
Effect of Surface States on Joining Mechanisms and Mechanical Properties of Aluminum Alloy (A5052) and Polyethylene Terephthalate (PET) by Dissimilar Friction Spot Welding


 and
and
Abstract
:1. Introduction
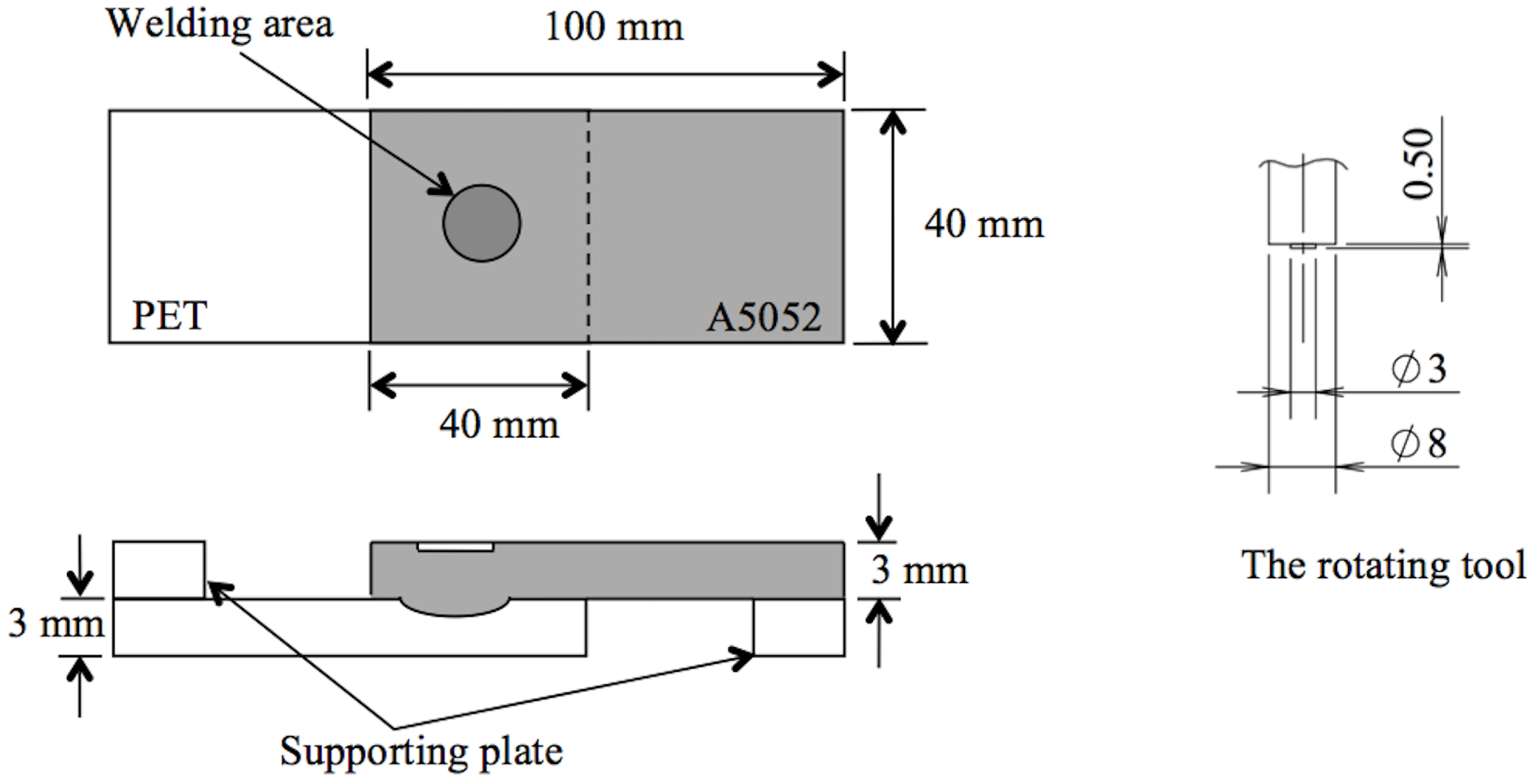
2. Materials and Methods
3. Results and Discussion
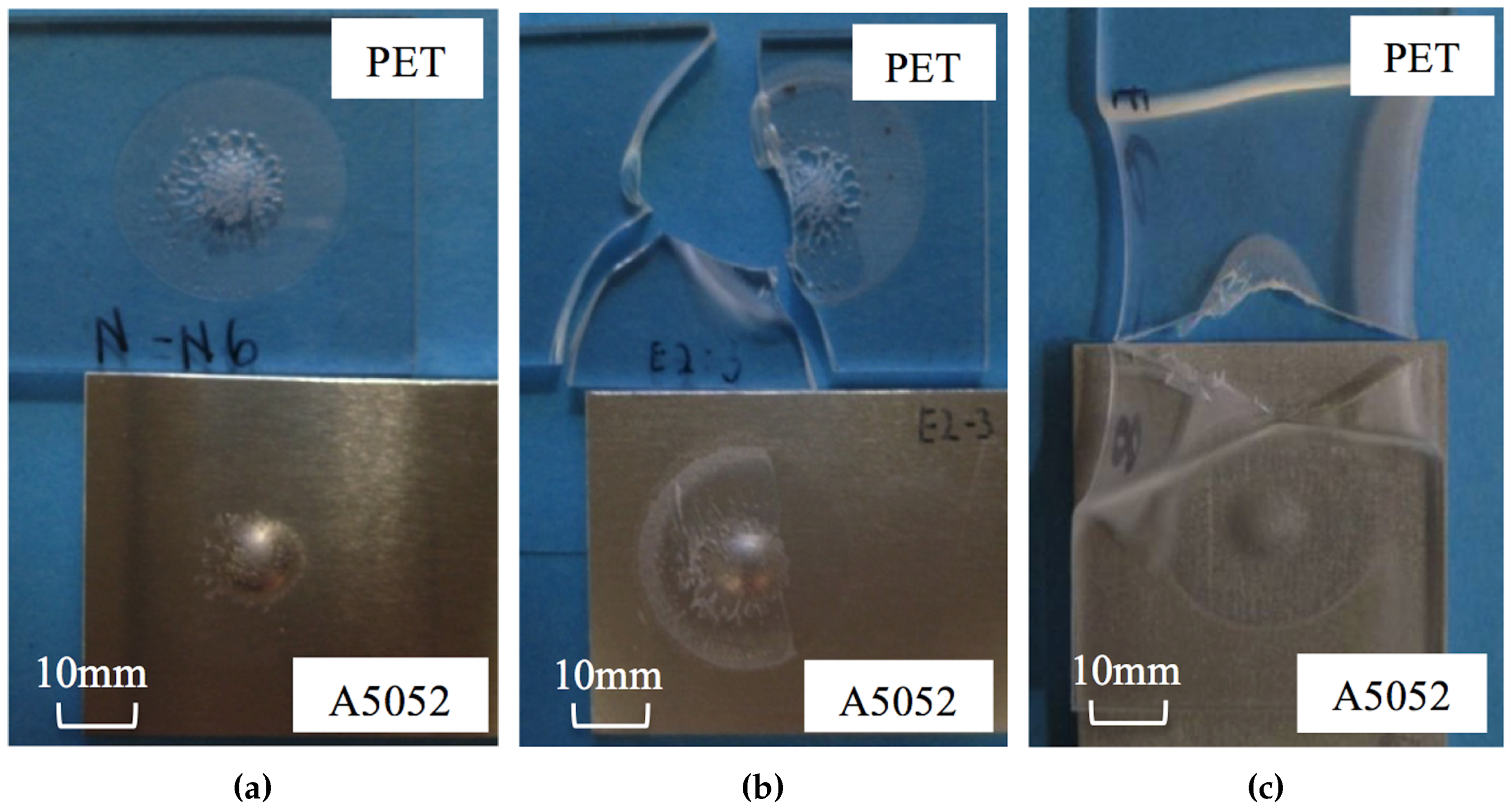
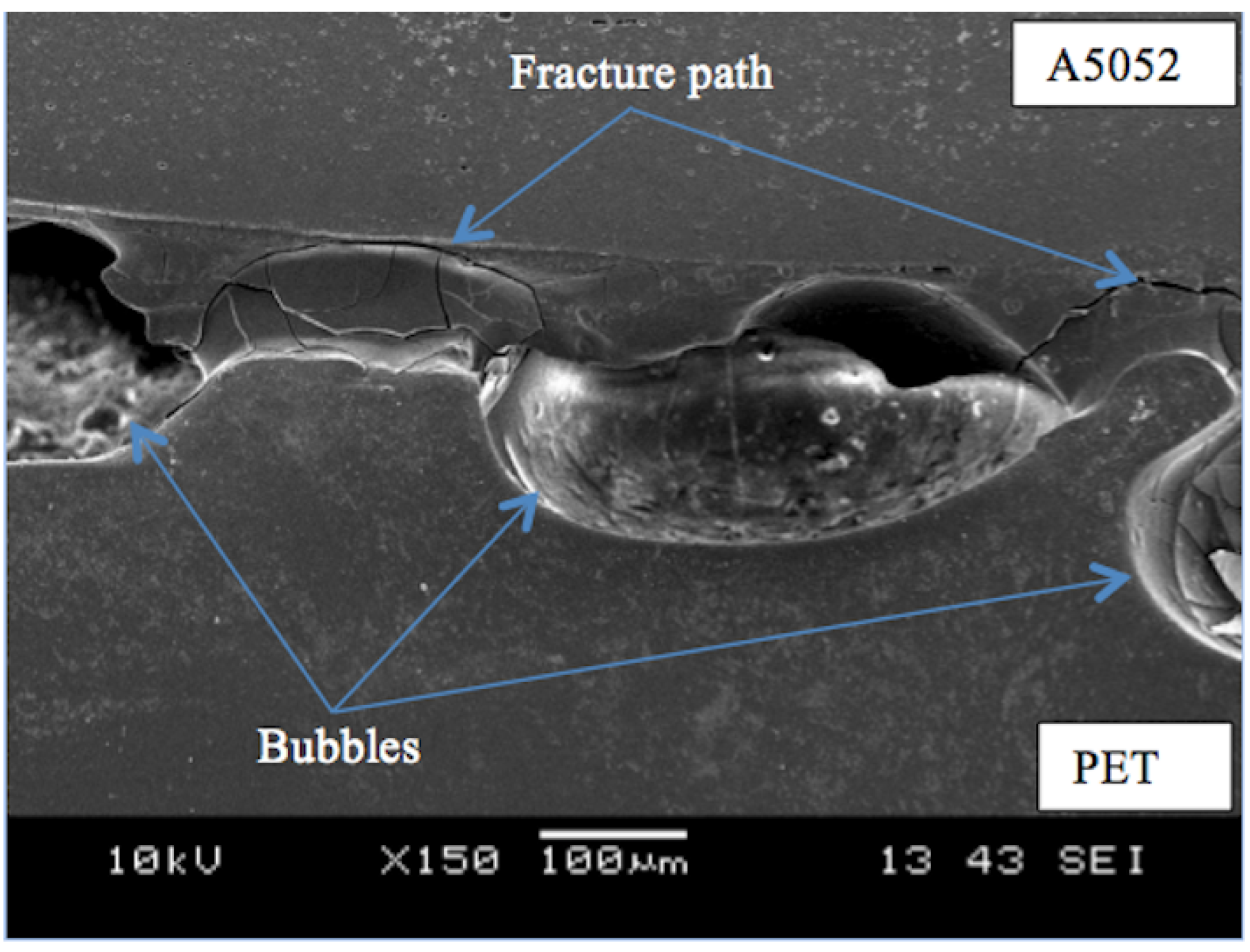
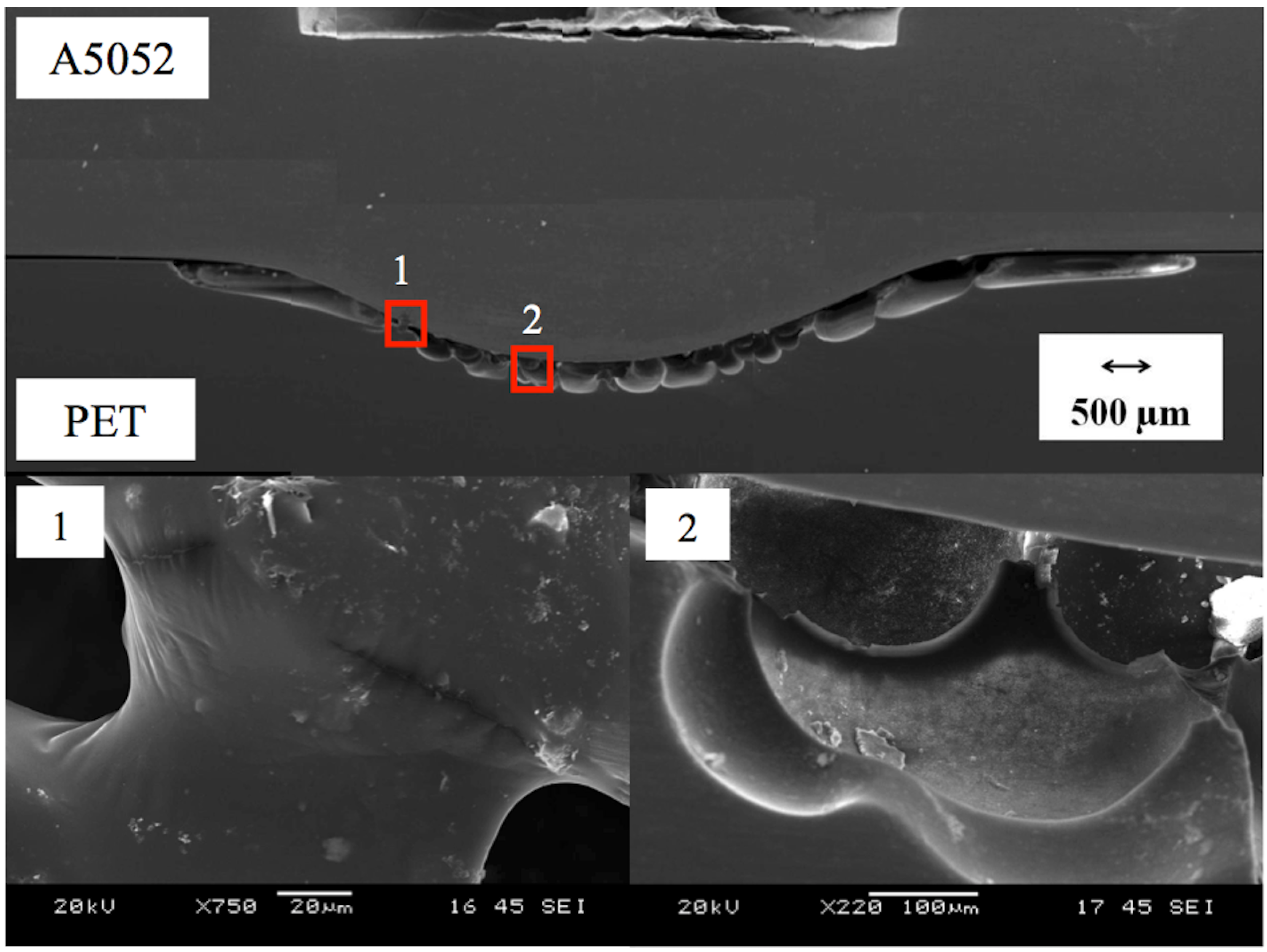
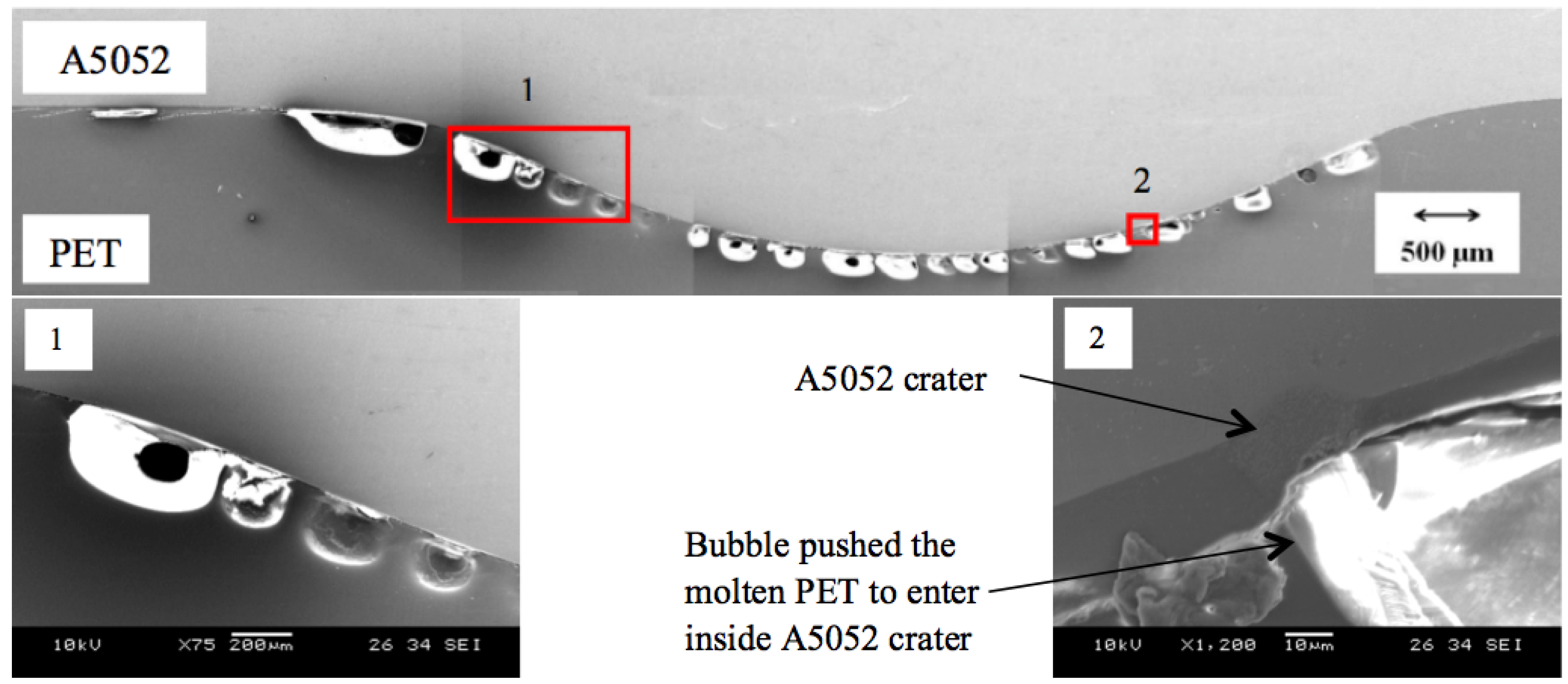
3.1. Joining Mechanism
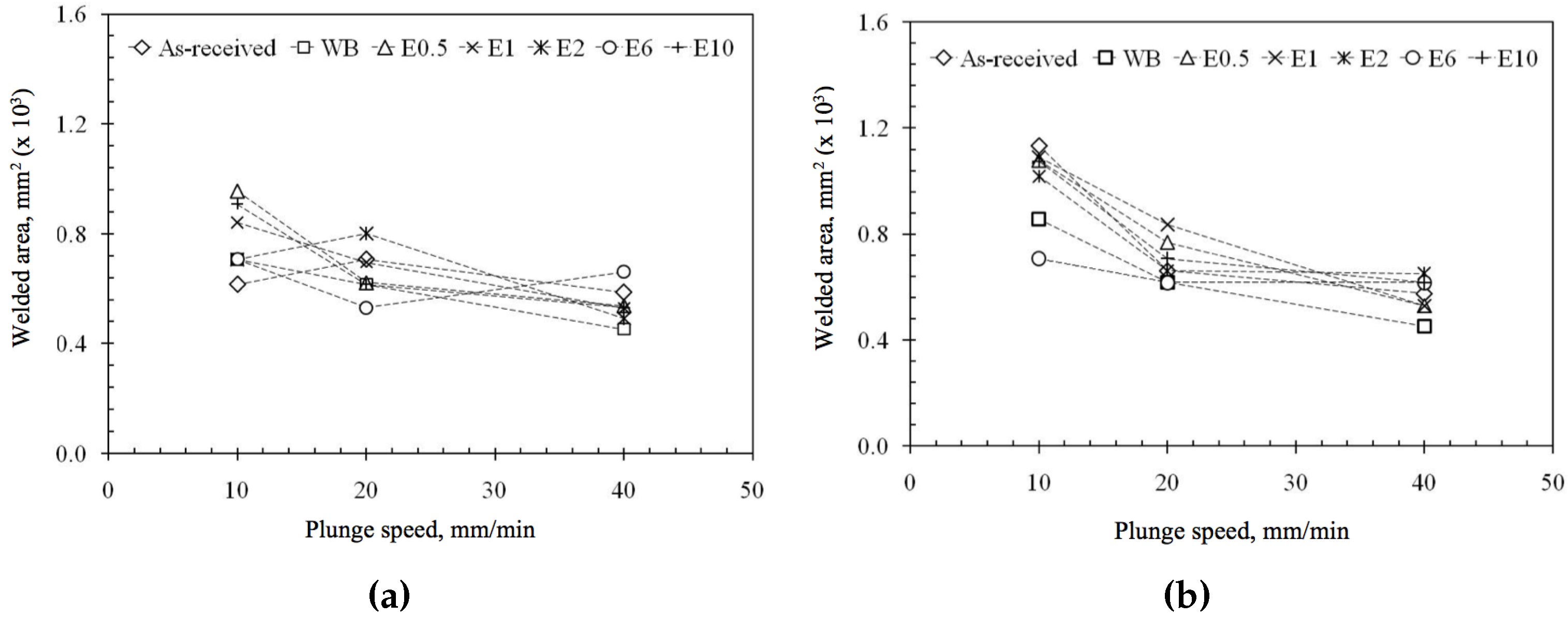
3.2. Effect of Surface Roughness on Welded Area
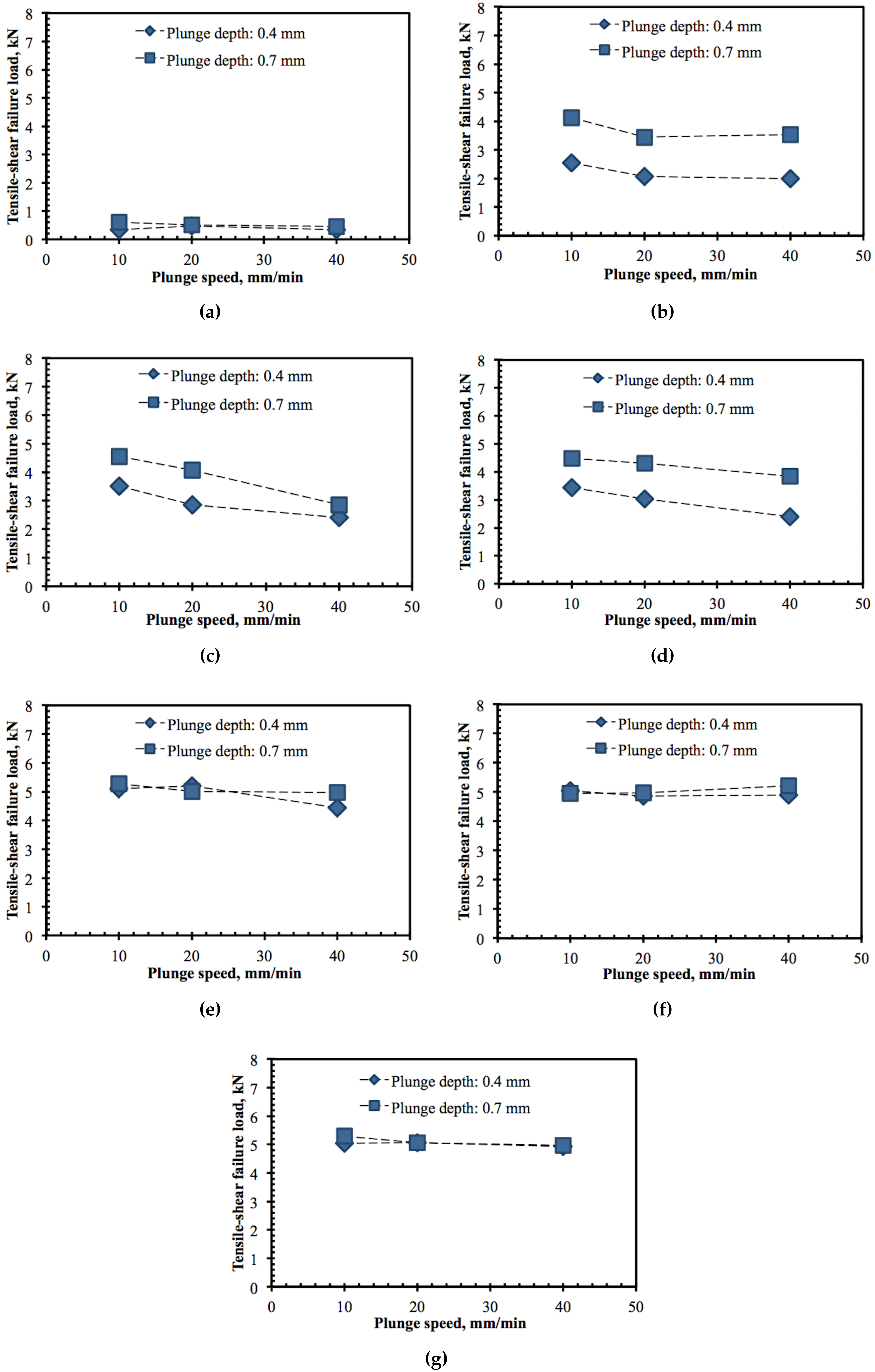
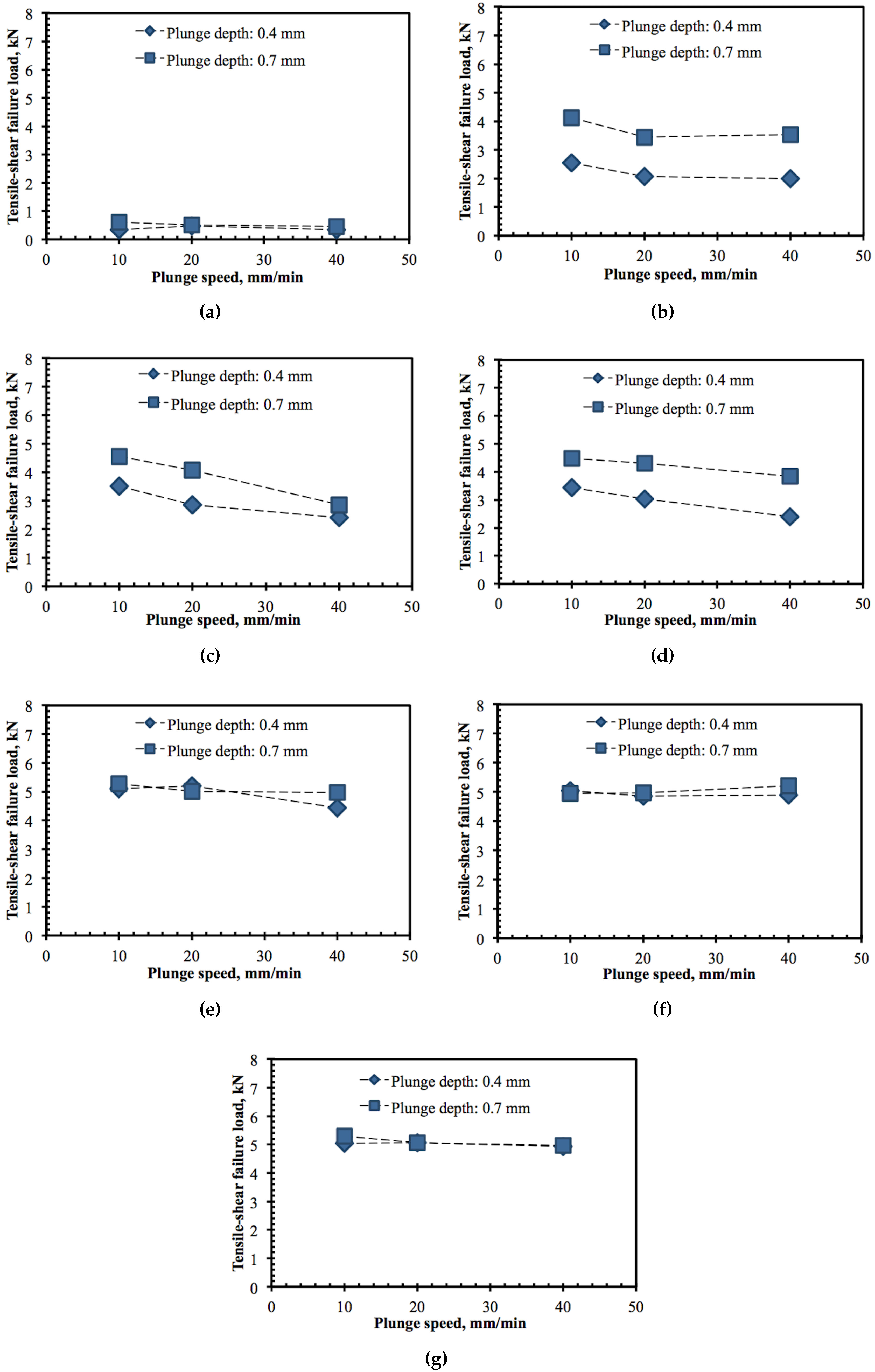
3.3. Effect of Surface Roughness on Tensile-Shear Strength
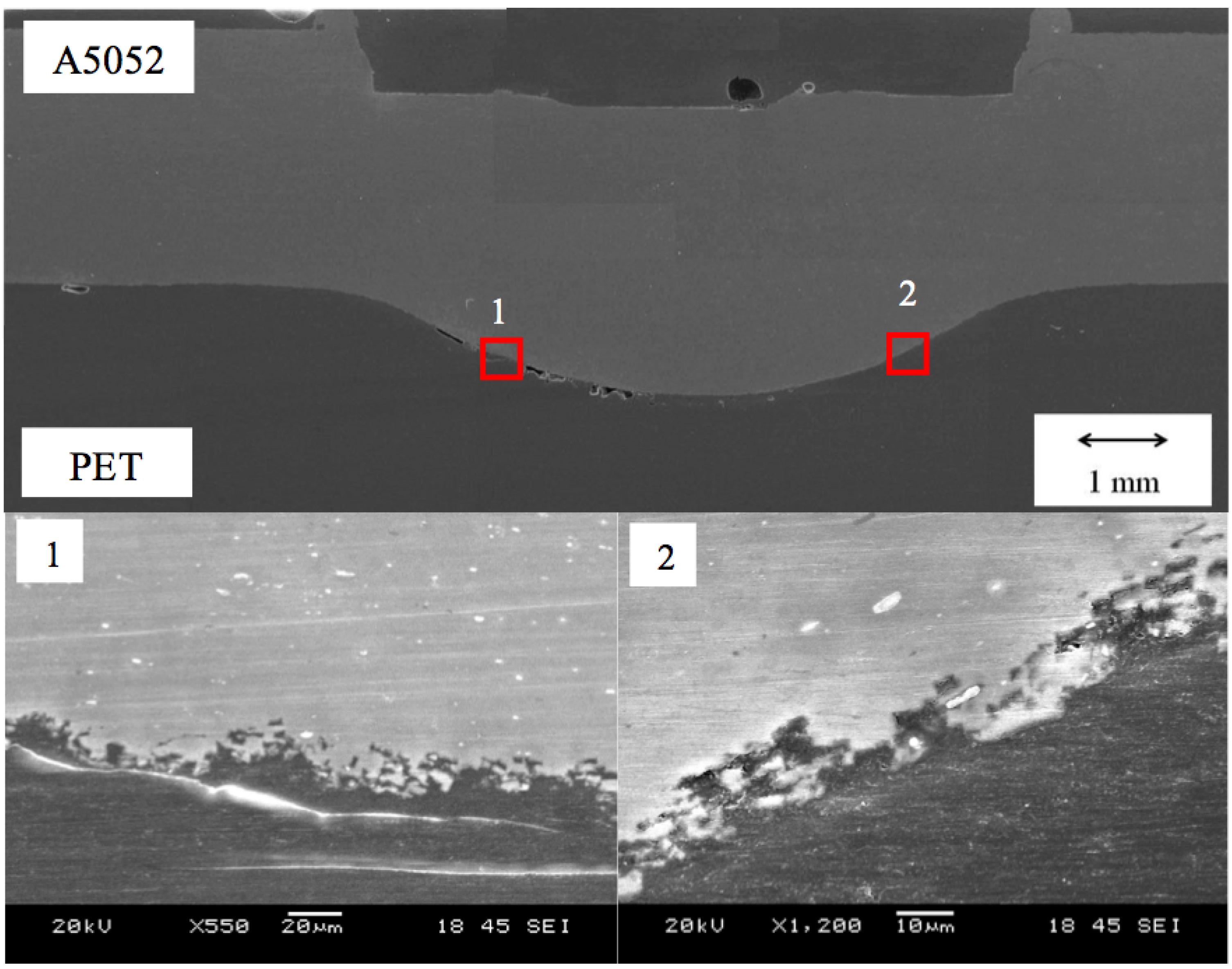
3.4. Cross-Sectional Observations of the Joined Interface
4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Oliveira, P.H.F.; Amancio-Filho, S.T.; Dos Santos, J.F.; Hage, E. Preliminary study on the feasibility of friction spot welding in PMMA. Mater. Lett. 2010, 64, 2098–2101. [Google Scholar] [CrossRef]
- Rodrigues, D.M.; Loureiro, A.; Leitao, C.; Leal, R.M.; Chaparro, B.M.; Vilaça, P. Influence of friction stir welding parameters on the microstructural and mechanical properties of AA 6016-T4 thin welds. Mater. Des. 2009, 30, 1913–1921. [Google Scholar] [CrossRef]
- Feng, A.H.; Xiao, B.; Ma, Z. Grain boundary misorientation and texture development in friction stir welded SiCp/Al–Cu–Mg composite. Mater. Sci. Eng. A 2008, 497, 515–518. [Google Scholar] [CrossRef]
- Cam, G. Friction stir welded structural materials: Beyond Al-alloys. Int. Mater. Rev. 2011, 56, 1–48. [Google Scholar] [CrossRef]
- Leal, R.M.; Leitão, C.; Loureiro, A.; Rodrigues, D.M.; Vilaça, P. Material flow in heterogeneous friction stir welding of thin aluminum sheets: Effect of shoulder geometry. Mater. Sci. Eng. A 2008, 498, 384–391. [Google Scholar] [CrossRef]
- Ghosh, M.; Kumar, K.; Kailas, S.V.; Ray, A.K. Optimization of friction stir welding parameters for dissimilar aluminum alloys. Mater. Des. 2010, 31, 3033–3037. [Google Scholar] [CrossRef]
- Colligan, K. Material Flow Behavior during Friction Stir Welding of Aluminum. Weld. J. 1999, 78, 229–237. [Google Scholar]
- Murr, L.; Liu, G.; McClure, J. Dynamic recrystallization in friction-stir welding of aluminum alloy 1100. J. Mater. Sci. Lett. 1997, 6, 1801–1803. [Google Scholar] [CrossRef]
- Dawes, C.J.; Thomas, W.M. Friction stir process welds aluminum alloys. Weld. J. 1996, 75, 41–50. [Google Scholar]
- Barlas, Z.; Uzun, H. Microstructure and mechanical properties of friction stir butt welded dissimilar Cu/CuZn30 sheets. J. Achiev. Mater. Manuf. Eng. 2008, 30, 182–186. [Google Scholar]
- Ramirez, A.J.; Juhas, M.C. Microstructural Evolution in Ti-6Al-4V Friction Stir Welds. Mater. Sci. Forum 2003, 426–432, 2999–3004. [Google Scholar] [CrossRef]
- Sato, Y.S.; Nelson, T.W.; Sterling, C.J.; Steel, R.J.; Pettersson, C.O. Microstructure and mechanical properties of friction stir welded SAF 2507 super duplex stainless steel. Mater. Sci. Eng. A 2005, 397, 376–384. [Google Scholar] [CrossRef]
- Commin, L.; Dumont, M.; Masse, J.E.; Barrallier, L. Friction stir welding of AZ31 magnesium alloy rolled sheets: Influence of processing parameters. Acta Mater. 2009, 57, 326–334. [Google Scholar] [CrossRef] [Green Version]
- Nami, H.; Adgi, H.; Sharifitabar, M.; Shamabadi, H. Microstructure and mechanical properties of friction stir welded Al/Mg2Si metal matrix cast composite. Mater. Des. 2011, 32, 976–983. [Google Scholar] [CrossRef]
- Yan, Y.; Zhang, D.T.; Qiu, C.; Zhang, W. Dissimilar friction stir welding between 5052 aluminum alloy and AZ31 magnesium alloy. Trans. Nonferrous Metals Soc. China 2010, 20, s619–s623. [Google Scholar] [CrossRef]
- Squeo, E.A.; Bruno, G.; Guglielmotti, A.; Quadrini, F. Friction stir welding of polyethylene sheets. In The Annals of “DUNÄĆREA DE JOS” University of Galati Fascicle V, Technologies in Machine Building; Galati University Press: Galati, Romania, 2009; pp. 241–146. [Google Scholar]
- Bilici, M.K.; Yükler, A.I.; Kurtulmuş, M. The optimization of welding parameters for friction stir spot welding of high density polyethylene sheets. Mater. Des. 2011, 32, 4074–4079. [Google Scholar] [CrossRef]
- Arici, A.; Selale, S. Effects of tool tilt angle on tensile strength and fracture locations of friction stir welding of polyethylene. Sci. Technol. Weld. Join. 2007, 12, 536–539. [Google Scholar] [CrossRef]
- Vijendra, B.; Sharma, A. Induction heated tool assisted friction-stir welding (i-FSW): A novel hybrid process for joining of thermoplastics. J. Manuf. Process. 2015, 20, 234–244. [Google Scholar] [CrossRef]
- Pirizadeh, M.; Azdast, T.; Ahmadi, S. Friction stir welding of thermoplastics using a newly designed tool. Mater. Des. 2014, 54, 342–347. [Google Scholar] [CrossRef]
- Lambiase, F. Mechanical behaviour of polymer-metal hybrid joints produced by clinching using different tools. Mater. Des. 2015, 87, 606–618. [Google Scholar] [CrossRef]
- Paoletti, A.; Lambiase, F.; Di Ilio, A. Optimization of Friction Stir Welding of Thermoplastics. Procedia CIRP 2015, 33, 563–568. [Google Scholar] [CrossRef]
- Sadeghian, N.; Besharati Givi, M.K. Experimental optimization of the mechanical properties of friction stir welded Acrylonitrile Butadiene Styrene sheets. Mater. Des. 2015, 67, 145–153. [Google Scholar] [CrossRef]
- Simões, F.; Rodrigues, D. Material flow and thermo-mechanical conditions during Friction Stir Welding of polymers: Literature review, experimental results and empirical analysis. Mater. Des. 2014, 59, 344–351. [Google Scholar] [CrossRef]
- Arici, A.; Mert, S. Friction Stir Spot Welding of Polypropylene. J. Reinf. Plast. Compos. 2008, 27, 2001–2004. [Google Scholar] [CrossRef]
- Amancio-Filho, S.; Bueno, C.; dos Santos, J.; Huber, N.; Hage, E. On the feasibility of friction spot joining in magnesium/fiber-reinforced polymer composite hybrid structures. Mater. Sci. Eng. A 2011, 528, 3841–3848. [Google Scholar] [CrossRef]
- Yusof, F.; Miyashita, Y.; Seo, N.; Mutoh, Y.; Moshwan, R. Utilising friction spot joining for dissimilar joint between aluminum alloy (A5052) and polyethylene terephthalate. Sci. Technol. Weld. Join. 2012, 17, 544–549. [Google Scholar] [CrossRef]
- Moshwan, R.; Rahmat, S.M.; Yusof, F.; Hassan, M.A.; Hamdi, M.; Fadzil, M. Dissimilar friction stir welding between polycarbonate and AA 7075 aluminum alloy. Int. J. Mater. Res. 2015, 106, 258–266. [Google Scholar] [CrossRef]
- Lee, S.H.; Lee, C.J.; Kim, B.H.; Ahn, M.S.; Kim, B.M.; Ko, D.C. Effect of Tool Shape on Hole Clinching for CFRP with Steel and Aluminum Alloy Sheet. Key Eng. Mater. 2014, 622–623, 476–483. [Google Scholar] [CrossRef]
- Lambiase, F. Joinability of different thermoplastic polymers with aluminum AA6082 sheets by mechanical clinching. Int. J. Adv. Manuf. Technol. 2015, 80, 1995–2006. [Google Scholar] [CrossRef]
- Lambiase, F.; Paoletti, A.; Di Ilio, A. Mechanical behaviour of friction stir spot welds of polycarbonate sheets. Int. J. Adv. Manuf. Technol. 2015, 80, 301–314. [Google Scholar] [CrossRef]
- Lambiase, F.; Di Ilio, A. Mechanical clinching of metal-polymer joints. J. Mater. Process. Technol. 2015, 215, 12–19. [Google Scholar] [CrossRef]
- Wirth, F.X.; Zaeh, M.F.; Krutzlinger, M.; Silvanus, J. Analysis of the bonding behavior and joining mechanism during friction press joining of aluminum alloys with thermoplastics. Procedia CIRP 2014, 18, 215–220. [Google Scholar] [CrossRef]
- Liu, F.C.; Liao, J.; Nakata, K. Joining of metal to plastic using friction lap welding. Mater. Des. 2014, 54, 236–244. [Google Scholar] [CrossRef]
- Hussein, F.I.; Akman, E.; Genc Oztoprak, B.; Gunes, M.; Gundogdu, O.; Kacar, E.; Hajim, K.I.; Demir, A. Evaluation of PMMA joining to stainless steel 304 using pulsed Nd:YAG laser. Opt. Laser Technol. 2013, 49, 143–152. [Google Scholar] [CrossRef]
- Ho, P. Chemistry and adhesion of metal-polymer interfaces. Appl. Surf. Sci. 1990, 41–42, 559–566. [Google Scholar] [CrossRef]
- Yao, Q.; Qu, J. Interfacial versus cohesive failure on polymer-metal interfaces in electronic packaging—effects of interface roughness. J. Electron. Packag. 2002, 124, 127. [Google Scholar] [CrossRef]
- Hay, K.M.; Dragila, M.I. Physics of fluid spreading on rough surfaces. Int. J. Numer. Anal. Model. 2008, 5, 85–92. [Google Scholar]
- Nakae, H.; Inui, R.; Hirata, Y.; Saito, H. Effects of surface roughness on wettability. Acta Mater. 1998, 46, 2313–2318. [Google Scholar] [CrossRef]
- Chen, Y.; Nakata, K. Effect of the Surface State of Steel on the Microstructure and Mechanical Properties of Dissimilar Metal Lap Joints of Aluminum and Steel By Friction Stir Welding-Redorbit. Sci. Technol. Weld. Join. 2010, 15, 293–298. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Al | Si | Fe | Cu | Mn | Mg | Cr | Others |
|---|---|---|---|---|---|---|---|---|
| A5052 | Balance | <0.25 | <0.4 | <0.1 | 0.15-0.35 | 2.2-2.8 | <0.1 | <0.15 |
| Properties | PET | A5052 |
|---|---|---|
| Density, (g/cm3) | 1.45 | 2.68 |
| Glass transition temperature, () | 80 | - |
| Melting temperature, () | 200–225 | 607–649 |
| Specific heat capacity, (J/g) | 1.00 | 0.88 |
| Thermal conductivity, (W/cm) | 0.0024 | 1.38 |
| Ultimate tensile strength, (Mpa) | 55 | 193 |
| Yield stress, (Mpa) | - | 89.6 |
| Modulus of elasticity, (Gpa) | 2.7 | 70.3 |
| Elongation at break, (%) | 125 | 25 |
| No. | Surface Treatments | Surface Roughness, ( Ra) |
|---|---|---|
| 1 | As-received (AR) | 0.31 |
| 2 | Wire brushing 80 times (WB) | 1.04 |
| 3 | Etching 30 s (E0.5) | 0.47 |
| 4 | Etching 1 min (E1) | 0.61 |
| 5 | Etching 2 min (E2) | 1.42 |
| 6 | Etching 6 min (E6) | 3.40 |
| 7 | Etching 10 min (E10) | 4.16 |
| Parameters | Value |
|---|---|
| Spindle speed, (rpm) | 3000 |
| Plunge depth, (mm) | 0.4 and 0.7 |
| Plunge speed, (mm/min) | 10, 20 and 40 |
| Dwell time, (s) | 2 |
© 2016 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yusof, F.; Muhamad, M.R.b.; Moshwan, R.; Jamaludin, M.F.b.; Miyashita, Y. Effect of Surface States on Joining Mechanisms and Mechanical Properties of Aluminum Alloy (A5052) and Polyethylene Terephthalate (PET) by Dissimilar Friction Spot Welding. Metals 2016, 6, 101. https://doi.org/10.3390/met6050101
Yusof F, Muhamad MRb, Moshwan R, Jamaludin MFb, Miyashita Y. Effect of Surface States on Joining Mechanisms and Mechanical Properties of Aluminum Alloy (A5052) and Polyethylene Terephthalate (PET) by Dissimilar Friction Spot Welding. Metals. 2016; 6(5):101. https://doi.org/10.3390/met6050101
Chicago/Turabian StyleYusof, Farazila, Mohd Ridha bin Muhamad, Raza Moshwan, Mohd Fadzil bin Jamaludin, and Yukio Miyashita. 2016. "Effect of Surface States on Joining Mechanisms and Mechanical Properties of Aluminum Alloy (A5052) and Polyethylene Terephthalate (PET) by Dissimilar Friction Spot Welding" Metals 6, no. 5: 101. https://doi.org/10.3390/met6050101