
The Effect of Diffusion Welding Parameters on the Mechanical Properties of Titanium Alloy and Aluminum Couples


Abstract
:1. Introduction
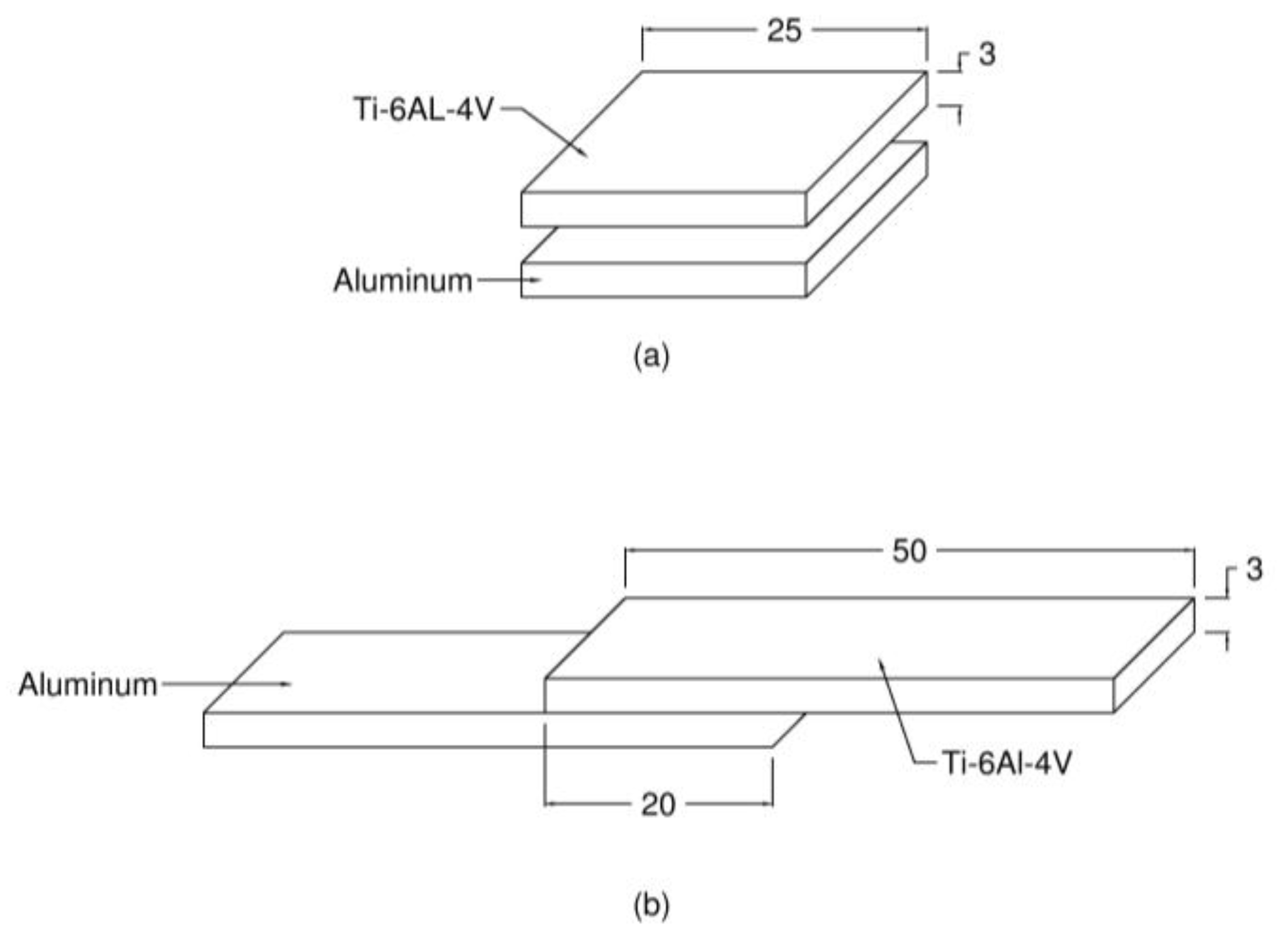
2. Materials and Methods
3. Results and Discussions
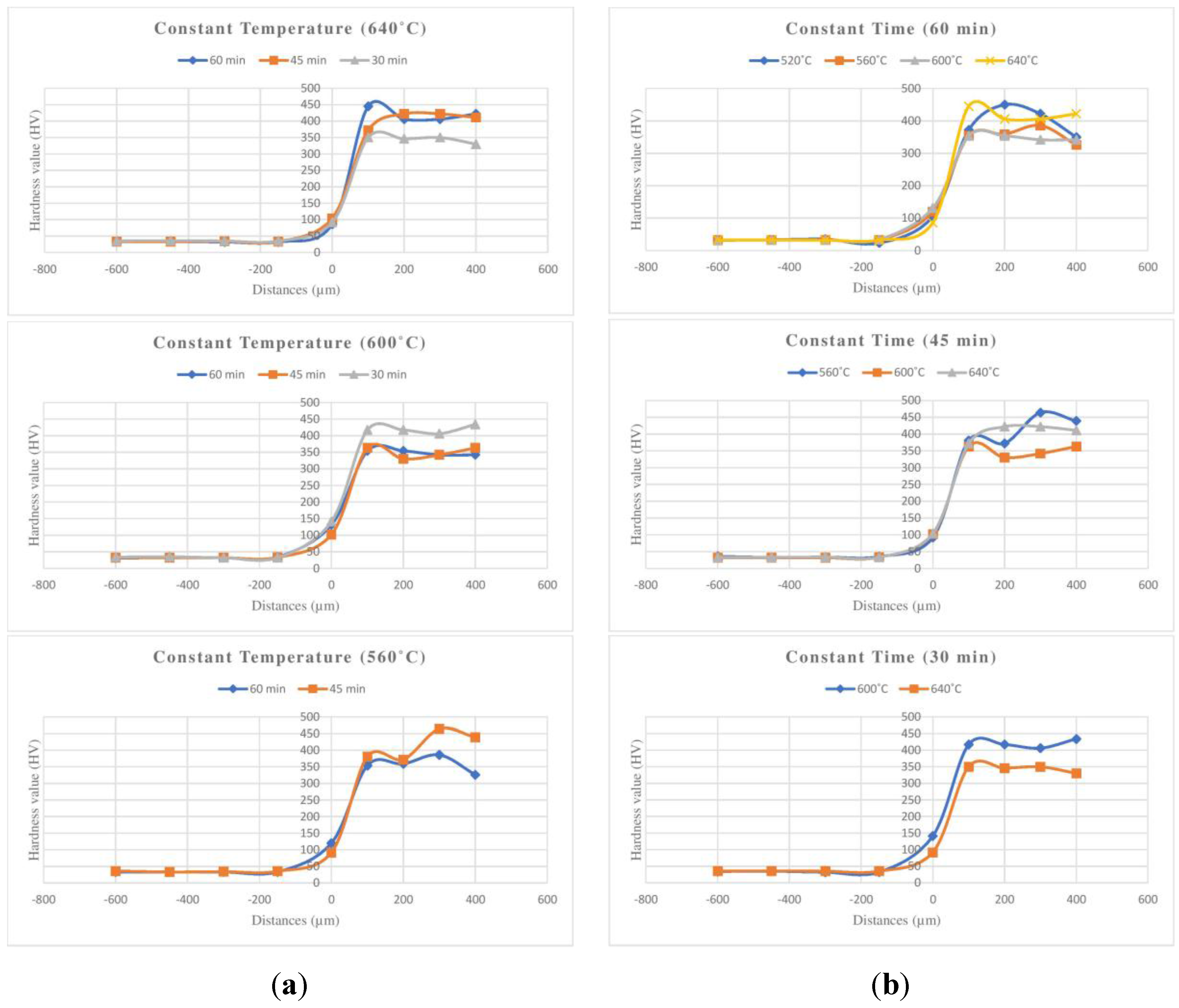
3.1. Microhardness Tests
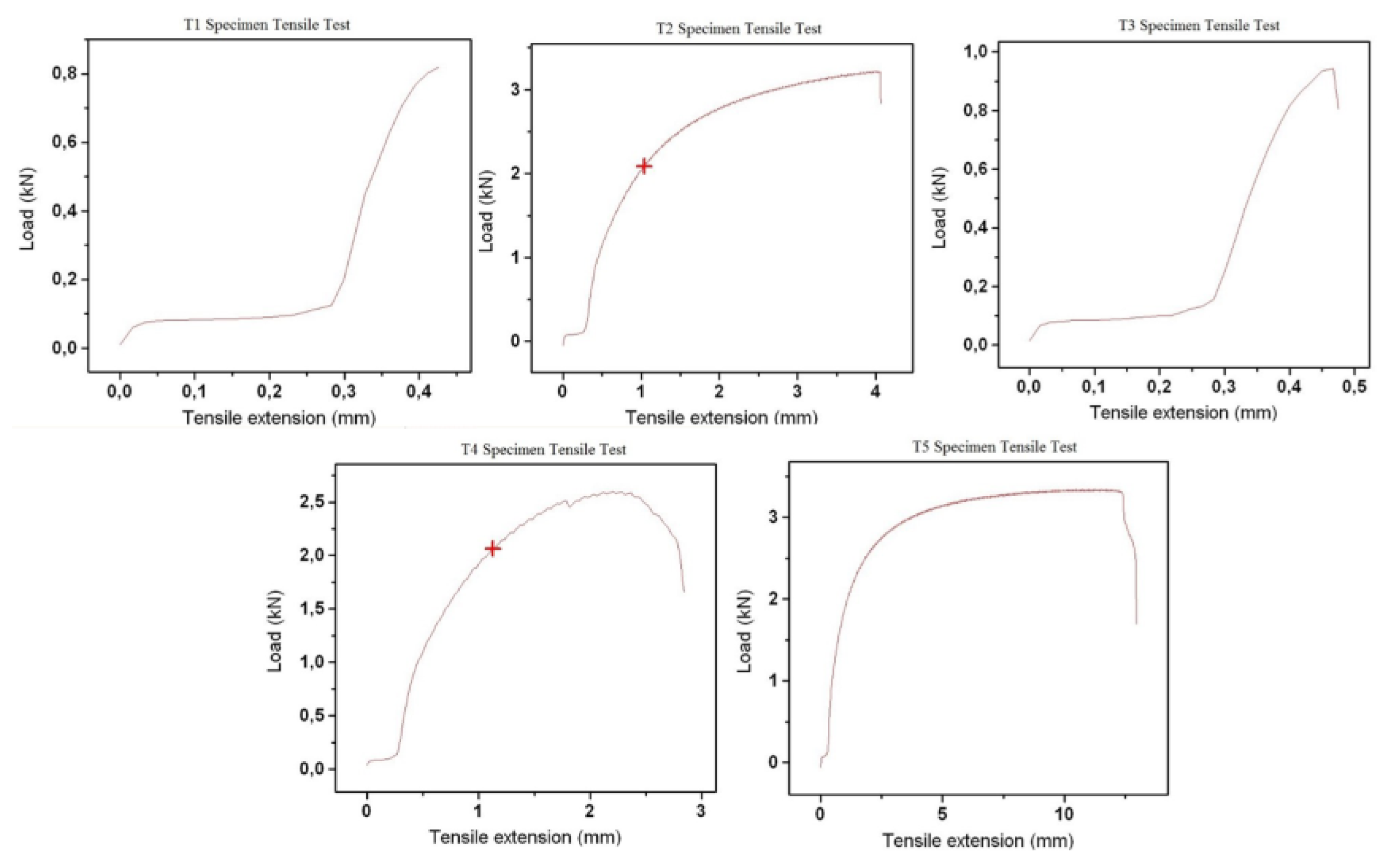
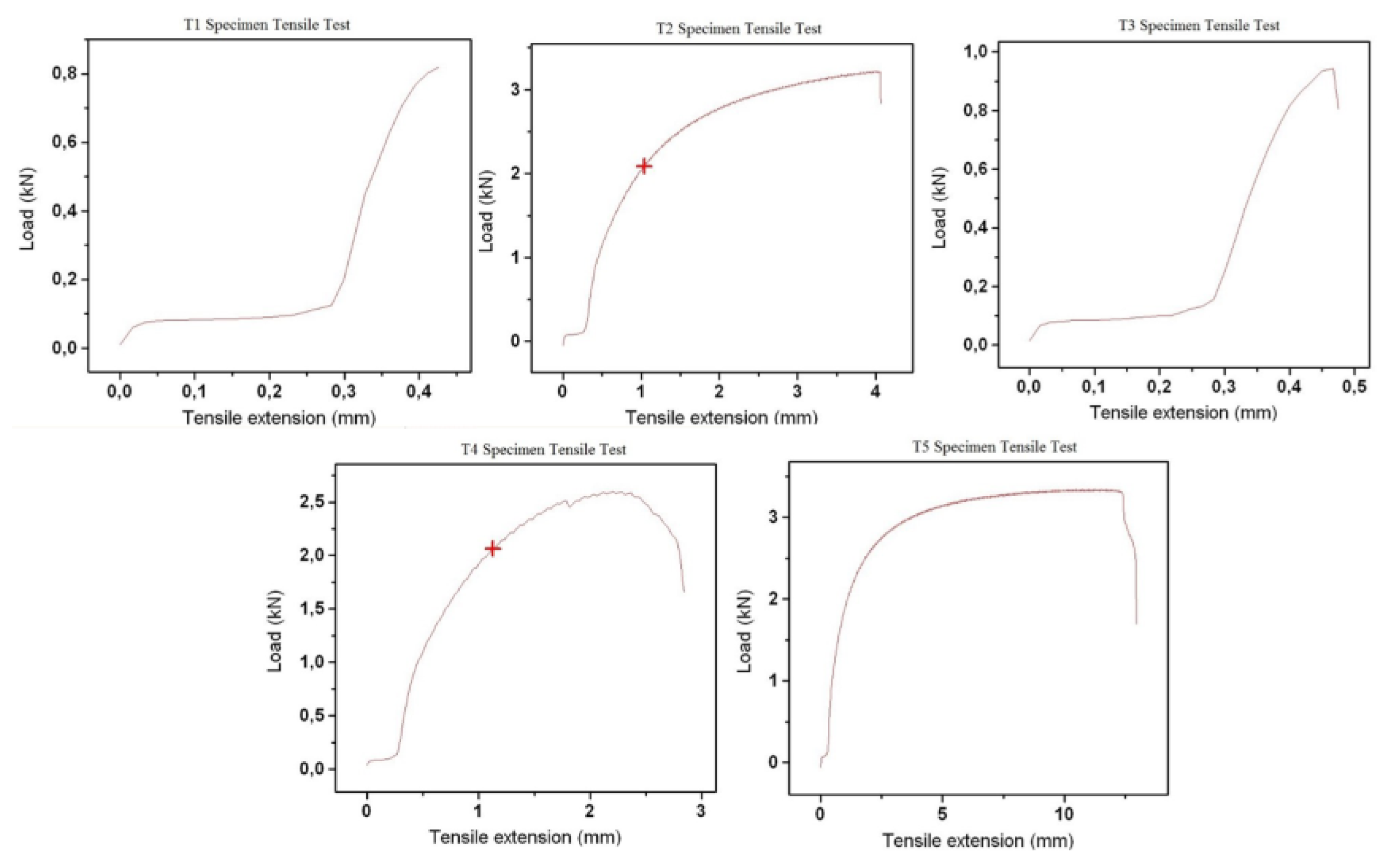
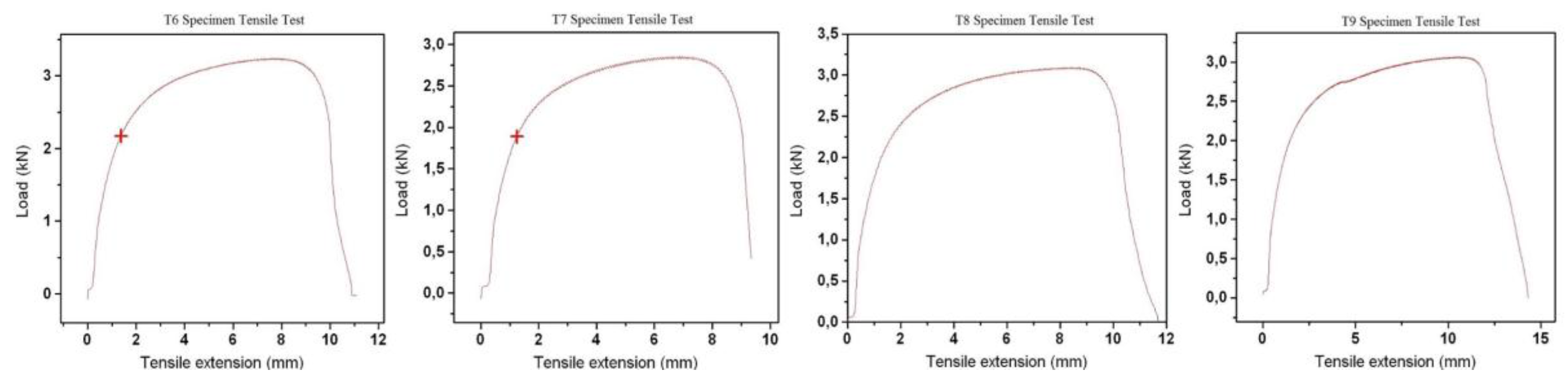
3.2. Tensile Tests
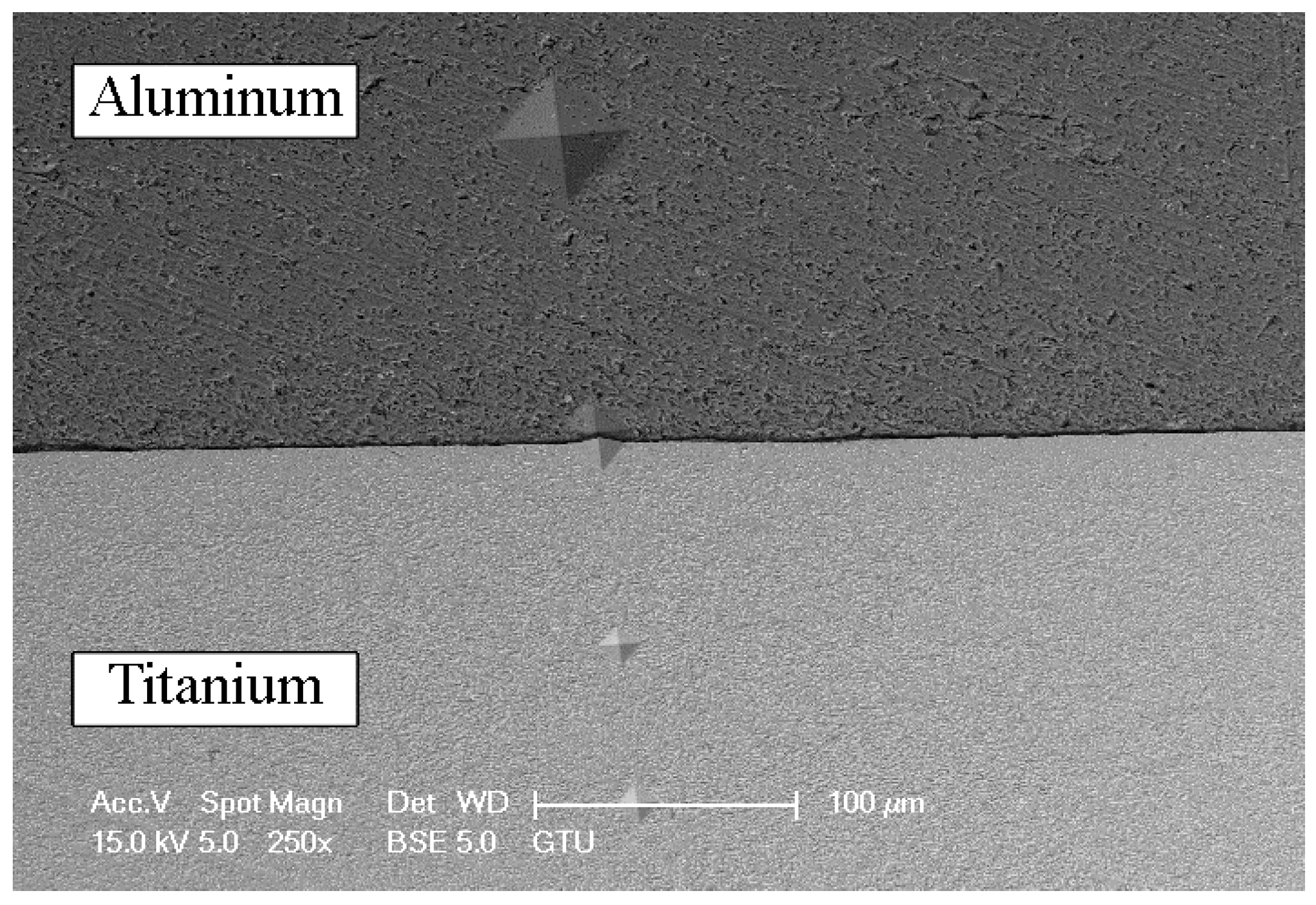
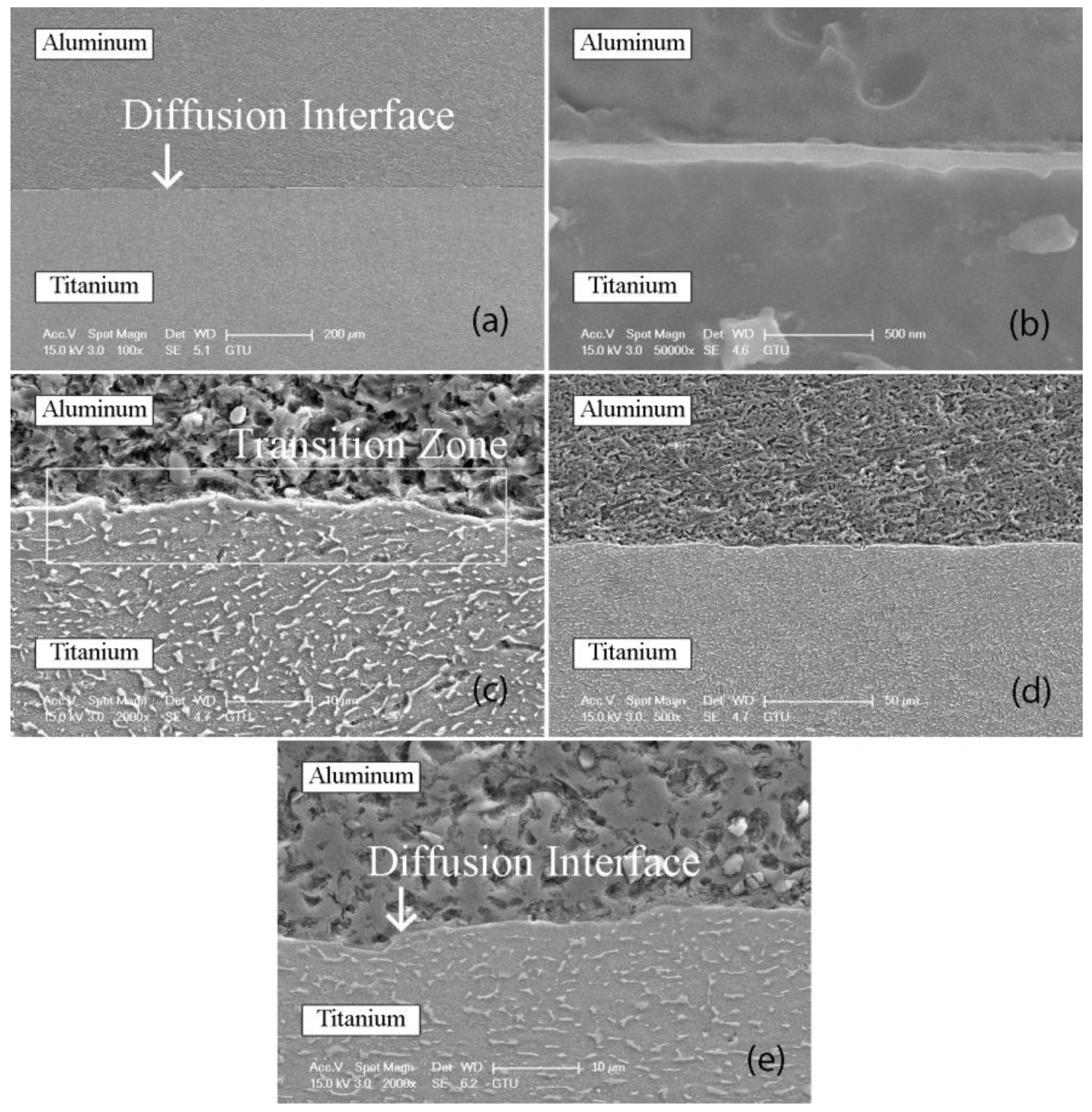
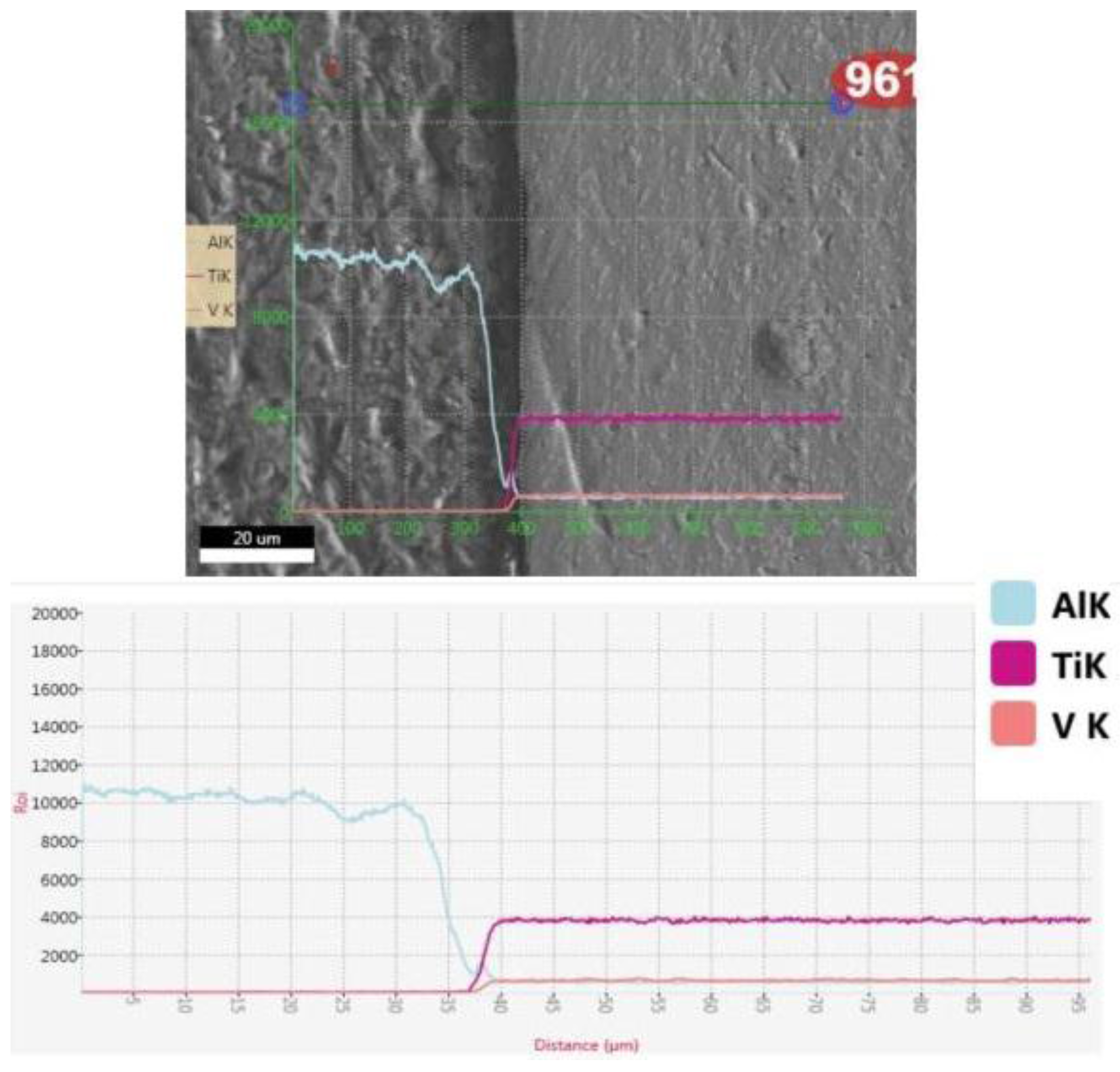
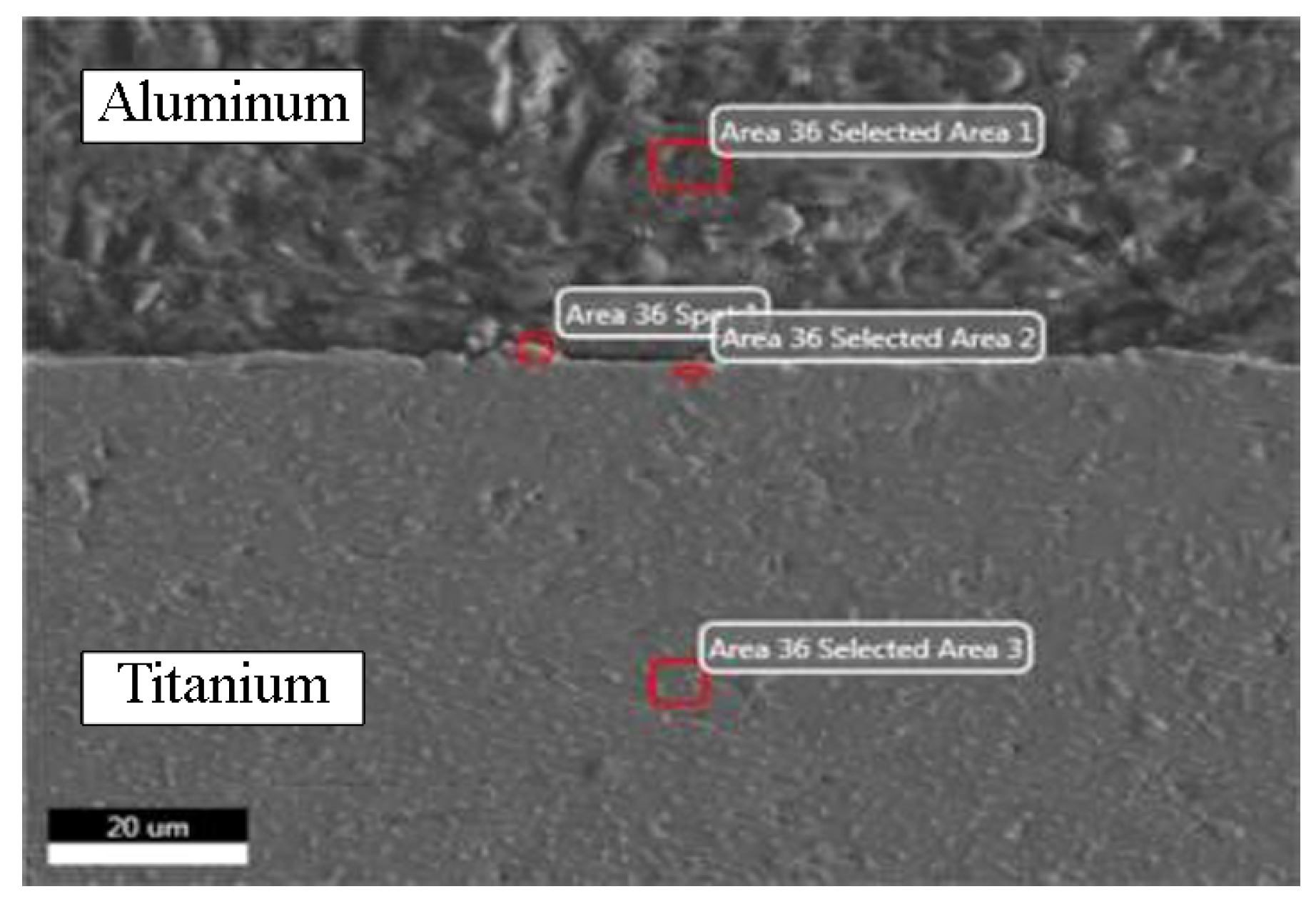
3.3. Morphology of the Welds
4. Conclusions
- In the experiments, the samples were exposed to heat at temperatures from 480 °C to 680 °C, but it has been observed that 480 °C is too low to join and 680 °C is too high due to the melting point of aluminum. Additionally, welding parameters were determined according to the observation, and it shows the importance of the diffusion parameters as well. In fact, activation energy is inherent in a diffusion-controlled process, which cannot be altered by changing process parameters (temperature and time). Rather, a longer time and a higher temperature become necessary for a slow diffusion-limiting process.
- In the microhardness results, hardness measurements are increasing from aluminum to the diffusion interface, towards the titanium side, as expected. The highest hardness value of 450 HV was obtained on the titanium side. On the aluminum side of the joints, the hardness value was found to be 35 HV, which remained constant as the distance from the interface increased.
- When the welding temperature increased, hardness values increased as well, but with very small changes; furthermore, the β-phase of the titanium started to take place in the structure.
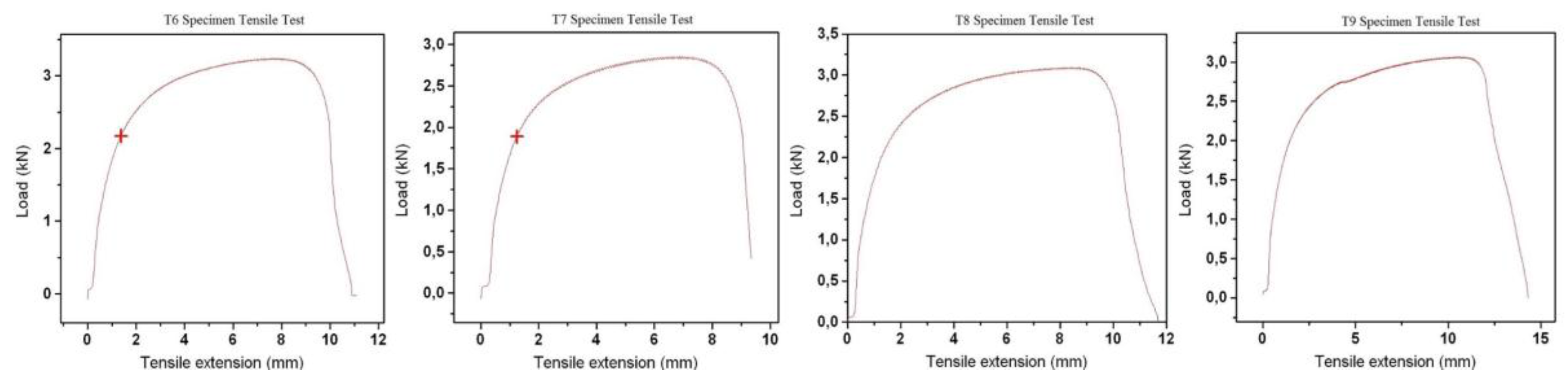
- Among the parameters used in diffusion welding, maximum strain in the tensile tests occurred in the sample welded at 640 °C for 60 min; thus, this result shows the integrity of the diffusion interface.
- According to the tensile test results, the bonded samples fractured on the aluminum side, and these results satisfy the strength of the welding zone.
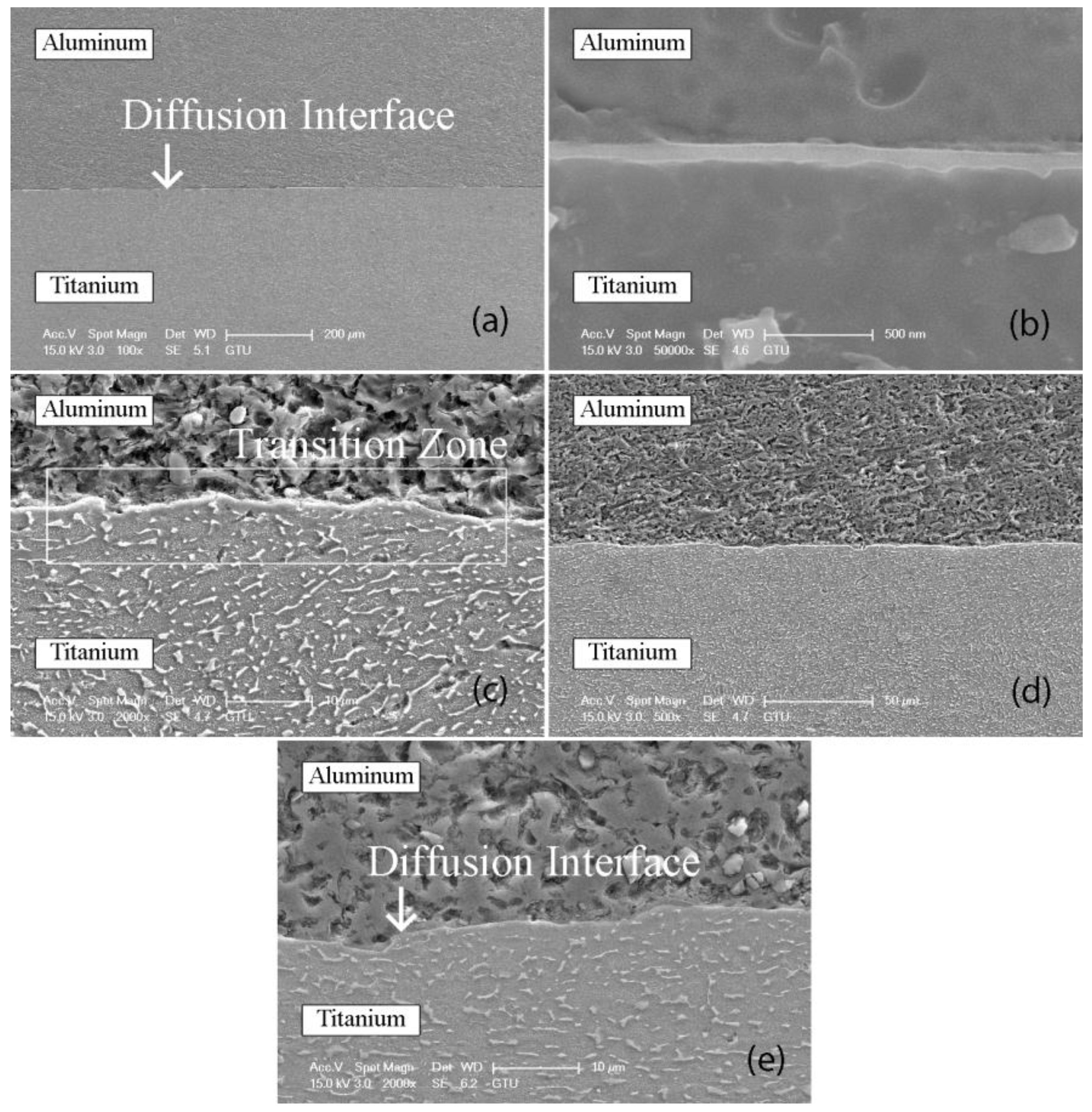
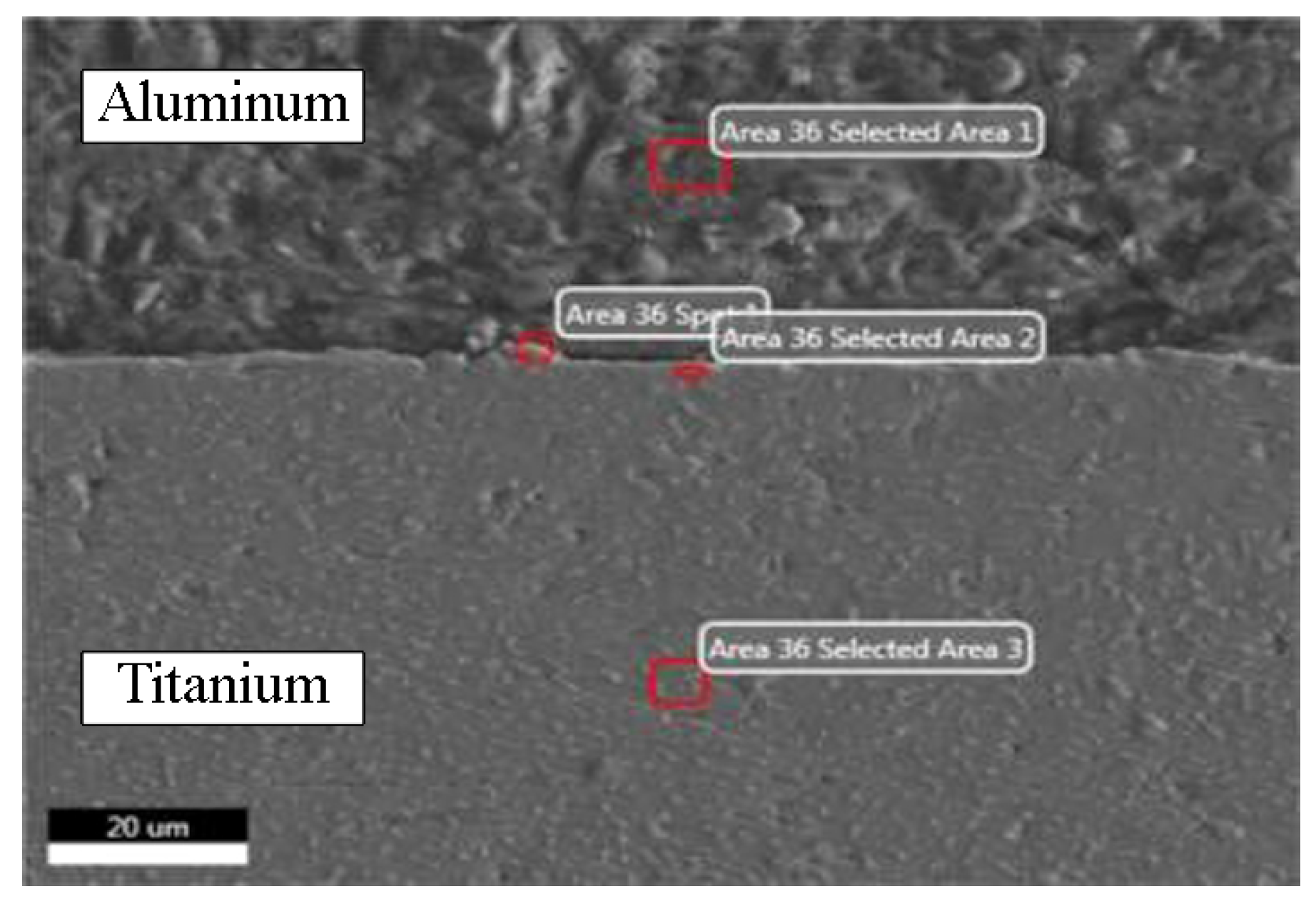
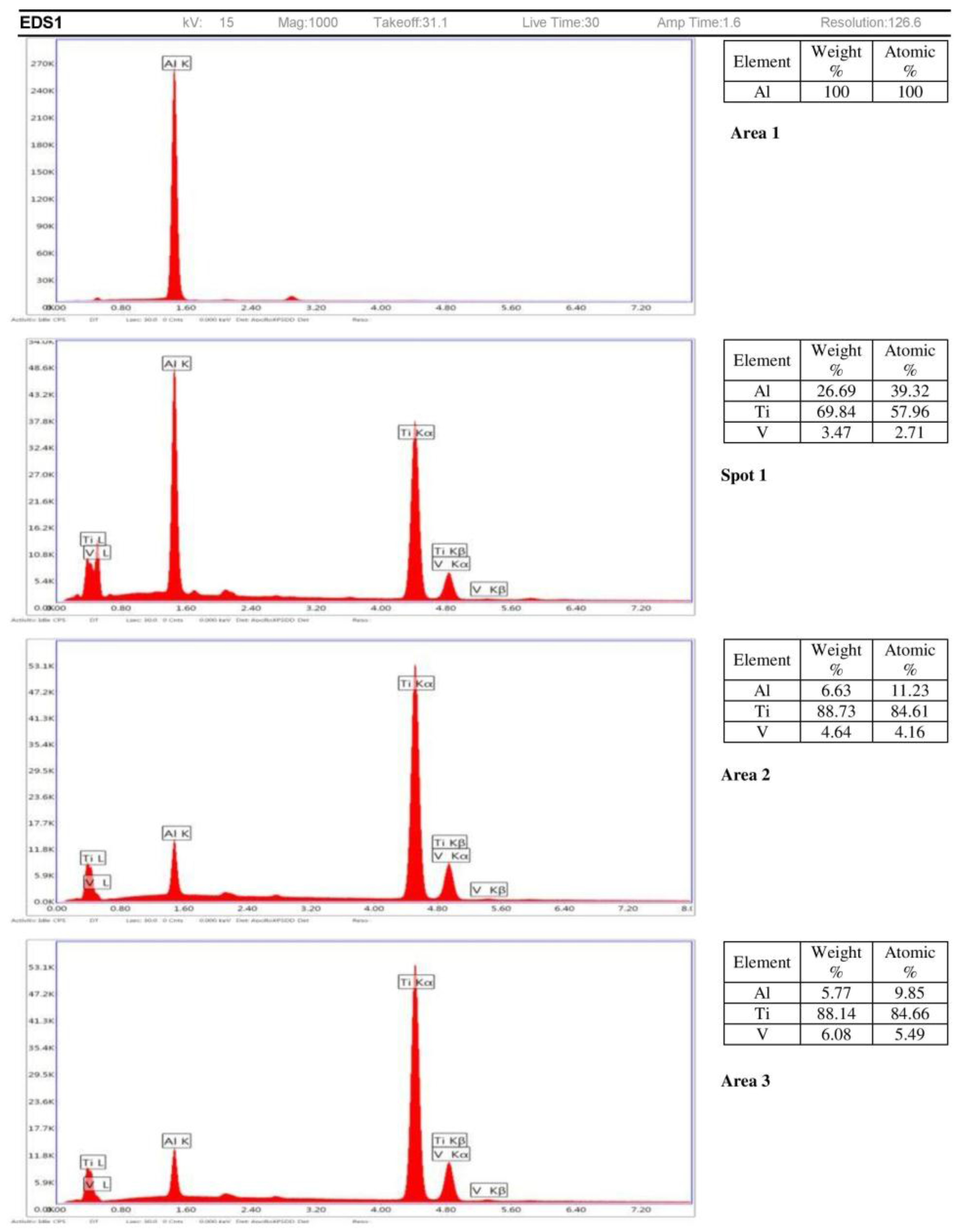
- Sufficient diffusion was found for all the parameters; however, it was observed that the diffusion interface became more discontinuous when the welding temperature increased.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Williams, J.C.; Starke, E.A., Jr. Progress in structural materials for aerospace systems. Acta Mater. 2003, 51, 5775–5799. [Google Scholar] [CrossRef]
- Leyens, C.; Peters, M. Titanium and Titanium Alloys; Fundamentals and Applications; WILEY-VCH Verlag GmbH & Co. KGaA: Weinheim, Germany, 2003. [Google Scholar]
- Kahraman, N.; Gulenc, B.; Findik, F. Corrosion and mechanical-microstructural aspects of dissimilar joints of Ti-6Al-4V and Al plates. Int. J. Impact Eng. 2007, 34, 1423–1432. [Google Scholar] [CrossRef]
- Vaidya, W.V.; Horstmann, M.; Ventzke, V.; Petrovski, B.; Koçak, M.; Kocik, R.; Tempus, G. Improving interfacial properties of a laser beam welded joint of aluminum AA6056 and titanium Ti6Al4V for aeronautical applications. J. Mater. Sci. 2010, 45, 6242–6254. [Google Scholar] [CrossRef]
- Kicukov, E.; Gursel, A. Ultrasonic welding of dissimilar materials: A review. Period. Eng. Nat. Sci. 2015, 3, 28–36. [Google Scholar] [CrossRef]
- Akca, E.; Gursel, A. Solid state welding and application in aeronautical industry. Period. Eng. Nat. Sci. 2016, 4, 1–8. [Google Scholar] [CrossRef]
- Messler, R.W. Principles of Welding: Processes, Physics, Chemistry, and Metallurgy; John Wiley & Sons: NewYork, NY, USA, 1999. [Google Scholar]
- Avery, R.E. Pay Attention to Dissimilar Metal Welds; Nickel Development Institute: Toronto, ON, Canada, 1991; pp. 1–7. [Google Scholar]
- Aonuma, M.; Nakata, L. Dissimilar metal joining of 2024 and 7075 aluminium alloys to titanium alloys by friction stir welding. Mater. Trans. 2011, 52, 948–952. [Google Scholar] [CrossRef]
- Hoppin, G.S.; Berry, T.F. Activated diffusion bonding. Weld. J. 1970, 49, 505–509. [Google Scholar]
- Akca, E.; Gursel, A. The importance of interlayers in diffusion welding. Period. Eng. Nat. Sci. 2015, 3, 12–16. [Google Scholar] [CrossRef]
- Rusnaldy, R. Diffusion Bonding: An advanced of material process. Rotasi 2001, 3, 23–27. [Google Scholar]
- Kazakov, V.N. Diffusion Bonding of Materials; Pergamon Press: Moscow, Russia, 1985; pp. 157–170. [Google Scholar]
- Aydın, K.; Kaya, Y.; Kahraman, N. Experimental study of diffusion welding/bonding of titanium to copper. Mater. Des. 2012, 37, 356–368. [Google Scholar] [CrossRef]
- Itharaju, R.R. Friction Stir Processing of Aluminum Alloys. Master’s Thesis, University of Kentucky, Lexington, KY, USA, 2004. [Google Scholar]
- Barış, B. Diffusion Bonding of Ti-6Al-4V/304L Steels Couple using Copper Interlayer. Master’s Thesis, Fırat University, Elazığ, Turkey, 2007. [Google Scholar]
- Luo, J.; Acoff, V. Interfacial reactions of titanium and aluminum during diffusion welding. Weld. J. 2000, 79, 239–243. [Google Scholar]
- Balkan, O.; Demirer, H.; Yildirim, H. Morphological and mechanical properties of hot gas welded PE, PP and PVC sheets. J. Achiev. Mater. Manuf. Eng. 2008, 31, 60–71. [Google Scholar]
- Bapat, B. Heat and Temperature; Eklavya Publication: Bhopal, India, 2013. [Google Scholar]
- Lundin, C.D. Dissimilar metal welds—Transition joints literature review. Weld. J. 1982, 62, 58–63. [Google Scholar]
- Akca, E. Ti-6Al-4V and Aluminum Bonding by Diffusion Welding. Master’s Thesis, International University of Sarajevo, Sarajevo, Bosnia and Herzegovina, September 2015. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Aluminum | Al | Si | Fe | Mn | Mg | Cr |
|---|---|---|---|---|---|---|
| wt. % | 99.90 | 0.033 | 0.059 | 0.0006 | 0.0004 | 0.0004 |
| Ti-6Al-4V | Ti | Al | V | N | H | Y |
|---|---|---|---|---|---|---|
| wt. % | Balance | 6.75 | 4.5 | 0.5 | 0.0125 | 0.005 |
| Sample No. | Tests and Examinations | Welding Temperature (°C) | Welding Time (min) |
|---|---|---|---|
| A1 | SEM/Hardness | 520 | 30 |
| A2 | 520 | 45 | |
| A3 | 520 | 60 | |
| A4 | 560 | 30 | |
| A5 | 560 | 45 | |
| A6 | 560 | 60 | |
| A7 | 600 | 30 | |
| A8 | 600 | 45 | |
| A9 | 600 | 60 | |
| A10 | 640 | 30 | |
| A11 | 640 | 45 | |
| A12 | 640 | 60 | |
| T1 | Tensile | 560 | 30 |
| T2 | 560 | 45 | |
| T3 | 560 | 60 | |
| T4 | 600 | 30 | |
| T5 | 600 | 45 | |
| T6 | 600 | 60 | |
| T7 | 640 | 30 | |
| T8 | 640 | 45 | |
| T9 | 640 | 60 |
| Sample No. | Point 1 (−400 µm) | Point 2 (−300 µm) | Point 3 (−200 µm) | Point 4 (−100 µm) | Interface | Point 5 (100 µm) | Point 6 (200 µm) | Point 7 (300 µm) | Point 8 (400 µm) |
|---|---|---|---|---|---|---|---|---|---|
| A12 | 33 | 33 | 32 | 32 | 86 | 445 | 406 | 406 | 422 |
| A11 | 33 | 33 | 34 | 33 | 104 | 372 | 422 | 422 | 411 |
| A10 | 35 | 36 | 35 | 35 | 92 | 350 | 346 | 350 | 330 |
| A9 | 31 | 32 | 32 | 34 | 131 | 354 | 354 | 342 | 342 |
| A8 | 32 | 32 | 32 | 33 | 102 | 363 | 330 | 342 | 363 |
| A7 | 34 | 35 | 32 | 32 | 141 | 417 | 417 | 406 | 434 |
| A6 | 33 | 33 | 33 | 33 | 120 | 354 | 359 | 386 | 326 |
| A5 | 36 | 33 | 34 | 35 | 92 | 381 | 372 | 464 | 439 |
| A3 | 32 | 33 | 35 | 23 | 106 | 372 | 450 | 422 | 350 |
| Sample No. | Maximum Load (N) | Extension at Crack (mm) | Tensile Strain % | Stress at 0.2% Yield (MPa) |
|---|---|---|---|---|
| T1 | 819.92 | 0.43 | 0.0053336 | - |
| T2 | 3221.60 | 4.07 | 0.0508468 | 46.399 |
| T3 | 942.66 | 0.48 | 0.0059383 | - |
| T4 | 2600.34 | 2.84 | 0.0355398 | 45.882 |
| T5 | 3341.79 | 12.95 | 0.1618671 | - |
| T6 | 3241.74 | 11.10 | 0.1388743 | 48.274 |
| T7 | 2855.94 | 9.35 | 0.1168766 | 41.950 |
| T8 | 3095.25 | 11.60 | 0.1453258 | - |
| T9 | 3069.24 | 14.33 | 0.1791618 | - |
© 2017 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC-BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akca, E.; Gursel, A. The Effect of Diffusion Welding Parameters on the Mechanical Properties of Titanium Alloy and Aluminum Couples. Metals 2017, 7, 22. https://doi.org/10.3390/met7010022
Akca E, Gursel A. The Effect of Diffusion Welding Parameters on the Mechanical Properties of Titanium Alloy and Aluminum Couples. Metals. 2017; 7(1):22. https://doi.org/10.3390/met7010022
Chicago/Turabian StyleAkca, Enes, and Ali Gursel. 2017. "The Effect of Diffusion Welding Parameters on the Mechanical Properties of Titanium Alloy and Aluminum Couples" Metals 7, no. 1: 22. https://doi.org/10.3390/met7010022