3390/coatings14070889
Li Z, Gao Z, An Z, Lin H, Sun P, Ren Z, Qiao Z, Zhang Y, Jia Y. Effect Analysis of Process Parameters on Geometric Dimensions during Belt-Heated Incremental Sheet Forming of AA2024 Aluminum Alloy. Coatings. 2024; 14(7):889. https://doi.org/10.3390/coatings14070889
Chicago/Turabian StyleLi, Zhengfang, Zhengyuan Gao, Zhiguo An, Han Lin, Pengfei Sun, Zhong Ren, Zhengyang Qiao, Yuhang Zhang, and Youdong Jia. 2024. "Effect Analysis of Process Parameters on Geometric Dimensions during Belt-Heated Incremental Sheet Forming of AA2024 Aluminum Alloy" Coatings 14, no. 7: 889. https://doi.org/10.3390/coatings14070889