
Viability of Lactobacillus reuteri DSM 17938 Encapsulated by Ionic Gelation during Refractance Window® Drying of a Strawberry Snack
 , , ,
, , ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials and Reagents
2.2. Probiotic Bacteria: Reproduction
2.3. Microencapsulation of Lactobacillus reuteri DSM 1793 by Ion Gelation
2.4. Polymeric Coating
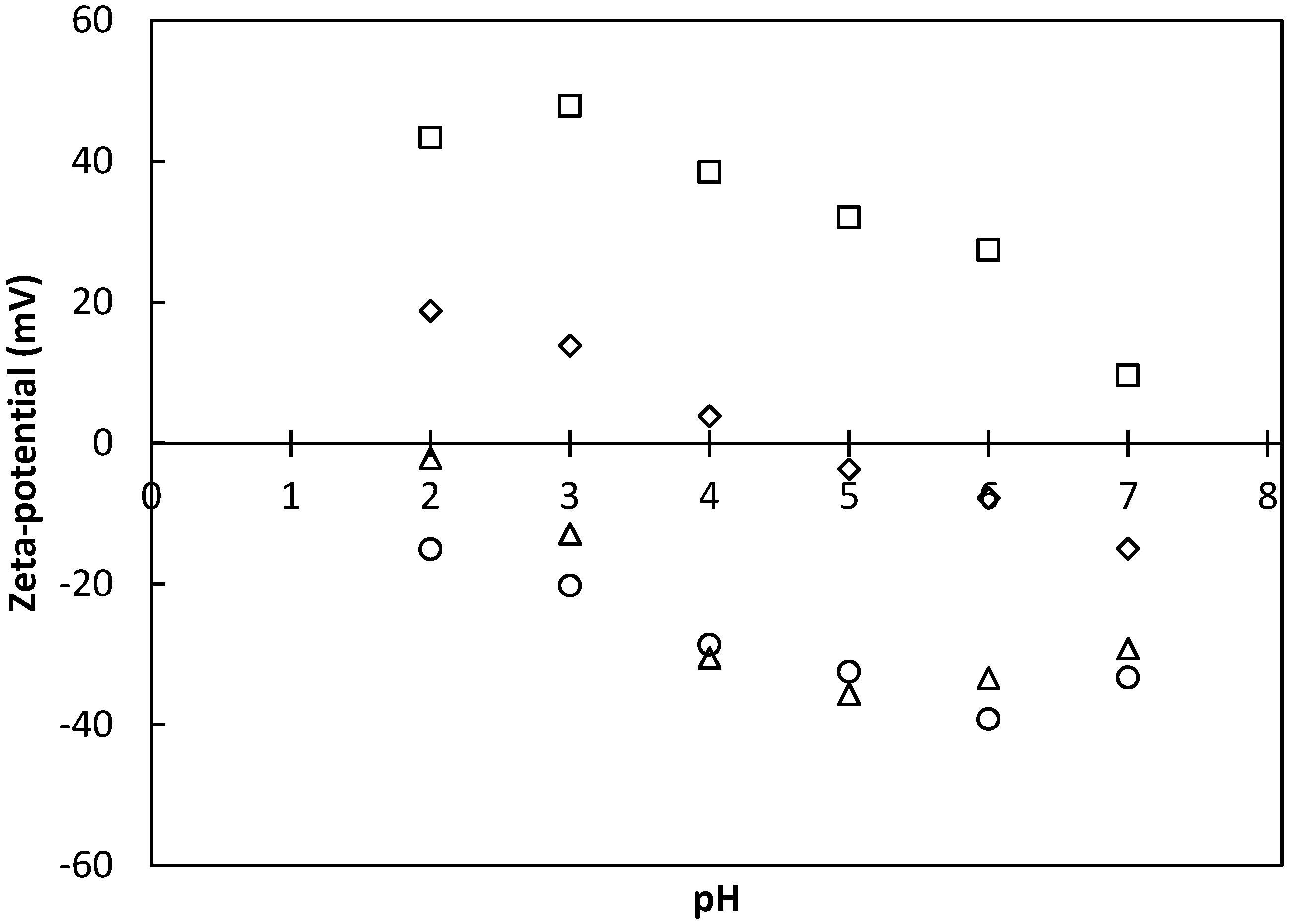
2.5. Z-Potential Analysis
2.6. Viability of Free and Encapsulated Bacteria
2.7. Encapsulation Efficiency
2.8. Capsule Size
2.9. Preparation of the Fruit Matrix
2.10. Incorporation of Capsules into the Strawberry Puree
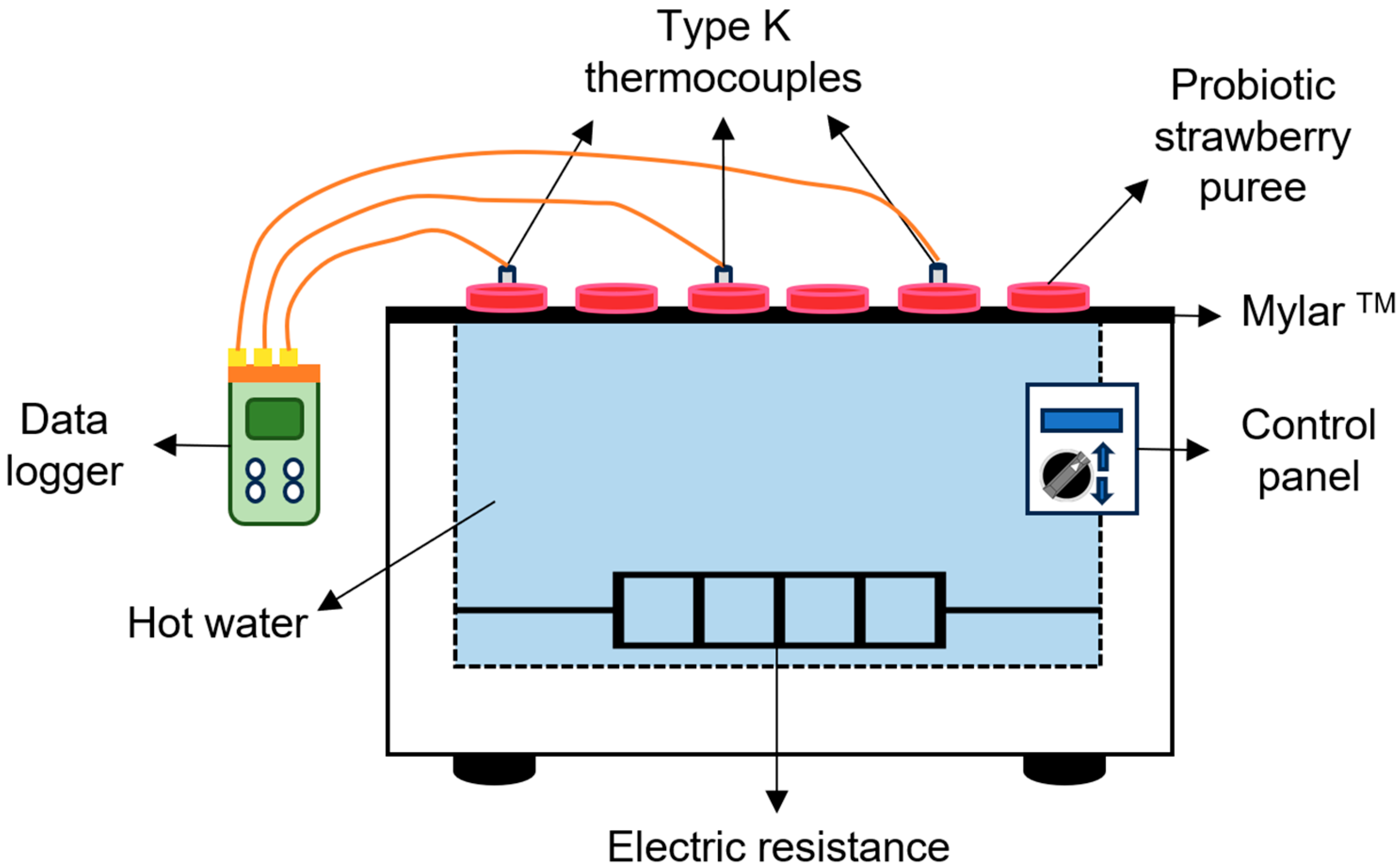
2.11. Refractance Window® Drying
2.12. Viable Microencapsulated Bacteria in Snacks
2.13. Surviving Bacteria
2.14. Design of Experiments and Statistical Analysis
3. Results and Discussion
3.1. Microcapsule Formation
3.2. Capsules with Polymeric Coating
3.3. Encapsulation Efficiency
3.4. Microcapsule Size
3.5. Characterization of the Strawberry Puree
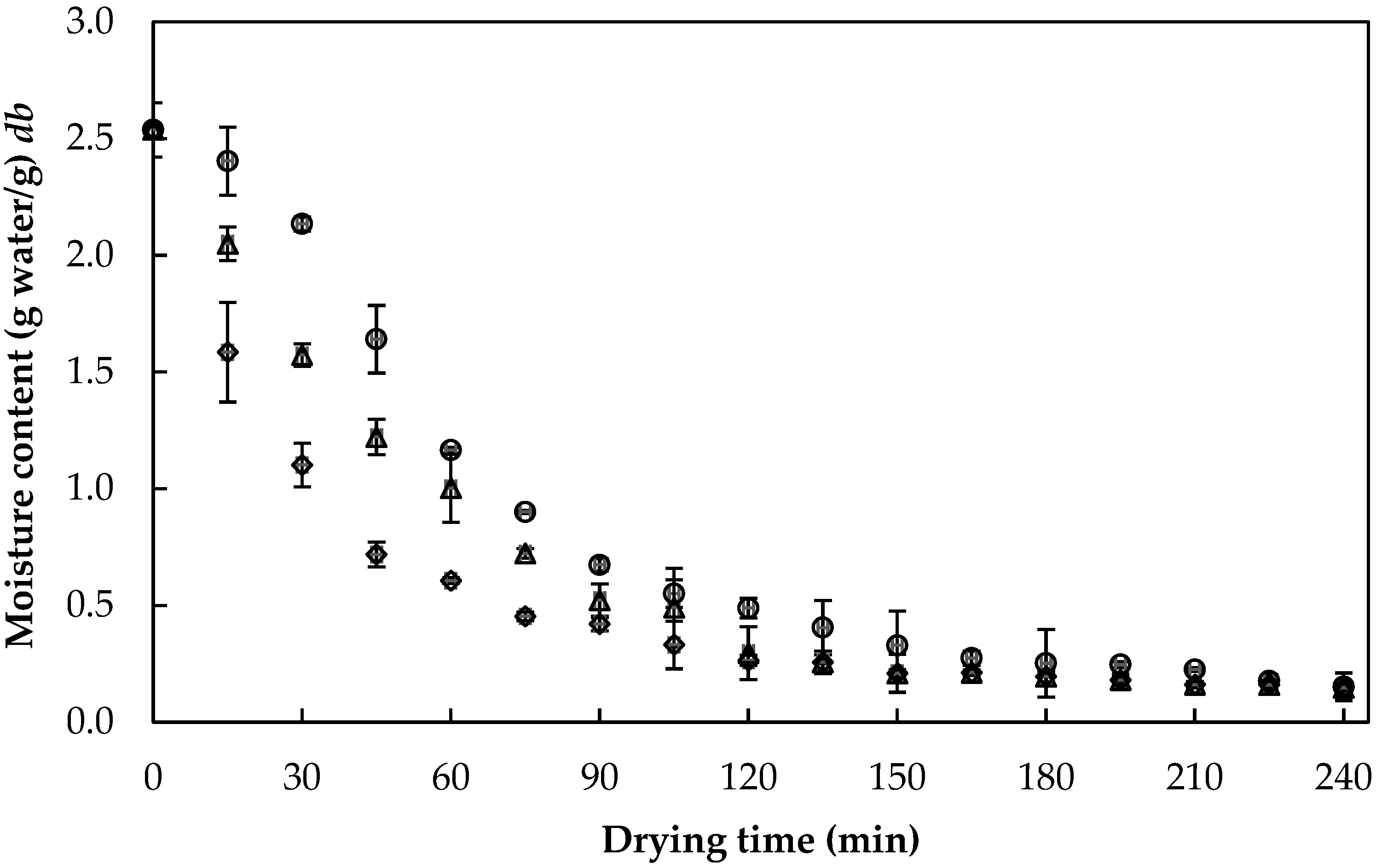
3.6. Drying Kinetics and aw
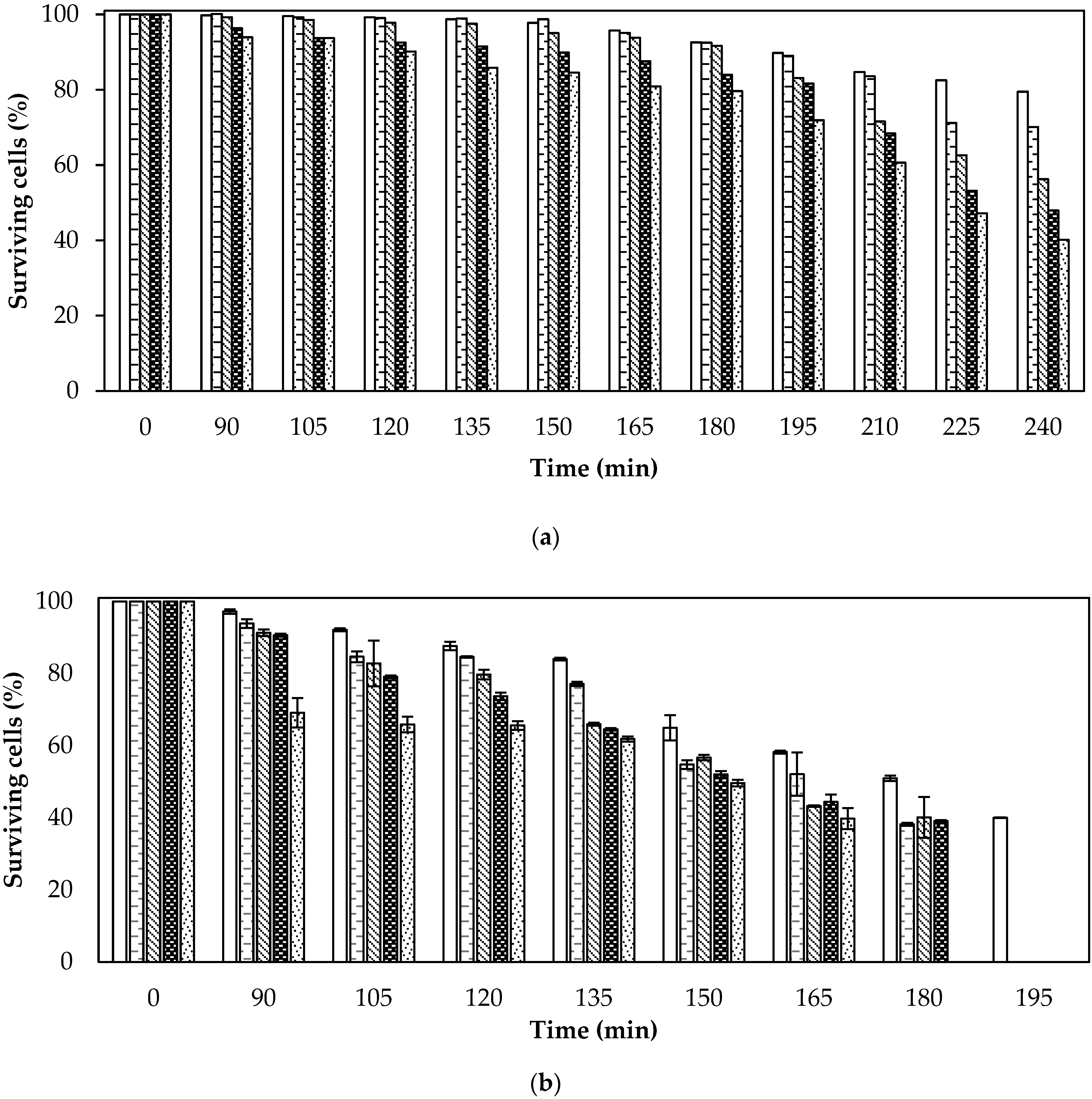
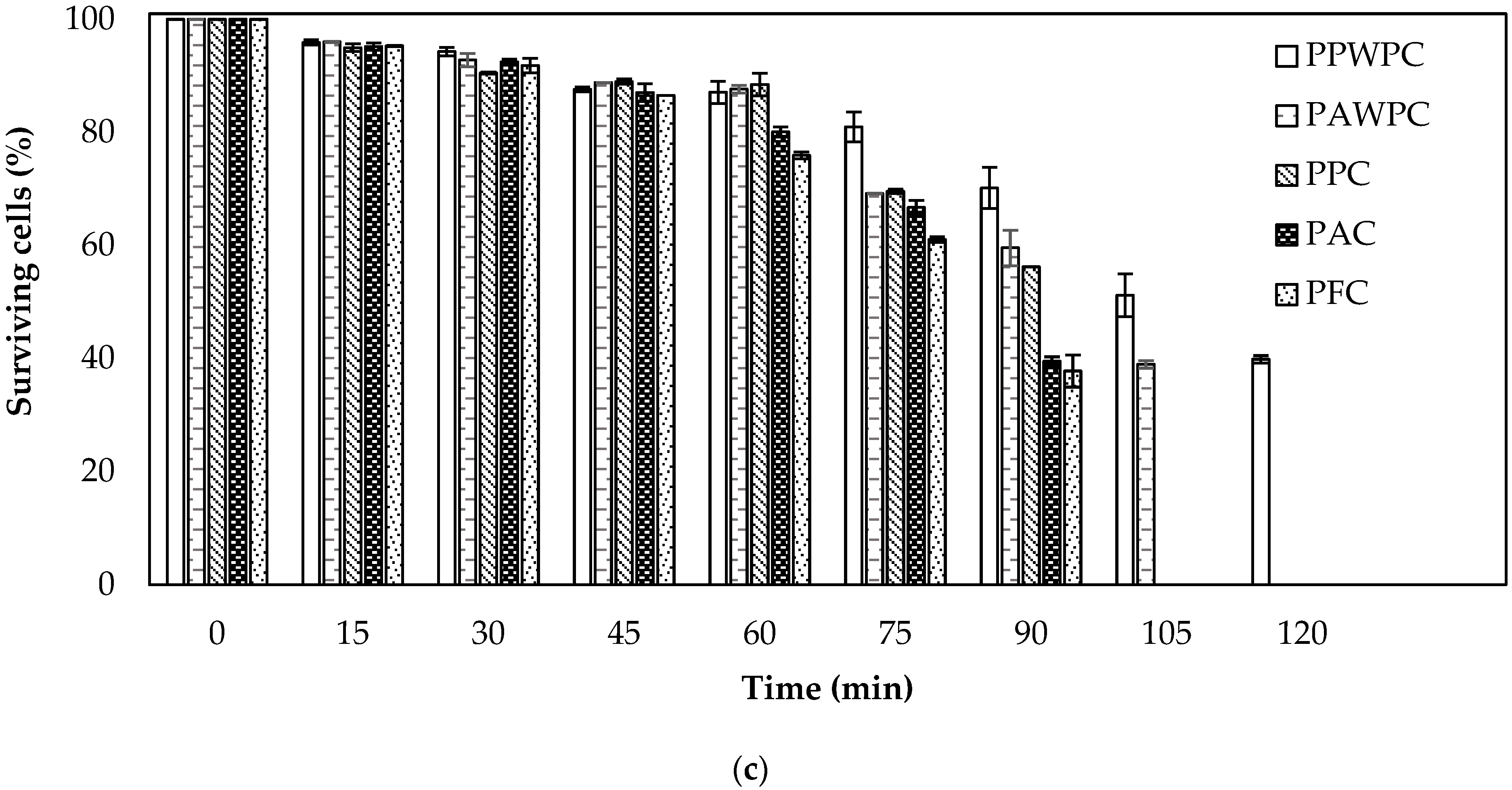
3.7. Viability during Drying
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Dridi, C.; Millette, M.; Salmieri, S.; Aguilar Uscanga, B.R.; Lacroix, S.; Venneri, T.; Sarmast, E.; Allahdad, Z.; Di Marzo, V.; Silvestri, C.; et al. Effect of a probiotic beverage enriched with cricket proteins on the gut microbiota: Composition of gut and correlation with nutritional parameters. Foods 2024, 13, 204. [Google Scholar] [CrossRef] [PubMed]
- Niu, X.; Yin, X.; Wu, X.; Zhang, Q.; Jiang, Y.; He, J.; Zhao, Y.; Zhang, C.; Ren, Y.; Lai, M.; et al. Heat-killed Bifidobacterium longum BBMN68 in pasteurized yogurt alleviates mugwort pollen-induced allergic airway responses through gut microbiota modulation in a Murine model. Foods 2023, 12, 2049. [Google Scholar] [CrossRef]
- Plessas, S.; Mantzourani, I.; Terpou, A.; Bekatorou, A. Assessment of the physicochemical, antioxidant, microbial, and sensory attributes of yogurt-sStyle products enriched withprobiotic-fermented Aronia melanocarpa berry juice. Foods 2023, 13, 111. [Google Scholar] [CrossRef] [PubMed]
- Sun, W.; Nguyen, Q.D.; Sipiczki, G.; Ziane, S.R.; Hristovski, K.; Friedrich, L.; Visy, A.; Hitka, G.; Gere, A.; Bujna, E. Microencapsulation of Lactobacillus plantarum 299v strain with whey proteins by lyophilization and its application in production of probiotic apple juices. Appl. Sci. 2022, 13, 318. [Google Scholar] [CrossRef]
- Bas-Bellver, C.; Barrera, C.; Betoret, N.; Seguí, L. Impact of fermentation pretreatment on drying behaviour and antioxidant attributes of broccoli waste powdered ingredients. Foods 2023, 12, 3526. [Google Scholar] [CrossRef]
- Jayaprakash, P.; Maudhuit, A.; Gaiani, C.; Desobry, S. Encapsulation of bioactive compounds using competitive emerging techniques: Electrospraying, nano spray drying, and electrostatic spray drying. J. Food Eng. 2023, 339, 111260. [Google Scholar] [CrossRef]
- Qiao, D.; Hu, W.; Wang, Z.; Xie, F.; Zhang, B.; Jiang, F. Food structuring using microfluidics: Updated progress in fundamental principles and structure types. J. Food Eng. 2024, 360, 111703. [Google Scholar] [CrossRef]
- Gebara, C.; Chaves, K.S.; Ribeiro, M.C.E.; Souza, F.N.; Grosso, C.R.F.; Gigante, M.L. Viability of Lactobacillus acidophilus La5 in pectin–whey protein microparticles during exposure to simulated gastrointestinal conditions. Food Res. Int. 2013, 51, 872–878. [Google Scholar] [CrossRef]
- Adilah, R.N.; Chiu, S.-T.; Hu, S.-Y.; Ballantyne, R.; Happy, N.; Cheng, A.-C.; Liu, C.-H. Improvement in the probiotic efficacy of Bacillus subtilis E20-stimulates growth and health status of white shrimp, Litopenaeus vannamei via encapsulation in alginate and coated with chitosan. Fish Shellfish Immunol. 2022, 125, 74–83. [Google Scholar] [CrossRef] [PubMed]
- Gombotz, W. Protein release from alginate matrices. Adv. Drug Deliv. Rev. 1998, 31, 267–285. [Google Scholar] [CrossRef] [PubMed]
- Dehkordi, S.S.; Alemzadeh, I.; Vaziri, A.S.; Vossoughi, A. Optimization of alginate-whey protein isolate microcapsules for survivability and release behavior of probiotic bacteria. Appl. Biochem. Biotechnol. 2020, 190, 182–196. [Google Scholar] [CrossRef]
- Duarte, L.G.R.; Picone, C.S.F. Antimicrobial activity of lactoferrin-chitosan-gellan nanoparticles and their influence on strawberry preservation. Food Res. Int. 2022, 159, 111586. [Google Scholar] [CrossRef]
- Ladha-Sabur, A.; Bakalis, S.; Fryer, P.J.; Lopez-Quiroga, E. Mapping energy consumption in food manufacturing. Trends Food Sci. Technol. 2019, 86, 270–280. [Google Scholar] [CrossRef]
- Zalpouri, R.; Singh, M.; Kaur, P.; Singh, S. Refractance window drying–a revisit on energy consumption and quality of dried bio-origin products. Food Eng. Rev. 2022, 14, 257–270. [Google Scholar] [CrossRef]
- Ayala-Aponte, A.; Cárdenas-Nieto, J.D.; Tirado, D.F. Aloe vera gel drying by Refractance Window®: Drying kinetics and high-quality retention. Foods 2021, 10, 1445. [Google Scholar] [CrossRef] [PubMed]
- Fernando, I.P.S.; Lee, W.; Han, E.J.; Ahn, G. Alginate-based nanomaterials: Fabrication techniques, properties, and applications. Chem. Eng. J. 2020, 391, 123823. [Google Scholar] [CrossRef]
- Chao, P.-W.; Yang, K.-M.; Chiang, Y.-C.; Chiang, P.-Y. The formulation and the release of low–methoxyl pectin liquid-core beads containing an emulsion of soybean isoflavones. Food Hydrocoll. 2022, 130, 107722. [Google Scholar] [CrossRef]
- Bannikova, A.; Evteev, A.; Pankin, K.; Evdokimov, I.; Kasapis, S. Microencapsulation of fish oil with alginate: In-vitro evaluation and controlled release. LWT—Food Sci. Technol. 2018, 90, 310–315. [Google Scholar] [CrossRef]
- Niu, H.; Chen, X.; Luo, T.; Chen, H.; Fu, X. Relationships between the behavior of three different sources of pectin at the oil-water interface and the stability of the emulsion. Food Hydrocoll. 2022, 128, 107566. [Google Scholar] [CrossRef]
- Hernández-Rodríguez, L.; Lobato-Calleros, C.; Pimentel-González, D.J.; Vernon-Carter, E.J. Lactobacillus plantarum protection by entrapment in whey protein isolate: κ-carrageenan complex coacervates. Food Hydrocoll. 2014, 36, 181–188. [Google Scholar] [CrossRef]
- De Prisco, A.; Maresca, D.; Ongeng, D.; Mauriello, G. Microencapsulation by vibrating technology of the probiotic strain Lactobacillus reuteri DSM 17938 to enhance its survival in foods and in gastrointestinal environment. LWT—Food Sci. Technol. 2015, 61, 452–462. [Google Scholar] [CrossRef]
- ICONTEC. Norma Técnica Colombiana NTC 4103 Frutas frescas. Fresa variedad Chandler. Especificaciones; ICONTEC: Bogotá, Colombia, 1997; p. 14. [Google Scholar]
- AOAC. AOAC International Official Methods of Analysis, 18th ed.; Horwitz, W., Latimer, G., Eds.; AOAC International: Rockville, MD, USA, 2005. [Google Scholar]
- Thanh Uyen, N.T.; Abdul Hamid, Z.A.; Thi, L.A.; Ahmad, N.B. Synthesis and characterization of curcumin loaded alginate microspheres for drug delivery. J. Drug Deliv. Sci. Technol. 2020, 58, 101796. [Google Scholar] [CrossRef]
- Wang, L.; Zhang, B.-B.; Yang, X.-Y.; Su, B.-L. Alginate@polydopamine@SiO2 microcapsules with controlled porosity for whole-cell based enantioselective biosynthesis of (S)−1-phenylethanol. Colloids Surf. B Biointerfaces 2022, 214, 112454. [Google Scholar] [CrossRef] [PubMed]
- Lara-Espinoza, C.; Carvajal-Millán, E.; Balandrán-Quintana, R.; López-Franco, Y.; Rascón-Chu, A. Pectin and pectin-based composite materials: Beyond food texture. Molecules 2018, 23, 942. [Google Scholar] [CrossRef] [PubMed]
- de Vos, P.; de Haan, B.J.; Kamps, J.A.A.M.; Faas, M.M.; Kitano, T. Zeta-potentials of alginate-PLL capsules: A predictive measure for biocompatibility? J. Biomed. Mater. Res. Part A 2007, 80A, 813–819. [Google Scholar] [CrossRef] [PubMed]
- Jiang, Z.; Zhao, S.; Yang, M.; Song, M.; Li, J.; Zheng, J. Structurally stable sustained-release microcapsules stabilized by self-assembly of pectin-chitosan-collagen in aqueous two-phase system. Food Hydrocoll. 2022, 125, 107413. [Google Scholar] [CrossRef]
- Ye, A. Complexation between milk proteins and polysaccharides via electrostatic interaction: Principles and applications—A review. Int. J. Food Sci. Technol. 2008, 43, 406–415. [Google Scholar] [CrossRef]
- Li, D.; Wang, S.; Meng, Y.; Guo, Z.; Cheng, M.; Li, J. Fabrication of self-healing pectin/chitosan hybrid hydrogel via Diels-Alder reactions for drug delivery with high swelling property, pH-responsiveness, and cytocompatibility. Carbohydr. Polym. 2021, 268, 118244. [Google Scholar] [CrossRef] [PubMed]
- Raddatz, G.C.; Pinto, V.S.; Zepka, L.Q.; Barin, J.S.; Cichoski, A.J.; da Silva, C.D.B.; Lozano-Sánchez, J.; da Cruz, A.G.; de Menezes, C.R. Use of red onion (Allium cepa L.) residue extract in the co-microencapsulation of probiotics added to a vegan product. Food Res. Int. 2022, 161, 111854. [Google Scholar] [CrossRef] [PubMed]
- Corbo, M.R.; Bevilacqua, A.; Sinigaglia, M. Shelf life of alginate beads containing lactobacilli and bifidobacteria: Characterisation of microspheres containing Lactobacillus delbrueckii subsp. bulgaricus. Int. J. Food Sci. Technol. 2011, 46, 2212–2217. [Google Scholar] [CrossRef]
- Raddatz, G.C.; de Souza da Fonseca, B.; Poletto, G.; Jacob-Lopes, E.; Cichoski, A.J.; Muller, E.I.; Flores, E.M.M.; de Bona da Silva, C.; Ragagnin de Menezes, C. Influence of the prebiotics hi-maize, inulin and rice bran on the viability of pectin microparticles containing Lactobacillus acidophilus LA-5 obtained by internal gelation/emulsification. Powder Technol. 2020, 362, 409–415. [Google Scholar] [CrossRef]
- Chávarri, M.; Marañón, I.; Ares, R.; Ibáñez, F.C.; Marzo, F.; del Carmen Villarán, M. Microencapsulation of a probiotic and prebiotic in alginate-chitosan capsules improves survival in simulated gastro-intestinal conditions. Int. J. Food Microbiol. 2010, 142, 185–189. [Google Scholar] [CrossRef] [PubMed]
- Dimitrellou, D.; Kandylis, P.; Lević, S.; Petrović, T.; Ivanović, S.; Nedović, V.; Kourkoutas, Y. Encapsulation of Lactobacillus casei ATCC 393 in alginate capsules for probiotic fermented milk production. LWT—Food Sci. Technol. 2019, 116, 108501. [Google Scholar] [CrossRef]
- Pradeep Prasanna, P.H.; Charalampopoulos, D. Encapsulation in an alginate–goats’ milk–inulin matrix improves survival of probiotic Bifidobacterium in simulated gastrointestinal conditions and goats’ milk yoghurt. Int. J. Dairy Technol. 2019, 72, 132–141. [Google Scholar] [CrossRef]
- Prasanna, P.H.P.; Charalampopoulos, D. Encapsulation of Bifidobacterium longum in alginate-dairy matrices and survival in simulated gastrointestinal conditions, refrigeration, cow milk and goat milk. Food Biosci. 2018, 21, 72–79. [Google Scholar] [CrossRef]
- Dorati, R.; Genta, I.; Modena, T.; Conti, B. Microencapsulation of a hydrophilic model molecule through vibration nozzle and emulsion phase inversion technologies. J. Microencapsul. 2013, 30, 559–570. [Google Scholar] [CrossRef] [PubMed]
- da Silva, T.M.; Lopes, E.J.; Codevilla, C.F.; Cichoski, A.J.; de Moraes Flores, É.M.; Motta, M.H.; da Silva, C.D.B.; Grosso, C.R.F.; de Menezes, C.R. Development and characterization of microcapsules containing Bifidobacterium Bb-12 produced by complex coacervation followed by freeze drying. LWT—Food Sci. Technol. 2018, 90, 412–417. [Google Scholar] [CrossRef]
- Rascón, M.P.; Huerta-Vera, K.; Pascual-Pineda, L.A.; Contreras-Oliva, A.; Flores-Andrade, E.; Castillo-Morales, M.; Bonilla, E.; González-Morales, I. Osmotic dehydration assisted impregnation of Lactobacillus rhamnosus in banana and effect of water activity on the storage stability of probiotic in the freeze-dried product. LWT—Food Sci. Technol. 2018, 92, 490–496. [Google Scholar] [CrossRef]
- Liao, Y.; Hu, Y.; Fu, N.; Hu, J.; Xiong, H.; Chen, X.D.; Zhao, Q. Maillard conjugates of whey protein isolate–xylooligosaccharides for the microencapsulation of Lactobacillus rhamnosus: Protective effects and stability during spray drying, storage and gastrointestinal digestion. Food Funct. 2021, 12, 4034–4045. [Google Scholar] [CrossRef] [PubMed]
- Rodrigues, S.; Silva, L.C.A.; Mulet, A.; Cárcel, J.A.; Fernandes, F.A.N. Development of dried probiotic apple cubes incorporated with Lactobacillus casei NRRL B-442. J. Funct. Foods 2018, 41, 48–54. [Google Scholar] [CrossRef]
- Solval, K.M.; Sundararajan, S.; Alfaro, L.; Sathivel, S. Development of cantaloupe (Cucumis melo) juice powders using spray drying technology. LWT—Food Sci. Technol. 2012, 46, 287–293. [Google Scholar] [CrossRef]
- Nemzer, B.; Vargas, L.; Xia, X.; Sintara, M.; Feng, H. Phytochemical and physical properties of blueberries, tart cherries, strawberries, and cranberries as affected by different drying methods. Food Chem. 2018, 262, 242–250. [Google Scholar] [CrossRef] [PubMed]
- Niu, Y.; Xia, Q.; Jung, W.; Yu, L. Polysaccharides-protein interaction of psyllium and whey protein with their texture and bile acid binding activity. Int. J. Biol. Macromol. 2019, 126, 215–220. [Google Scholar] [CrossRef] [PubMed]
- Karathanos, V.T.; Belessiotis, V.G. Application of a thin-layer equation to drying data of fresh and semi-dried fruits. J. Agric. Eng. Res. 1999, 74, 355–361. [Google Scholar] [CrossRef]
- Caparino, O.A.; Sablani, S.S.; Tang, J.; Syamaladevi, R.M.; Nindo, C.I. Watersorption, glass transition, and microstructures of Refractance Window– and freeze-dried mango (Philippine “Carabao” Var.) powder. Dry. Technol. 2013, 31, 1969–1978. [Google Scholar] [CrossRef]
- Labuza, T.P.; Altunakar, B. Water activity prediction and moisture sorption isotherms. In Water Activity in Foods; Wiley: Hoboken, NJ, USA, 2020; pp. 161–205. [Google Scholar]
- Zura-Bravo, L.; Rodriguez, A.; Stucken, K.; Vega-Gálvez, A. Drying kinetics of probiotic-impregnated murta (Ugni molinae T.) berries. J. Food Sci. Technol. 2019, 56, 103–113. [Google Scholar] [CrossRef] [PubMed]
- Soltani, B.; McClure, D.D.; Oveissi, F.; Langrish, T.A.G.; Kavanagh, J.M. Experimental investigation and numerical modeling of pilot-scale fluidized-bed drying of yeast: Part B–Viability measurements and modeling. Food Bioprod. Process. 2020, 119, 195–205. [Google Scholar] [CrossRef]
- Martins, E.; Cnossen, D.C.; Silva, C.R.J.; Cezarino, J.C.; Nero, L.A.; Perrone, I.T.; Carvalho, A.F. Determination of ideal water activity and powder temperature after spray drying to reduce Lactococcus lactis cell viability loss. J. Dairy Sci. 2019, 102, 6013–6022. [Google Scholar] [CrossRef] [PubMed]
- Tontul, I.; Ergin, F.; Eroğlu, E.; Küçükçetin, A.; Topuz, A. The impact of refractance window drying conditions on the physical and microbiological properties of kefir powder. Food Biosci. 2021, 43, 101317. [Google Scholar] [CrossRef]
- Shaharuddin, S.; Muhamad, I.I. Microencapsulation of alginate-immobilized bagasse with Lactobacillus rhamnosus NRRL 442: Enhancement of survivability and thermotolerance. Carbohydr. Polym. 2015, 119, 173–181. [Google Scholar] [CrossRef] [PubMed]
- da Silva, T.M.; de Deus, C.; de Souza Fonseca, B.; Lopes, E.J.; Cichoski, A.J.; Esmerino, E.A.; de Bona da Silva, C.; Muller, E.I.; Moraes Flores, E.M.; de Menezes, C.R. The effect of enzymatic crosslinking on the viability of probiotic bacteria (Lactobacillus acidophilus) encapsulated by complex coacervation. Food Res. Int. 2019, 125, 108577. [Google Scholar] [CrossRef] [PubMed]
- Huang, R.-M.; Feng, K.; Li, S.-F.; Zong, M.-H.; Wu, H.; Han, S.-Y. Enhanced survival of probiotics in the electrosprayed microcapsule by addition of fish oil. J. Food Eng. 2021, 307, 110650. [Google Scholar] [CrossRef]
- Bagheri, L.; Madadlou, A.; Yarmand, M.; Mousavi, M.E. Nanoencapsulation of date palm pit extract in whey protein particles generated via desolvation method. Food Res. Int. 2013, 51, 866–871. [Google Scholar] [CrossRef]
- Krunić, T.Ž.; Obradović, N.S.; Rakin, M.B. Application of whey protein and whey protein hydrolysate as protein based carrier for probiotic starter culture. Food Chem. 2019, 293, 74–82. [Google Scholar] [CrossRef]
- Hosseinnejad, M.; Jafari, S.M. Evaluation of different factors affecting antimicrobial properties of chitosan. Int. J. Biol. Macromol. 2016, 85, 467–475. [Google Scholar] [CrossRef] [PubMed]
- Kong, M.; Chen, X.G.; Xing, K.; Park, H.J. Antimicrobial properties of chitosan and mode of action: A state of the art review. Int. J. Food Microbiol. 2010, 144, 51–63. [Google Scholar] [CrossRef] [PubMed]
- Baptista, R.C.; Horita, C.N.; Sant’Ana, A.S. Natural products with preservative properties for enhancing the microbiological safety and extending the shelf-life of seafood: A review. Food Res. Int. 2020, 127, 108762. [Google Scholar] [CrossRef] [PubMed]
- Yonekura, L.; Sun, H.; Soukoulis, C.; Fisk, I. Microencapsulation of Lactobacillus acidophilus NCIMB 701748 in matrices containing soluble fibre by spray drying: Technological characterization, storage stability and survival after in vitro digestion. J. Funct. Foods 2014, 6, 205–214. [Google Scholar] [CrossRef] [PubMed]
- Vanden Braber, N.L.; Díaz Vergara, L.I.; Rossi, Y.E.; Aminahuel, C.A.; Mauri, A.N.; Cavaglieri, L.R.; Montenegro, M.A. Effect of microencapsulation in whey protein and water-soluble chitosan derivative on the viability of the probiotic Kluyveromyces marxianus VM004 during storage and in simulated gastrointestinal conditions. LWT—Food Sci. Technol. 2020, 118, 108844. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Treatment | Time (min) | g Water/g db | aw |
|---|---|---|---|
| PFC—40 °C | 225 | 0.25 ± 0.00 ab | 0.69 ± 0.00 cd |
| PAC—40 °C | 210 | 0.20 ± 0.02 ab | 0.58 ± 0.07 ab |
| PAWPC—40 °C | 240 | 0.15 ± 0.01 a | 0.52 ± 0.02 a |
| PPC—40 °C | 225 | 0.21 ± 0.01 ab | 0.64 ± 0.00 bc |
| PPWPC—40 °C | 240 | 0.15 ± 0.00 a | 0.54 ± 0.01 ab |
| PFC—45 °C | 135 | 0.25 ± 0.01 ab | 0.70 ± 0.00 cd |
| PAC—45 °C | 135 | 0.25 ± 0.02 ab | 0.58 ± 0.01 ab |
| PAWPC—45 °C | 135 | 0.26 ± 0.05 ab | 0.69 ± 0.04 cd |
| PPC—45 °C | 135 | 0.28 ± 0.01 b | 0.72 ± 0.00 cde |
| PPWPC—45 °C | 150 | 0.26 ± 0.08 ab | 0.70 ± 0.01 cd |
| PFC—50 °C | 75 | 0.43 ± 0.02 cd | 0.91 ± 0.01 g |
| PAC—50 °C | 60 | 0.54 ± 0.03 d | 0.81 ± 0.03 efg |
| PAWPC—50 °C | 75 | 0.45 ± 0.01 cd | 0.79 ± 0.00 def |
| PPC—50 °C | 75 | 0.49 ± 0.01 cd | 0.84 ± 0.01 fg |
| PPWPC—50 °C | 90 | 0.42 ± 0.02 c | 0.85 ± 0.04 fg |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Mosquera-Vivas, E.; Ayala-Aponte, A.; Serna-Cock, L.; Torres-León, C.; Tirado, D.F. Viability of Lactobacillus reuteri DSM 17938 Encapsulated by Ionic Gelation during Refractance Window® Drying of a Strawberry Snack. Foods 2024, 13, 823. https://doi.org/10.3390/foods13060823
Mosquera-Vivas E, Ayala-Aponte A, Serna-Cock L, Torres-León C, Tirado DF. Viability of Lactobacillus reuteri DSM 17938 Encapsulated by Ionic Gelation during Refractance Window® Drying of a Strawberry Snack. Foods. 2024; 13(6):823. https://doi.org/10.3390/foods13060823
Chicago/Turabian StyleMosquera-Vivas, Esmeralda, Alfredo Ayala-Aponte, Liliana Serna-Cock, Cristian Torres-León, and Diego F. Tirado. 2024. "Viability of Lactobacillus reuteri DSM 17938 Encapsulated by Ionic Gelation during Refractance Window® Drying of a Strawberry Snack" Foods 13, no. 6: 823. https://doi.org/10.3390/foods13060823
APA StyleMosquera-Vivas, E., Ayala-Aponte, A., Serna-Cock, L., Torres-León, C., & Tirado, D. F. (2024). Viability of Lactobacillus reuteri DSM 17938 Encapsulated by Ionic Gelation during Refractance Window® Drying of a Strawberry Snack. Foods, 13(6), 823. https://doi.org/10.3390/foods13060823