1. Introduction
Epoxy composites have gradually replaced many traditional materials in recent decades. They have several advantages which make it possible to use them in automotive, aerospace, shipbuilding, electronics and etc. [
1,
2,
3,
4,
5]. However, these materials must meet strict safety requirements, especially in the aerospace and automotive industries where they are used as structural elements. These applications often require high mechanical properties and high fire safety. For example, one of the key drawbacks of epoxy composites for the aerospace industry is their high flammability [
6,
7,
8,
9].
The combustion of epoxy composites is a complex set of multistage physical and chemical transformations occurring in the condensed and gaseous phases as well as on their interface and proceeding with the flame formation. Combustion occurs as a result of redox reactions which release heat that has no time to liberate into the environment. Polymer combustion is a multi-stage process which can be divided into the following stages: heating, degradation, ignition and combustion. For epoxy composites, one of the most effective ways of reducing flammability is the use of inorganic and organic agents that contain such elements as phosphorous, nitrogen, boron, halogens or groups with a combination of these elements in their molecules [
10,
11,
12,
13].
Xu et al. synthesized imidazolium diphenylphosphinate (IDPP) and used it as a hardener. The addition of 15 wt.% IDPP increased the thermal stability of the composite and made it possible to achieve a UL-94 V-0 fire resistance with a high limiting oxygen index (37.0%) [
14]. In this work [
15], the phosphorus/nitrogen-containing compound was synthesized by the grafting reaction between 10-dihydro-9-oxa-10-phosphaphenanthrene-10-oxide and bisphenol A bis(phthalonitrile) containing benzoxazine (DOPO-BAPh). The addition of DOPO-BAPh into the epoxy matrix accelerated the curing process and also improved the stability of the char layer. The addition of 20 wt.% DOPO-BAPh ensures a UL-94 V-0 fire protection rating with a LOI of 41.2%. The authors of the work argue that an increase in fire safety performance is due to the dilution of non-flammable gases in the gas phase and the barrier effect of phosphorus-rich char of the condensed phase. Li et al. [
16] obtained thermally exfoliated boron nitride nanosheets coated with polydopoamine and iron-based nanocatalyst (BN@PDA@Fe). The addition of BN@PDA@Fe 6 wt.% into the epoxy matrix increased LOI by 10%, reduced peak heat release rate (pHRR) by 38.9% and suppressed CO and smoke emissions. The delayed ignition time as a result of the increased thermal conductivity of the epoxy composite was noted. The original phosphorus-nitrogen flame retardant melamine phenyl phosphate (MAPPO) was synthesized in this work [
17]. The results of the fire test show that the epoxy composite containing 18 wt.% MAPPO can pass the UL-94 V-0 rating and achieve a LOI value of 33%. The pHRR, total heat production (THP), peak smoke production rate (PSPR) and total smoke production (TSP) values decreased by 40% to 62%. Improved fire resistance is achieved by the effect on the gaseous and condensed phase processes. In the gas phase, oxygen is diluted with non-flammable substances NH
3, CO
2 and H
2O. In the condensation phase, phosphorus-containing acids react with the epoxy matrix at high temperatures with dehydration and carbonization to form a protective char layer.
The pyrolysis of the epoxy composite leads to the formation of a char residue, its formation being the result of the fact that amine-cured epoxy oligomers tend to dehydrate when exposed to high temperatures. This occurs because a hydrogen atom breaks away from the aromatic and aliphatic links of the chain, which is followed by the condensation of carbon residues and the formation of a quasigraphite structure.
Li et al. [
18] added a small amount of calcium gluconate (CaG) to improve the fire safety properties of the epoxy composite. The addition of CaG helped to form a more continuous and compact char layer, achieving a UL-94 V-0 rating and reducing the pHRR by 39.7%. In [
19] DOPO-based polyphosphoramide increased the char yield during the decomposition of the epoxy composite, which led to the effective inhibition of heat transmission and heat diffusion due to a denser char structure. Increased fire safety can also be achieved by accelerating the formation of the char layer. The addition of copper-decorated graphene into the epoxy composition accelerated oxidation processes, thus accelerating the formation of the char layer [
20].
An analysis of the scientific literature on the theme of this study showed that an effective method of reducing the flammability of epoxy composites is the addition of flame retardants that affect the structuring processes of the polymer when exposed to elevated temperatures. The most effective flame retardants for epoxy resins are phosphorus-containing ones, in their presence there is more intensive carbonization on the polymer surface [
21,
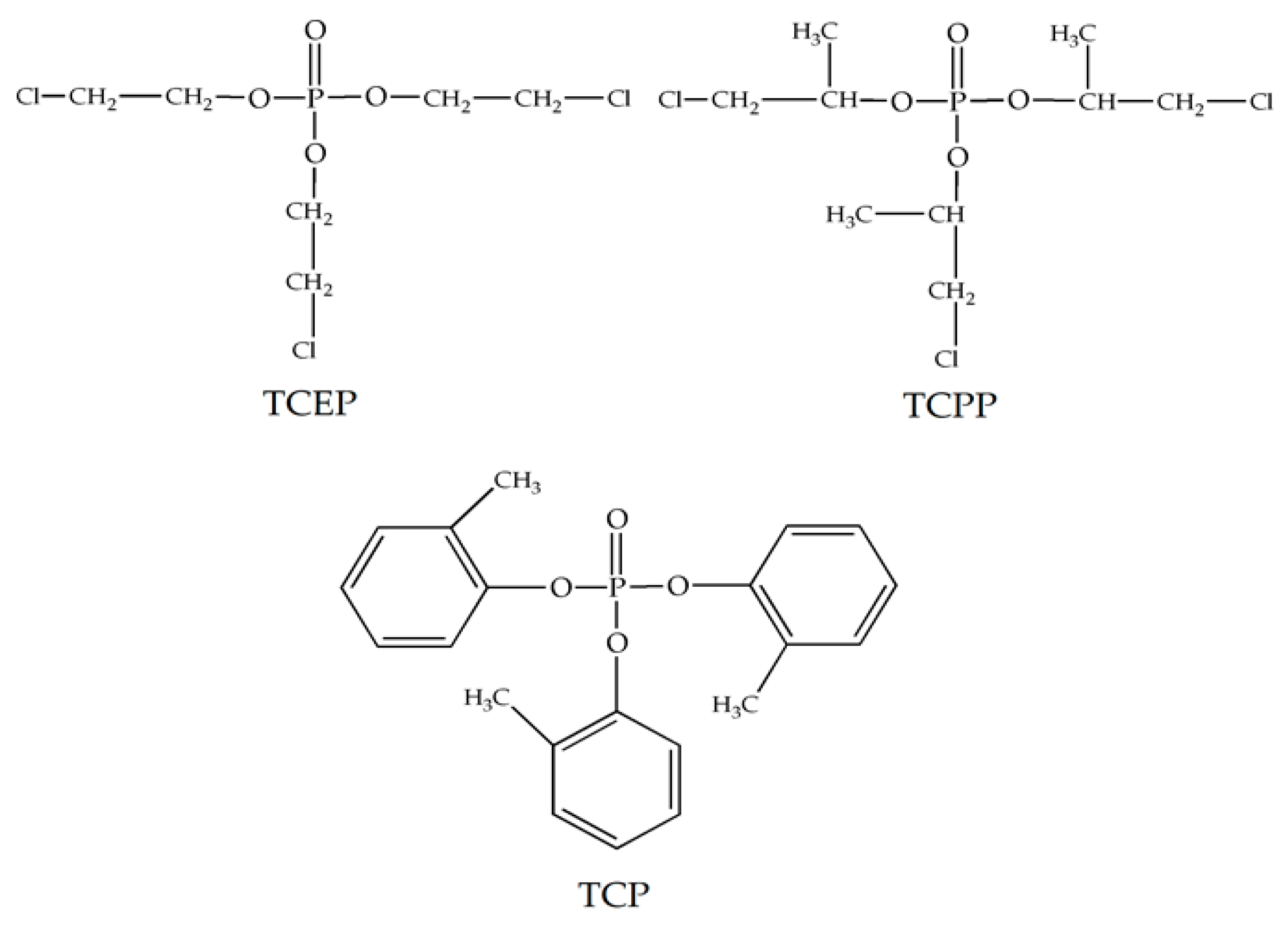
22]. Such flame retardants as tris(2-chloroethyl) phosphate, tris(1-chloro-2-propyl) phosphate and tris(2-methylphenyl) phosphate contain phosphorous which influences the pyrolysis and combustion processes and also have a plasticizing effect, thus changing technological and functional properties of composites. The addition of plasticizers in cross-linked polymers is one of the methods used to modify them. The chemical structure and the physical state of a plasticizer and a polymer affect the plasticizing mechanism of the polymer and its efficiency.
In this article the possibility of using tris(2-chloroethyl) phosphate, tris(1-chloro-2-propyl) phosphate and tris(2-methylphenyl) phosphate as effective plasticizers and flame retardants for epoxy polymers has been studied. Modification of epoxy polymer with presented plasticizers influences the carbonization process increasing char yield and reducing the amount of volatile thermolysis products released into the gas phase, thus improving fire safety parameters of epoxy composites reducing mass loss on ignition in air and increasing limiting oxygen index values, giving good fire protective properties to epoxy composites. The thermo-protective properties and structure of the char formed by polymer combustion are studied and the correlation between the thermo-protective properties of the char and the combustibility of the composite is determined. Furthermore, the behaviour of the modified composite during high rate pyrolysis is analyzed. This work shows an important reference value for modification, optimizing, designing of epoxy compositions for production of high performance fire resistant epoxy composites.
2. Materials and Methods
2.1. Materials
The market names of the epoxy resin and the hardener were ED-20 (CHIMEX Limited, St. Petersburg, Russia) and PEPA (CHIMEX Limited, St. Petersburg, Russia) respectively. Tris(2-chloroethyl) phosphate (TCEP) and tris(1-chloro-2-propyl) phosphate (TCPP) with 95–99% purity were purchased from Xuancheng City Trooyawn Refined Chemical Industry Co., Ltd. (Beijing, China). Tris(2-methylphenyl) phosphate (TCP) with purity ≥ 99% was purchased from Aladdin Reagent (Shanghai, China). The main properties of the plasticizers used are summarized in
Table 1. Chemical structure of the TCEP, TCPP, TCP are shown in
Figure 1.
2.2. Epoxy Composites Fabrication Method
The manufacture of the modified epoxy composite was carried out in several stages. At the first stage, a plasticizer was added to the epoxy matrix and the mixture was stirred for 10 min, followed by degassing for one hour. At the second stage, the system was mixed thoroughly with 15 parts by mass of PEPA hardener and degassed for 10 min and then poured into silicone moulds pre-treated with an anti-adhesive. The curing process was carried out at 25 ± 2 °C for 48 h. The cured samples were subjected to a stepwise heat treatment at 90 °C and 120 °C for 4 h at intervals of 24 h. The preparation process of modified epoxy composite is shown in
Figure 2.
2.3. Testing of the Composites
Tensile and bending stresses and their respective elastic moduli were obtained using a WDW-5E Universal Electromechanical Testing Machine (Time Group Inc., Beijing, China), at a test speed of 5 mm/min for the tensile test and 50 mm/min for the bending test. The bending stress and flexural modulus were determined according to ISO 178:2019; the tests were carried out on samples in the form of blocks with 4 mm thickness, 10 mm width and a working-part length of 80 mm. The strength and modulus of tensile elasticity was determined according to ISO 527-2:2012; the tests were carried out on samples in the form of spatulas with 4 mm thickness, 10 mm width and a working-part length of 50 mm) in accordance with ISO 527:12 and ISO 178:2019. The impact strength was determined in accordance with ISO 179-1:2010 using an LCT-50D pendulum impact machine (Beijing United Test Co., Ltd., Beijing, China); the tests were carried out on samples in the form of blocks with 4 mm thickness, 10 mm width and a working-part length of 80 mm. The change in mass, the rate of mass change and the magnitude of thermal effects during heating of the samples were studied by thermogravimetric analysis using a MOM Q-1500 D Paulik-Paulik-Erdey derivatograph (MOM, Budapest, Hungary), under the experimental conditions: sample mass—100 mg, medium—air, heating interval—25–1000 °C, heating rate—10 °C/min, relative error did not exceed 1%. Determination of heat resistance according to Vicat was carried out according to ISO 306:2004, method B50—load 50 N; temperature rise rate 50 °C/h. The LOI was tested according to ASTM D 2863 Oxygen Test Method, for samples with dimensions of 80 mm length × 10 mm width × 3 mm thickness. LOI was defined as the minimum volume fraction of oxygen O2 that supports combustion in the mixture of O2 and N2. UL94 test was conducted (using) in accordance with the procedure of UL94-2016 “Standard for safety: Tests for flammability of plastic materials for parts in devices and appliances”.
The thermal properties of a char layer were studied using a laser apparatus developed by staff members of the Polymer Combustion Laboratory of Institute of Synthetic Polymeric Materials of the Russian Academy of Sciences. A carbon dioxide laser with a wavelength of 10.6 nm and a beam diameter of 12 mm was used as the radiation source. A platinum-platinum +10% rhodium type thermocouple with a diameter of 30 µm was used as a radiation sensor. The radiation power was ~10 W/cm2. The objective table was a metal base on which a 0.1 mm chromel droplet type thermocouple was mounted in the ceramic holder. The table was separated from the sample by a 1 cm thick layer of asbestos to reduce heat transfer. To simulate a metal substrate, a metal plate with an area of 30 cm2 and a thickness of 0.5 mm was placed between the sample and the asbestos. The signal from the radiation sensor and thermocouple located on the back of the sample was fed to the digital voltmeter type Sch 304 (Plant of Measuring Instruments, Krasnodar, Russia), providing an accuracy of 0.06%, and then to the recording device, which was a computer.
For the study of high-temperature pyrolysis processes, a polymer sample of 1.5–2.0 mm diameter (initial mass of 2–5 · 10−3 g) was taken and placed on a 30 µm diameter platinum-platinum microthermocouple junction passed through a 2-channel ceramic holder of 1 mm diameter. The thermocouple junction was located 3 cm from the end of the holder, eliminating the effect of the holder on the thermal pattern in the area of the sample. An electric furnace was placed over the sample, a heating gas (nitrogen, helium or air) was blown through the sample at a flow rate of 4 cm/s and the surface temperature was recorded. The change in mass of the sample was recorded using a moving anode electron bulb, the output rod of which was rigidly connected to the holder, to an accuracy of ±0.02 · 10−3 g, which was 2% of its original weight.
3. Results
TCEP, TCPP and TCP contain combustion inhibitors such as P in TCP, P and Cl in TCEP and TCPP. The presence of phosphorus can structure the epoxy polymer and increase the amount of char release during thermal degradation [
23,
24]. The decomposition of TCEP, TCPP and TCP occurs in the temperature range corresponding to the main decomposition stage of the epoxy polymer (
Figure 3,
Table 2), which allows their degradation products P and Cl to influence the char layer formation processes making them effective flame retardants.
The quantity of plasticizers (
Table 3) was selected according to an index of impact strength as the most notable influence of plasticizers on elastic properties of the composition and according to indicators characterizing fire hazard of polymers—the LOI and the mass loss during combustion of the samples in air.
According to the given selection criteria the content of plasticizers in the amount of 40 parts by mass is rational (
Table 3) as optimum impact strength and LOI values are reached and weight losses during combustion in air are considerably reduced from 78% to 2–9%, thus making the material slow-burning. With a further increase in the plasticiser content, the impact toughness decreases and plasticisers migrate to the surface of the sample. The increase in impact strength with the addition of the optimal amount of plasticizers into the epoxy composition is explained by an increase in the mobility of the supramolecular structures of the epoxy polymer, which are oriented under external loads, which always contributes to the strengthening of the polymer [
25,
26].
The increase in the char yield when TCEP, TCPP and TCP are added to the epoxy composition leads to a decrease in volatile pyrolysis products release into the gas phase (
Figure 4). Moreover, the chlorine released during pyrolysis of a composition containing TCEP or TCPP, when released into the gas phase, dilutes the combustible gases and reduces the concentration limit of the ignition (
Table 4).
The flame retardancy of epoxy composites was evaluated by LOI and UL94 tests, and the corresponding results are listed in
Table 4. As shown in
Table 4, pure epoxy polymer hashigh flammability with a LOI value of 19% and fails to pass UL94 test. The increased degree of LOI value and UL94 rating of epoxy composites varies depending on the type of plasticizer-flame retardant added. TCP, TCEP and TCPP impart well flame-retardant performance to epoxy composites, among which TCPP has the best flame-retardant effect for epoxy composites (LOI value of 31% and passes UL94 V-0 rating), (
Table 4). It is noteworthy that the same content of TCPP imparts a higher LOI value to epoxy composite compared to TCP and TCEP, indicating that TCPP has a higher flame-retardant efficiency than that of TCP and TCEP.
To further understand the flammability reduction mechanism of plasticised epoxy composites, a number of indicators affecting the flammability of the polymer were assessed, including char properties.
Char can inhibit the interdiffusion of combustion products into the environment and of oxygen into the combustion zone [
27,
28]. In addition, depending on the char properties, it can both remove heat from the pyrolysis and combustion zone or impede its transfer.
Figure 5 shows curves of temperature change (at the back of the sample) over time—for epoxy composites plasticised with different amounts (20, 30 and 40 parts by mass) of TCPP.
Each section of the curve corresponds to a particular state of the system. The sharp rise in temperature at the start corresponds to the heating of the composite until the char layer begins to form, followed by an inflection which corresponds to the beginning of the formation and growth of char on the polymer surface. The slow rise to a stationary temperature in the final section of curves 1–4 indicates that the carbonisation process is complete and the entire sample has been transformed into char.
The shape of curve 1 in
Figure 5 characterising the TPP (Thermal Protective Performance) of the unmodified epoxy composite indicates a low char formation rate, while the char itself has a low TPP. The addition of TCPP into the epoxy composite leads to an increase in the rate of the char formation and growth. The decrease in temperature at the back of the sample indicates that the TPP of the formed char is significantly higher, which is due to the change in the structure of the char
Figure 6.
Combustion of the unmodified epoxy composite results in char with a homogenous structure which does not separate without breaking. The composite containing TCPP form char with a high porosity layer on the surface which is easily separated due to the presence of a gas layer between the main part of char and the high porosity layer, due to which char has higher thermal protective performance.
It was found that there is a correlation between the TCPP content in the composite (LOI, % vol.: 20 parts by mass—25, 30 parts by mass—27, 40 parts by mass—31) and TPP of char formed during the combustion of these compositions. The higher the TPP of the char, the lower the combustibility of the composite.
During combustion, the heating rate of the composite surface can exceed 300 °C/min [
29,
30]. Thus, data from composite decomposition at low heating rates (data from thermogravimetric analysis) are not sufficient to describe the thermal degradation of polymers during combustion.
Based on the high-temperature pyrolysis data the dependence of the sample mass loss (%) on time (s) (
Figure 7) and the dependence of the polymer surface temperature change (°C) on time (s) (
Figure 8) at an experimental temperature of 700 °C were determined. The dependence of the polymer mass loss rate (%/s) on the polymer temperature was also obtained (
Figure 9).
Figure 7,
Figure 8 and
Figure 9 show that the composite modified with TCPP has a lower mass loss, surface temperature and mass loss rate than the original epoxy composite. This explains a greater resistance of the composite containing TCPP to combustion. Hence, TCPP affects the physico-chemical processes in the condensed and gaseous phases, providing structuring of the epoxy composite when exposed to elevated temperatures, providing increased yield of carbonised structures, changing their structure and properties. The determined effect of TCPP on high-temperature pyrolysis processes is confirmed by the combustibility values of the material (
Table 4).
The analysis of strength properties of the obtained composites shows that the addition of TCEP, TCPP and TCP increases resistance to bending stress by 25–32% and resistance to impact strength by 2–4 times, while there is a significant increase in tensile strength by 38–46% (
Table 5,
Figure 10).
The developed composites have physico-mechanical characteristics and fire resistance comparable to those of the existing analogs and often cases exceeding them, which confirms the scientific novelty and significance of the results obtained (
Table 6).
4. Conclusions
As a result of this study it was found that the application of TCEP, TCPP and TCP as plasticizers for epoxy polymer is an effective method for making composites with improved physical and mechanical properties and increased flame retardancy.
The effect of complex plasticizers on the pyrolysis processes of the epoxy polymer in the condensed and gaseous phases has been studied. The addition of plasticizers into the epoxy polymer leads to an increase in the char yield from 40 to 48–55% by mass and a reduction of the volatile pyrolysis product release. These changes in the structure and properties of the char lead to a reduction of the combustibility of the epoxy polymer and are reflected in a decrease in the mass loss during combustion in air from 78 to 2–9% and an increase in LOI from 19 to 25–31% by volume. The UL-94 rating for polymers containing TCPP, TCEP and TCP is V-0, V-0, V-1 respectively.
The analysis of SEM data as well as high and low rate pyrolysis data shows a change in char structure and properties that increase its heat-protective performance (temperature on the opposite side of the sample decreases from 150 to 114 °C), which is accompanied by a decrease in pyrolysis rate and the mass loss of polymer. Composite containing TCPP form char with a high porosity layer on the surface which is easily separated due to the presence of a gas layer between the main part of char and the high porosity layer, due to which char has higher thermal protective performance.
The addition of plasticizers into the epoxy composition provides an increase in the strength properties of epoxy composites. The addition of TCEP, TCPP and TCP increases resistance to bending stress by 25–32% and resistance to impact strength by 2–4 times, while there is a significant increase in tensile strength by 38–46%.
Thus, the addition of TCEP, TCPP and TCP into the epoxy composition ensures the creation of fireproof epoxy composites with enhanced physical and mechanical properties, which significantly expands the possible areas of their application. The developed materials can be used for sealing electronic products, for impregnation and filling of components in the aircraft, ship and automotive industries, including the creation of polymer composites for structural purposes, for example, as binders in the production of carbon fiber used for the manufacture of aircraft fuselages, helicopter blades, engine cases and sports equipment.



 ,
, 











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}