
Study of Tube Pretension Effects on the Strength of the Flat-Round Tubesheet in a Quench Boiler

Abstract
:1. Introduction
2. Finite Element Models of a Quench Boiler
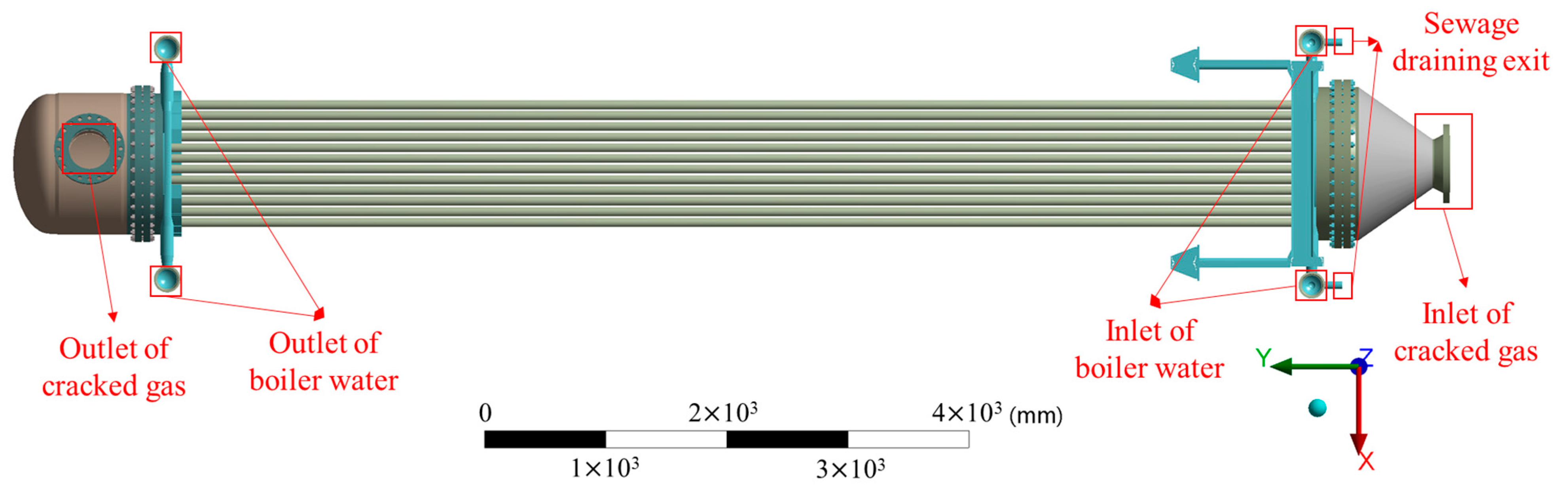
2.1. Geometric and Grid Models
2.2. Loads and Constraints
- Internal pressures include a shell-side design pressure of 13.78 MPa/working pressure of 12.56 MPa and a pipe-side design pressure of 0.343 MPa/working pressure of 0.08 MPa;
- Dead weight with a gravitational acceleration of 9.81 m/s2;
- Equivalent tube load was calculated according to the following equation:
- Bolt pretightening force (F) was calculated according to the following equation:
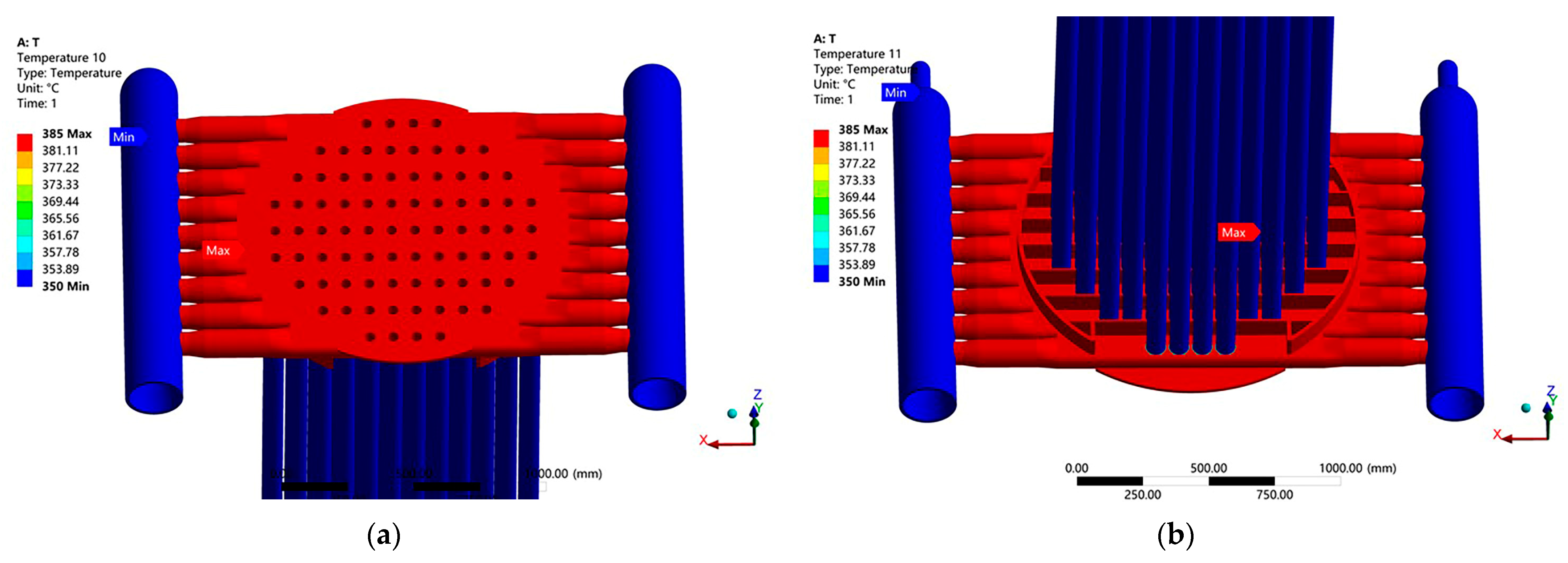
- Thermal load
- Constraints.
2.3. Cases of Calculation
3. Results and Discussion
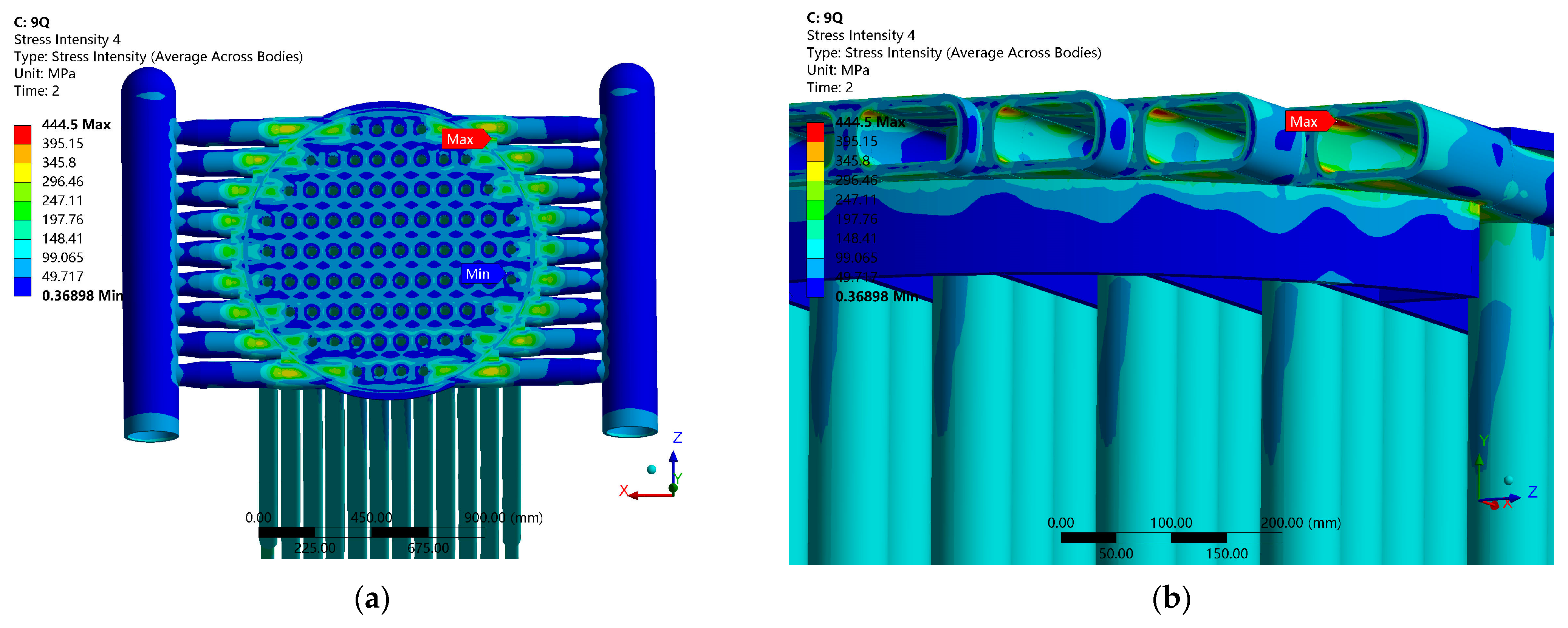
3.1. Stress Distribution on the Flat-Round Tubesheet without Prestretching the Heat Exchange Tubes
3.1.1. Load Case 1
3.1.2. Load Case 2
3.2. Stress Distribution on the Flat-Round Tubesheet with 9 mm Prestretching of the Heat Exchange Tubes
3.2.1. Load Case 1
3.2.2. Load Case 2
3.3. Determination of the Optimal Magnitude of Pretension
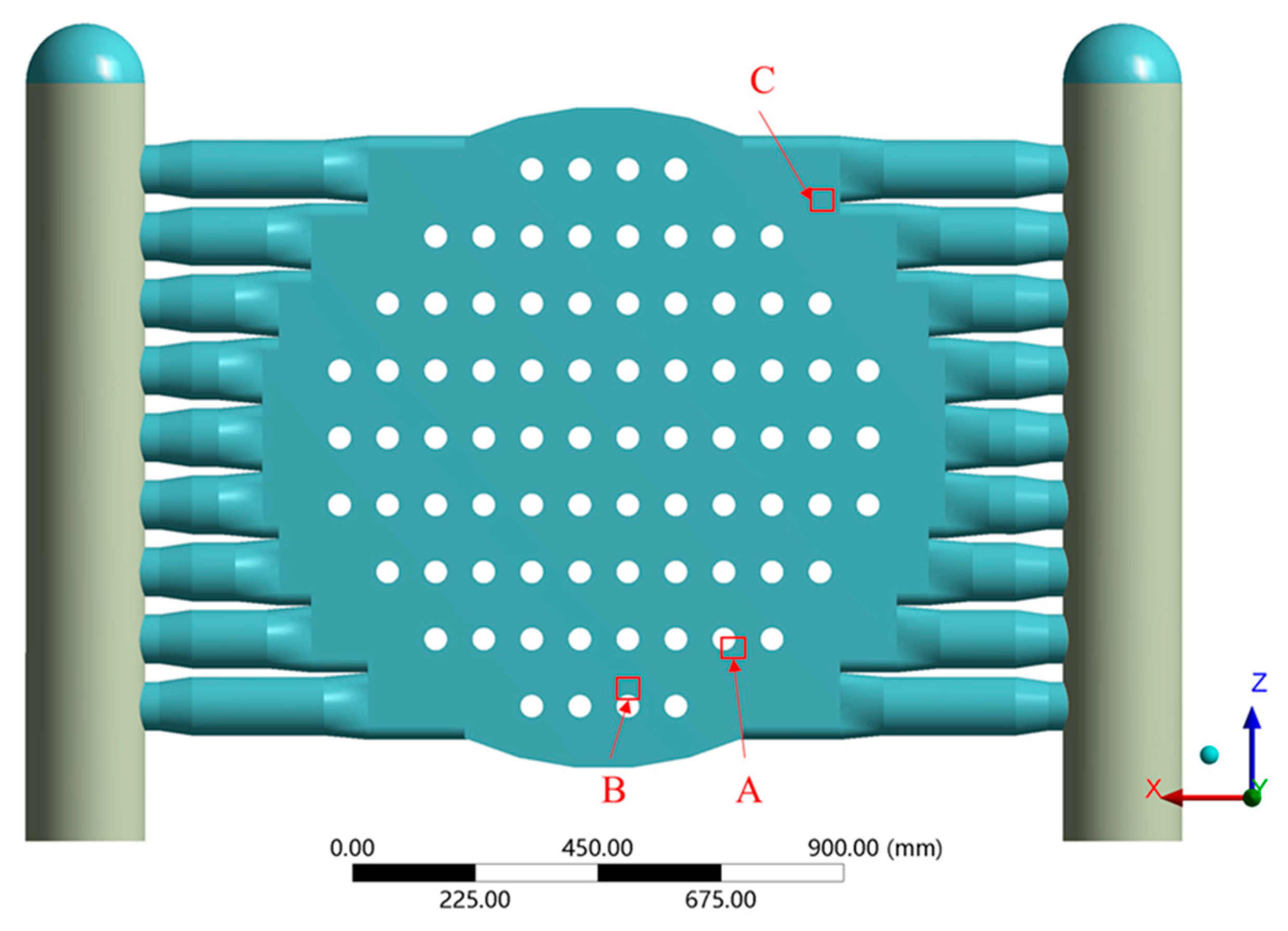
3.3.1. Strength Assessment
3.3.2. Load Case 1
3.3.3. Load Case 2
4. Conclusions
- Under tube-side pressure with temperature loadings, the maximum stress was located in the peripheral arc area surrounding the tube layout zone. However, without temperature loadings, the maximum stress was located in the peripheral arc area surrounding the non-tube layout zone;
- Without prestretching of the heat exchange tubes, the flat-round tubesheet cannot pass the strength assessment. Prestretching of the heat exchange tubes is necessary, with an optimal pretension of 9 mm;
- Prestretching of the heat exchange tubes induces varied effects on the strength in different areas of the flat-round tubesheet. Appropriate pretension of the heat exchange tube can significantly reduce the stress in the tube layout zone, with little effect on the non-tube layout zone; and
- The magnitude of pretension of the heat exchange tubes should be determined based on the thermal expansion difference between the inner heat exchange tubes and the jacketed tubes, with consideration the strength of the flat-round tubesheet.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Ren, T.; Patel, M.K. Basic petrochemicals from natural gas, coal and biomass: Energy use and CO2 emissions. Resour. Conserv. Recycl. 2009, 53, 513–528. [Google Scholar] [CrossRef]
- Wang, Z.; Han, Y.; Li, C.; Geng, Z.; Fan, J. Input-output networks considering graphlet-based analysis for production optimization: Application in ethylene plants. J. Clean. Prod. 2021, 278, 123955. [Google Scholar] [CrossRef]
- Ghanta, M.; Fahey, D.; Subramaniam, B. Environmental impacts of ethylene production from diverse feedstocks and energy sources. Appl. Petrochem. Res. 2014, 4, 167–179. [Google Scholar] [CrossRef] [Green Version]
- Li, P.; Li, T.; Cao, J. Advanced Process Control of an Ethylene Cracking Furnace. Meas. Control 2015, 48, 50–53. [Google Scholar] [CrossRef]
- Chen, J.; Yu, B.; Wei, Y. Energy technology roadmap for ethylene industry in China. Appl. Energy 2018, 224, 160–174. [Google Scholar] [CrossRef]
- Thiruvenkataswamy, P.; Eljack, F.; Roy, N.; Mannan, M.; El-Halwagi, M. Safety and techno-economic analysis of ethylene technologies. J. Loss Prev. Process Ind. 2016, 39, 74–84. [Google Scholar] [CrossRef] [Green Version]
- Haghighi, S.; Rahimpour, M.; Raeissi, S.; Dehghani, O. Investigation of ethylene production in naphtha thermal cracking plant in presence of steam and carbon dioxide. Chem. Eng. J. 2013, 228, 1158–1167. [Google Scholar] [CrossRef]
- Mynko, O.; Amghizar, I.; Brown, D.; Chen, L.; Marin, G. Reducing CO2 emissions of existing ethylene plants: Evaluation of different revamp strategies to reduce global CO2 emission by 100 million tonnes. J. Clean. Prod. 2022, 362, 132127. [Google Scholar] [CrossRef]
- Sadrameli, S. Thermal/catalytic cracking of hydrocarbons for the production of olefins: A state-of-the-art review I: Thermal cracking review. Fuel 2015, 140, 102–115. [Google Scholar] [CrossRef]
- Fahim, M.; Alsahhaf, T.; Elkilani, A. Thermal Cracking and Coking. In Fundamentals of Petroleum Refining, 6th ed.; Fahim, M., Alsahhaf, T., Elkilani, A., Eds.; Elsevier: Amsterdam, The Netherlands, 2010; pp. 123–152. [Google Scholar]
- Fakhroleslam, M.; Sadrameli, S. Thermal/catalytic cracking of hydrocarbons for the production of olefins; a state-of-the-art review III: Process modeling and simulation. Fuel 2019, 252, 553–566. [Google Scholar] [CrossRef]
- Wang, T.; Ye, Z.; Wang, X.; Li, Z.; Du, W. Improved distributed optimization algorithm and its application in energy saving of ethylene plant. Chem. Eng. Sci. 2022, 251, 117449. [Google Scholar] [CrossRef]
- Gong, S.; Shao, C.; Zhu, L. Energy efficiency enhancement of energy and materials for ethylene production based on two-stage coordinated optimization scheme. Energy 2021, 217, 119401. [Google Scholar] [CrossRef]
- Wang, W.; Hu, G.; Zeng, T. Characteristic and approach of manufacture of pre-stress heat exchanger. Mach. Des. Manuf. 2007, 6, 136–138. (In Chinese) [Google Scholar]
- Wang, A.; Lan, F.; Xu, K. Manufacture of double jacket quench boiler. Press. Vessel Technol. 2007, 24, 58–61. (In Chinese) [Google Scholar]
- Sang, Z.; Widera, G. Stress Analysis of Elliptical Tube Plates in Heat Exchangers. J. Press. Vessel Technol. 1987, 109, 310–314. [Google Scholar] [CrossRef]
- Qian, C.; Yu, H.; Yao, L. Finite Element Analysis and Experimental Investigation of Tubesheet Structure. J. Press. Vessel Technol. 2009, 131, 011206. [Google Scholar] [CrossRef]
- Li, G.; Zhao, J. Design by Finite Element Analysis on Tubesheet of Heat Exchanger with a Central Hole. In Proceedings of the ASME 2011 Pressure Vessels & Piping Division Conference, Baltimore, MD, USA, 17–21 July 2011; pp. 755–760. [Google Scholar] [CrossRef]
- Laskin, I.; Volfson, B. Numerical Analytic Approach to a Calculation of a Thermal Stress State of Shell and Tube Heat Exchangers. In Proceedings of the ASME 2013 Pressure Vessels & Piping Division Conference, Paris, France, 14–19 July 2013; pp. 14–18. [Google Scholar] [CrossRef]
- Wu, J.; Zheng, Z.; Li, Y.; Pang, J.; Ke, Z.; Zhang, N. Numerical research on thermal stress of steam cooler tube sheet mechanical structure. In Proceedings of the 2021 4th International Conference on Mechanical, Electrical and Material Application (MEMA 2021), Chongqing, China, 29–31 October 2021; p. 012013. [Google Scholar] [CrossRef]
- Gu, F.; Dong, J.; Zhang, W. Stress analysis of vertical jacket heat exchanger based on pre-tension and stress technique. Press. Vessel Technol. 2017, 34, 41–46. (In Chinese) [Google Scholar]
- Zhang, L.; Dong, J.; Cui, F.; Shi, W.; Liu, L. Simulation and test analysis of prestressed double tubesheet exchanger. Press. Vessel Technol. 2018, 35, 41–46. (In Chinese) [Google Scholar]
- JB4732-1995; Steel Pressure Vessels—Design by Analysis. National Standard of the People’s Republic of China: Beijing, China, 1995.






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Design Temperature (°C) | Thermal Conductivity (W·(m·°C)−1) | Young’s Modulus (×103 MPa) | Linear Expansion Coefficient (×10−6 mm/mm °C) | Poisson’s Ratio |
|---|---|---|---|---|---|
| 16Mo3 | 385 | 41.58 | 184 | 14.23 | 0.3 |
| SA 106-Gr.B | 350 | 47 | 179 | 13.6 | 0.3 |
| 12Cr2Mo1 | 367 | 37.8 | 187 | 13.36 | 0.3 |
| 450 | 36.4 | 180 | 13.93 | 0.3 | |
| 13CrMo4-5 | 367 | 38.82 | 185 | 13.79 | 0.3 |
| 450 | 37.03 | 178 | 14.72 | 0.3 | |
| Q345R | 200 | 48.6 | 191 | 12.25 | 0.3 |
| 385 | 42.95 | 172 | 13.48 | 0.3 |
| Location | P (MPa) | Do (mm) | Di (mm) | Po (MPa) |
|---|---|---|---|---|
| Inlet and outlet of boiler water | 13.78/12.56 | 219 | 186 | 35.67/32.51 |
| Cracked gas inlet | 0.343/0.08 | 470 | 380 | 0.65/0.15 |
| Cracked gas outlet | 0.343/0.08 | 412.8 | 341 | 0.74/0.17 |
| Sewage drainage exit | 13.78/12.56 | 60.3 | 45.7 | 18.6/16.95 |
| Location | T (N·mm) | d (mm) | K | F [N] |
|---|---|---|---|---|
| Upper flange joint | 175,000 | 24 | 0.2 | 36,458 |
| Lower flange joint | 195,000 | 24 | 0.2 | 40,625 |
| Case | Shell-Side Pressure (MPa) | Tube-Side Pressure (MPa) | Thermal Deformation |
|---|---|---|---|
| 1 | 13.78 | 0 | No |
| 2 | 12.56 | 0 | Yes |
| Path | Sm (MPa) | K | Stress Limit of PL (Mpa) | Stress Limit of PL + Pb + Q (Mpa) |
|---|---|---|---|---|
| A1-A2, B1-B2, C1-C2 | 113.33 | 1 | 170 | 340 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhao, G.; Qin, G.; Liu, B.; Xing, F.; Qian, C. Study of Tube Pretension Effects on the Strength of the Flat-Round Tubesheet in a Quench Boiler. ChemEngineering 2022, 6, 75. https://doi.org/10.3390/chemengineering6050075
Zhao G, Qin G, Liu B, Xing F, Qian C. Study of Tube Pretension Effects on the Strength of the Flat-Round Tubesheet in a Quench Boiler. ChemEngineering. 2022; 6(5):75. https://doi.org/10.3390/chemengineering6050075
Chicago/Turabian StyleZhao, Guangrui, Guomin Qin, Bin Liu, Fang Xing, and Caifu Qian. 2022. "Study of Tube Pretension Effects on the Strength of the Flat-Round Tubesheet in a Quench Boiler" ChemEngineering 6, no. 5: 75. https://doi.org/10.3390/chemengineering6050075