Effects of Welding Speed on Microstructure and Mechanical Property of Fiber Laser Welded Dissimilar Butt Joints between AISI316L and EH36



Abstract
:1. Introduction
2. Materials and Experimental Method
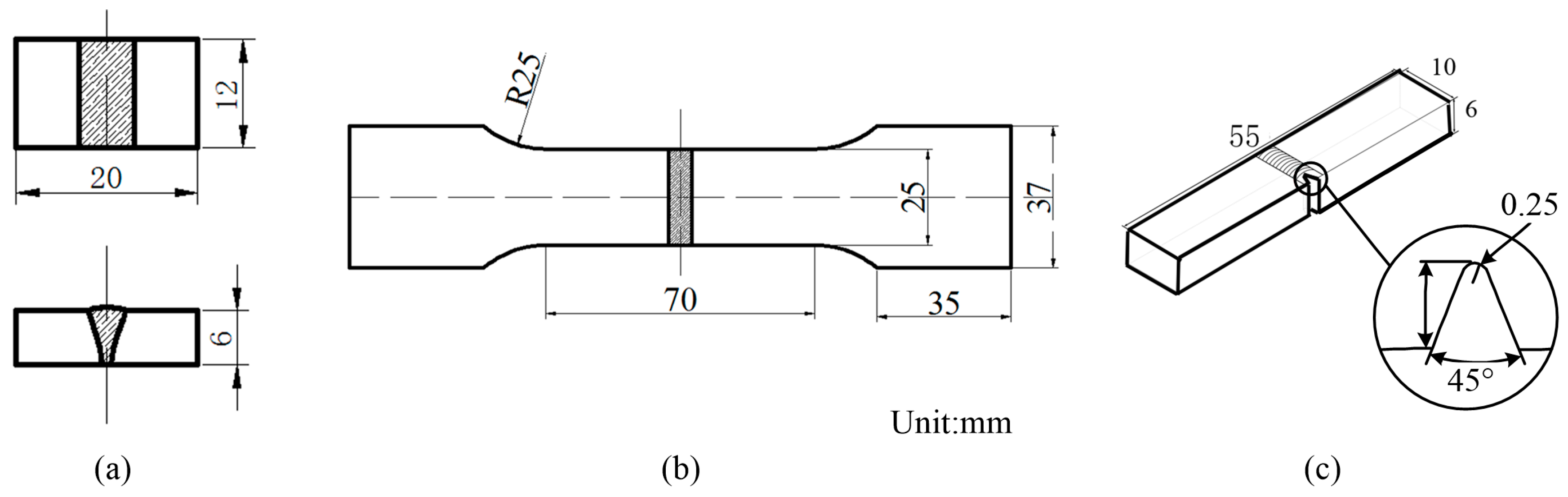
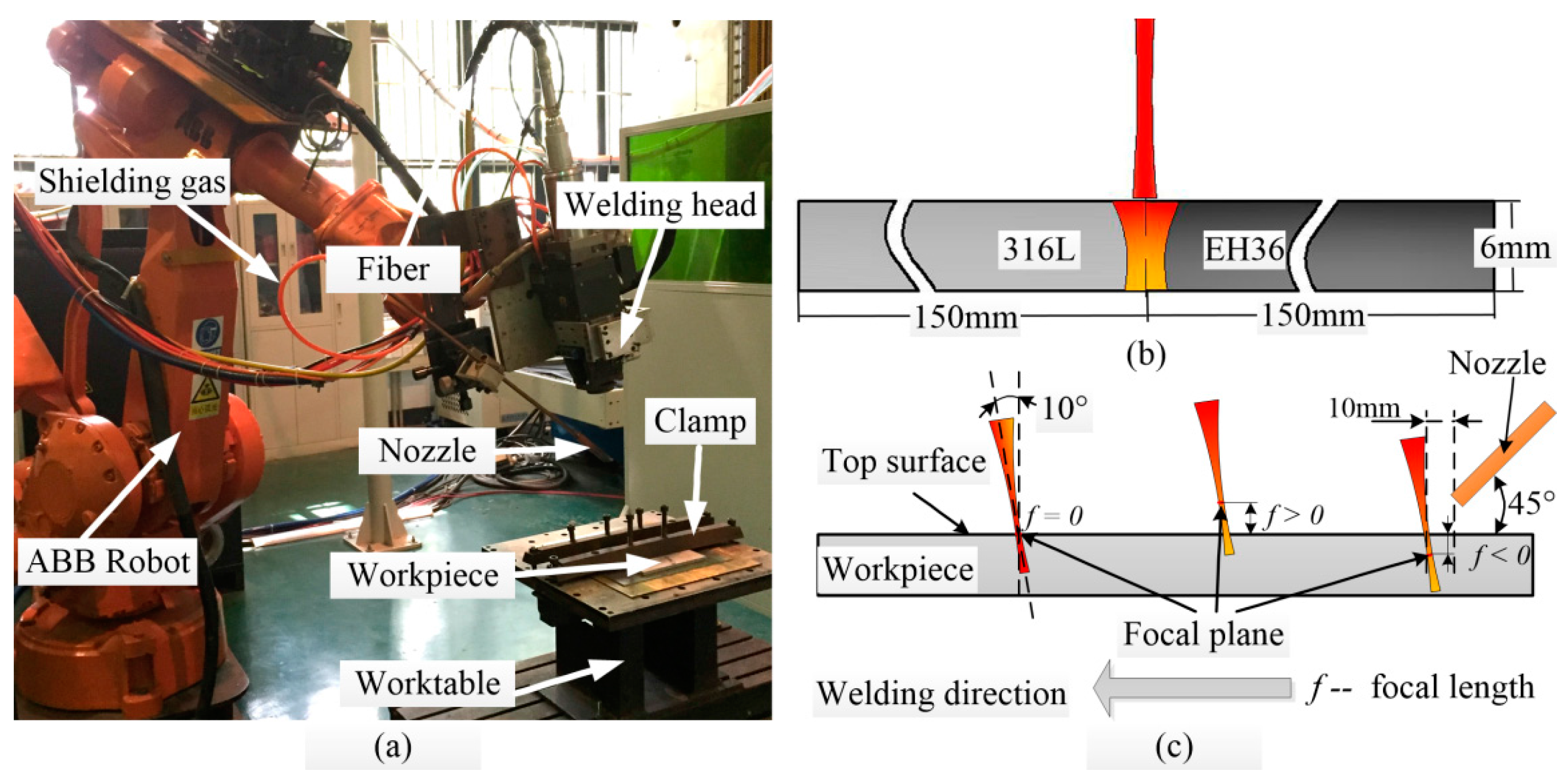
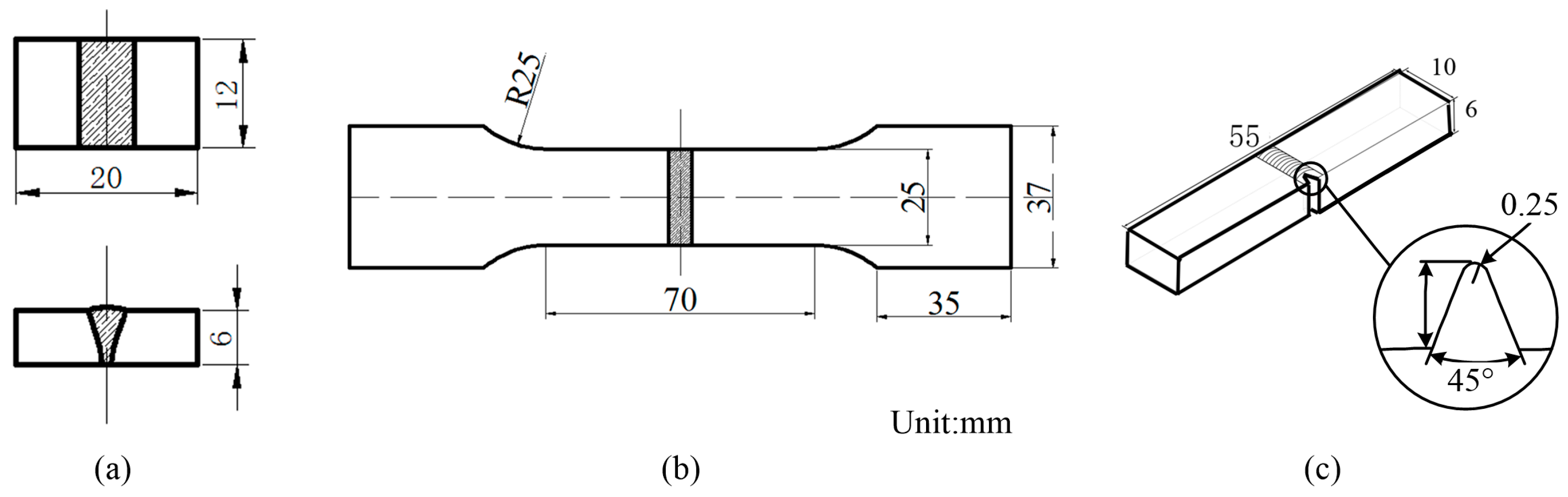
2.1. Laser Welding Specimen
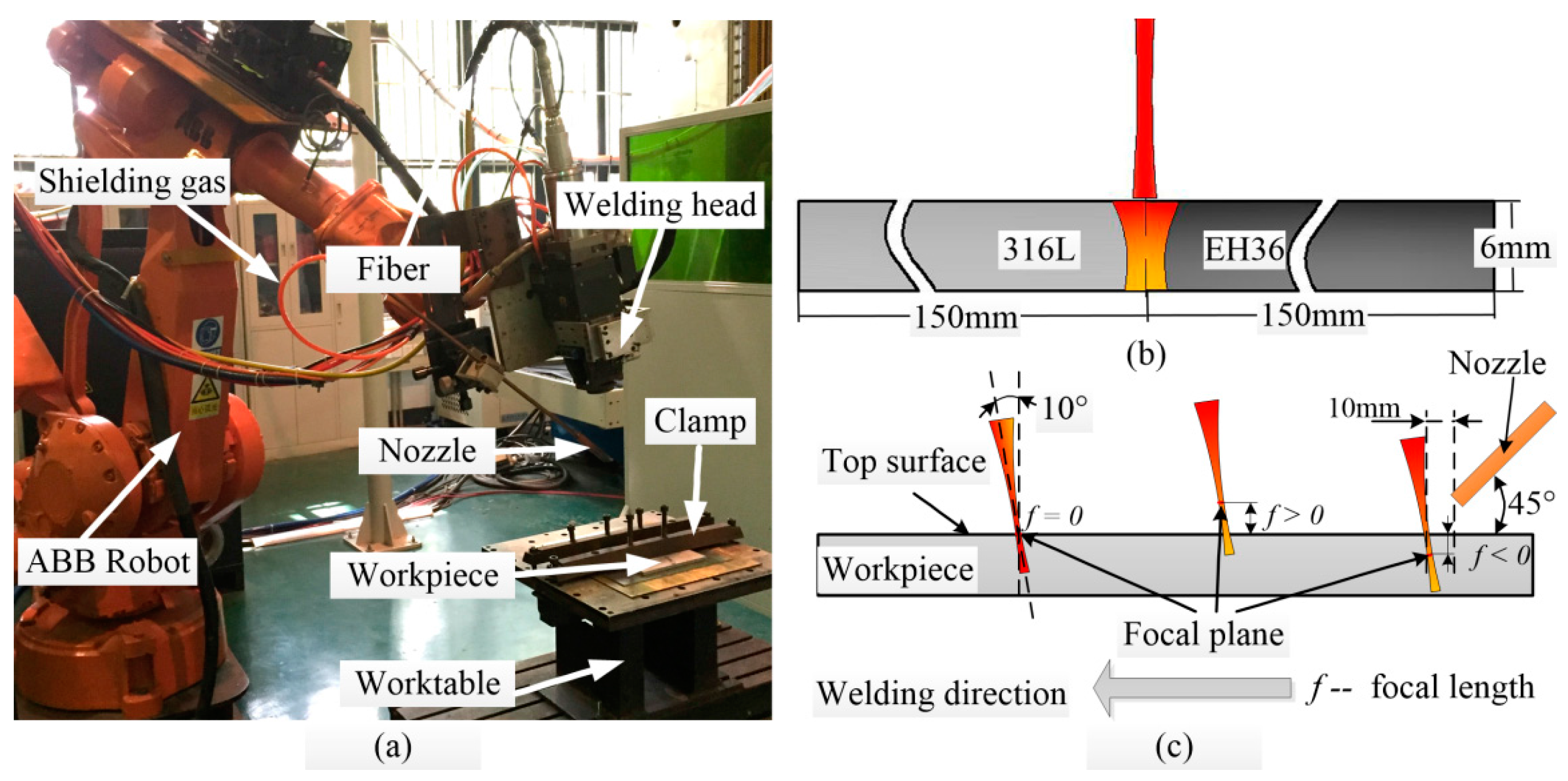
2.2. Procedure of Laser Welding
3. Results and Discussion
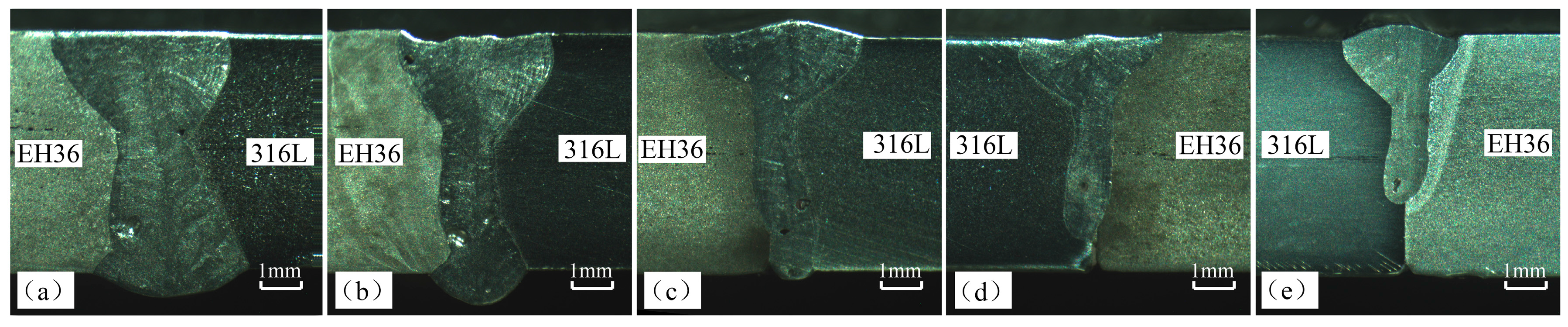
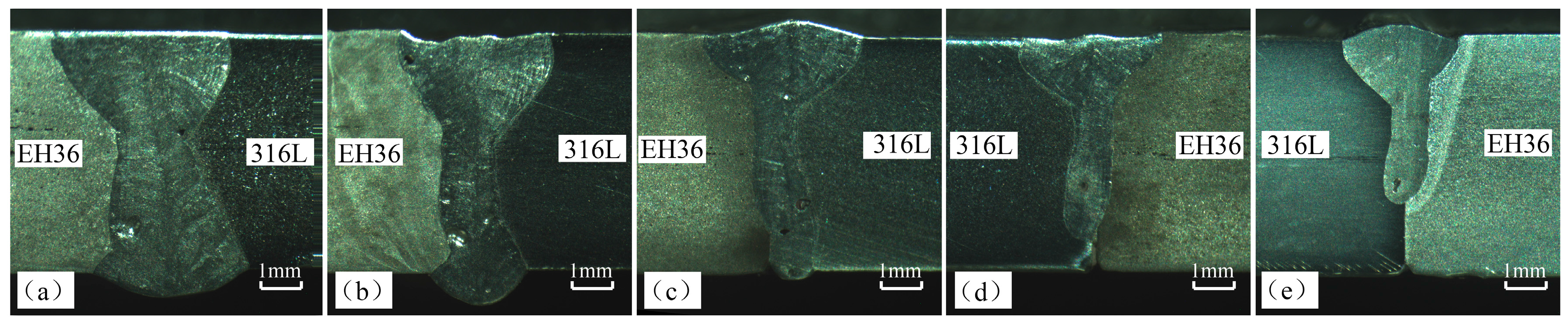
3.1. Appearance of the Weld Cross Section
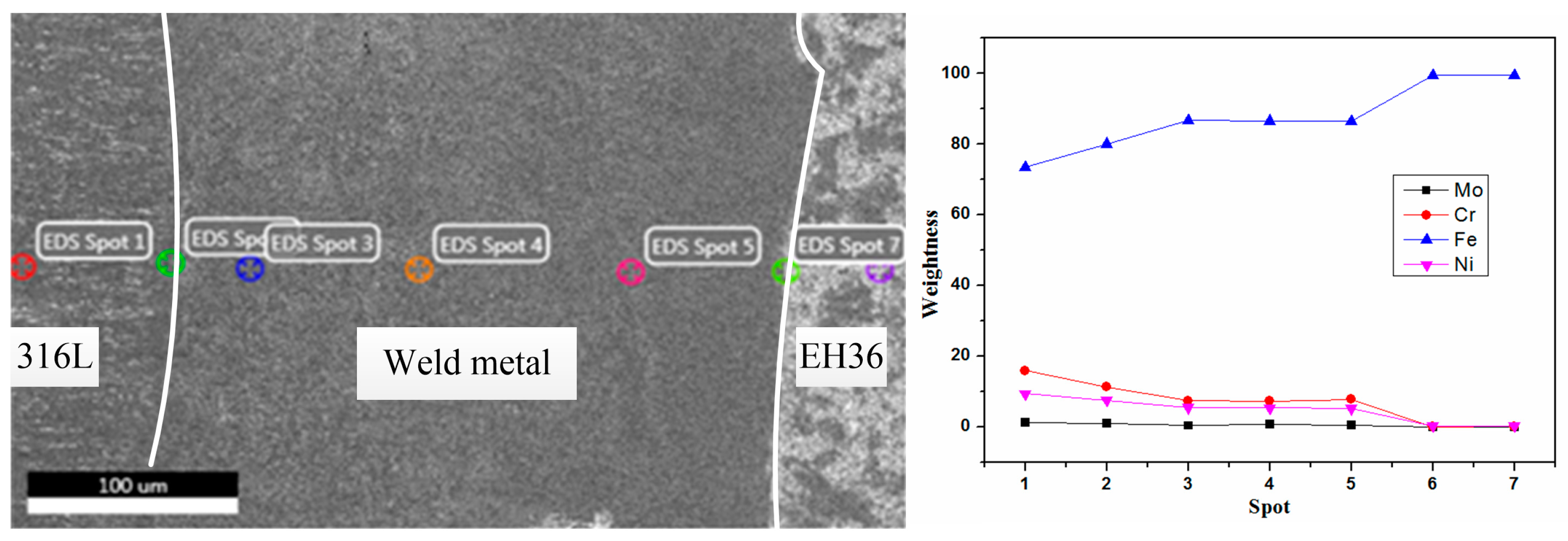
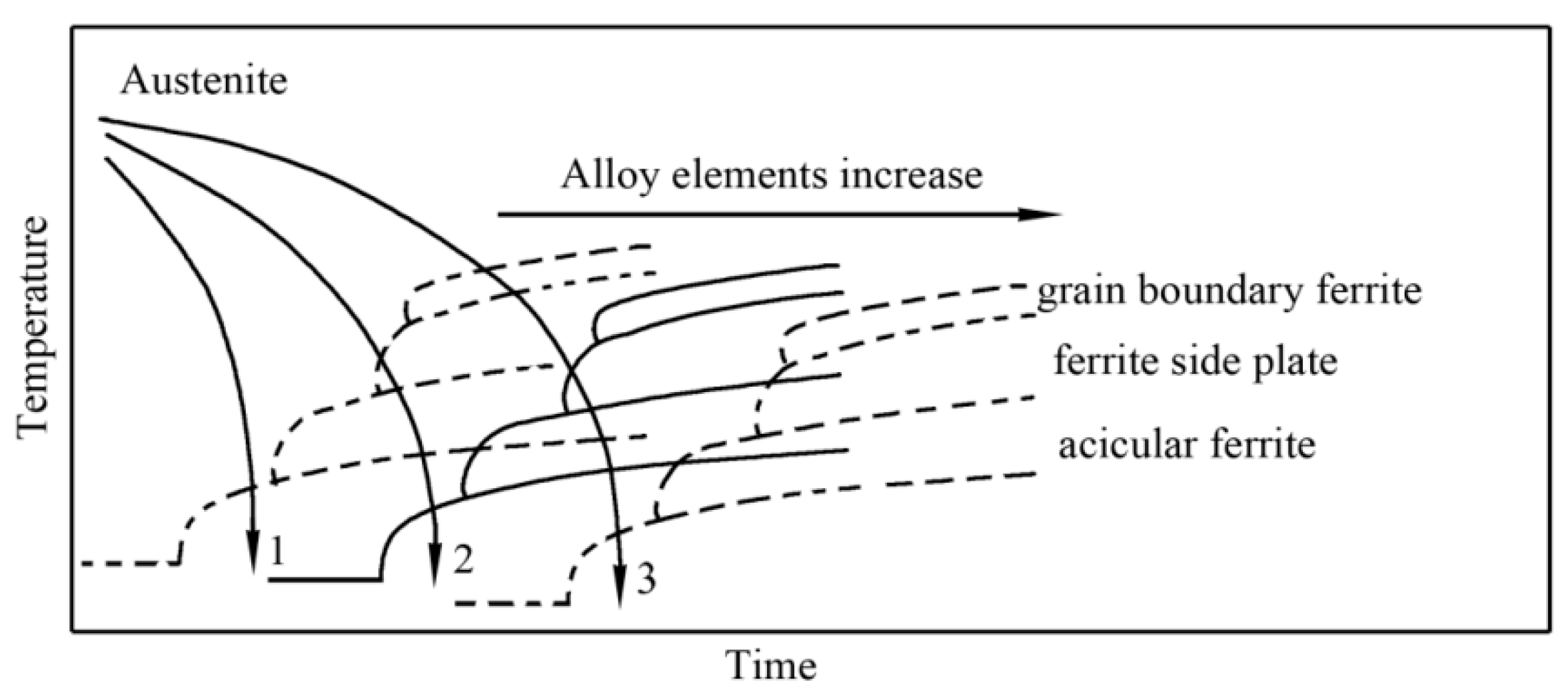
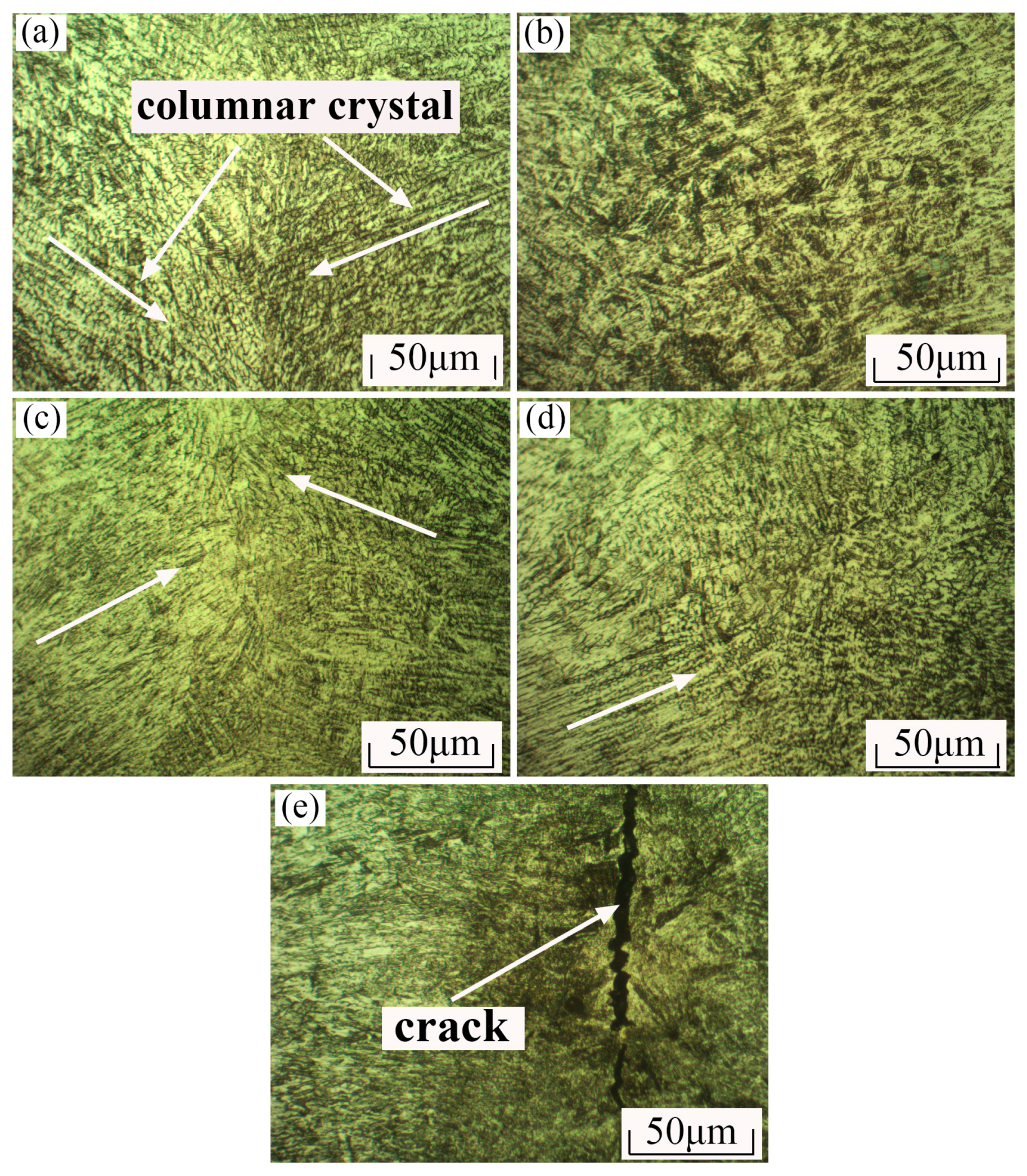
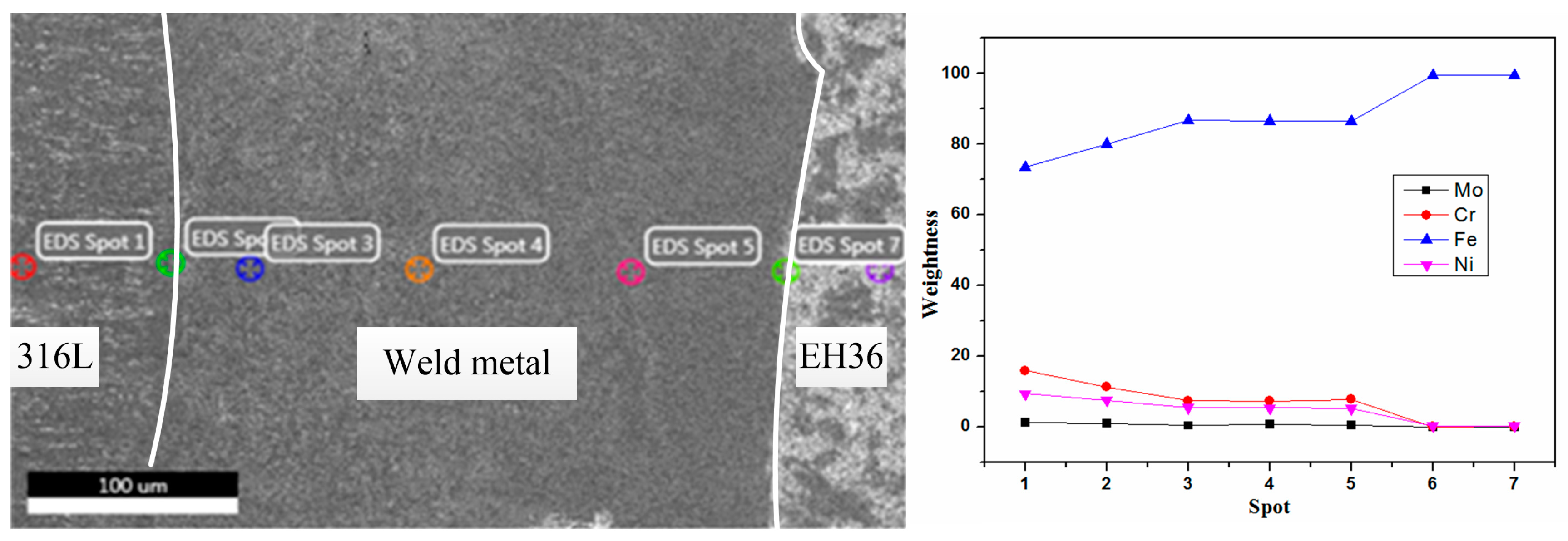
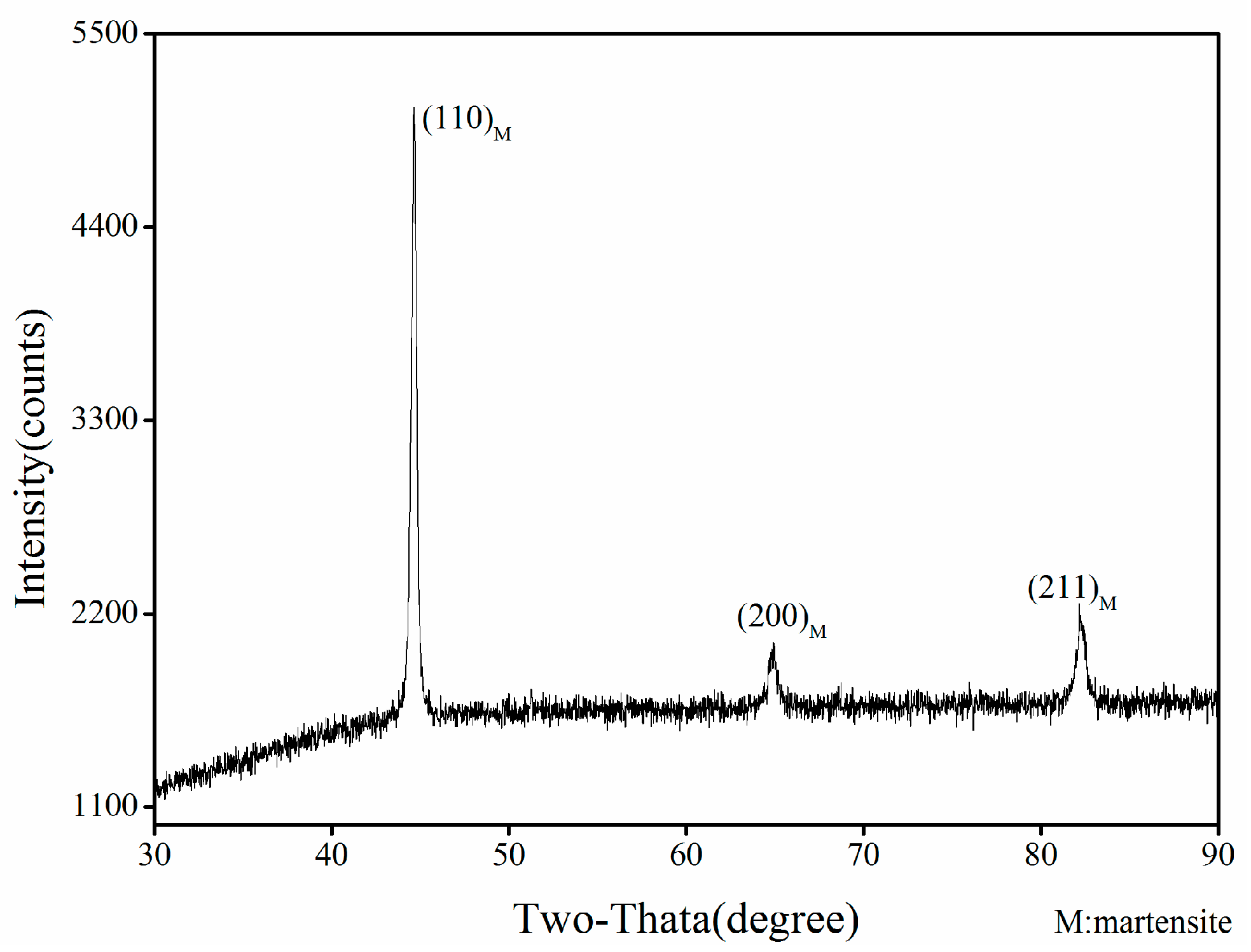
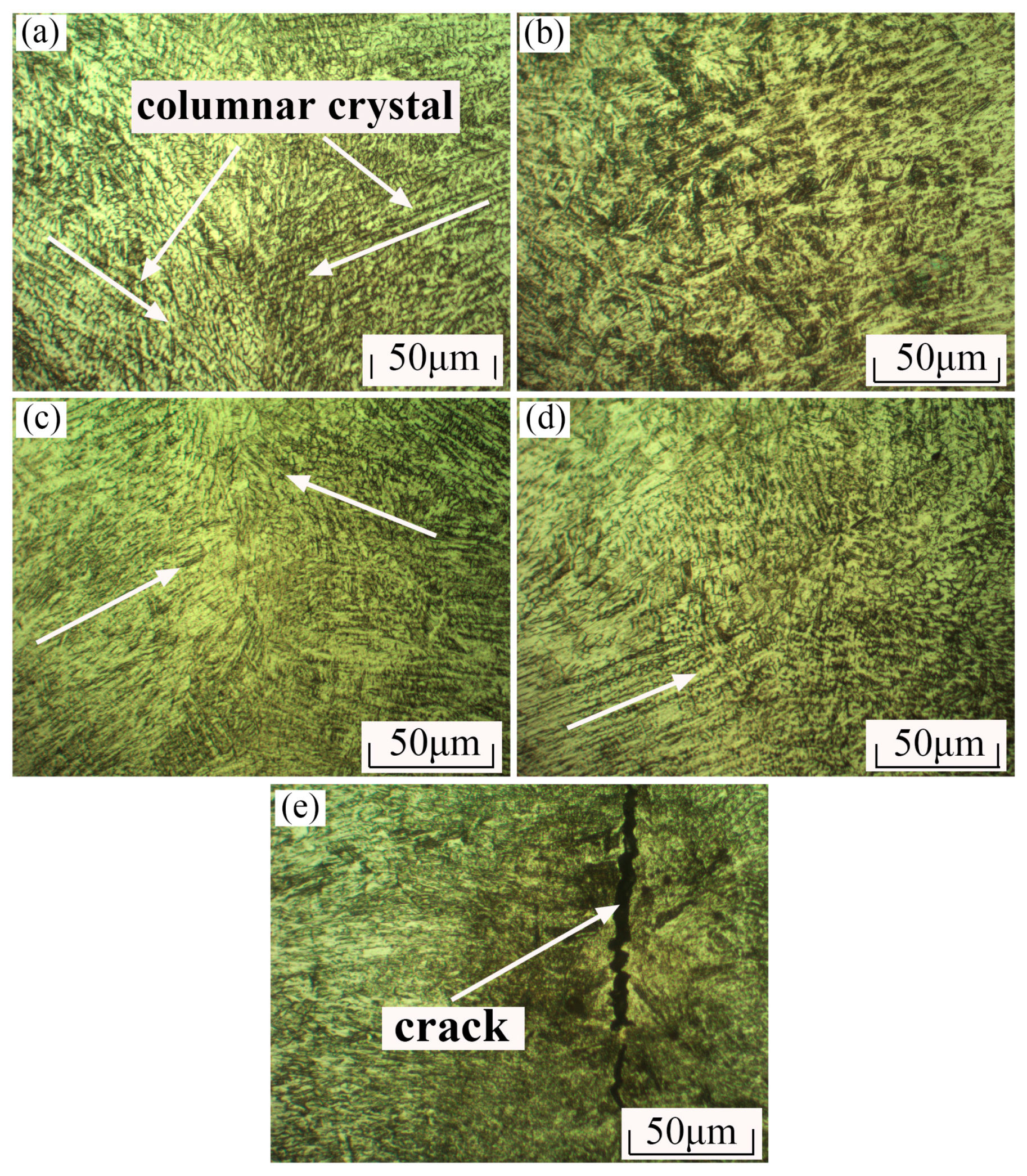
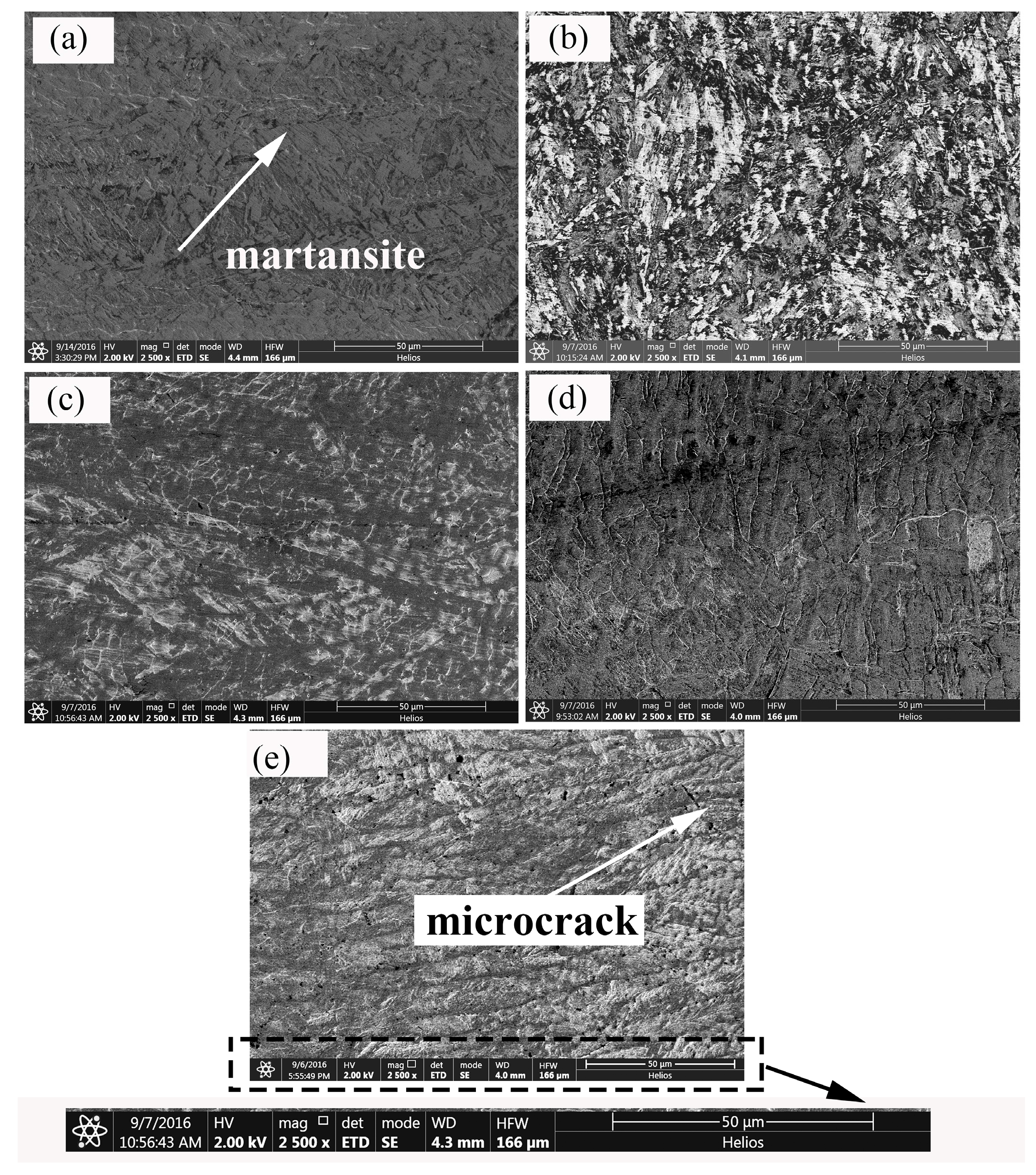
3.2. Microstructure of the Joint
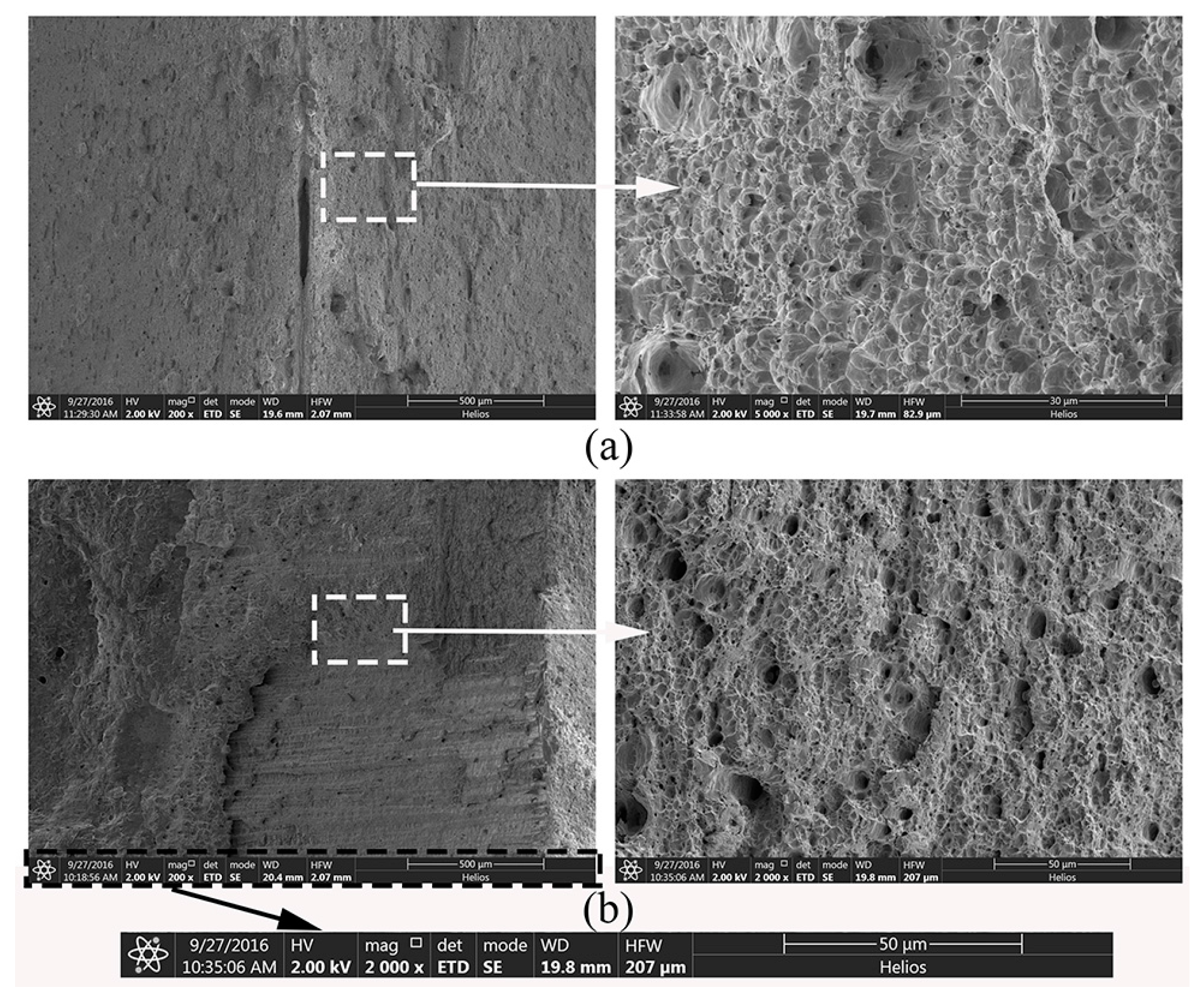
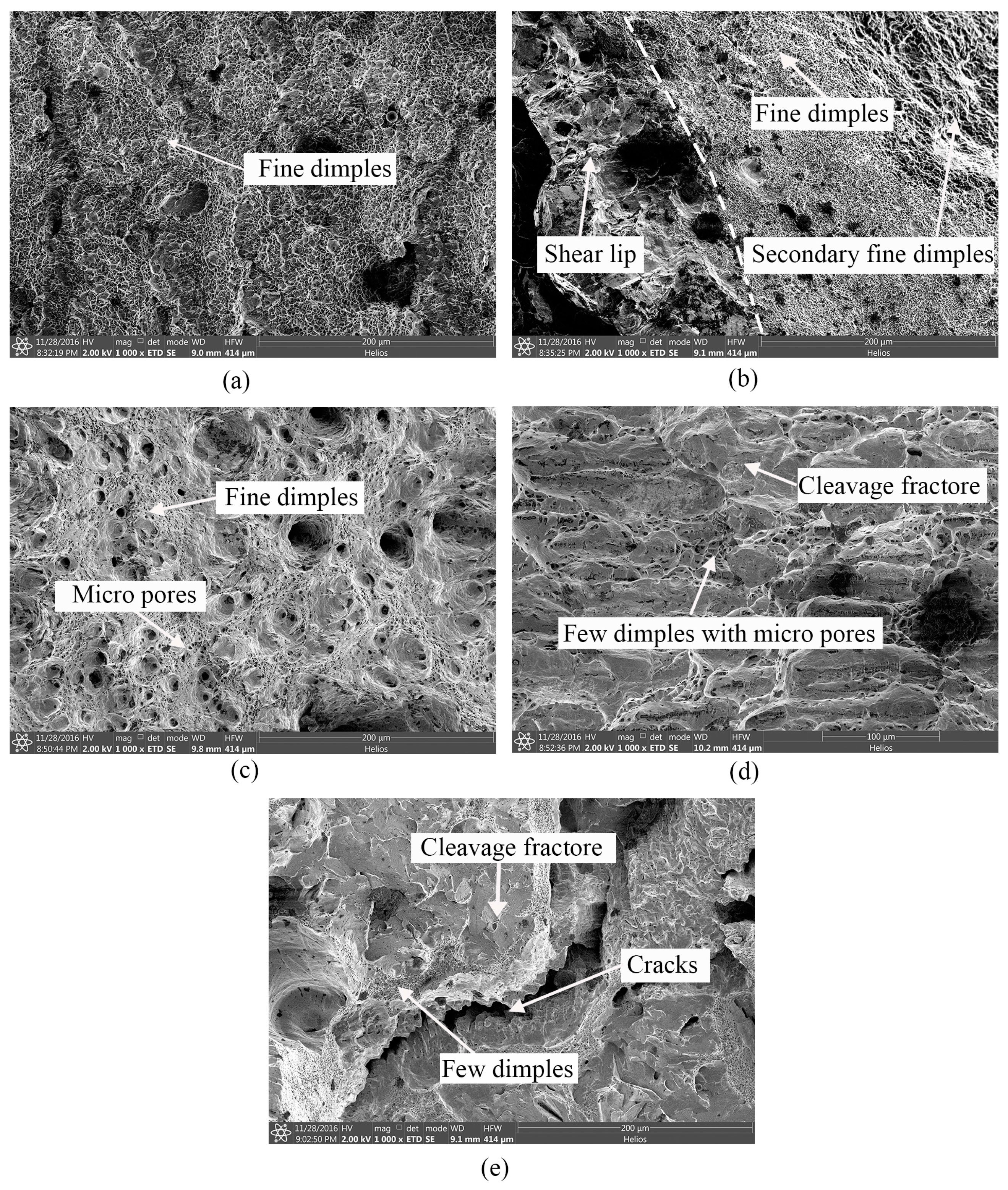
3.3. Mechanical Property and Fracture Behaviour
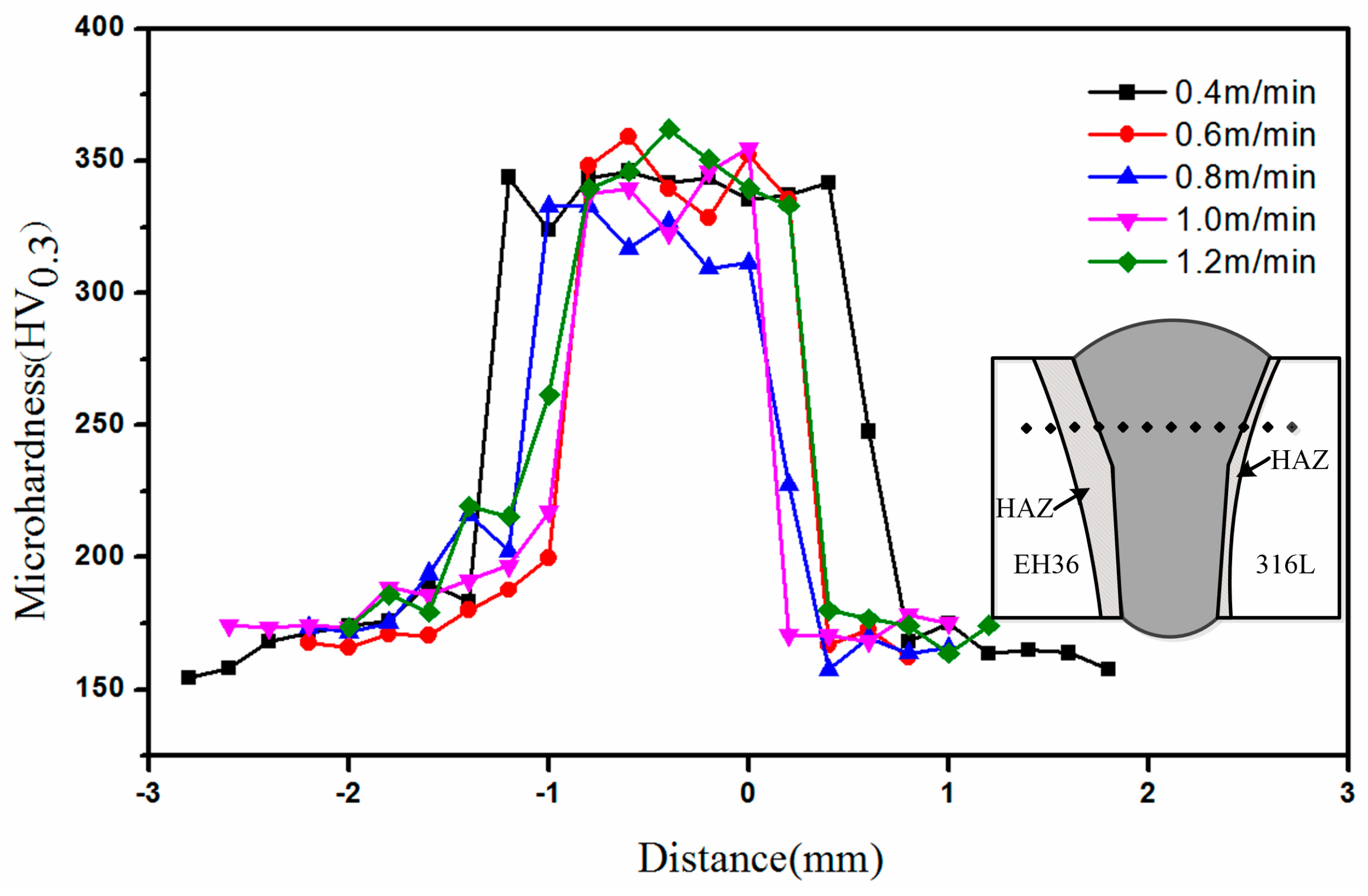
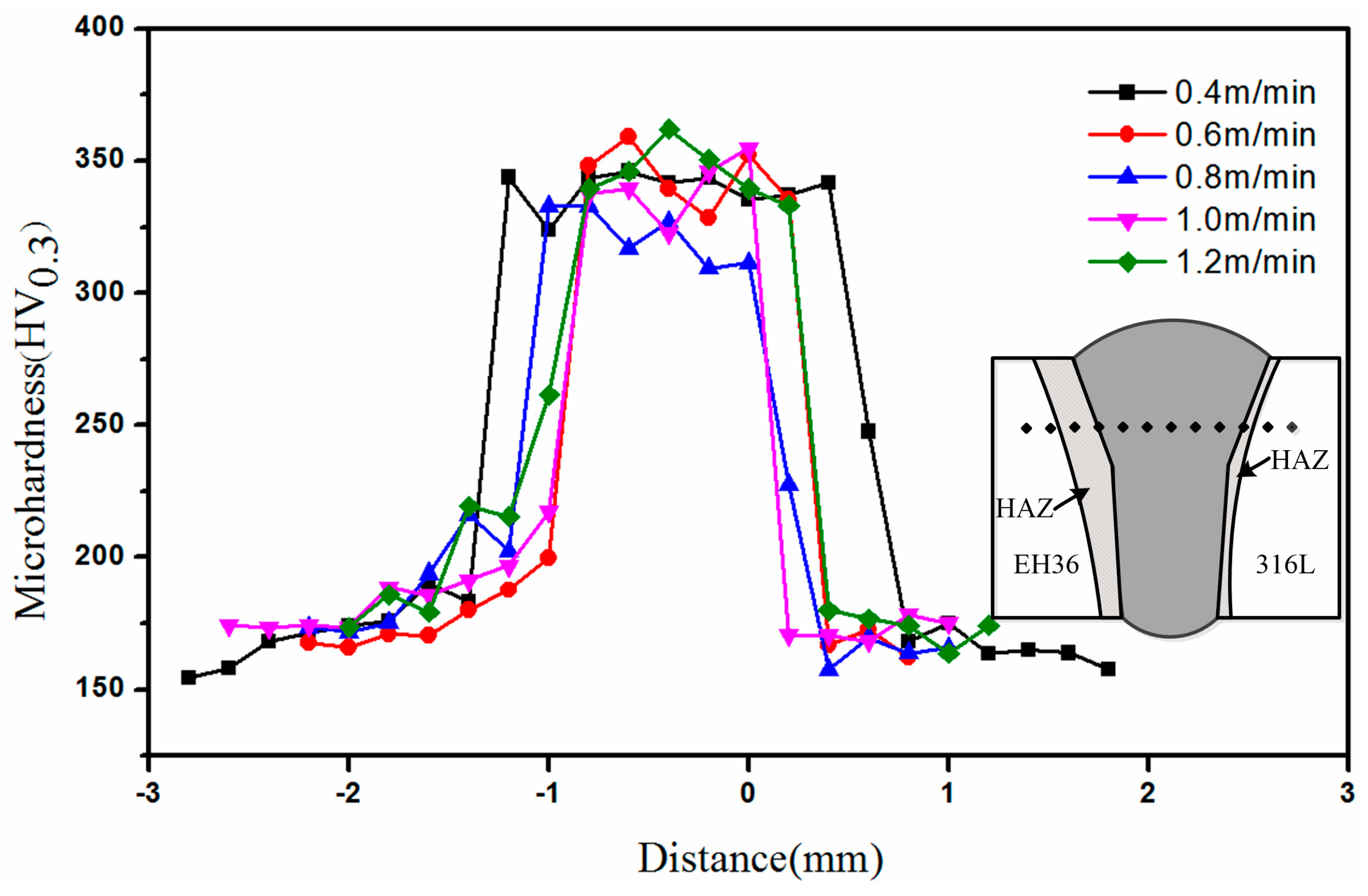
3.3.1. Microhardness
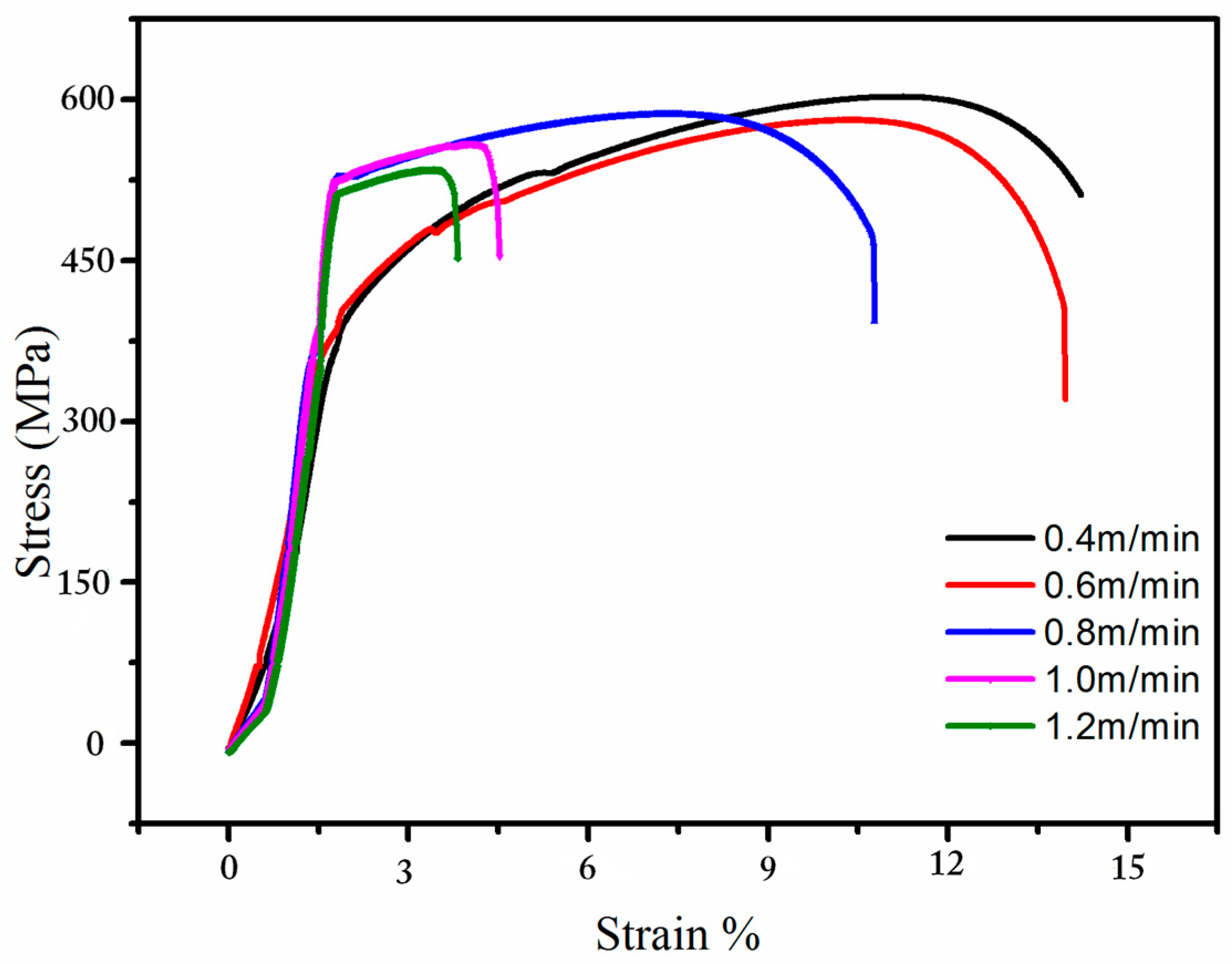
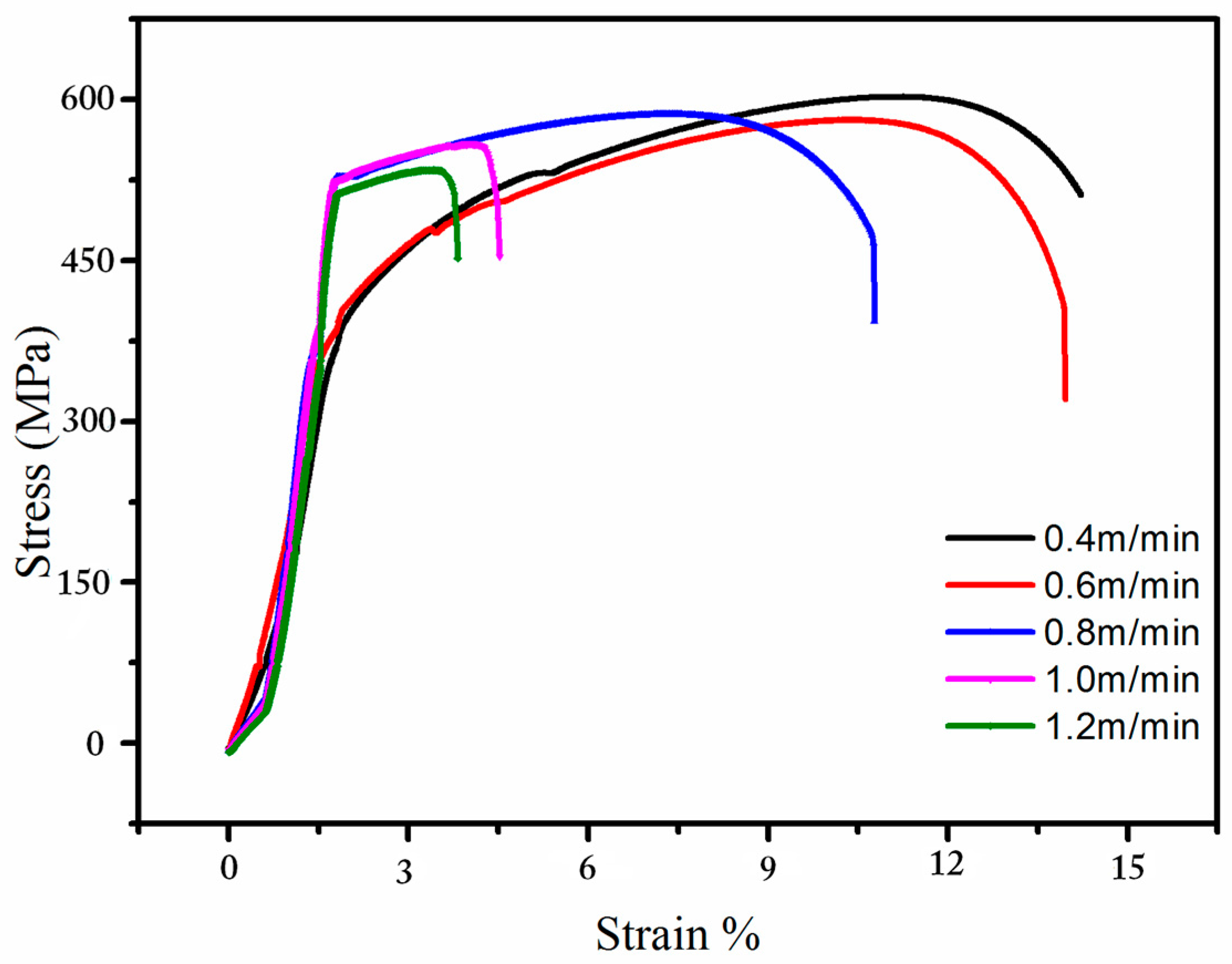
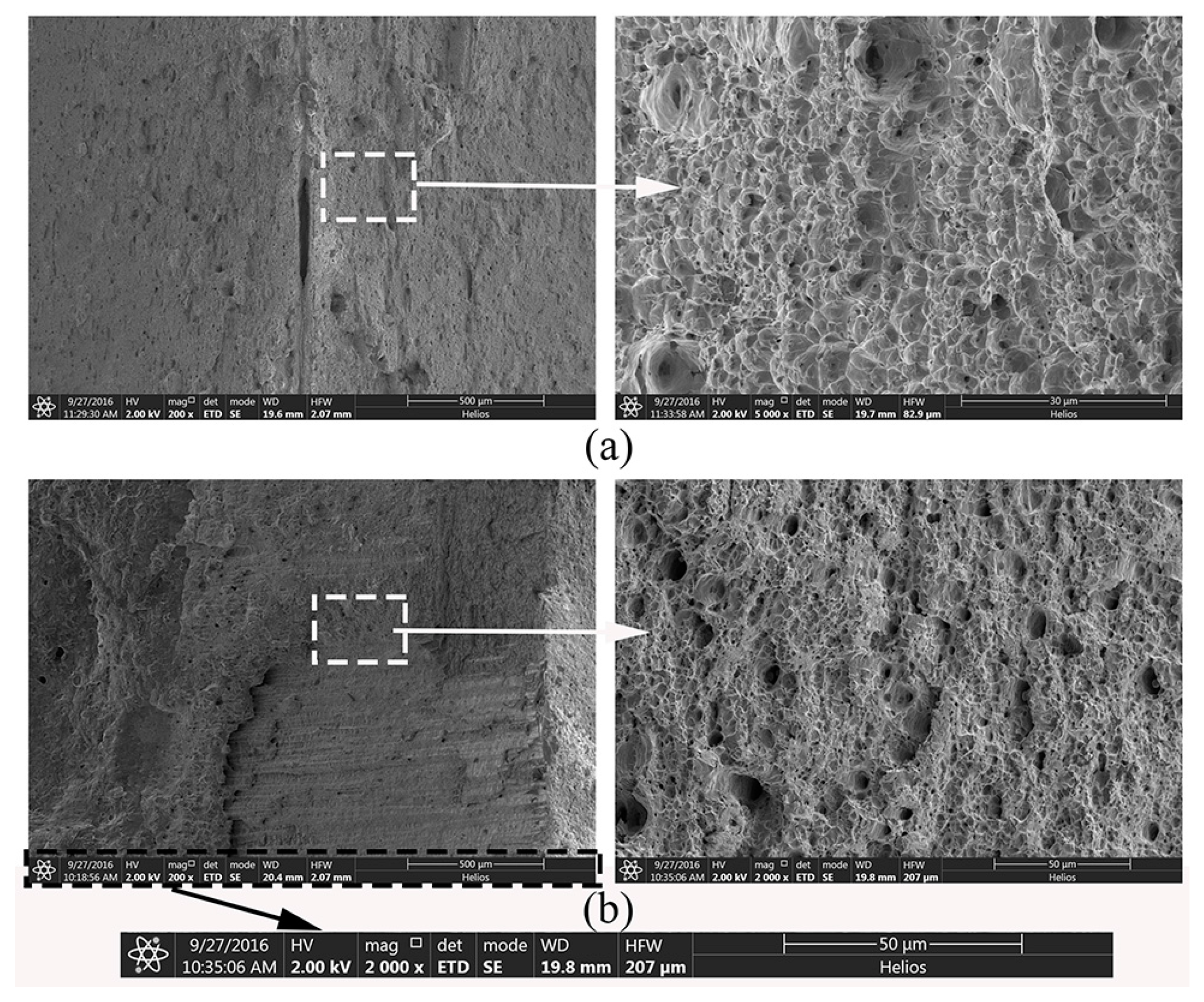
3.3.2. Tensile Properties
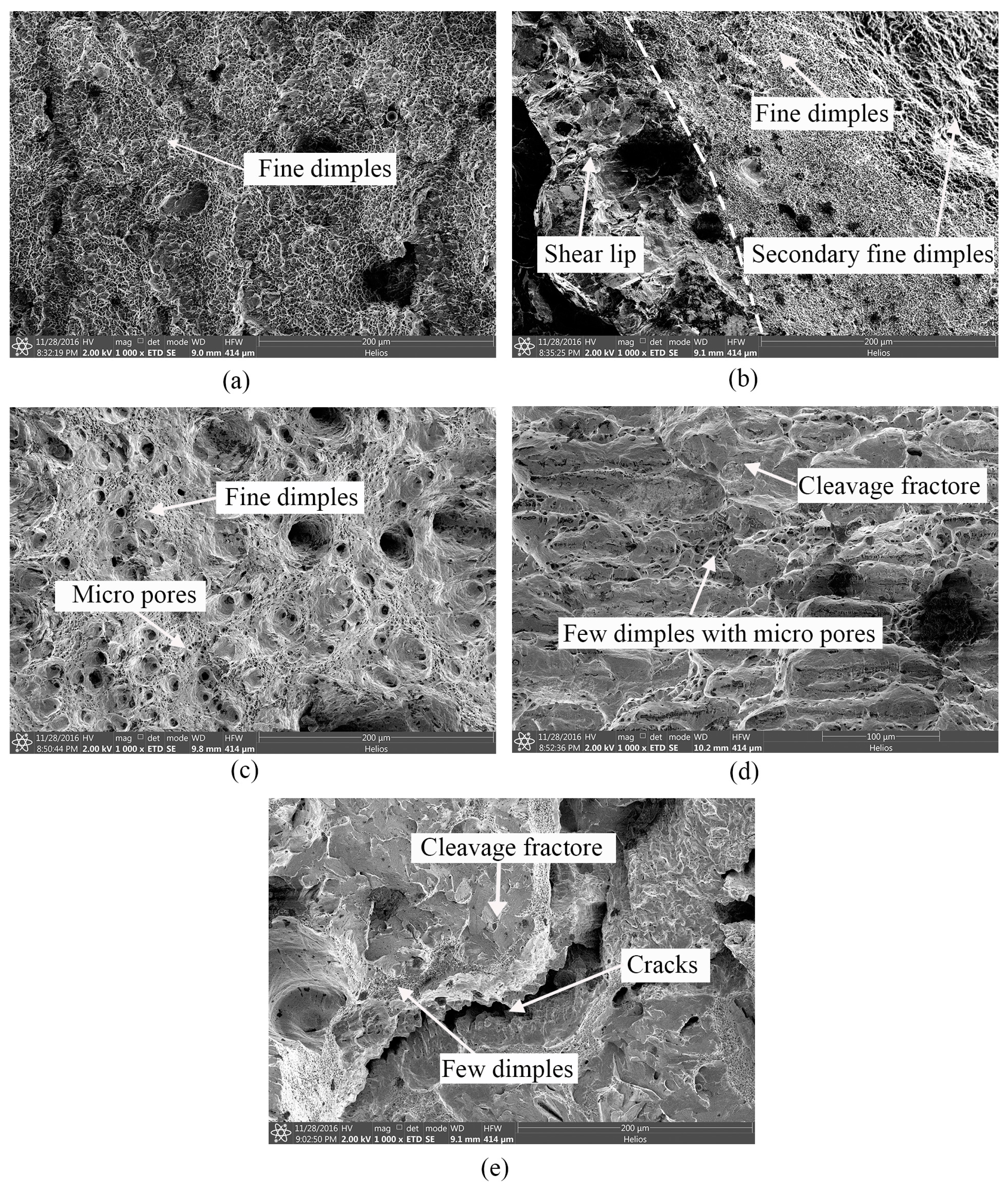
3.3.3. Impact Toughness
4. Conclusions
- When the welding speed was lower than 0.8 m/min, the weld defect was in the form of excess penetration, while, the defect of in-completed penetration and pores occurred when the welding speed faster than 1.0 m/min. A sound seam appearance was obtained when the welding speed was about 0.8 m/min.
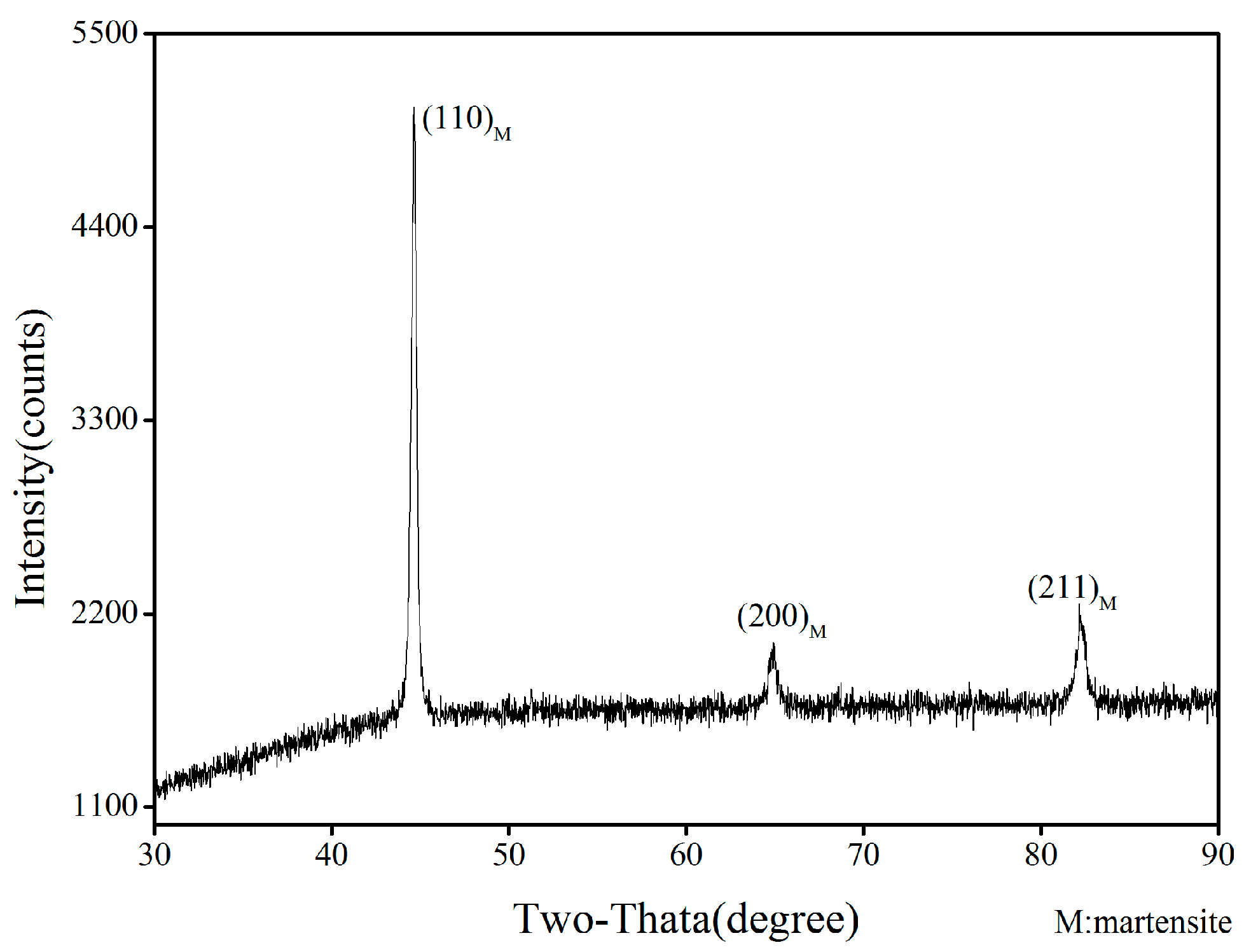
- The major phase in the center seam was martensite because of the ratio of Nieq and Creq located in the martensite zone, and then the content of the alloy elements and cooling rate also lead to the formation of martensite.
- The microhardness of joint fluctuates slightly along the weld across section, it is about 350 HV0.3, which is twice higher than that of base materials (it is about 180 HV0.3). This was caused by the formation of lath martensite. The value of microhardness in the heat affect zone (HAZ) of EH36 is about 240 HV0.3.
- The tensile strength of the joint with full penetration is better than the dissimilar metals. The cup and cone phenomenon (dimple fracture) was found. The highest absorbed impact energy is 73.9 J. The impact toughness of the seam with different welding speed is acceptable. A sound seam with high mechanical properties can be obtained with higher welding speeds on the basis of full-penetration being accomplished. This can provide guidelines for the shipbuilding industry.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Roepke, C.; Liu, S.; Kelly, S.; Martukanitz, R. Hybrid laser arc welding process evaluation on DH36 and EH36 steel. Weld. J. 2010, 89, 140–149. [Google Scholar]
- Lambert, A.; Drillet, J.; Gourgues, A.; Sturel, T.; Pineau, A. Microstructure of martensite-austenite constituents in heat affected zones of high strength low alloy steel welds in relation to toughness properties. Sci. Technol. Weld. Join. 2000, 5, 168–173. [Google Scholar] [CrossRef]
- Xu, W.; Westerbaan, D.; Nayak, S.; Chen, D.; Goodwin, F.; Zhou, Y. Tensile and fatigue properties of fiber laser welded high strength low alloy and DP980 dual-phase steel joints. Mater. Des. 2013, 43, 373–383. [Google Scholar] [CrossRef]
- Patel, V.; Bhole, S.; Chen, D. Formation of zinc interlayer texture during dissimilar ultrasonic spot welding of magnesium and high strength low alloy steel. Mater. Des. 2013, 45, 236–240. [Google Scholar] [CrossRef]
- Li, J.; Nayak, S.; Biro, E.; Panda, S.; Goodwin, F.; Zhou, Y. Effects of weld line position and geometry on the formability of laser welded high strength low alloy and dual-phase steel blanks. Mater. Des. 2013, 52, 757–766. [Google Scholar] [CrossRef]
- Patel, V.; Bhole, S.; Chen, D. Ultrasonic spot welding of aluminum to high-strength low-alloy steel: Microstructure, tensile and fatigue properties. Metall. Mater. Trans. A 2014, 45, 2055–2066. [Google Scholar] [CrossRef]
- Mirzaei, M.; Jeshvaghani, R.A.; Yazdipour, A.; Zangeneh-Madar, K. Study of welding velocity and pulse frequency on microstructure and mechanical properties of pulsed gas metal arc welded high strength low alloy steel. Mater. Des. 2013, 51, 709–713. [Google Scholar] [CrossRef]
- Xu, W.; Lin, S.; Fan, C.; Yang, C. Evaluation on microstructure and mechanical properties of high-strength low-alloy steel joints with oscillating arc narrow gap GMA welding. Int. J. Adv. Manuf. Technol. 2014, 75, 1439–1446. [Google Scholar] [CrossRef]
- Hajiannia, I.; Shamanian, M.; Kasiri, M. Microstructure and mechanical properties of AISI 347 stainless steel/A335 low alloy steel dissimilar joint produced by gas tungsten arc welding. Mater. Des. 2013, 50, 566–573. [Google Scholar] [CrossRef]
- Lee, D.; Byun, J.; Sung, J.; Lee, H. The dependence of crack properties on the Cr/Ni equivalent ratio in AISI 304L austenitic stainless steel weld metals. Mater. Sci. Eng. A 2009, 513, 154–159. [Google Scholar] [CrossRef]
- Zhang, M.; Chen, G.; Zhou, Y.; Liao, S. Optimization of deep penetration laser welding of thick stainless steel with a 10 kW fiber laser. Mater. Des. 2014, 53, 568–576. [Google Scholar] [CrossRef]
- Reynolds, A.P.; Tang, W.; Posada, M.; Deloach, J. Friction stir welding of DH36 steel. Sci. Technol. Weld. Join. 2013, 8, 455–460. [Google Scholar] [CrossRef]
- Zhou, Q.; Jiang, P.; Shao, X.; Gao, Z.; Cao, L.; Yue, C.; Li, X. Optimization of process parameters of hybrid laser-arc welding onto 316L using ensemble of metamodels. Metall. Mater. Trans. B 2016, 47, 2182–2196. [Google Scholar] [CrossRef]
- Kacar, R.; Acarer, M. An investigation on the explosive cladding of 316L stainless steel-din-P355GH steel. J. Mater. Process. Technol. 2004, 152, 91–96. [Google Scholar] [CrossRef]
- Sun, Z.; Ion, J.C. Laser welding of dissimilar metal combinations. J. Mater. Sci. 1995, 30, 4205–4214. [Google Scholar] [CrossRef]
- Cao, L.; Yang, Y.; Jiang, P.; Zhou, Q.; Mi, G.; Gao, Z.; Rong, Y.; Wang, C. Optimization of processing parameters of AISI316L laser welding influenced by external magnetic field combining RBFNN and GA. Results Phys. 2017, 7, 1329–1338. [Google Scholar] [CrossRef]
- Ranjbarnodeh, E.; Serajzadeh, S.; Kokabi, A.H.; Fischer, A. Prediction of temperature distribution in dissimilar arc welding of stainless steel to carbon steel. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2012, 226, 117–125. [Google Scholar] [CrossRef]
- Kaya, Y.; Kahraman, N. An investigation into the explosive welding/cladding of Grade A ship steel/AISI316L austenitic stainless steel. Mater. Des. 2013, 52, 367–372. [Google Scholar] [CrossRef]
- Rao, V.V.; Reddy, G.M.; Raju, A.S. Microstructure, hardness and residual stress distribution of dissimilar metal electron beam welds: Maraging steel and high strength low alloy steel. Mater. Sci. Technol. 2010, 26, 1503–1512. [Google Scholar]
- Bansal, A.; Sharma, A.K.; Kumar, P.; Das, S. Investigation on microstructure and mechanical properties of the dissimilar weld between mild steel and stainless steel-316 formed using microwave energy. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 439–448. [Google Scholar] [CrossRef]
- Arivazhagan, N.; Singh, S.; Prakash, S.; Reddy, G.M. Investigation on AISI 304 austenitic stainless steel to AISI 4140 low alloy steel dissimilar joints by gas tungsten arc, electron beam and friction welding. Mater. Des. 2011, 32, 3036–3050. [Google Scholar] [CrossRef]
- Parkes, D.; Xu, W.; Westerbaan, D.; Nayak, S.S.; Zhou, Y.; Goodwin, F.; Bhole, S.; Chen, D.L. Microstructure and fatigue properties of fiber laser welded dissimilar joints between high strength low alloy and dual-phase steels. Mater. Des. 2013, 51, 665–675. [Google Scholar] [CrossRef]
- Mvola, B.; Kah, P.; Martikainen, J.; Suoranta, R. State-of-the-art of advanced gas metal arc welding processes: Dissimilar metal welding. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1694–1710. [Google Scholar] [CrossRef]
- Kawahito, Y.; Terajima, T.; Kimura, H.; Kuroda, T.; Nakata, K.; Katayama, S.; Inoue, A. High-power fiber laser welding and its application to metallic glass Zr55Al10Ni5Cu30. Mater. Sci. Eng. B 2008, 148, 105–109. [Google Scholar] [CrossRef]
- Quintino, L.; Costa, A.; Miranda, R.; Yapp, D.; Kumar, V.; Kong, C.J. Welding with high power fiber lasers—A preliminary study. Mater. Des. 2007, 28, 1231–1237. [Google Scholar] [CrossRef]
- Shiner, B. Fiber lasers for material processing. Lasers Appl. Sci. Eng. Int. Soc. Opt. Photonics 2005, 5706, 60–68. [Google Scholar]
- Campanelli, S.L.; Casalino, G.; Contuzzi, N.; Angelastro, A.; Ludovico, A.D. Preliminary investigation on hybrid welding of selective laser molten parts. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Orlando, FL, USA, 23–27 October 2011. [Google Scholar]
- Webster, S.; Kristensen, J.K.; Petring, D. Joining of thick section steels using hybrid laser welding. Ironmak. Steelmak. 2013, 35, 496–504. [Google Scholar] [CrossRef]
- Wu, W.; Hu, S.; Shen, J. Microstructure, mechanical properties and corrosion behavior of laser welded dissimilar joints between ferritic stainless steel and carbon steel. Mater. Des. (1980–2015) 2015, 65, 855–861. [Google Scholar] [CrossRef]
- Liu, H.; Hou, J.; Guo, H. Effect of welding speed on microstructure and mechanical properties of self-reacting friction stir welded 6061-T6 aluminum alloy. Mater. Des. 2013, 50, 872–878. [Google Scholar] [CrossRef]
- Chuaiphan, W.; Srijaroenpramong, L. Effect of welding speed on microstructures, mechanical properties and corrosion behavior of GTA-welded AISI 201 stainless steel sheets. J. Mater. Process. Technol. 2014, 214, 402–408. [Google Scholar] [CrossRef]
- Lee, S.J.; Nakamura, H.; Kawahito, Y.; Katayama, S. Effect of welding speed on microstructural and mechanical properties of laser lap weld joints in dissimilar Al and Cu sheets. Sci. Technol. Weld. Join. 2014, 19, 111–118. [Google Scholar] [CrossRef]
- Campanelli, S.L.; Casalino, G.; Mortello, M.; Angelastro, A.; Ludovico, A.D. Microstructural characteristics and mechanical properties of Ti6Al4V alloy fiber laser welds. Procedia CIRP 2015, 33, 428–433. [Google Scholar] [CrossRef]
- Schmidt, M.; Vollertsen, F.; Geiger, M.; Pekkarinen, J.; Kujanpää, V. Laser Assisted Net Shape Engineering 6, Proceedings of the LANE 2010, Part 1 The effects of laser welding parameters on the microstructure of ferritic and duplex stainless steels welds. Phys. Procedia 2010, 5, 517–523. [Google Scholar]
- Sadeghian, M.; Shamanian, M.; Shafyei, A. Effect of heat input on microstructure and mechanical properties of dissimilar joints between super duplex stainless steel and high strength low alloy steel. Mater. Des. 2014, 60, 678–684. [Google Scholar] [CrossRef]
- Benyounis, K.Y.; Olabi, A.G.; Hashmi, M.S.J. Effect of laser welding parameters on the heat input and weld-bead profile. J. Mater. Process. Technol. 2005, 164, 978–985. [Google Scholar] [CrossRef]
- Amara, E.H.; Fabbro, R.; Bendib, A. Modeling of the compressible vapor flow induced in a keyhole during laser welding. J. Appl. Phys. 2003, 93, 4289–4296. [Google Scholar] [CrossRef]
- Umbrello, D.; M’Saoubi, R.; Outeiro, J.C. The influence of Johnson-Cook material constants on finite element simulation of machining of AISI316L steel. Int. J. Mach. Tools Manuf. 2007, 47, 462–470. [Google Scholar] [CrossRef]
- Xu, S.G.; Weinmann, K.J.; Yang, D.Y.; Lian, J.C. Simulation of the hot ring rolling process by using a thermo-coupled three-dimensional rigid-viscoplastic finite element method. J. Manuf. Sci. Eng.-Trans. ASME 1997, 199, 7542–7549. [Google Scholar] [CrossRef]
- Kotecki, D.; Siewert, T. WRC-1992 constitution diagram for stainless steel weld metals: A modification of the WRC-1988 diagram. Weld. J. 1992, 71, 171–178. [Google Scholar]
- Zhou, W.; Chew, K. Effect of welding on impact toughness of butt-joints in a titanium alloy. Mater. Sci. Eng. A 2003, 347, 180–185. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | C | Mn | N | Si | Ni | Cr | P | S | Mo | Fe | Ceq | Pcm |
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 316L | ≤0.03 | ≤2.0 | ≤0.1 | ≤1.0 | 10~14 | 16~18 | ≤0.045 | ≤0.03 | 2~3 | Bal. | - | - |
| EH36 | 0.17 | 1.46 | 0.0023 | 0.32 | 0.01 | 0.04 | 0.012 | 0.0007 | 0.01 | Bal. | 0.43 | 0.26 |
| Experiment Number (No.) | 1 | 2 | 3 | 4 | 5 |
|---|---|---|---|---|---|
| Welding speed (m/min) | 0.4 | 0.6 | 0.8 | 1.0 | 1.2 |
| Laser power (kW) | 4 | ||||
| Defocus amount (mm) | −2 | ||||
| Shielding gas | Argon | ||||
| Flow rate of shielding gas | 25 L/min | ||||
| Incident angle of laser beam | 10° | ||||
| Welding Speed (m/min) | UTS (MPa) | Fracture Location |
|---|---|---|
| 0.4 | 555.52 | EH36 |
| 0.6 | 520.60 | EH36 |
| 0.8 | 517.50 | Weld metal |
| 1.0 | 509.63 | Weld metal |
| 1.2 | 490.87 | Weld metal |
| Temperature (°C) | Welding Speed (m/min) | Impact Energy (J) |
|---|---|---|
| −40 | 0.4 | 32.3 |
| −40 | 0.6 | 42.9 |
| −40 | 0.8 | 73.9 |
| −40 | 1.0 | 37.55 |
| −40 | 1.2 | 34.4 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cao, L.; Shao, X.; Jiang, P.; Zhou, Q.; Rong, Y.; Geng, S.; Mi, G. Effects of Welding Speed on Microstructure and Mechanical Property of Fiber Laser Welded Dissimilar Butt Joints between AISI316L and EH36. Metals 2017, 7, 270. https://doi.org/10.3390/met7070270
Cao L, Shao X, Jiang P, Zhou Q, Rong Y, Geng S, Mi G. Effects of Welding Speed on Microstructure and Mechanical Property of Fiber Laser Welded Dissimilar Butt Joints between AISI316L and EH36. Metals. 2017; 7(7):270. https://doi.org/10.3390/met7070270
Chicago/Turabian StyleCao, Longchao, Xinyu Shao, Ping Jiang, Qi Zhou, Youmin Rong, Shaoning Geng, and Gaoyang Mi. 2017. "Effects of Welding Speed on Microstructure and Mechanical Property of Fiber Laser Welded Dissimilar Butt Joints between AISI316L and EH36" Metals 7, no. 7: 270. https://doi.org/10.3390/met7070270
APA StyleCao, L., Shao, X., Jiang, P., Zhou, Q., Rong, Y., Geng, S., & Mi, G. (2017). Effects of Welding Speed on Microstructure and Mechanical Property of Fiber Laser Welded Dissimilar Butt Joints between AISI316L and EH36. Metals, 7(7), 270. https://doi.org/10.3390/met7070270