
Effects of Feed Rates on Deformation Forces and Thickness Distribution in an Ultrasonic-Assisted Incremental Sheet Forming Process †


Abstract
:1. Introduction
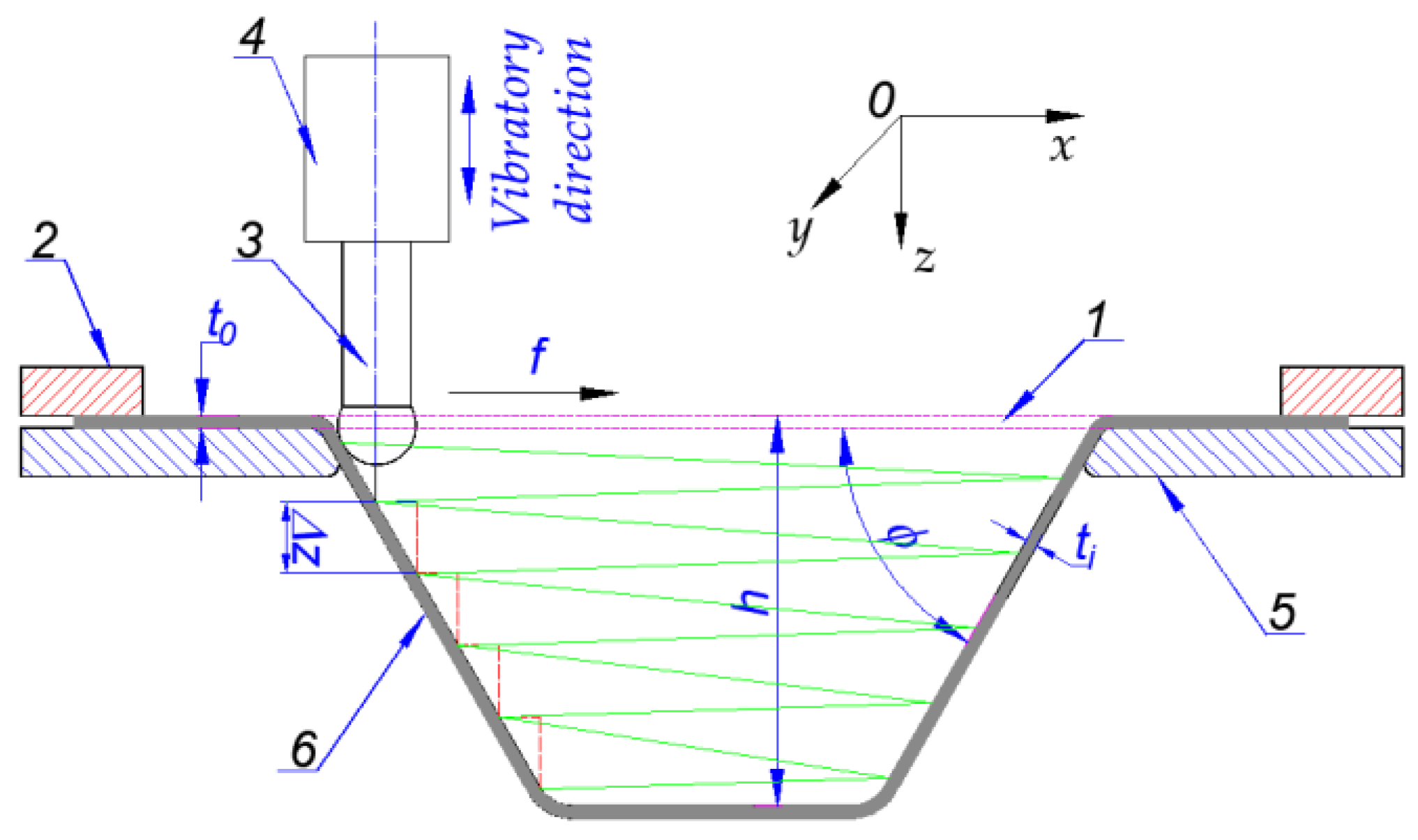
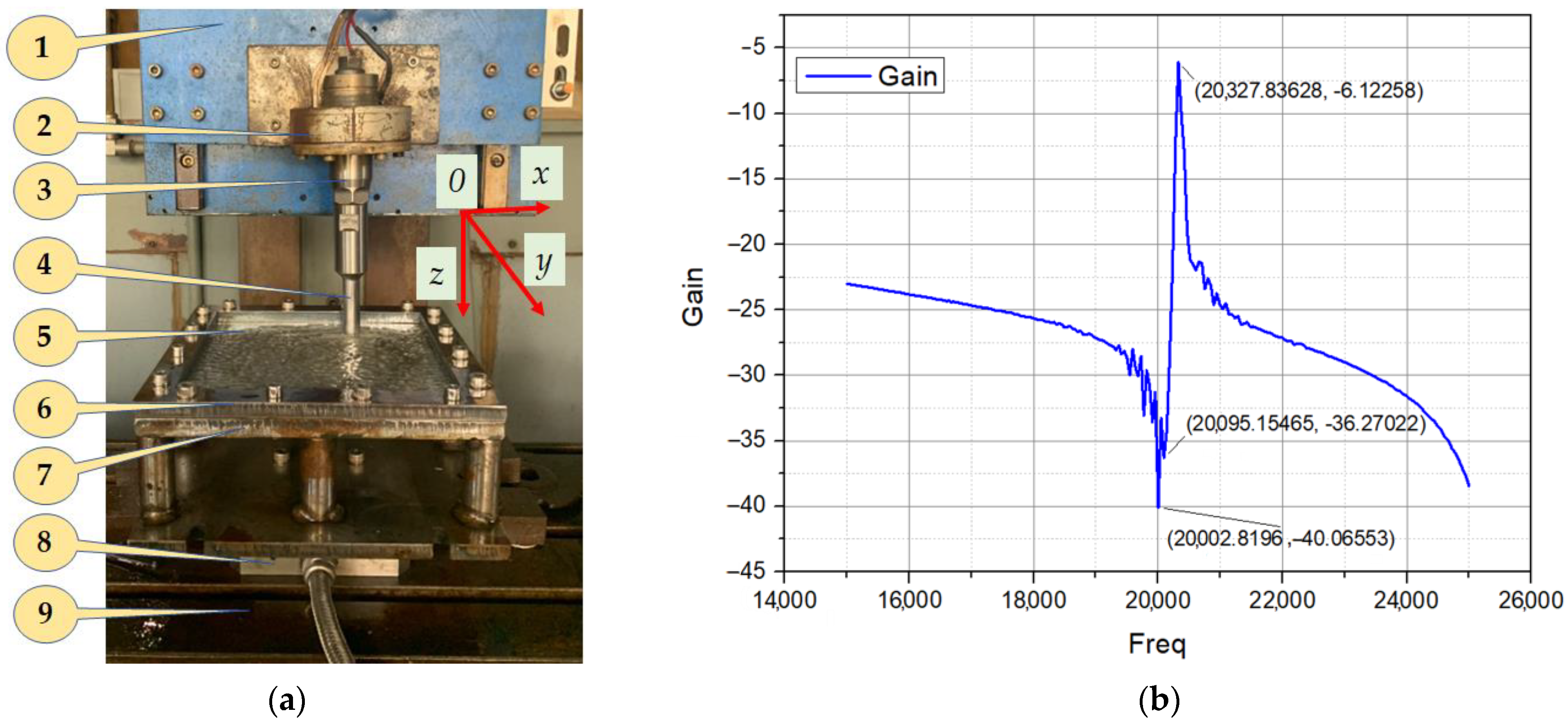
2. Materials and Methods
3. Results and Discussion
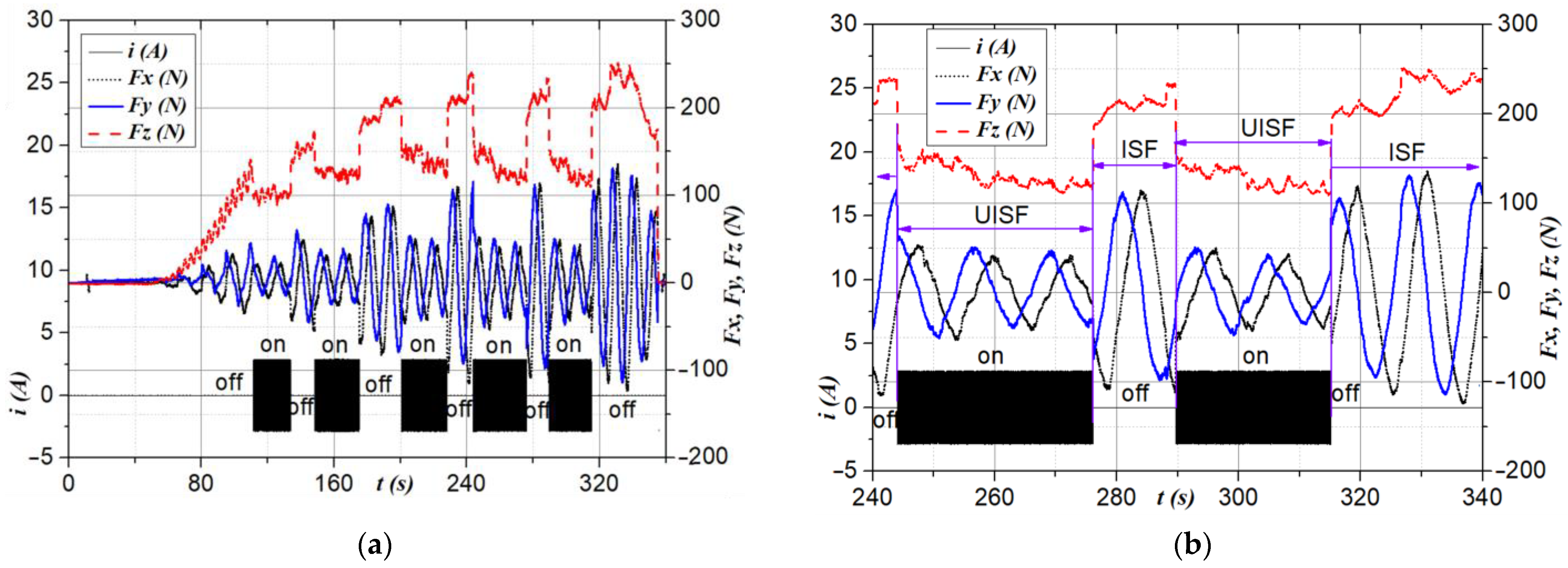
3.1. Forming Forces
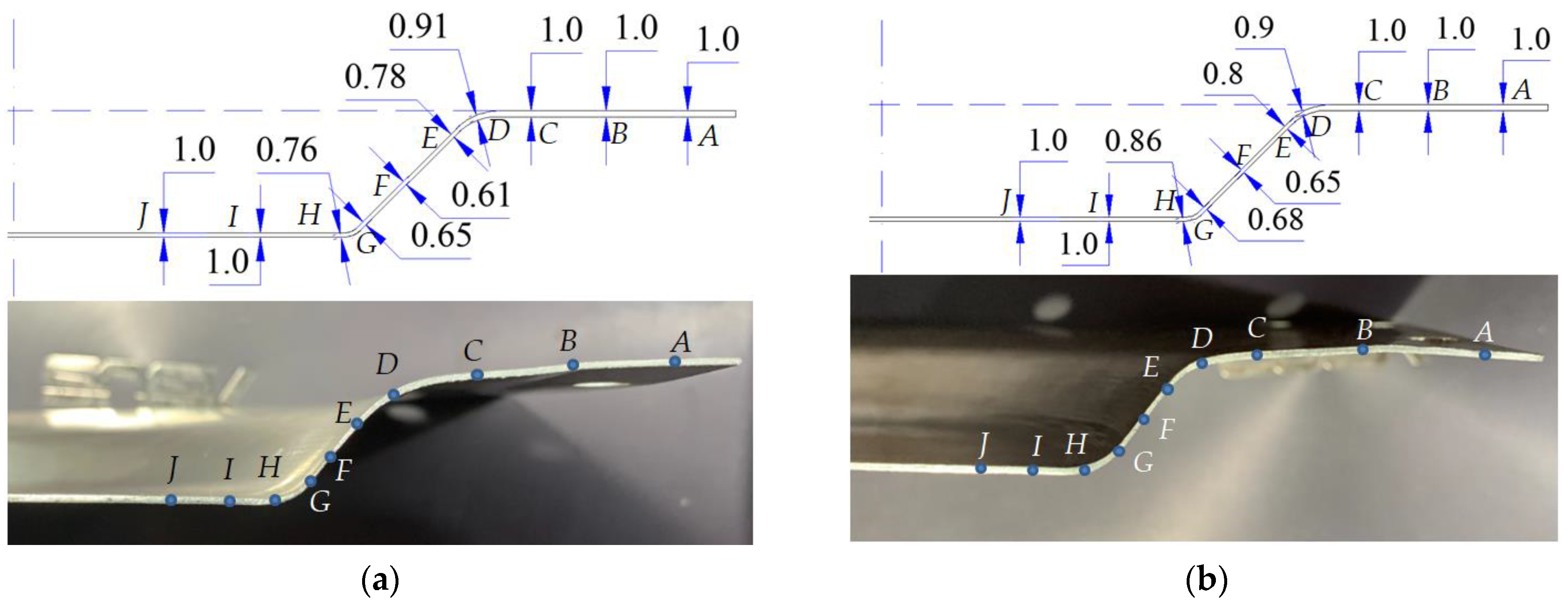
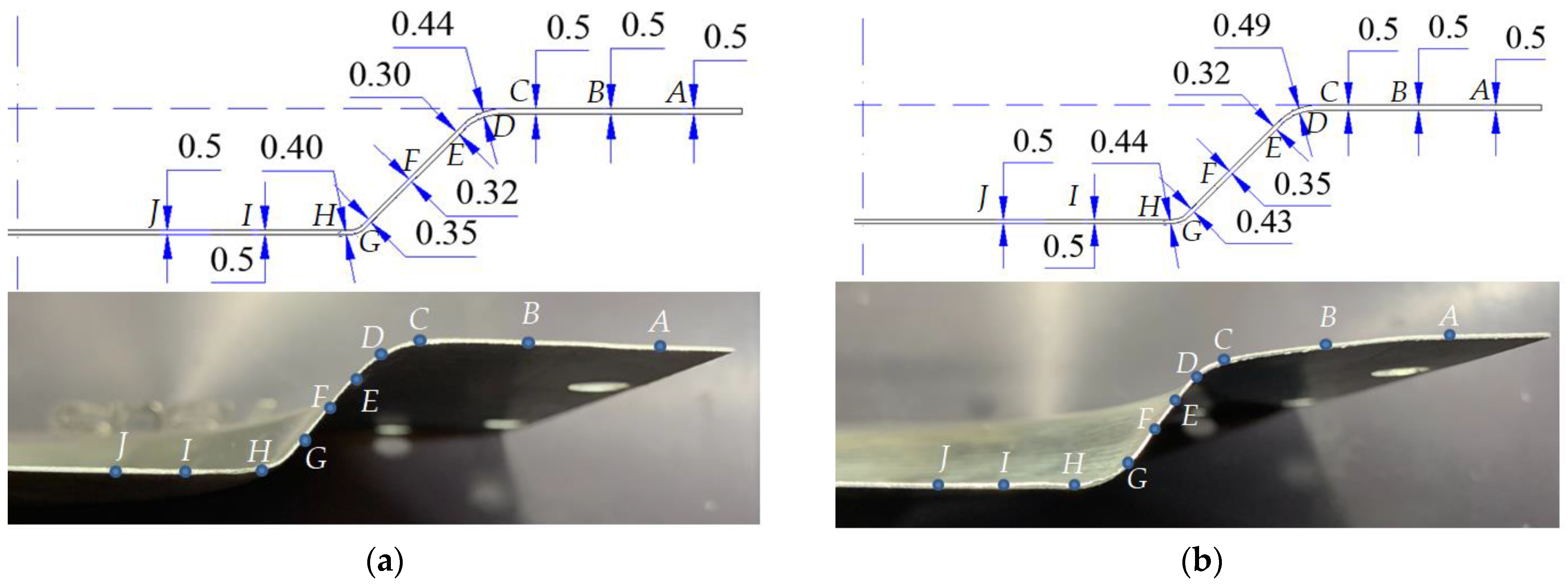
3.2. Thickness Distributions
4. Conclusions
- -
- The deformation forces, including Fx, Fy, and Fz, tend to strongly decrease during the forming process with the assistance of ultrasonic vibration. When a certain forming depth is reached, this effect of reducing deformation force is relatively stable.
- -
- For different feed rates, ranging from 1200 to 2400 mm/min, the speed is inversely proportional to the effectiveness of reducing the main deformation force Fz due to the ultrasonic vibration.
- -
- The thickness distribution of the plate when forming via the UIF process is more uniform than that of the conventional ISF process.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhasker, R.S.; Kumar, Y. Process capabilities and future scope of Incremental Sheet Forming (ISF). Mater. Today Proc. 2023, 72, 1014–1019. [Google Scholar] [CrossRef]
- Agrawal, M.K.; Singh, P.; Mishra, P.; Deb, R.K.; Mohammed, K.A.; Kumar, S.; Kumar, G. A brief review on the perspective of a newer incremental sheet forming technique and its usefulness. Adv. Mater. Process. Technol. 2023, 10, 506–516. [Google Scholar] [CrossRef]
- Oleksik, V.; Trzepiecinski, T.; Szpunar, M.; Chodola, L.; Ficek, D.; Szczesny, I. Single-Point Incremental Forming of Titanium and Titanium Alloy Sheets. Materials 2021, 14, 6372. [Google Scholar] [CrossRef] [PubMed]
- Erisov, Y.; Nikolaenko, A.; Petrov, I.; Surudin, S.; Kolsanov, A. Influence of the process parameters of incremental forming of personified implants of the cranial bones on their geometry. J. Phys. Conf. Ser. 2022, 2373, 032011. [Google Scholar] [CrossRef]
- Ullah, S.; Li, Y.; Li, X.; Xu, P.; Li, D. A review on the deformation mechanism and formability enhancement strategies in incremental sheet forming. Arch. Civ. Mech. Eng. 2022, 23, 55. [Google Scholar] [CrossRef]
- Patel, D.; Gandhi, A. A review article on process parameters affecting Incremental Sheet Forming (ISF). Mater. Today Proc. 2022, 63, 368–375. [Google Scholar] [CrossRef]
- Lu, H.; Liu, H.; Wang, C. Review on strategies for geometric accuracy improvement in incremental sheet forming. Int. J. Adv. Manuf. Technol. 2019, 102, 3381–3417. [Google Scholar] [CrossRef]
- Jeswiet, J.; Micari, F.; Hirt, G.; Bramley, A.; Duflou, J.; Allwood, J. Asymmetric Single Point Incremental Forming of Sheet Metal. CIRP Ann. 2005, 54, 88–114. [Google Scholar] [CrossRef]
- Ullah, S.; Li, X.; Xu, P.; Li, Y.; Han, K.; Li, D. A toolpath strategy for improving geometric accuracy in double-sided incremental sheet forming. Chin. J. Aeronaut. 2023, 36, 468–479. [Google Scholar] [CrossRef]
- Li, Z.; He, S.; An, Z.; Gao, Z.; Lu, S. Multi-Objective Optimization of Dimensional Accuracy in Electric Hot Incremental Sheet Forming. Coatings 2023, 13, 923. [Google Scholar] [CrossRef]
- Thiery, S.; Zein El Abdine, M.; Heger, J.; Ben Khalifa, N. Closed-loop control of product geometry by using an artificial neural network in incremental sheet forming with active medium. Int. J. Mater. Form. 2020, 14, 1319–1335. [Google Scholar] [CrossRef]
- Wu, S.; Geng, P.; Ma, N.; Lu, F. Contact-induced vibration tool in incremental sheet forming for formability improvement of aluminum sheets. J. Mater. Res. Technol. 2022, 17, 1363–1379. [Google Scholar] [CrossRef]
- Ghafoor, S.; Li, Y.L.; Zhao, G.L.; Li, F.Y. Improving the formability during ultrasonic-assisted multi-stage incremental sheet forming. IOP Conf. Ser. Mater. Sci. Eng. 2022, 1270, 012002. [Google Scholar] [CrossRef]
- Sun, Y.; Lu, Z.; Li, C.; Wang, R.; Zhai, W. Study on the Springback Effect and Surface Property for Ultrasonic-Assisted Incremental Sheet Forming of Aluminum Alloy. Symmetry 2021, 13, 1217. [Google Scholar] [CrossRef]
- Li, Y.-L.; Wang, Z.-J.; Zhai, W.-D.; Cheng, Z.-N.; Li, F.-Y.; Li, X.-Q. The influence of ultrasonic vibration on parts properties during incremental sheet forming. Adv. Manuf. 2021, 9, 250–261. [Google Scholar] [CrossRef]
- La, N.-T.; Ngo, Q.-H.; Vu, V.-D.; Mai, T.-H.; Ho, K.-T. Optimization of Ultrasonic-Assisted Incremental Sheet Forming. Materials 2024, 17, 3170. [Google Scholar] [CrossRef]
- Cheng, Z.; Li, Y.; Li, J.; Li, F.; Meehan, P.A. Ultrasonic assisted incremental sheet forming: Constitutive modeling and deformation analysis. J. Mater. Process. Technol. 2022, 299, 117365. [Google Scholar] [CrossRef]
- Zhai, W.; Li, Y.; Cheng, Z.; Sun, L.; Li, F.; Li, J. Investigation on the forming force and surface quality during ultrasonic-assisted incremental sheet forming process. Int. J. Adv. Manuf. Technol. 2020, 106, 2703–2719. [Google Scholar] [CrossRef]
- Ho, K.-T.; La, N.-T.; Chu, N.-H.; Vu, N.-H.; Mai, T.-L. Applying Ultrasonic-Assisted Incremental Sheet Forming to Al 5052 Aluminum Alloy. Eng. Proc. 2023, 45, 8. [Google Scholar] [CrossRef]
- Vahdati, M.; Mahdavinejad, R.; Amini, S. Investigation of the ultrasonic vibration effect in incremental sheet metal forming process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 231, 971–982. [Google Scholar] [CrossRef]
- Amini, S.; Hosseinpour Gollo, A.; Paktinat, H. An investigation of conventional and ultrasonic-assisted incremental forming of annealed AA1050 sheet. Int. J. Adv. Manuf. Technol. 2017, 90, 1569–1578. [Google Scholar] [CrossRef]
- Ghafoor, S.; Li, Y.; Zhao, G.; Li, J.; Ullah, I.; Li, F. Deformation characteristics and formability enhancement during ultrasonic-assisted multi-stage incremental sheet forming. J. Mater. Res. Technol. 2022, 18, 1038–1054. [Google Scholar] [CrossRef]
- Li, Y.; Chen, X.; Liu, Z.; Sun, J.; Li, F.; Li, J.; Zhao, G. A review on the recent development of incremental sheet-forming process. Int. J. Adv. Manuf. Technol. 2017, 92, 2439–2462. [Google Scholar] [CrossRef]
- Le, T.-K.; Tran, D.-T.; Bui, N.-T.B.; Nguyen, T.-H.; Beltran-Carbajal, F. Effect of Ultrasonic Vibration on Forming Force in the Single-Point Incremental Forming Process. Shock Vib. 2023, 2023, 1565927. [Google Scholar] [CrossRef]
- Uheida, E.H.; Oosthuizen, G.A.; Dimitrov, D.M. Toward understanding the process limits of incremental sheet forming of titanium alloys. In Proceedings of the Proceedings of the Competitive Manufacturing, International Conference on Competitive Manufacturing (COMA’16), Stellenbosch, South Africa, 27–29 January 2016. [Google Scholar]
- Zhang, L.; Wu, C.; Sedaghat, H. Ultrasonic vibration–assisted incremental sheet metal forming. Int. J. Adv. Manuf. Technol. 2021, 114, 3311–3323. [Google Scholar] [CrossRef]
- Li, J.; Li, Y.; Yuan, H.; Cheng, Z.; Yu, Y.; Ghafoor, S.; Li, F. Multi-stage finite element modeling of the deformation behavior during ultrasonic-assisted incremental sheet forming. J. Comput. Sci. 2023, 72, 102077. [Google Scholar] [CrossRef]
- Bishnoi, P.; Chandna, P. Formability of Aluminum Alloys During Single Point Incremental Forming. Int. J. Manuf. Mater. Mech. Eng. 2022, 12, 26. [Google Scholar] [CrossRef]
- Zhai, J.; Guan, Y.; Liu, Y.; Chen, F.; Lin, J. Macroscopic mechanism of ultrasonic vibration in ultrasonic-assisted metal forming. J. Mater. Res. Technol. 2023, 24, 7852–7864. [Google Scholar] [CrossRef]
- Li, Y.; Zhai, W.; Wang, Z.; Li, X.; Sun, L.; Li, J.; Zhao, G. Investigation on the material flow and deformation behavior during ultrasonic-assisted incremental forming of straight grooves. J. Mater. Res. Technol. 2020, 9, 433–454. [Google Scholar] [CrossRef]
- Ham, M.; Jeswiet, J. Single Point Incremental Forming and the Forming Criteria for AA3003. CIRP Ann. 2006, 55, 241–244. [Google Scholar] [CrossRef]
- Shukur, J.; Shbeeb, A.; Saad, W. Analysis of the process parameters effect on the thickness distribution and thinning ratio in single point incremental forming process. J. Mech. Eng. Res. Dev. 2020, 43, 374–382. [Google Scholar]
- Nikhil Bari, S.K. Experimental investigation on thinning and forming force acting on multi-stage single point incremental forming. Mater. Res. Proc. 2023, 25, 53–60. [Google Scholar]
- Huang, H.; Yue, M.; Tang, Q.; Peng, B.; Tang, X.; Fang, Q.; Chen, G. Change in geometry size and thinning rate in single-point incremental forming process of TA1 sheet: Evaluation method and finite element analysis. Int. J. Adv. Manuf. Technol. 2023, 125, 2743–2758. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Feed Rate (mm/min) | Average of RFx (%) and RFy (%) | Average of RFz (%) | ||||
|---|---|---|---|---|---|---|
| RFx (%) and RFy (%) | Upper of sd | Lower of sd | RFz (%) | Upper of sd | Lower of sd | |
| 1200 | 50.0% | 3.1% | 2.3% | 59.2% | 3.3% | 2.9% |
| 1600 | 58.5% | 4.2% | 2.9% | 57.1% | 4.4% | 3.1% |
| 2000 | 60.2% | 2.5% | 3.6% | 53.0% | 3.9% | 4.2% |
| 2400 | 62.5% | 3.2% | 4.5% | 50.1% | 3.5% | 3.2% |
| Feed Rate (mm/min) | Average of RFx (%) and RFy (%) | Average of RFz (%) | ||||
|---|---|---|---|---|---|---|
| RFx (%) and RFy (%) | Upper of sd | Lower of sd | RFz (%) | Upper of sd | Lower of sd | |
| 1200 | 75.0% | 3.7% | 4.3% | 54.1% | 4.5% | 3.9% |
| 1600 | 74.0% | 4.4% | 3.2% | 50.0% | 3.4% | 3.3% |
| 2000 | 73.2% | 3.5% | 2.6% | 49.8% | 4.5% | 2.6% |
| 2400 | 71.5% | 4.1% | 3.5% | 48.5% | 3.6% | 3.5% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ho, K.-T.; Le, T.-L.; Nguyen-Thuan; La, N.-T. Effects of Feed Rates on Deformation Forces and Thickness Distribution in an Ultrasonic-Assisted Incremental Sheet Forming Process. Eng. Proc. 2024, 75, 24. https://doi.org/10.3390/engproc2024075024
Ho K-T, Le T-L, Nguyen-Thuan, La N-T. Effects of Feed Rates on Deformation Forces and Thickness Distribution in an Ultrasonic-Assisted Incremental Sheet Forming Process. Engineering Proceedings. 2024; 75(1):24. https://doi.org/10.3390/engproc2024075024
Chicago/Turabian StyleHo, Ky-Thanh, Thi-Luong Le, Nguyen-Thuan, and Ngoc-Tuan La. 2024. "Effects of Feed Rates on Deformation Forces and Thickness Distribution in an Ultrasonic-Assisted Incremental Sheet Forming Process" Engineering Proceedings 75, no. 1: 24. https://doi.org/10.3390/engproc2024075024