1. Introduction
Carbon dioxide and other greenhouse gases that contribute to global warming are not released by renewable energy sources such as sun and wind [
1]. In the power field, composites are of benefit in the wind sector, especially in manufacturing of turbine blades and the use of the finite element method. Finite element analysis is a feasible tool for simulating/predicting how wind, heat, and solar radiation, centrifugal force, and gravitational loading will affect the blades and the ideal geometry for turbine optimization [
2,
3,
4,
5]. A wind turbine blade with a class 1 kW horizontal axis was constructed and investigated by Park [
6]. The wind turbine blade was fabricated using a natural flax fiber composite. The design outcomes of areas of the flax/epoxy composite blade were compared with the layout outcomes of glass/epoxy composite blade. To calculate the structural design of the composite blade, a static finite element analysis was performed. Structural analysis confirms that structural protection, blade tip deflection, structural integrity, resonance, and weight are suitable for the engineered natural fiber reinforced polymer composites.
A selection process for an airfoil and the aerodynamic design of a rotor blade were addressed by Habali and Saleh [
7]. To build the rotor blade, they used glass fiber reinforced plastic (GFRP) and performed a static resistance test to evaluate its load-bearing potential. Sharma and Shukla [
8] studied the impact of carbon nanotubes dispersion and functionalization on the relevant properties of multigrade carbon epoxy composites. With the addition of carbon nanotubes (CNTs) in plastic, Young’s modulus, interlayer shear strength, and flexural modulus improved by 51.46, 39.62, and 38.04%, respectively.
Using finite element analysis, the structural response of a small composite wind turbine blade subjected to gyroscopic load was studied by Costa et al. [
9]. As a case study, a 5 kW small wind turbine blade was used for aerogenesis. A finite element model of the 2.5 m long composite blade was constructed, and the accuracy of its forecasts against experimental data was verified. The predicted results indicated that gyroscopic loading caused the blade to deflect in any direction of the fin and forward sheet, resulting in relatively excessive stresses within the structure of the composite blade.
Ullah et al. [
10] used a comprehensive finite element modeling to simulate structural integrity and failure in composite blades using Ansys software. The outcomes confirmed that the blade was subjected to high compressive force, causing local displacement of the skin. In addition, the analysis outcomes indicated skin–spar debonding due to warping on the adhesive surface. This is the preliminary failure mode that can lead to gradual deterioration of the blade structure.
In terms of the mechanical properties of polymer composites, fibers play a crucial role. They have qualities that are reinforcing [
11,
12,
13]. In each case, however, there are certain properties to be considered. Glass fibers (GFs), carbon fibers (CFs), and aramid fibers (AFs) are the most widely used in the production of wind turbine blades [
14,
15,
16,
17,
18,
19]. Other examples are nylon, polyester (PE), polytetrafluoroethylene (PTFE), jute, flax, and steel fibers, which are used for specific purposes [
4].
In contrast to carbon fibers, glass fibers have a less complex modulus and are usually less costly. They have the advantage of being electrically non-conductive and hence the metallic-based construction frame of the turbine blades, will not produce a galvanic cell over time. In the fiber phase in the matrix, diverse characteristics include combinations of different materials will be durable and able to withstand a range of influences the blade material is exposed to.
In contrast to thermoset matrices, composites with thermoplastic matrices show greater resistance to impact loads [
20]. Thermoplastic composites exhibit ductile modes of failure rather than brittle failure [
21]. Unlike ruptures in thermosets, thermoplastic composites undergo plastic deformation [
22]. The strength of composites strengthened by glass fibers depends on the interface between the glass fibers and the polymers. Due to their high specific strength, impact resistance, infinite shelf life, high strain before failure, and short processing time, glass fiber-reinforced thermoplastic composites are used in many applications [
23]. The physical and chemical properties depend upon the composition. High compatibility makes GF material effective. The compatibility of GF with polymer matrices can be increased by modifying the glass fiber surface or introducing additives in a polymer matrix. However, application of this method is highly cost-dependent. E-glass fibers are preferred in the plastic industry, as they are cheaper than available grades of GFs [
24].
With the application of heat, thermoplastics flow readily [
25,
26,
27]. They are perfect for manufacturing by extrusion or molding injection. It is a complex art to impregnate thermoplastics with fibers. The term “semipreg” is used to explain how thermoplastics are impregnated with fibers. This is because rather than impregnating, the resin acts more like a coating.
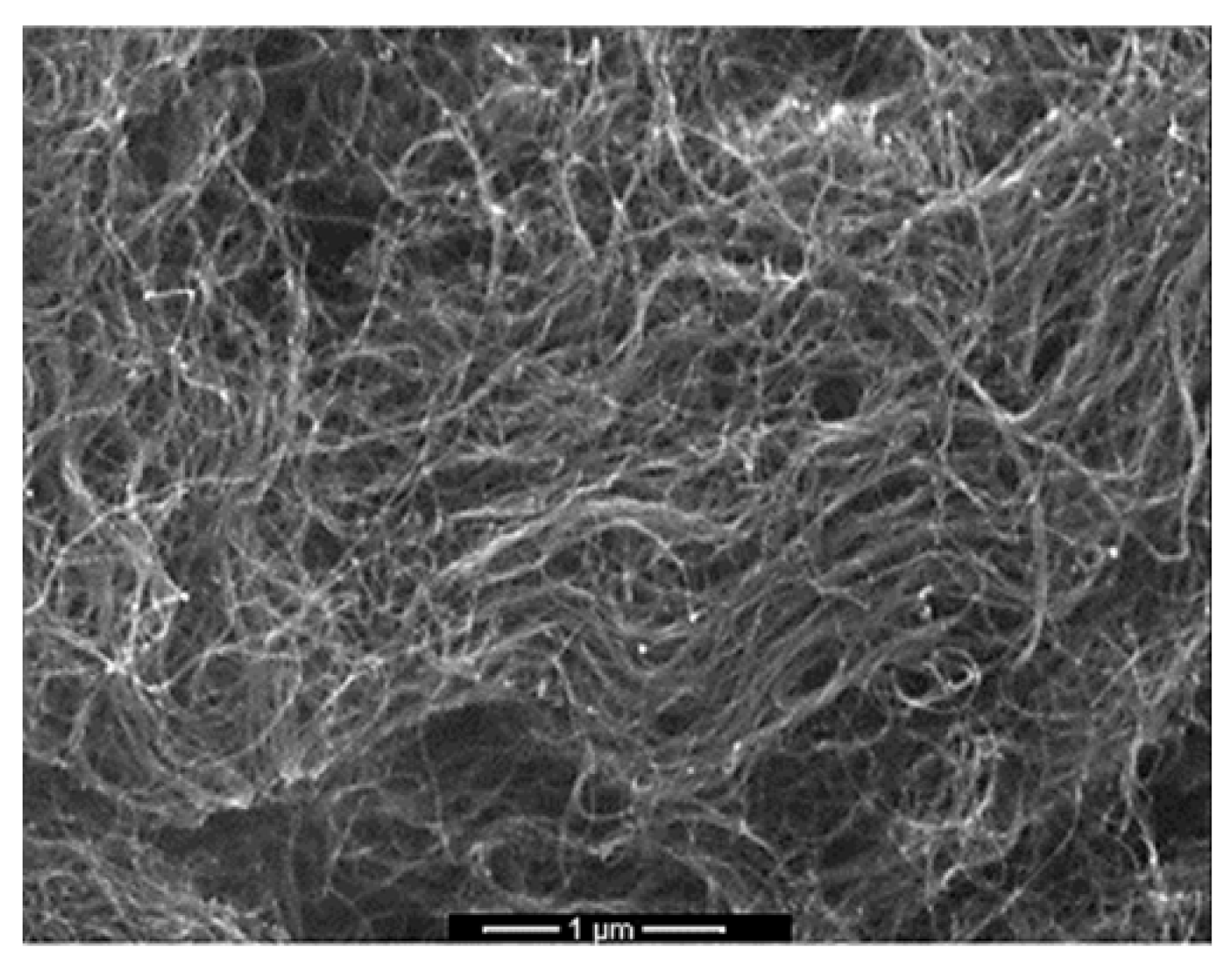
Carbon nanotubes can be used to enhance the mechanical properties of wind blades. However, when processing composites, CNTs tend to aggregate in bundles. The main properties of CNTs are high modulus, on the order of 100 GPa; high tensile strength of approximately 50,000 MPa; and density of 1.33 g/cm
3. Other properties include high electrical conductivity, thermal conductivity, and insensitivity to thermal degradation [
28].
Many factors are involved in the extrusion process to keep reinforcement undamaged, e.g., the loading of reinforcing fibers, the dimensions of the extruder with respect to the barrel, and the heating and opening of the die. High barrel pressure can reduce the tensile strength; however, the orientation of fibers improve with higher injection speed, and thus improve the mechanical properties [
29,
30,
31,
32]. In injection molding, fiber orientation is crucial, as shear forces are present. Usually, orientation is ignored hence strength gained in one direction is not attainable in another direction. Short-chopped fiber, particle whiskers, and particles are common reinforcement tools used in injection molding. In general, the length of reinforcement is not greater than the size of mold gate. The typical length of fibers used in injection molding can be up to 25.4 mm. Fiber length is an important factor in the mechanical properties of a part obtained from injection molding. The average length of short fibers is 0.33 mm, whereas long fibers average 2.9 mm. The higher aspect ratio of long fibers provides superior mechanical properties compared to short fibers [
20].
In a study done by Crowson et al. [
33], neat polypropylene (PP) was compared with 20 wt.% glass fiber-filled PP. Entrance pressure drop was found to increase six times in the presence of glass fibers [
34]. During injection molding processing, fibers are subjected to high stresses in the viscous melt. This causes them to break and deform. By studying fiber behavior under different flow conditions, adjustments can be made to maintain a high aspect ratio. This will enhance the reinforcing capacity of fibers. There is a direct relation between the loading level of glass fiber and the mechanical properties of GF/PP composite. In one study, PP was loaded by 10, 20, 28, and 35 wt.% glass fiber in an injection molding process. It was found that a higher percentage of glass fiber loading resulted in lower reinforcement efficiency [
35].
During polymer melting, fiber is subjected to high shear and bending forces. This makes the bending load more than the failure load, and breakage occurs. Once the critical stress value is reached, the glass fibers break, and natural fibers break by repeated deformation cycles. Initially, reprocessing leads to increased fiber dispersal within the matrix, but repeated reprocessing will cause a loss of mechanical properties.
Excessive reprocessing causes mechanical as well as thermal degradation of matrix and reinforcement. The matrix is degraded by random chain scissions in the polymer chain, which is likely to decrease the molecular weight of the polymer and cause a loss in mechanical properties. In a study on the effect of molecular weight on interfacial properties of GF/PP composites, it was found that recycled PP with lower molecular weight has low viscosity that enables it to penetrate easily. This leads to higher interfacial strength between GF and PP, resulting in more breakage of GF during tensile tests [
36].
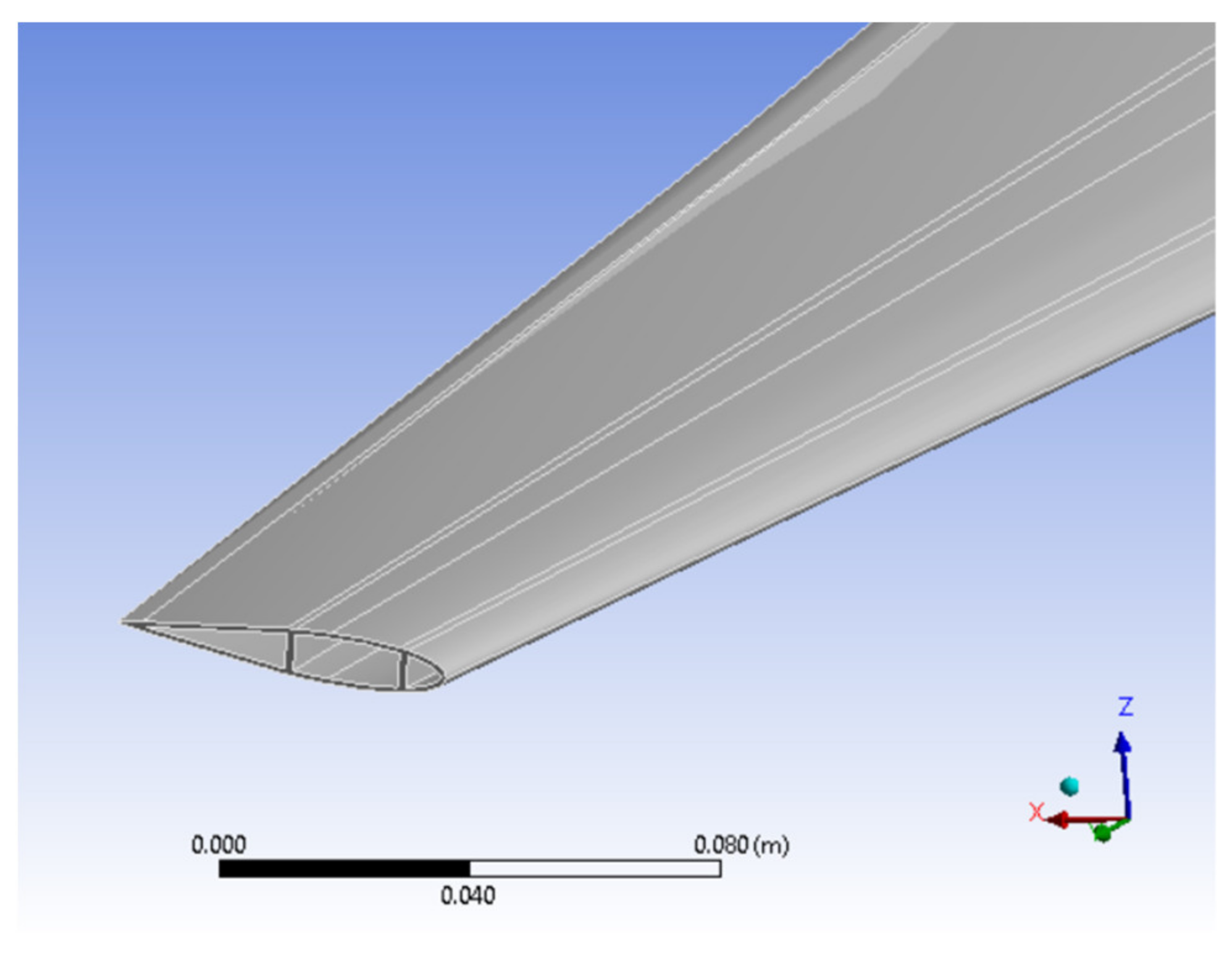
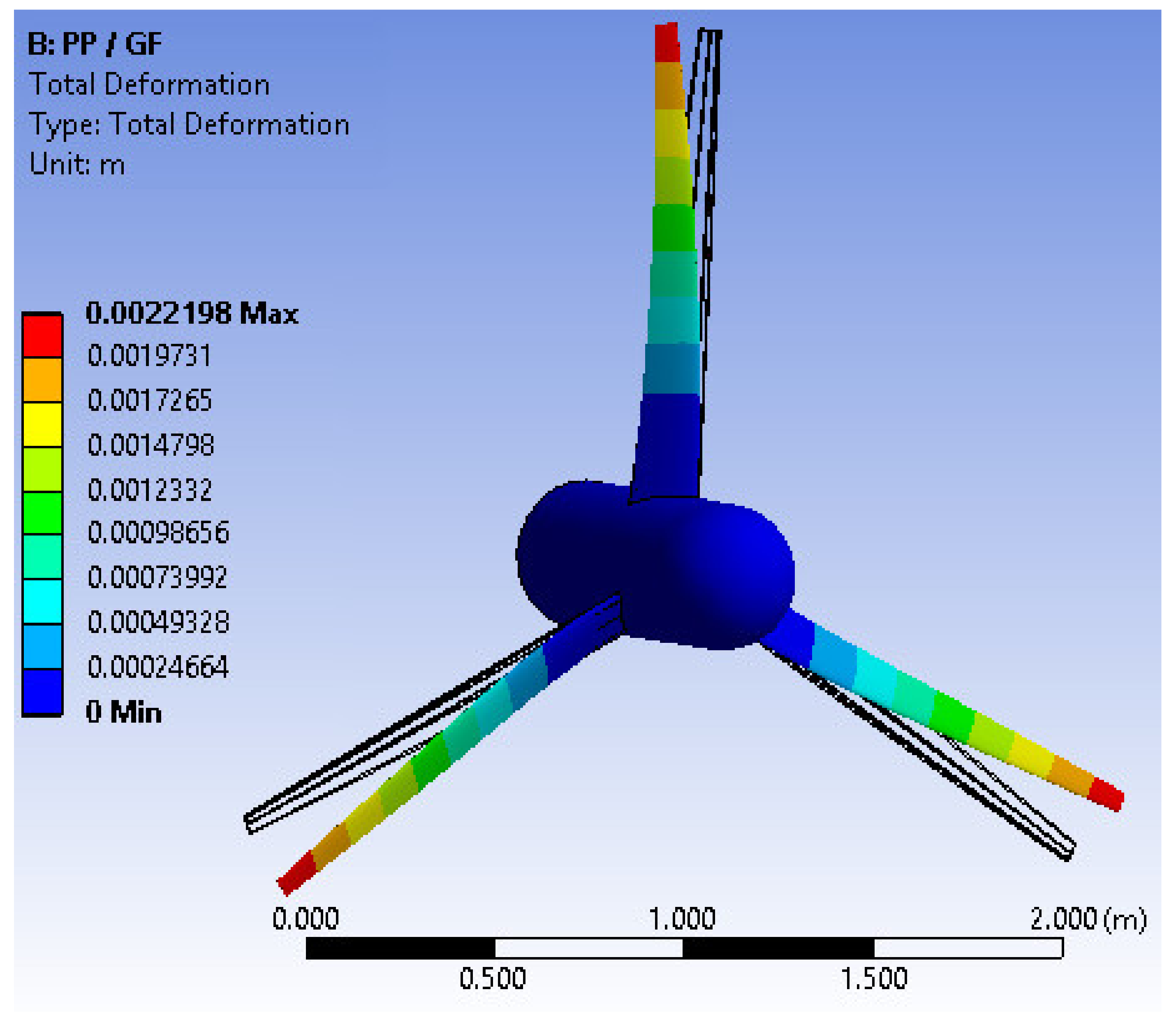
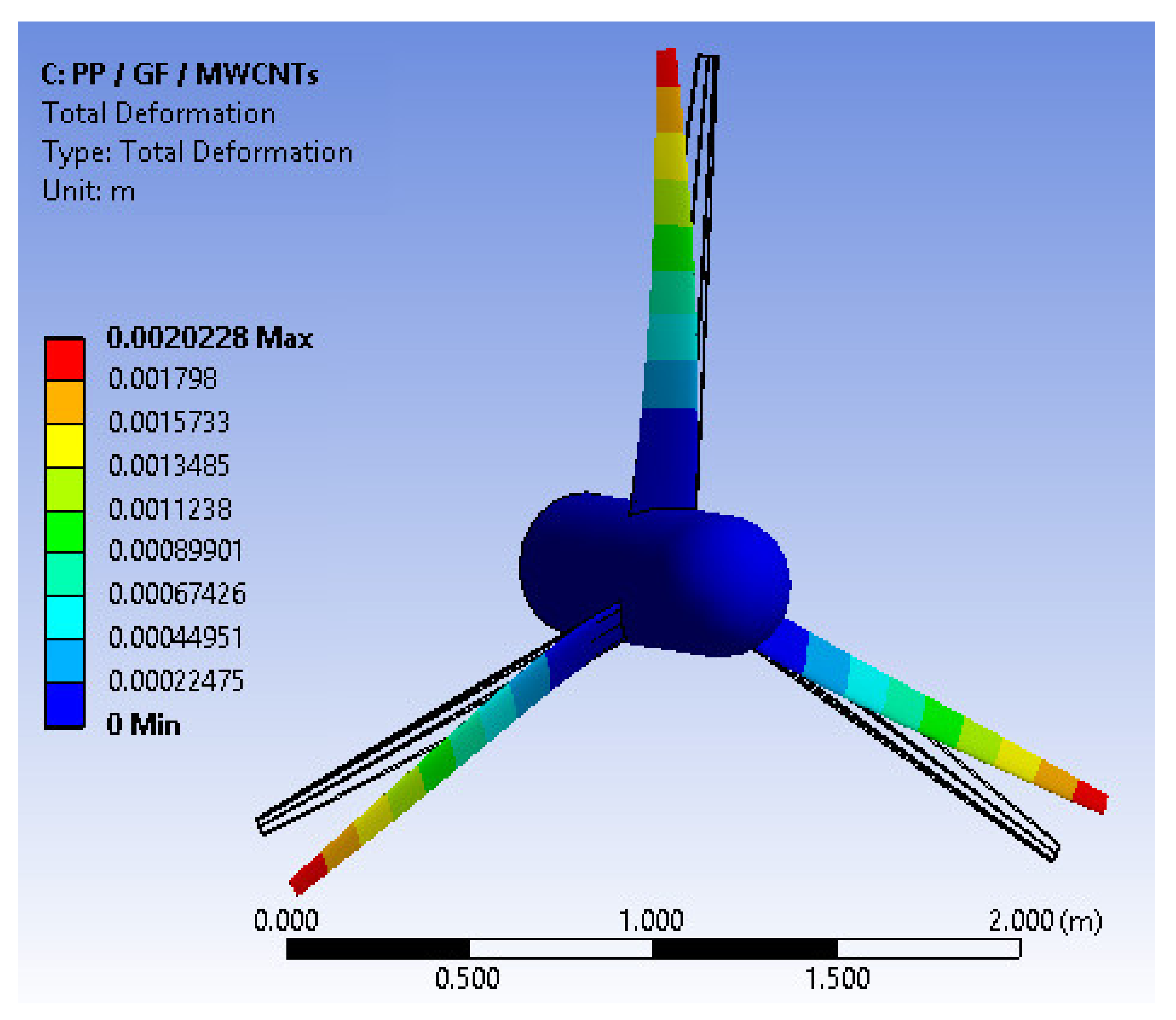
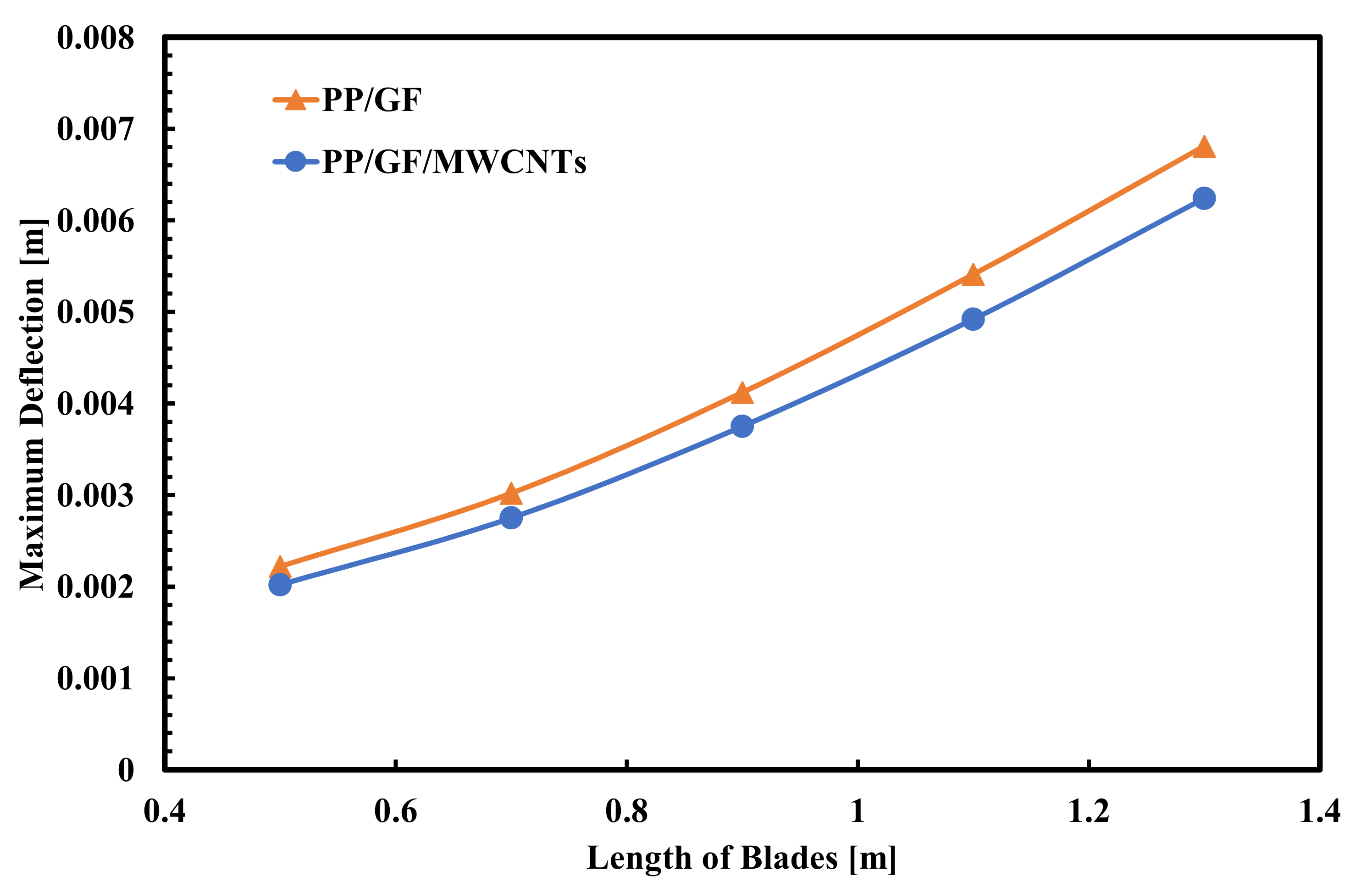
In this work, PP was chosen as the thermoplastic matrix material for a small wind turbine blade used in residential applications because (i) it is relatively cheap, (ii) readily available, and (iii) commercial PP blades are available for comparative analysis using Ansys software. Fabrication of wind turbine rotor blades with thermoplastics is rarely covered in the literature, but some examples are available. In this research, multi-walled carbon nanotubes (MWCNTs) are mixed with polypropylene composite to improve the mechanical properties. Moreover, an intensive study was conducted on the interfacial force between PP and glass fiber in the presence of functionalized MWCNTs. This study is aimed at evaluating the suitability of glass fiber (GF)-reinforced polypropylene (PP) composites for wind turbine blades. The rotor blade length is in the range of 0.5 to 1.3 m, typically used for small-scale wind turbine systems such as for residential applications. To our knowledge, most researchers have studied fiber-reinforced thermoset (epoxy and vinyl ester) nanocomposites for wind turbine blade fabrication, and no detailed study has been conducted on glass fiber-reinforced thermoplastic-functionalized nanocomposites for blade manufacture. Desirable properties of functional CNTs, including excellent electrical, thermal conductivity, and mechanical properties, will help in enhancing the performance of thermoplastic composites for wind blade applications.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}