1. Introduction
China is not only a major country in the use of pesticides, it is also a producer [
1], with a total production of 2.491 million tons of pesticide in 2017. However, an unintended consequence is that this pesticide production also produces considerable multi-component wastes such as liquid and solid wastes. Liquid and solid wastes generated during pesticide production are hazardous wastes [
2]. Solid wastes produced by pesticides are the residual sludge of biochemical systems, semi-solid pentylamine and aniline, viscous kettle residue, waste packaging materials and activated carbon. Meanwhile, pesticide liquid wastes have a high chemical oxygen demand, high salt content and high toxicity [
3]. Their characteristics of complex sources, wide variety and difficult degradability of waste lead to great difficulty in hazardous waste disposal. If disposed improperly, these hazardous wastes are harmful to the environment. Therefore, the disposal of liquid and solid wastes in pesticide production is still a difficulty and hot spot of waste disposal at present.
Common disposed methods include landfilling, physical disposed processes, biological conversion technologies, and incineration. Landfills contain pollutants that can also cause groundwater pollution [
4]. Physical processing can only simplify the separation of different components of hazardous wastes [
5]. Bioconversion technology can only convert biodegradable waste into high quality products, a process which has limitations [
6]. It has been reported that incineration is an advanced choice in comparison with other disposed methods. The main purpose of incineration is to disposal of hazardous wastes while minimizing environmental impact and recovering energy. Incineration is an effective means of realizing harmlessness, reduction and resource utilization [
7,
8,
9].
On the marketisation level, the high-temperature incineration method for solid wastes is the main disposal method [
10,
11]. However, the incineration of liquid wastes in combustion plants is not common, and only a few cases have been reported. In liquid waste combustion, inorganic salts in waste liquor will melt at a high temperature, which will aggravate the denudation of refractories and the slagging of ash on the wall. The acid gas produced by incineration not only pollutes the atmosphere but also reduces the dew point of flue gas, which causes corrosion and ash accumulation in the furnace. When the viscosity of liquid wastes is high or contains some impurities, the liquid wastes need to be filtered to remove such impurities. Hence, waste liquid incineration has the problems of high cost and low profit [
12,
13].
In recent years, the disposal method of co-incineration of hazardous waste has been paid increasing attention. The co-incineration of solid wastes and sewage has been intensively applied in many countries. Wang [
14] assessed the environmental impacts of the sewage treatment scheme. Their results showed that the co-incineration of sewage and municipal solid waste is beneficial to reduce greenhouse gas emissions. Hu [
15] analyzed the combustion characteristics of municipal solid waste, paper mill sludge and their mixture. When the mixing ratio of sludge was less than 30%, there was a significant synergistic effect in co-incineration. Lin [
16] simulated the conditions of the co-incineration of municipal solid waste and sewage in an incinerator. The simulation results showed that the hybrid fuel could be completely burned to meet pollutant emission standards. The co-incineration of solid wastes and sewage has been widely used; however, that of solid and liquid wastes has rarely been reported, although it has a good application prospect in the waste disposal of pesticide production.
In comparison with other waste incineration equipment, the advantages of hazardous waste processing in rotary kilns include long residence time, high burning temperature, stable burning state, neutralization of acid waste gas and low cost [
17,
18,
19,
20]. Rotary kiln incinerators are widely used in many large factories as a safe method to disposal of hazardous waste. They are a general furnace for the disposal of solid, liquid, gaseous and complex combustible wastes [
20,
21]. Bujak [
22] treated medical waste through rotary kiln incineration and analyzed environmental, economic and energy aspects. The results showed that the rotary kiln disposal produces significant environmental and economic benefits. Bujak [
23] also introduced the preliminary results of the use of rotary kilns in plastic waste incineration. The actual atmospheric emission from the heat treatment of plastic waste is lower than the current emission standards. Mellmann [
24] predicted the different forms of transverse bed motion in a rotary cylinder to understand particle behavior for efficient industrial production. The theory and technology for treating waste in rotary kilns has matured; however, the co-incineration of mixed multi-component wastes using rotary kilns has rarely been reported.
In the present work, a co-incineration scheme for mixed multi-component wastes in a rotary kiln was proposed for waste disposal from pesticide production. Firstly, the proportion of mixing of solid and liquid wastes was determined, and the elemental composition, calorific value and ash melting point of the mixture were measured. The experiment of co-incineration of solid wastes and liquid wastes was established. The slag was collected at different incineration times, and the slag clinker ignition loss was measured. This study proposes a model method for mixture and diesel oil-assisted combustion, explores these particle motion characteristics, and reveals the combustion interactions of the co-incineration of mixed wastes. The results obtained could help to further understand waste co-incineration. Finally, the rotary kiln and the entire treatment system were reconstructed and commissioned. The co-incineration of multi-component wastes disposal technology in a rotary kiln could realize the harmless treatment of hazardous waste, a process which has better social, environmental, and economic benefits.
5. Engineering Application of Rotary Kiln
The rotary kiln and the entire system have been operated in a pesticide plant in Shandong, China. The incineration system is mainly composed of pretreatment, waste incineration disposal, and a flue gas treatment system.
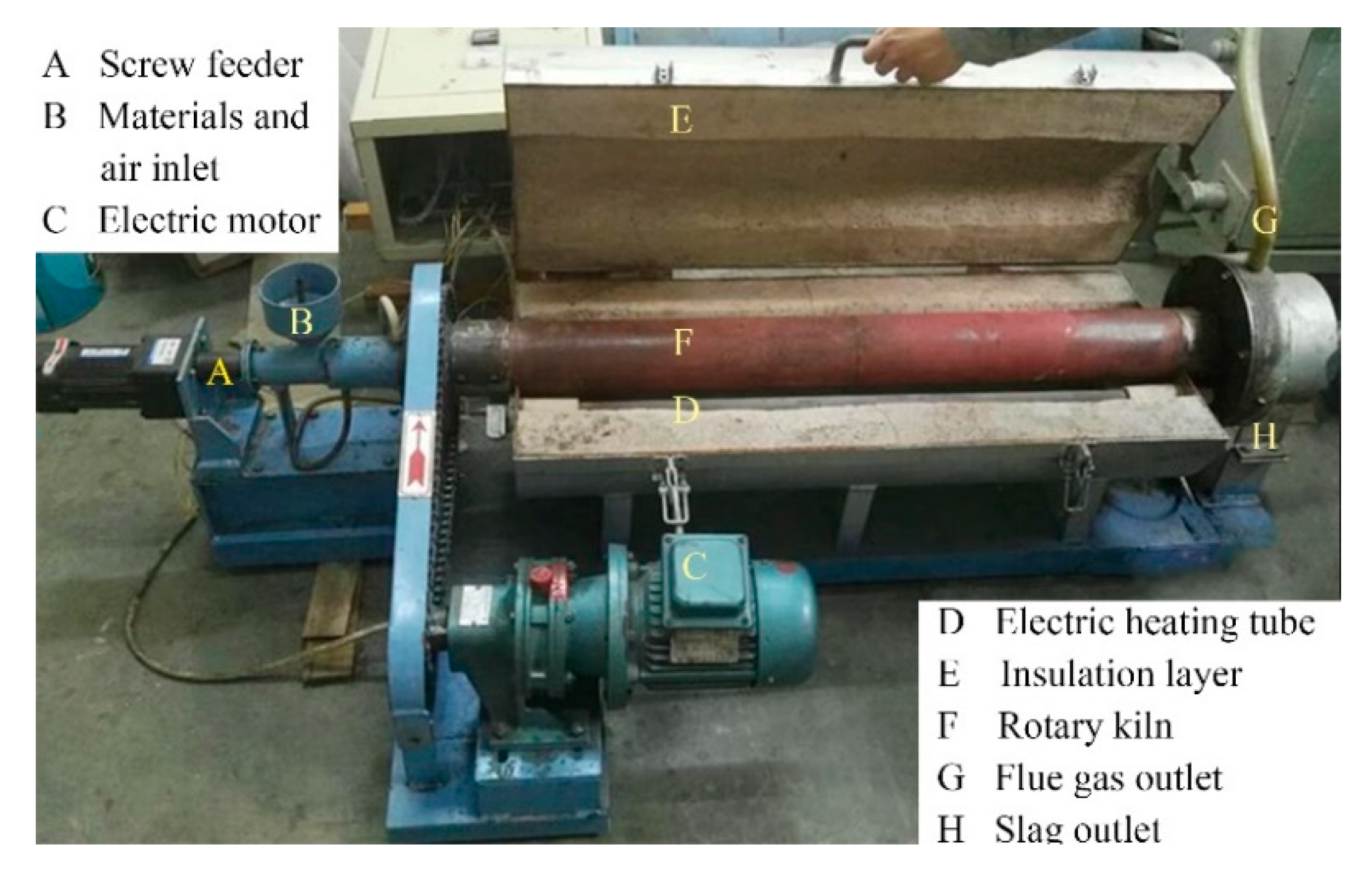
Figure 16 shows the practical engineering application of our rotary kiln.
The incineration disposal disposes the pesticide waste liquid and the solid wastes after pretreatment. Under the continuous rotation of the rotary kiln, the mixed wastes are continuously turned, heated, dried, vaporized and burned in the kiln. The combustion temperature in the rotary kiln is kept at about 850 °C, and the residence time of the wastes in the kiln is more than 1 h. Primary dust removal is performed in high-temperature cyclone separator to reduce the particle content in flue gas produced by combustion. After dust removal, the gas enters the secondary combustion chamber. The gas products of the rotary kiln are mixed with the combustion-supporting air of the secondary combustion chamber, and the unburned combustible gas in the rotary kiln is completely burned to remove the toxic organic component. The combustion temperature of the second combustion chamber reaches 1100 °C, and the residence time of the flue gas in the second combustion chamber is no more than 2 s. The discharged gas enters the flue gas treatment system.
The flue gas treatment system is composed of heat exchanger, air preheater, quench tower, activated carbon and a calcium oxide injection system, baghouse, and wet desulphurization. The flue gas discharged from the second combustion chamber initially enters the heat exchanger and air preheater, which can fully utilize the waste heat of high-temperature flue gas, save energy and reduce consumption. The outlet gas temperature is 500–550 °C. Thereafter, the flue gas enters the quench tower. The high-temperature flue gas contacts directly with the atomized cooling water in the quench tower, and the flue gas temperature drops rapidly to 200 °C within 1 s, thereby avoiding dioxin regeneration. Before the flue gas from the quenching tower enters the baghouse, calcium oxide and activated carbon are sprayed successively into the flue. The calcium oxide is used to neutralize the acidic substances in the flue gas. The activated carbon is used to absorb the heavy metal and dioxins in the flue gas. In the baghouse, the suspended particles in the flue gas are intercepted by the filter bag and discharged in the form of fly ash. The flue gas enters the wet absorption tower of the desulphurization unit and contacts with sprayed limestone slurry droplets. The acid substances in the flue gas are absorbed.
An Atmos FIR Fourier infrared multicomponent gas analyzer was used to measure the concentration of SO
X, NO
X and HCl at the chimney outlet according to GB/T16157-1996. In order to ensure the measurement accuracy, the gas analyzer was calibrated with the target standard gas before measuring. Similarly, automatic smoke sampler with sampling gun was used to measure dust. According to the USA EPA23a method, flue gas sampling was isokinetically collected, and dioxins were preprocessed and measured [
29]. The final flue gas concentration (
Table 5) meets the emission standard of waste incineration.
The main power consumption equipment in the incineration process of the rotary kiln re the screw conveyor, the motor driving device of the rotary kiln, the draft fan, the ignition burner, the secondary burner, the blower, the slag discharging motor, the quench pump, the lye pump and so on. The total power of the power consumption equipment is 98.29 kW. The hourly waste disposal capacity of the rotary kiln is 1000 kg/h. It takes 353 MJ energy to dispose of a ton of waste. The low calorific value of diesel oil is 42 MJ/L. The diesel oil consumption is 200 L/h. The economic cost of the rotary kiln incineration system mainly includes equipment operation cost, diesel fuel cost, and maintenance cost. The rotary kiln works continuously for 10 h. The power consumption of a rotary kiln is 982.9 kWh per day. The diesel oil consumption per day is 2000 L. There are three workers in total. It costs 691 RMB to treat a ton of waste.
6. Conclusions
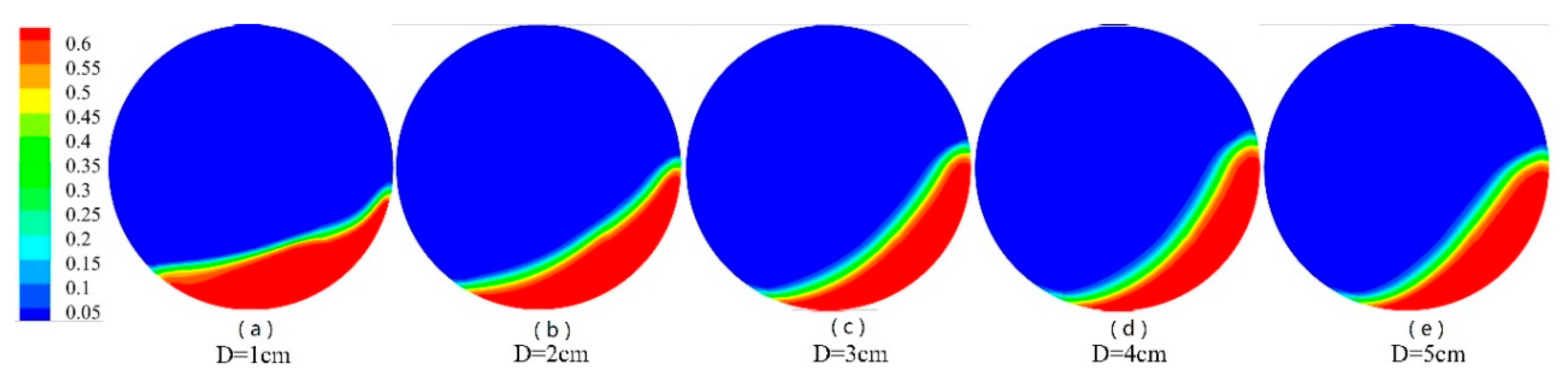
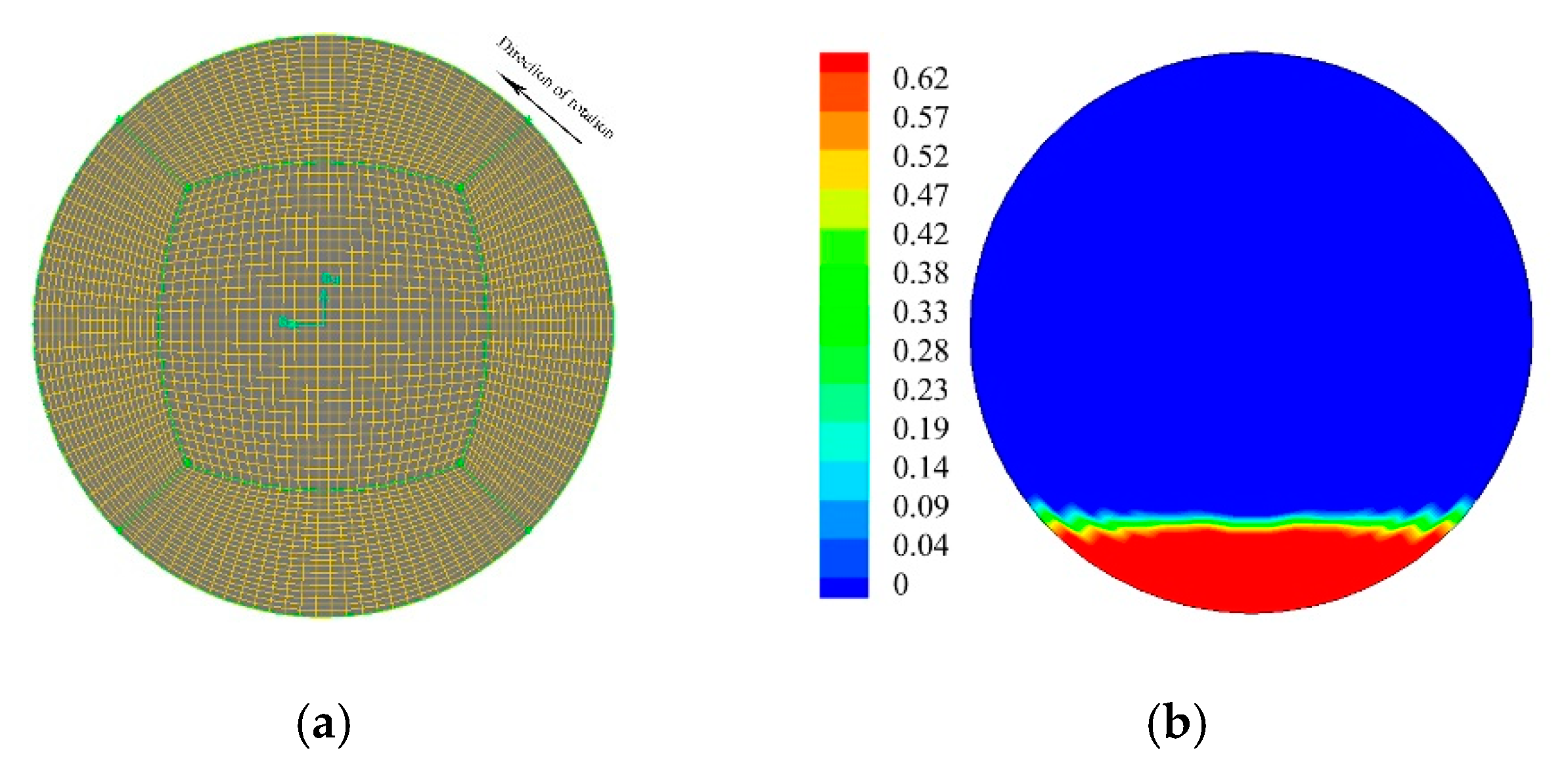
A large amount of liquid and solid wastes generated during pesticide production are urgently needed for disposal. A co-incineration scheme for mixing multi-component wastes in a rotary kiln was proposed for waste disposal from pesticide production. The co-incineration experimental results showed that the residence time of solid and liquid mixtures in the kiln is more than 1 h, and the clinker ignition loss of the slag is less than 5%. Therefore, the co-incineration of solid and liquid wastes is feasible. A numerical study of different particle diameters and different wall rotational speeds was performed to reproduce the configurations of solid flows (i.e., sliding, slumping, rolling, cascading, cataracting, and centrifuging). The rolling or cascading mode was selected as the best operating condition. The numerical simulation revealed the combustion interactions of the co-incineration of mixed wastes, and the results showed that the co-incineration of solid and liquid wastes is feasible by adding auxiliary fuel. The rotary kiln incineration can keep the kiln temperature, mass residue and pollutants within the allowable range. Finally, the rotary kiln incineration process and flue gas treatment process were operated and commissioned. The liquid and solid wastes can be completely burned, and the flue gas concentration after treatment can meet the emission standard of waste incineration.

















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}