Effect of Constitutive Equations on Springback Prediction Accuracy in the TRIP1180 Cold Stamping


Abstract
:1. Introduction
2. Constitutive Equations for the TRIP1180 Sheet Steel
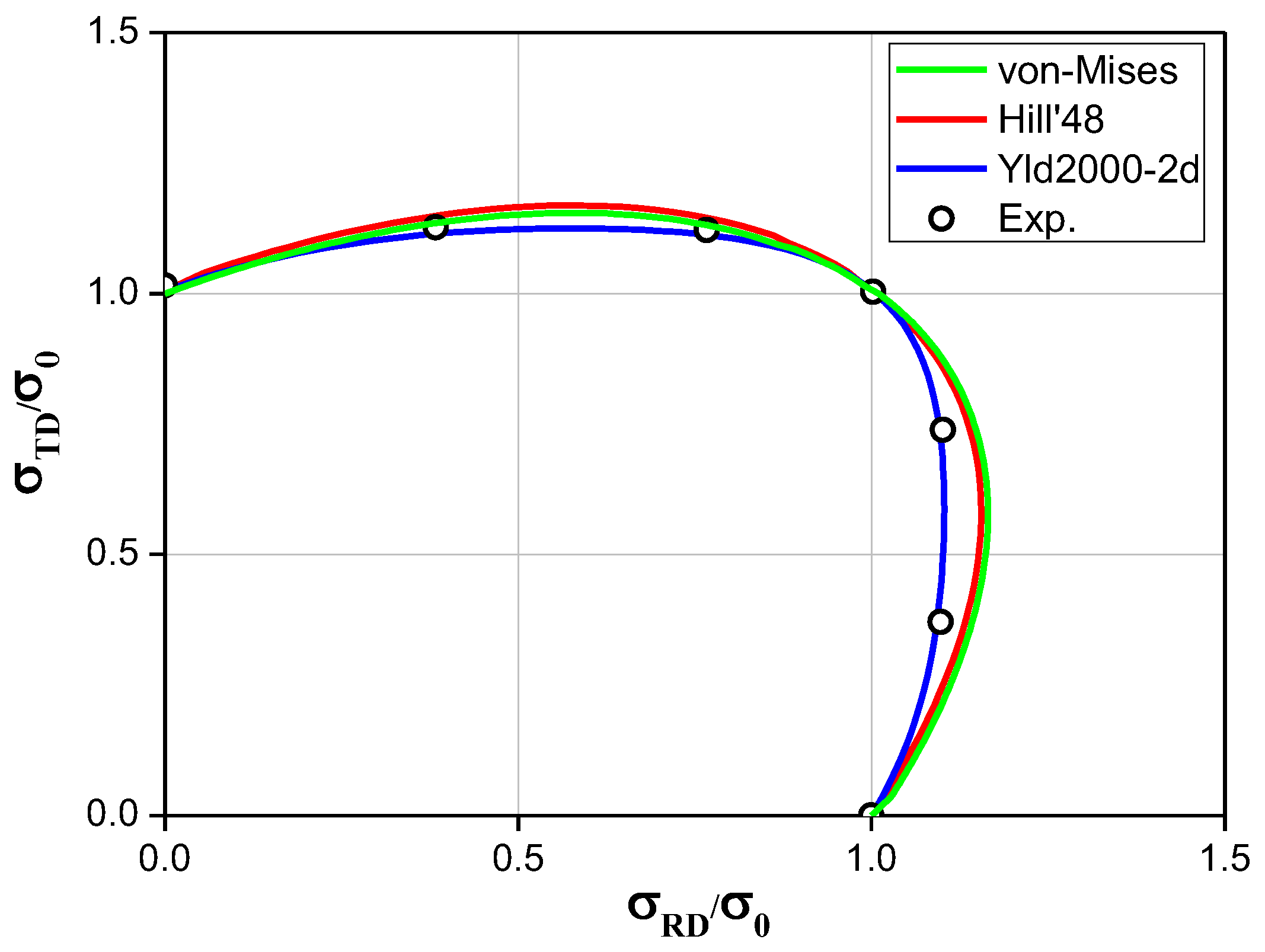
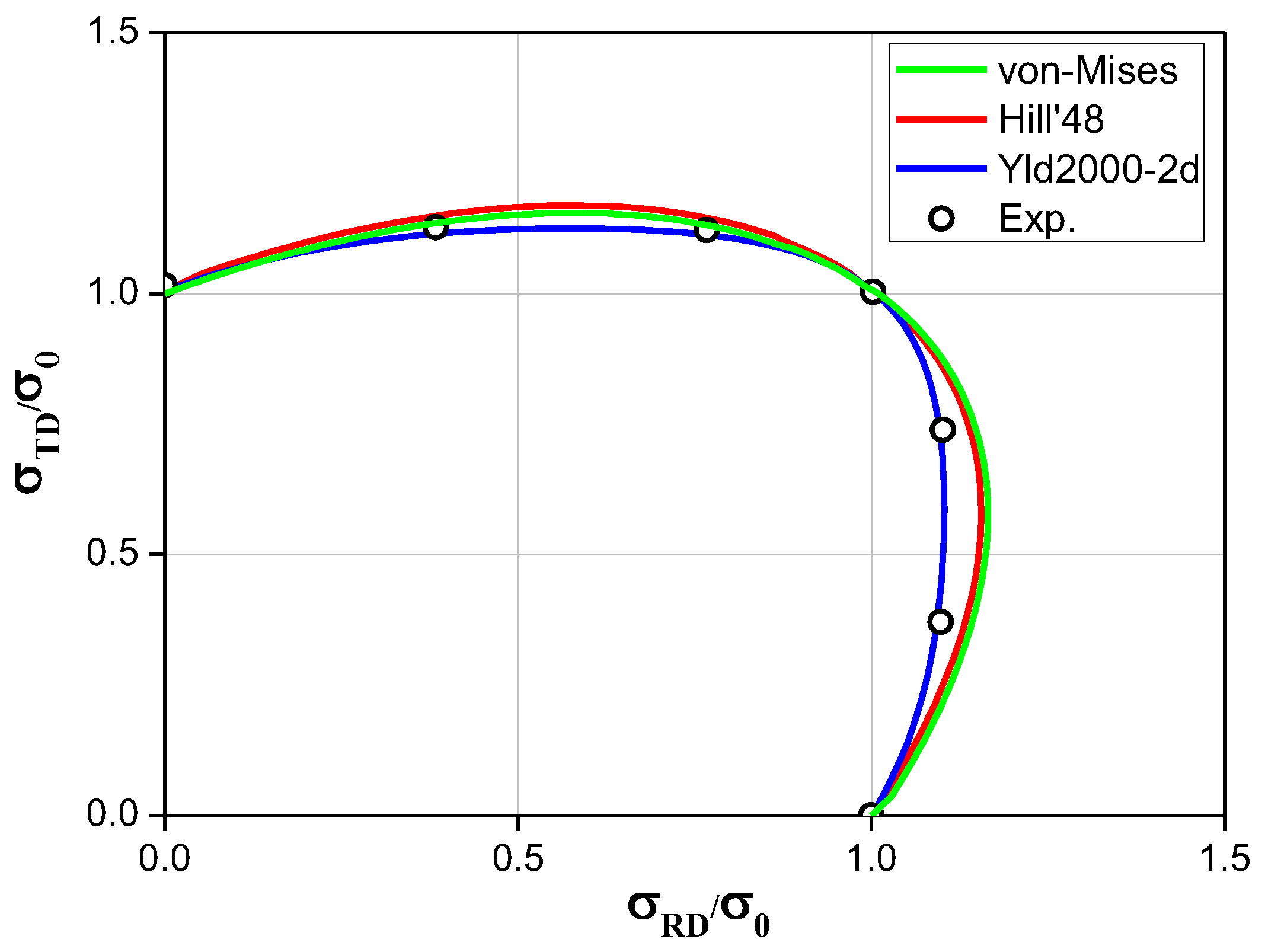
2.1. Yield Function
2.1.1. Hill’48 Yield Function
2.1.2. Yld2000-2d Yield Function
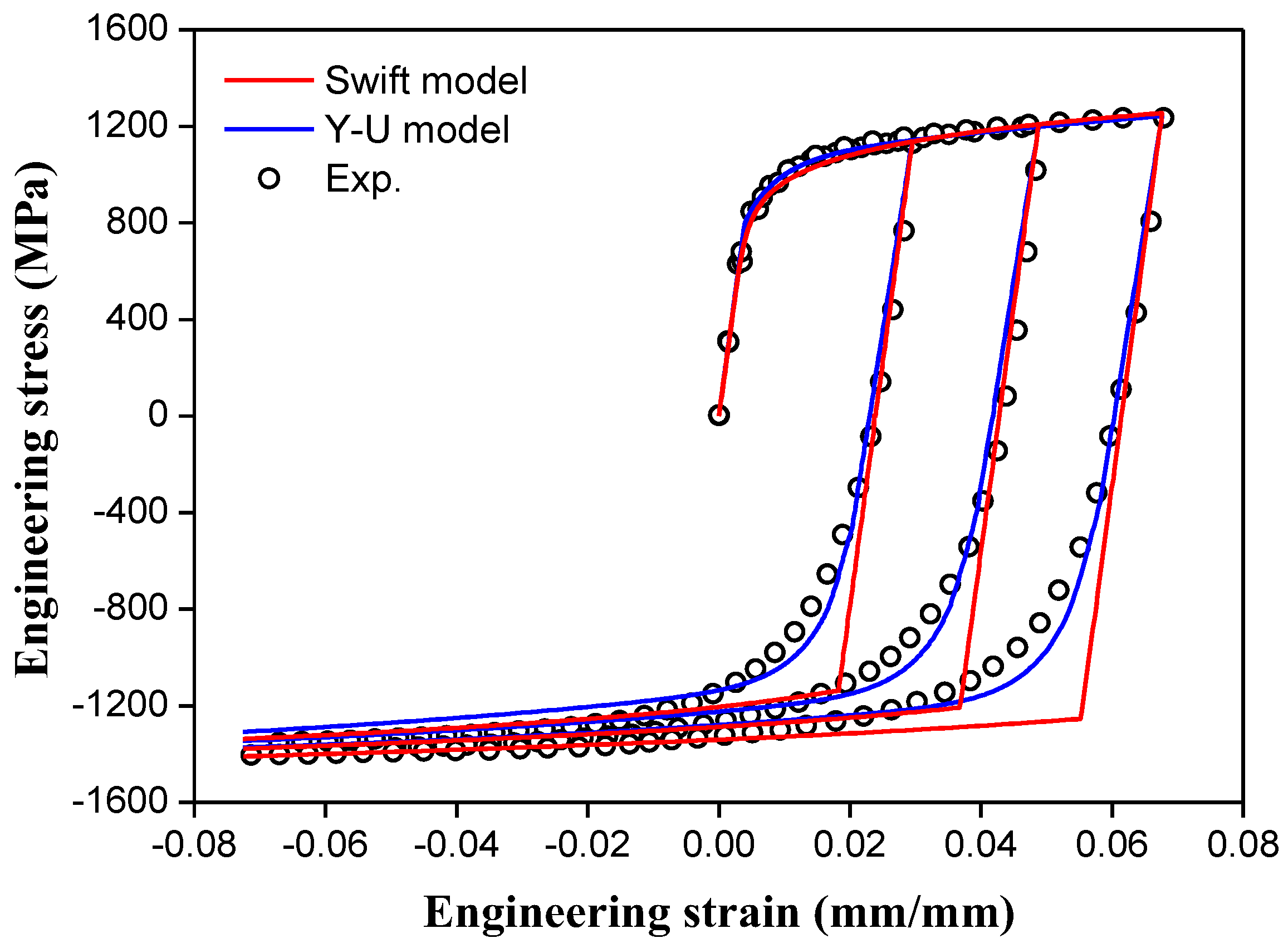
2.2. Hardening Model
2.2.1. Isotropic Hardening Model
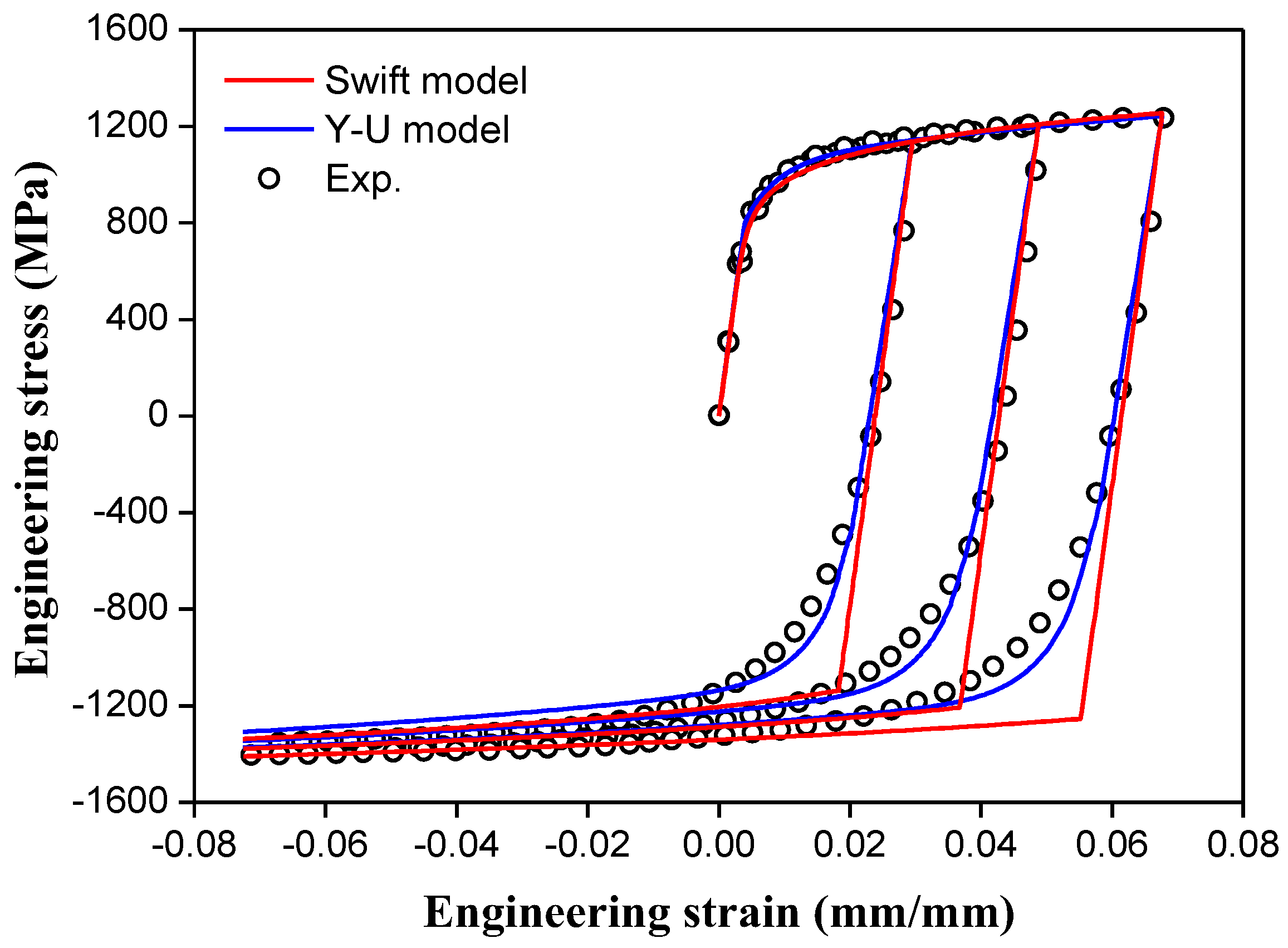
2.2.2. Yoshida-Uemori Hardening Model
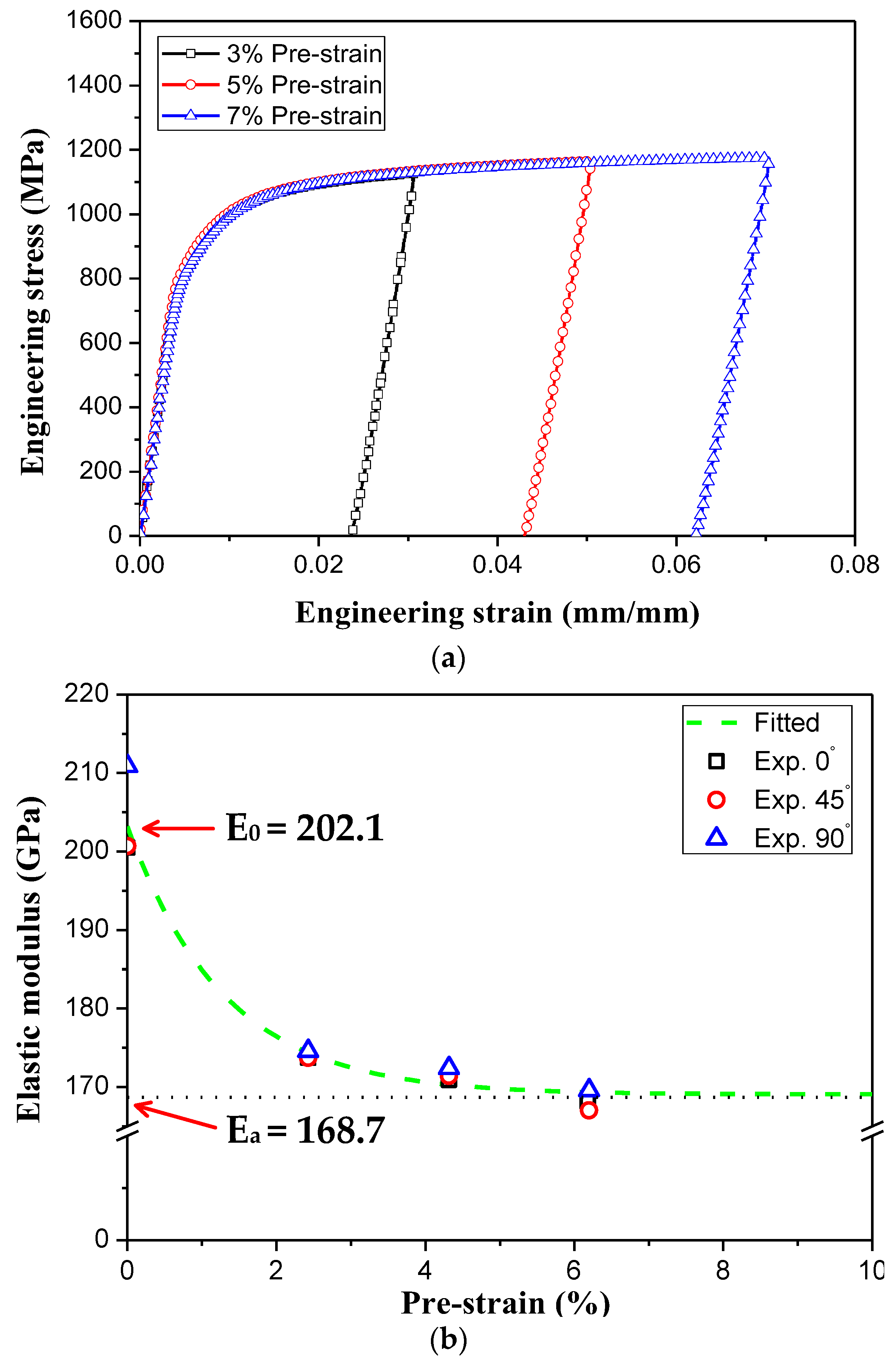
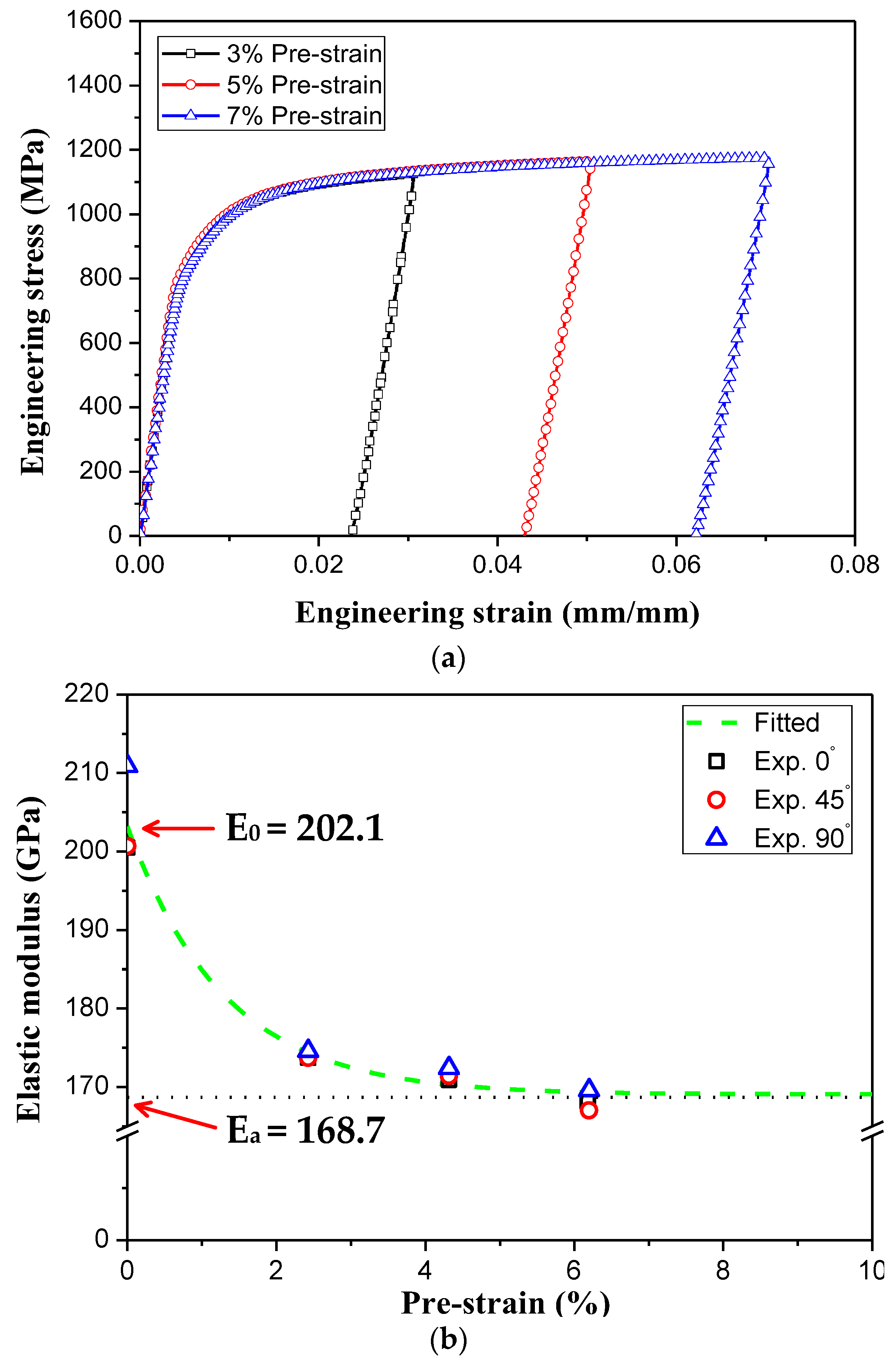
2.3. Chord Modulus Model
3. Test Conditions
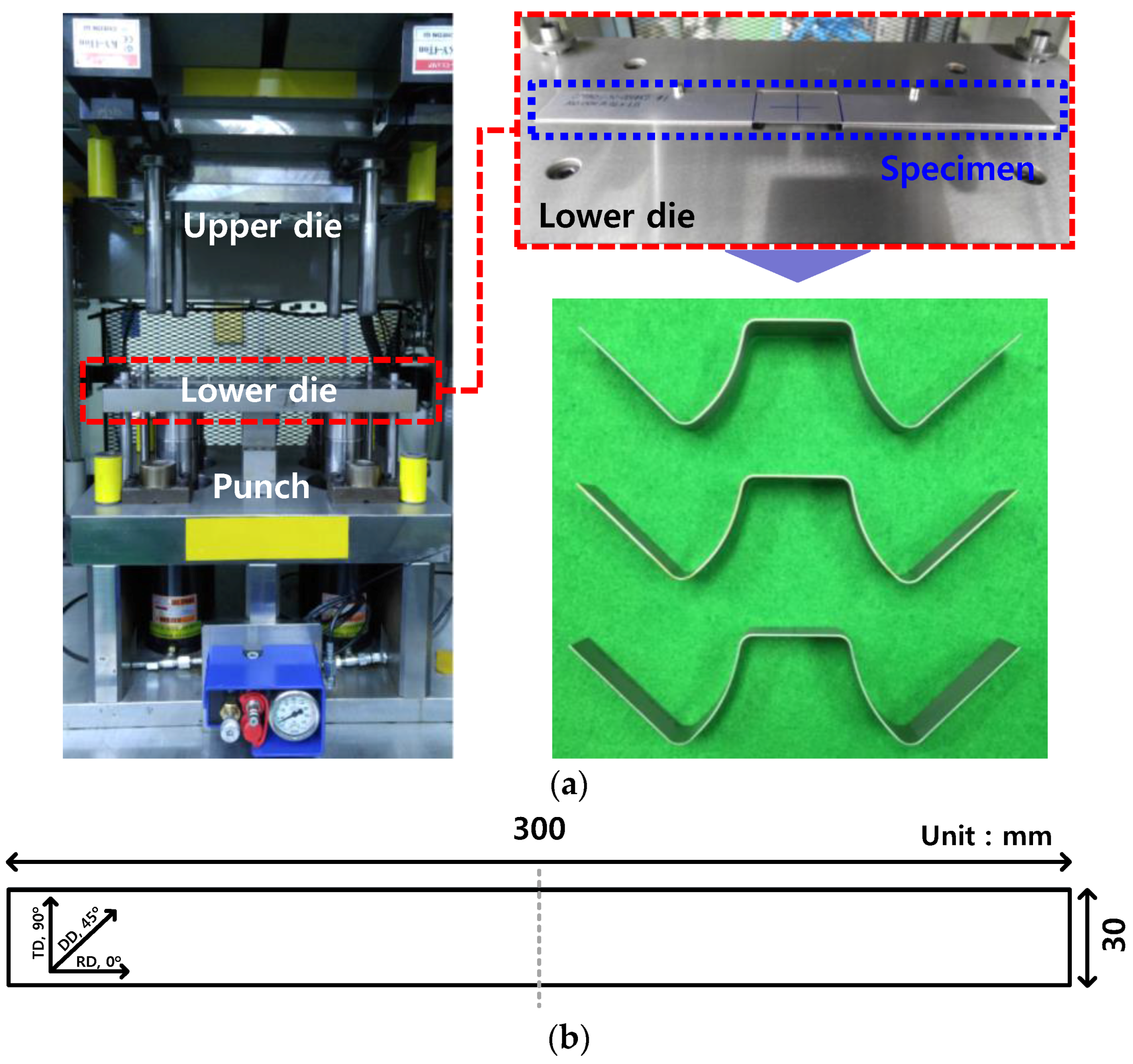
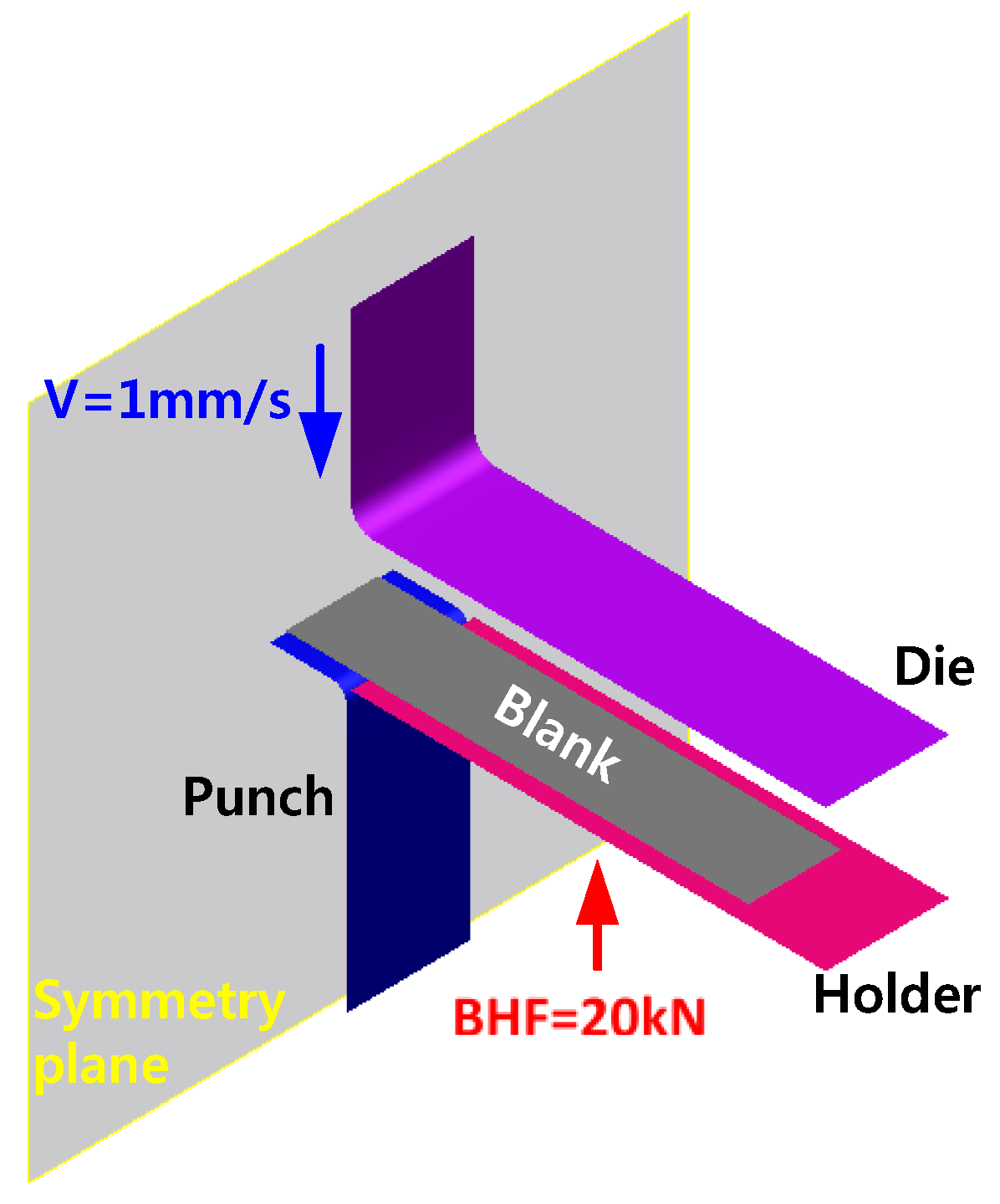
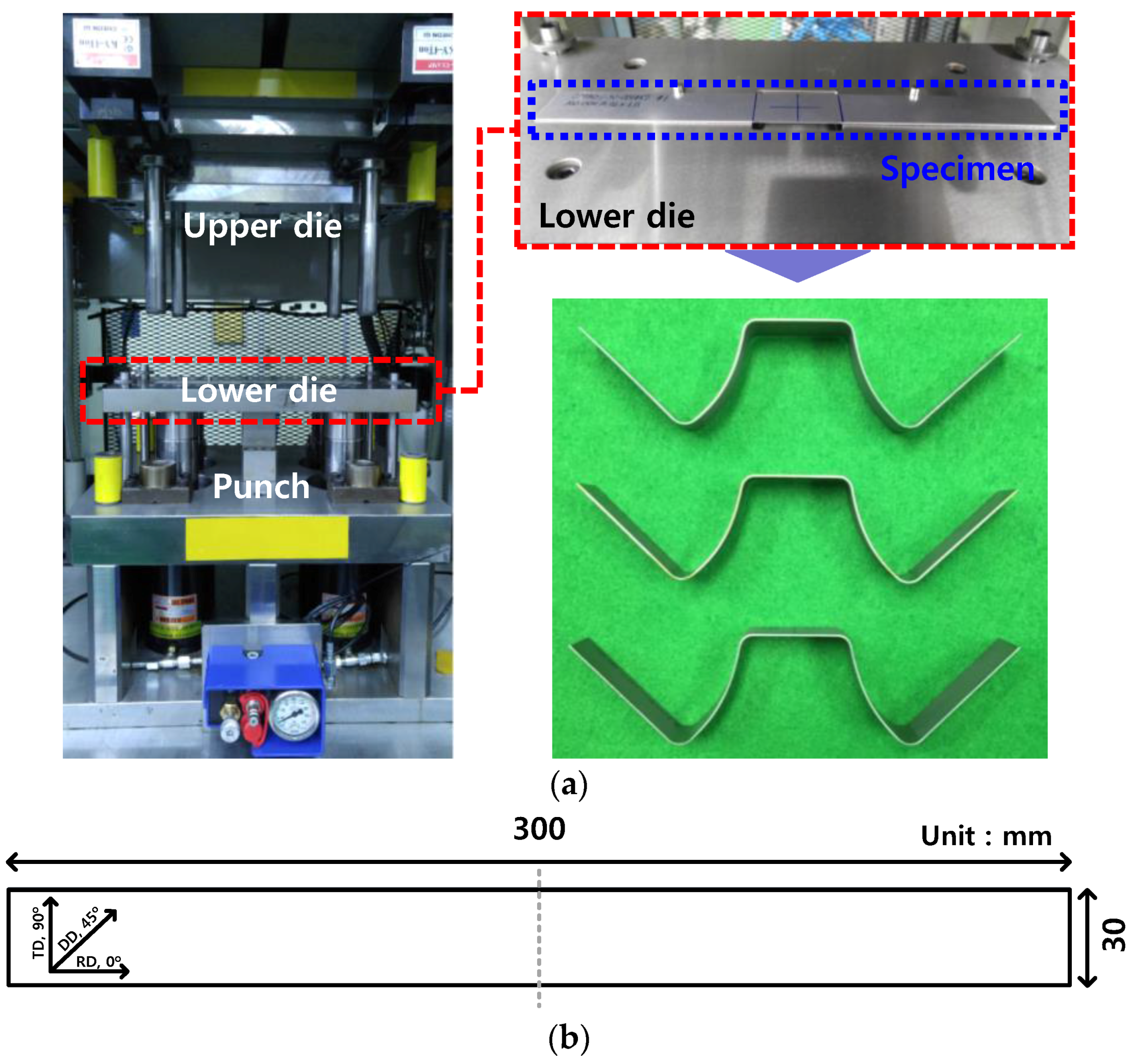
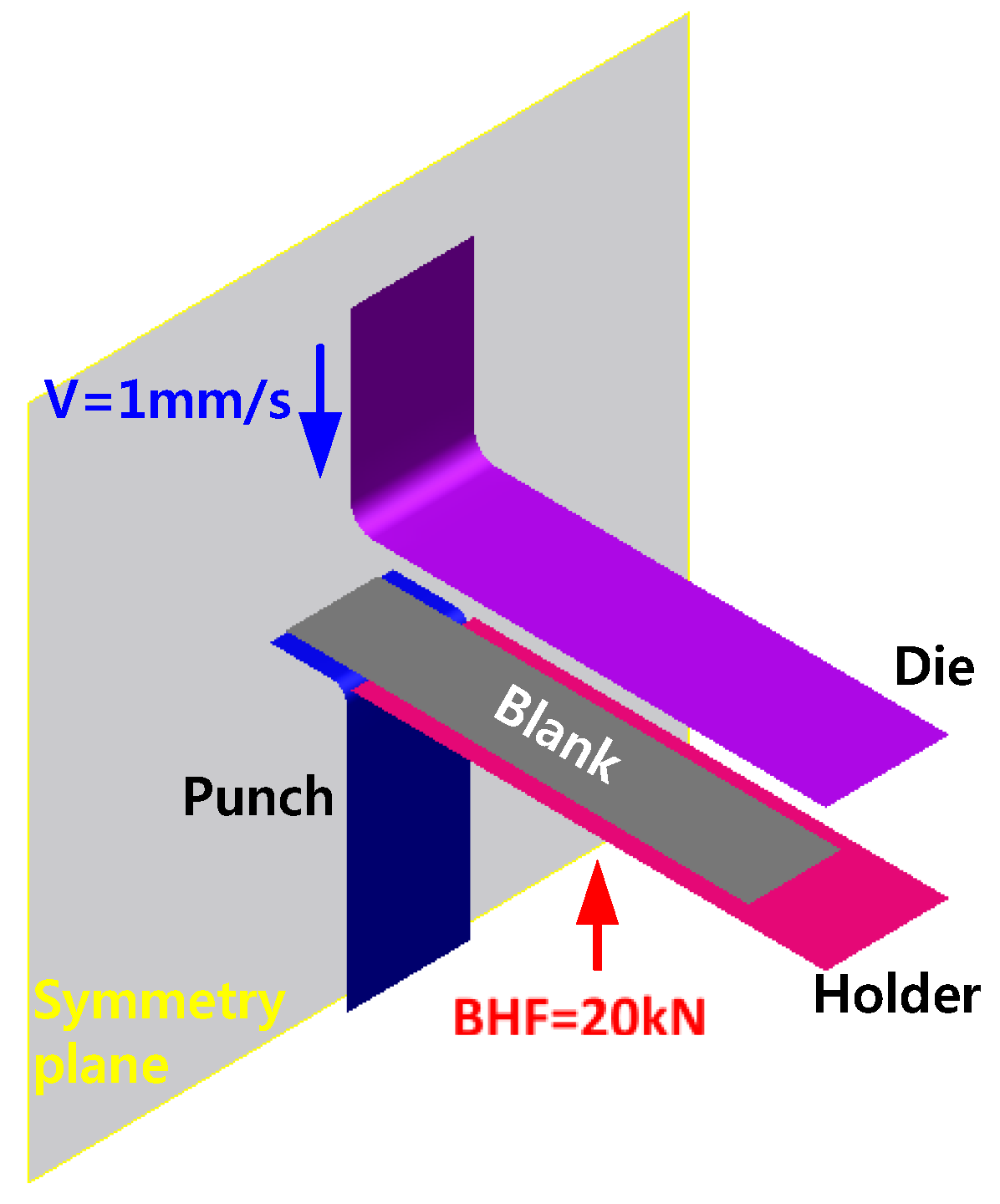
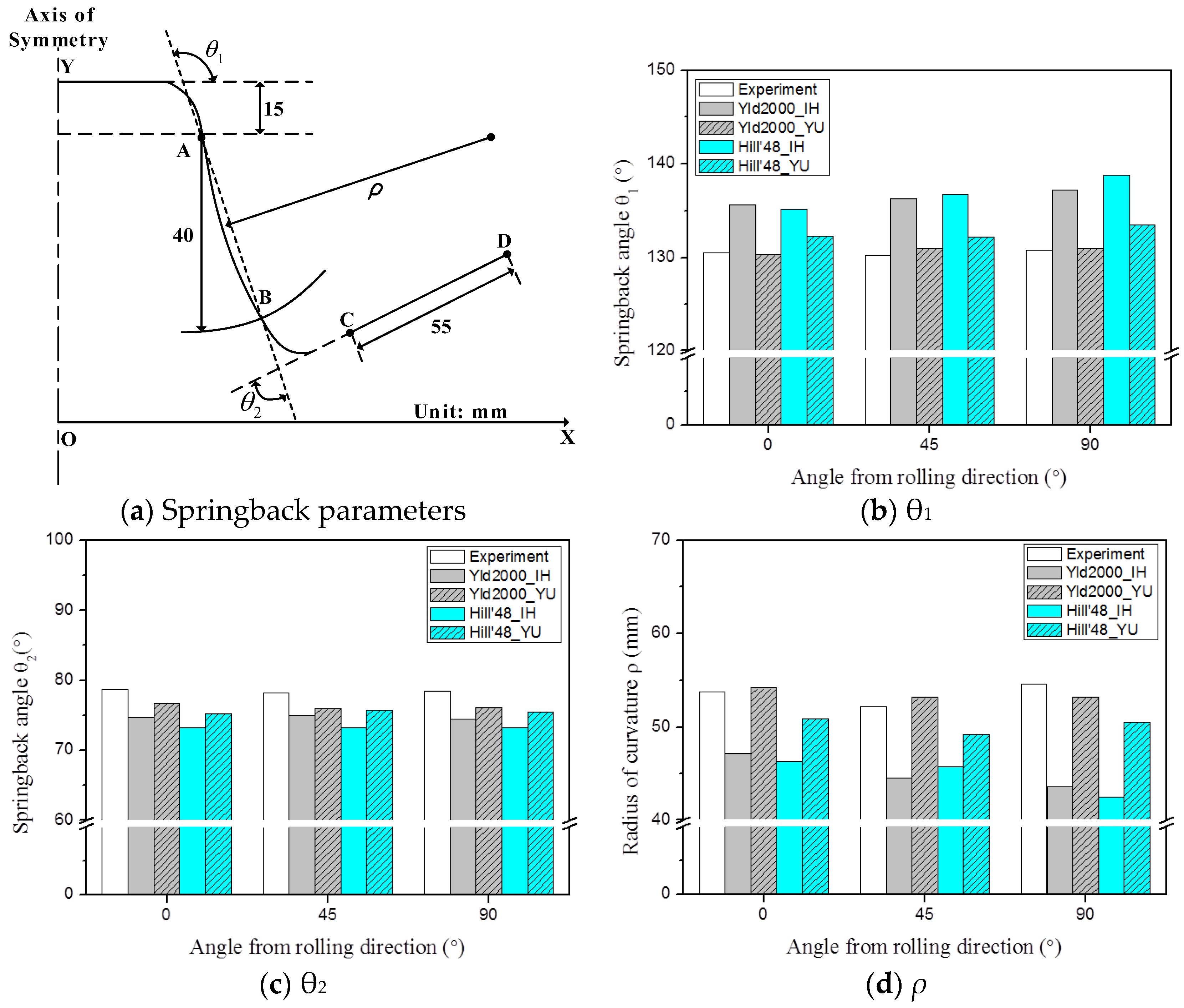
3.1. U-Bending Test
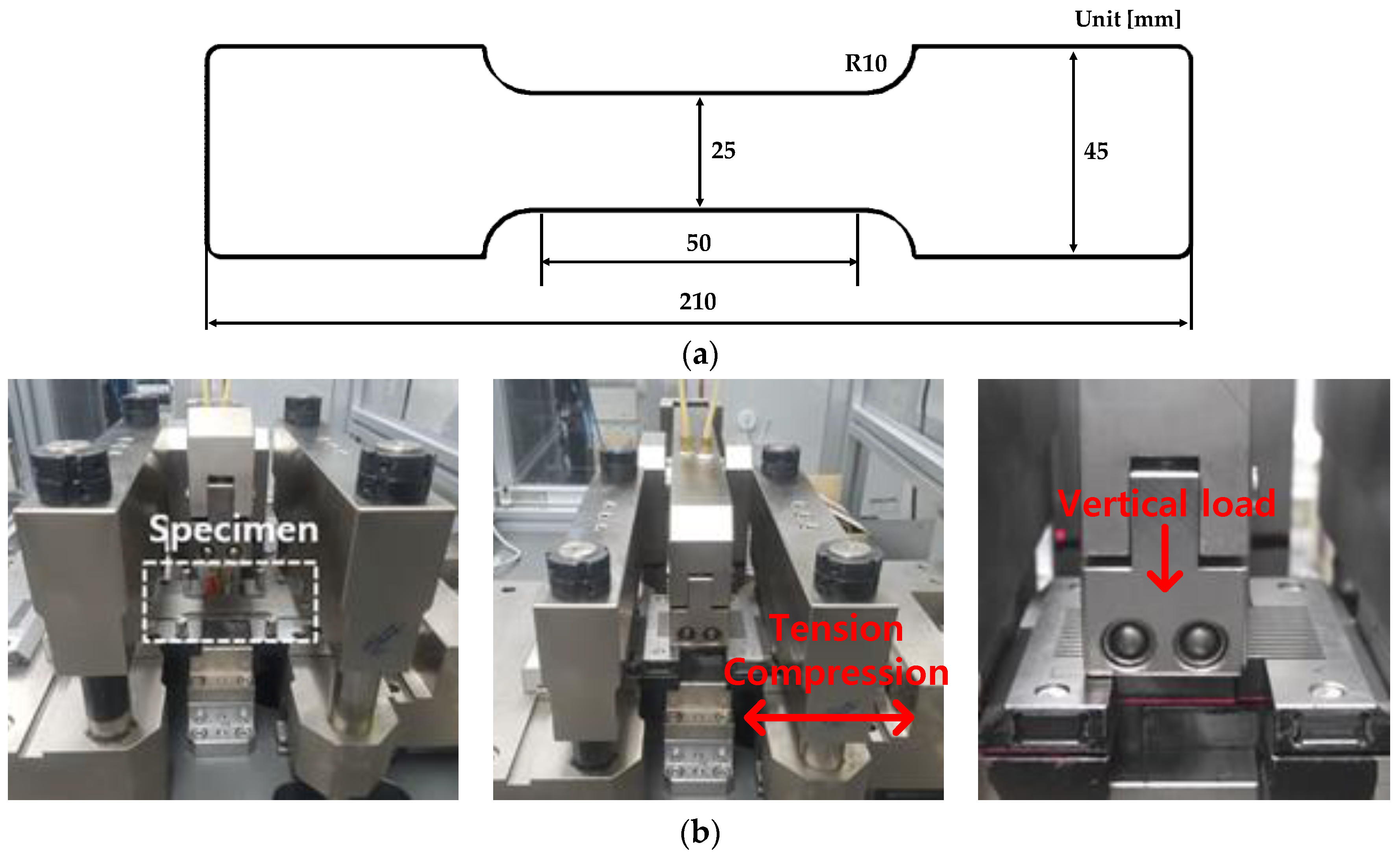
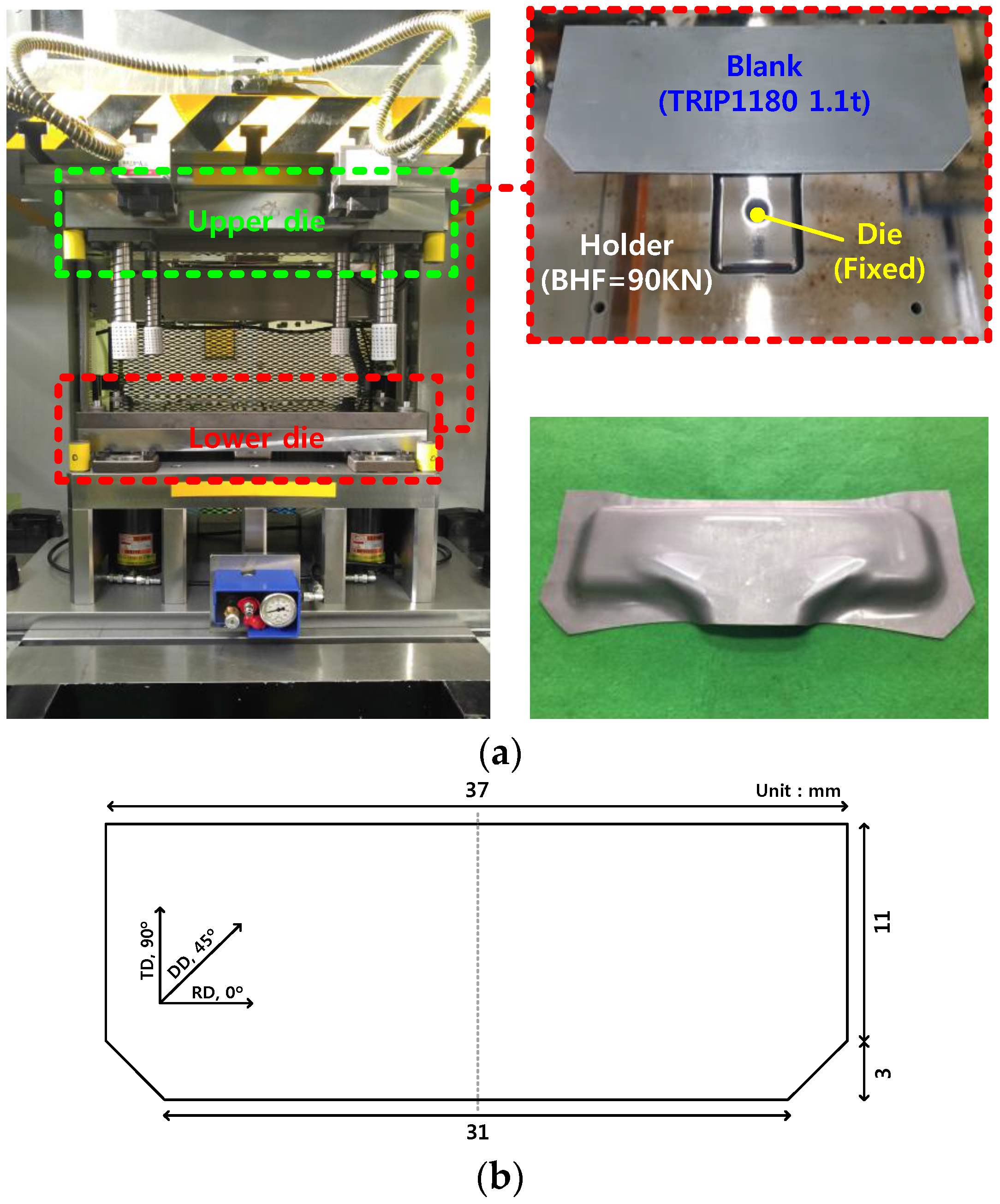
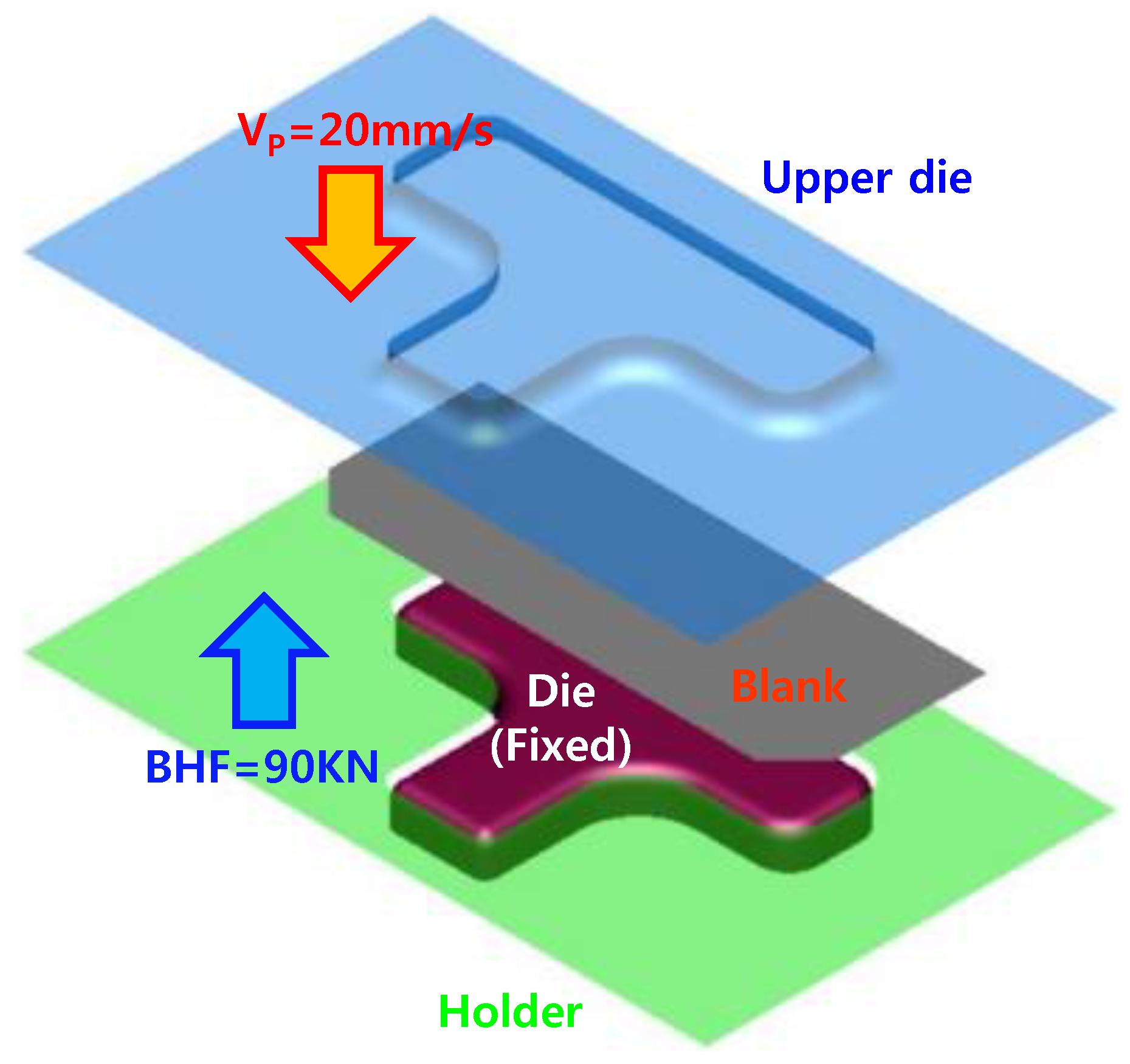
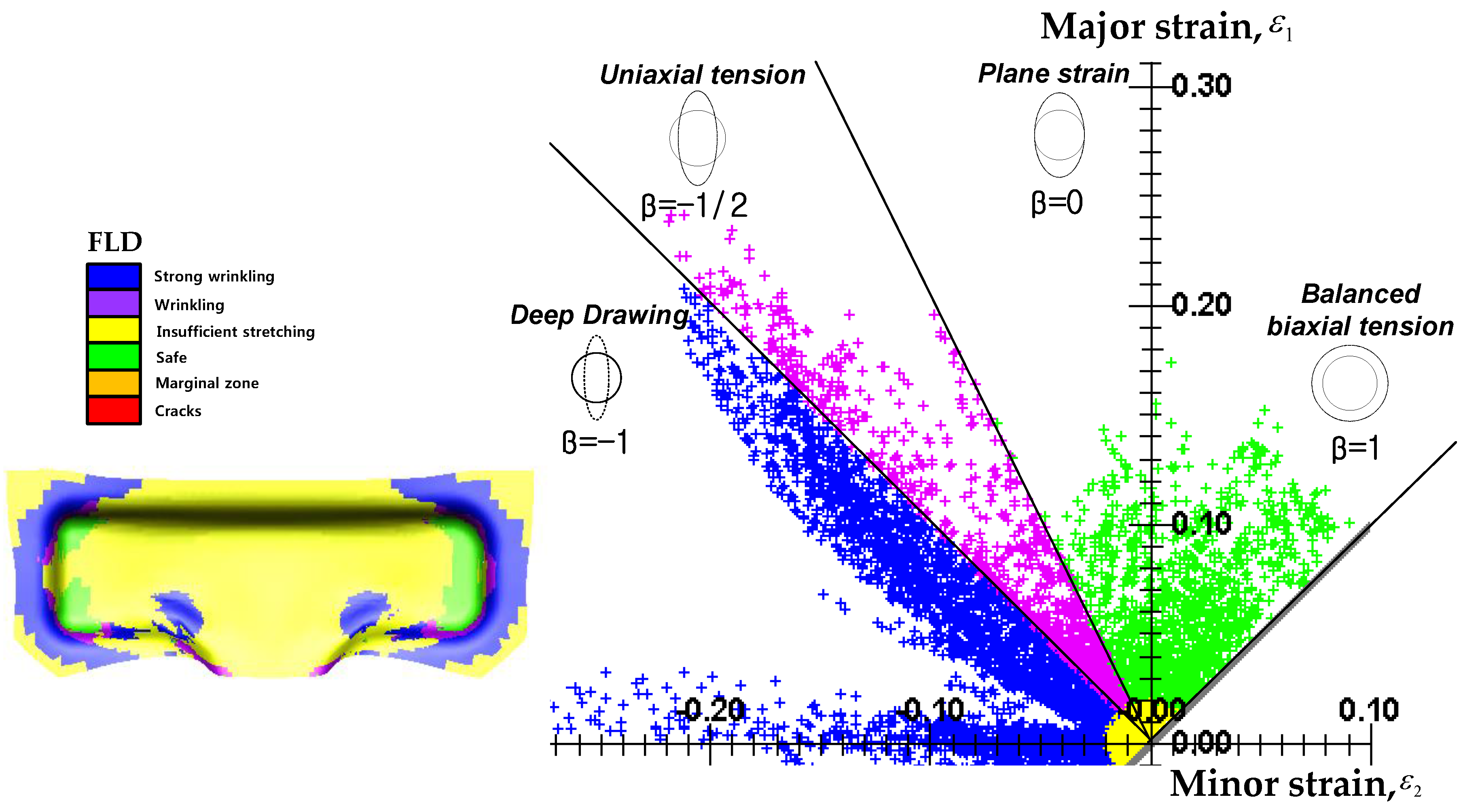
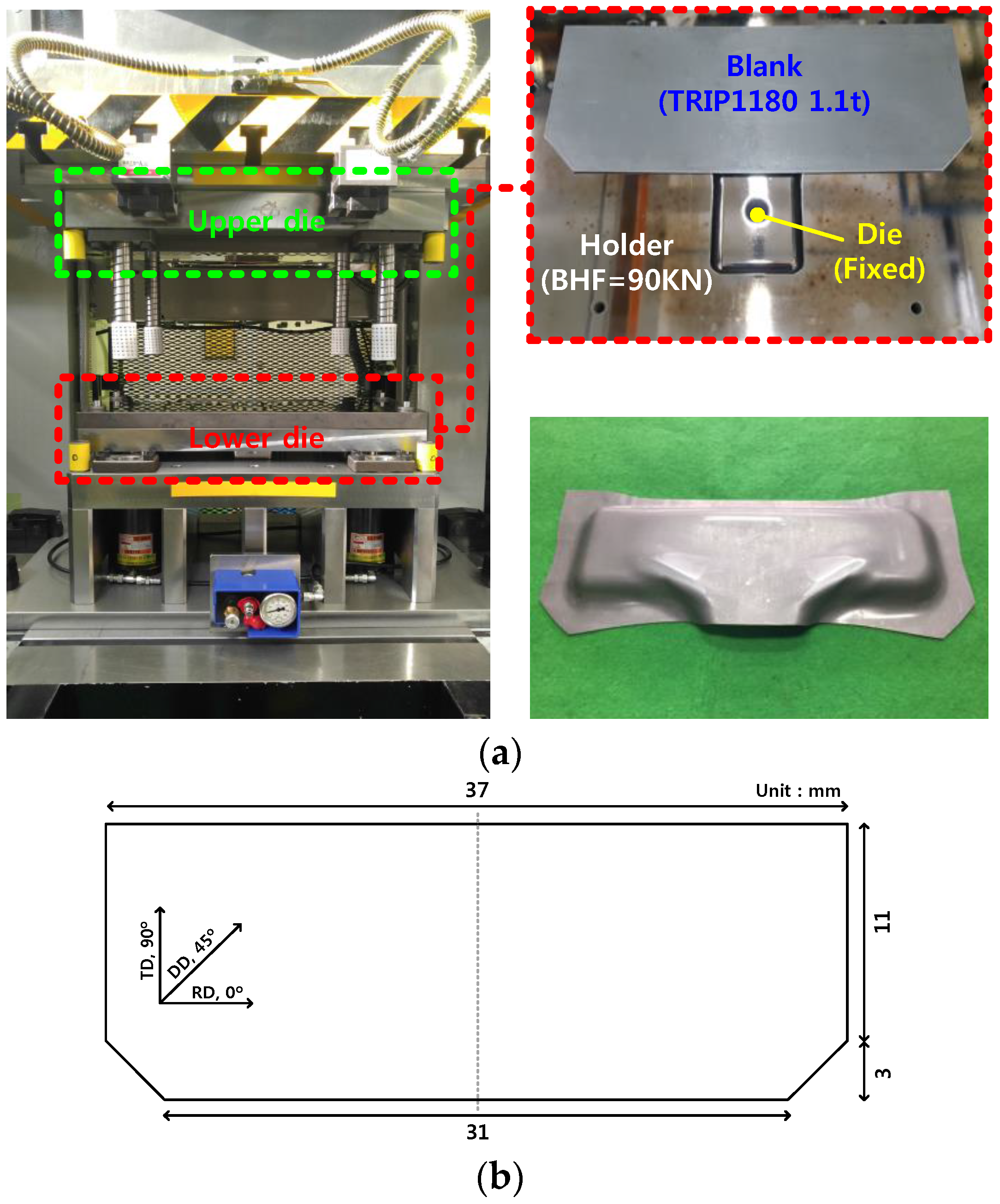
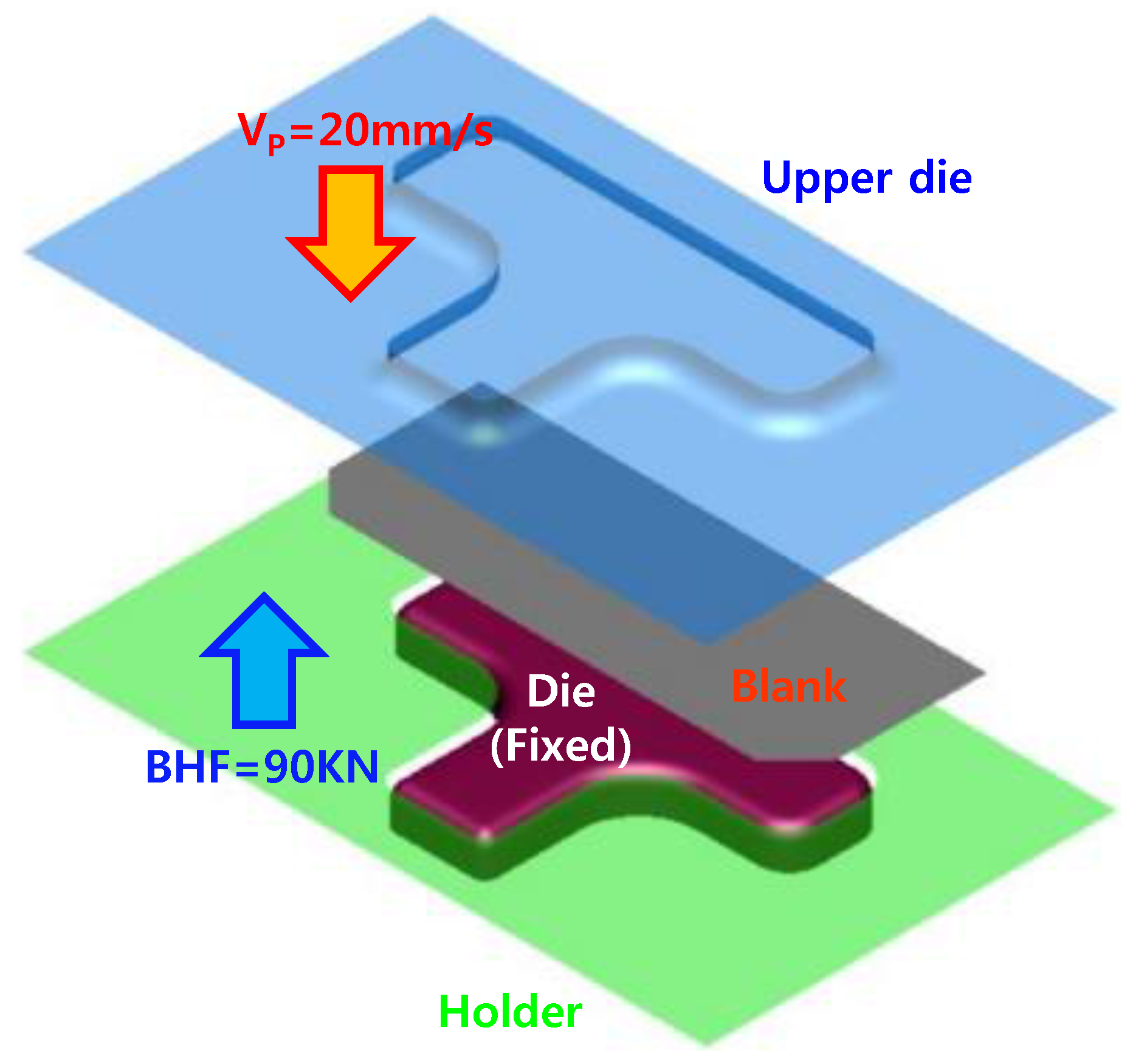
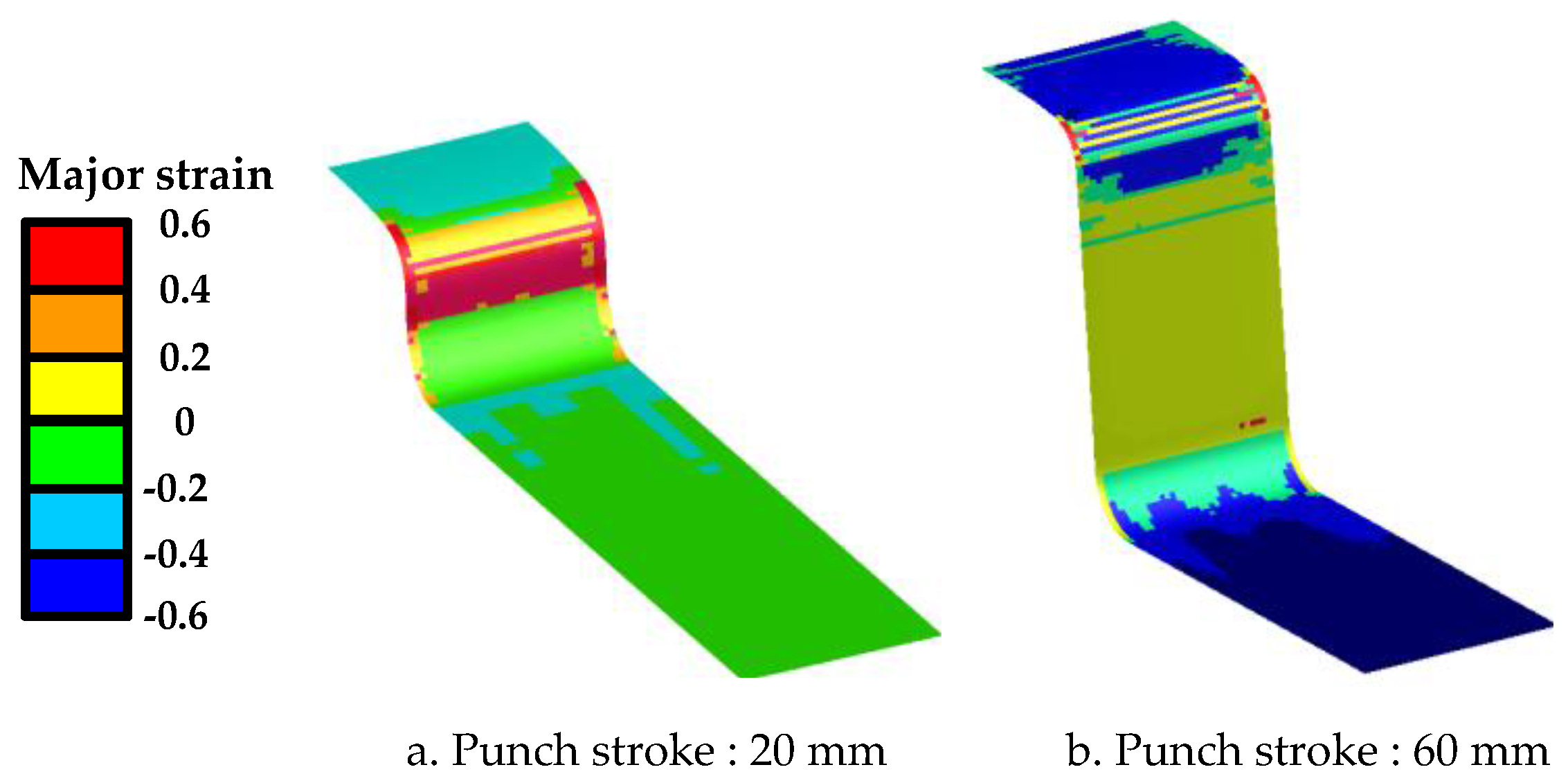
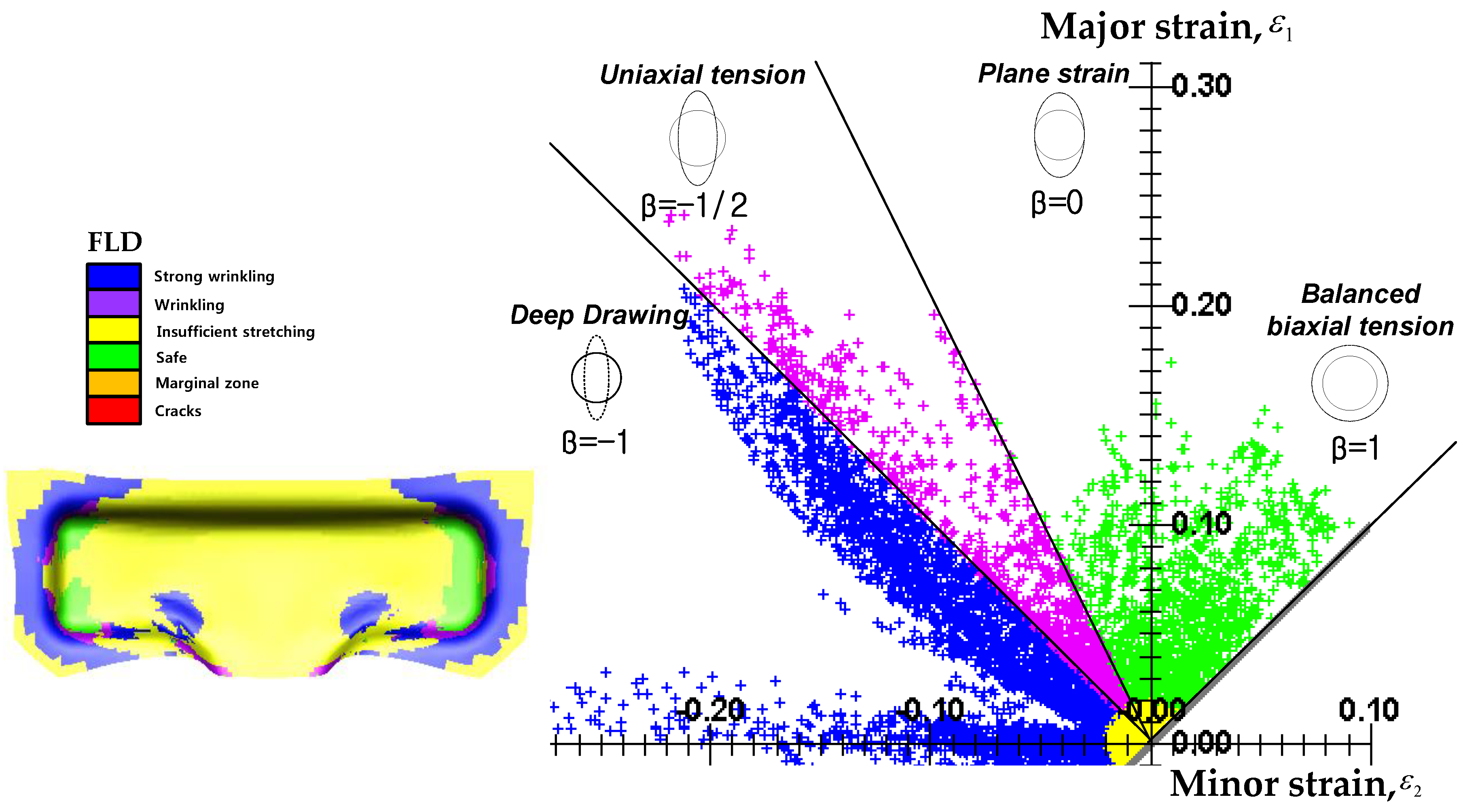
3.2. T-Shape Drawing Test
4. Results and Discussion
4.1. Springback Prediction for U-Bending Test
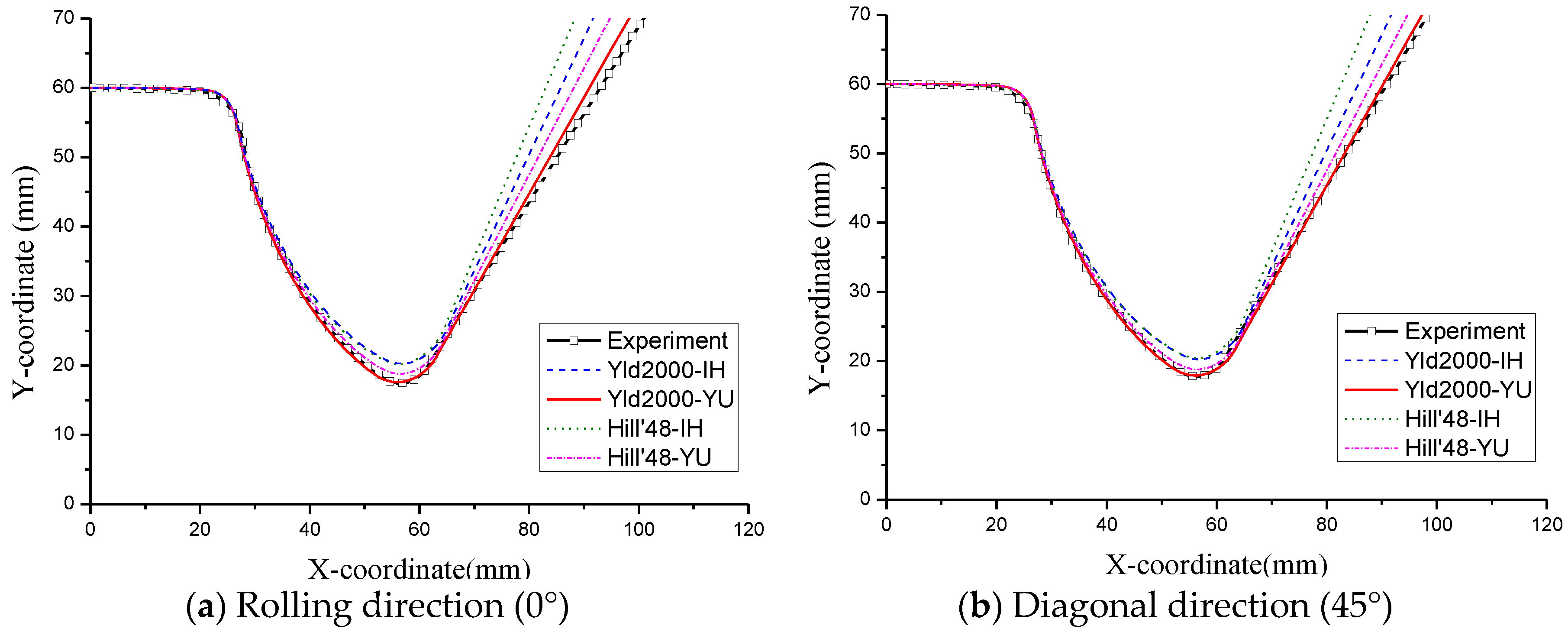
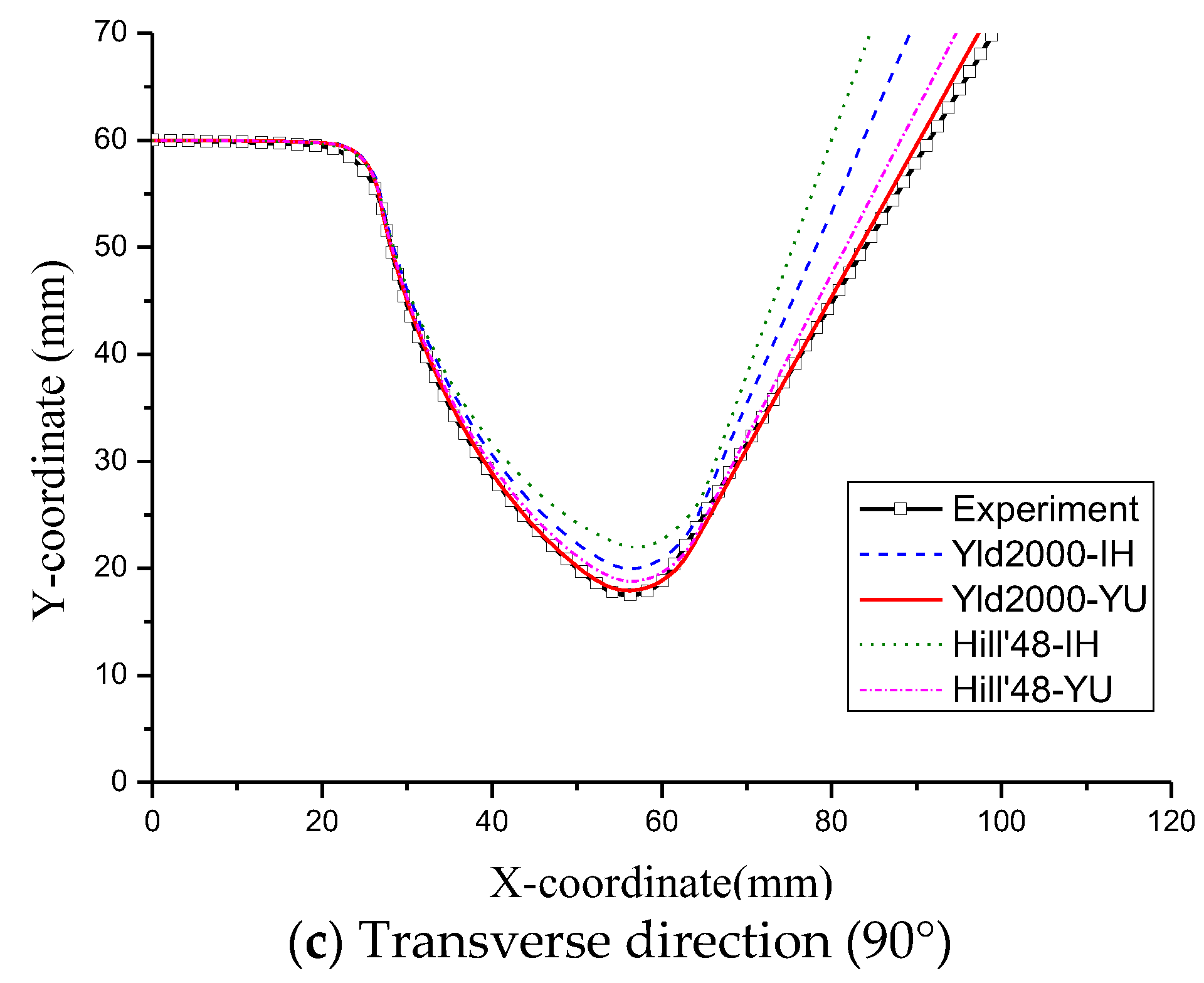
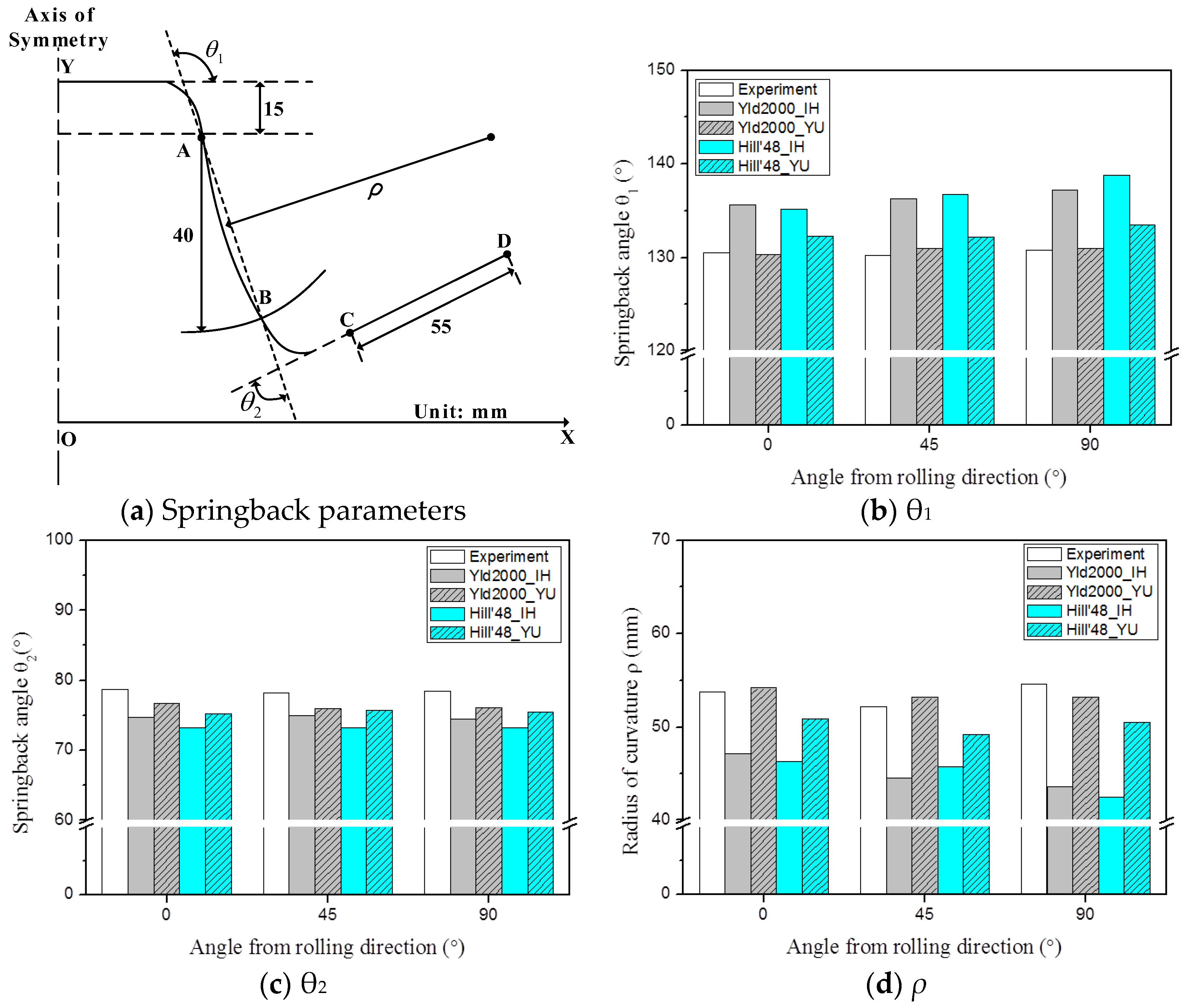
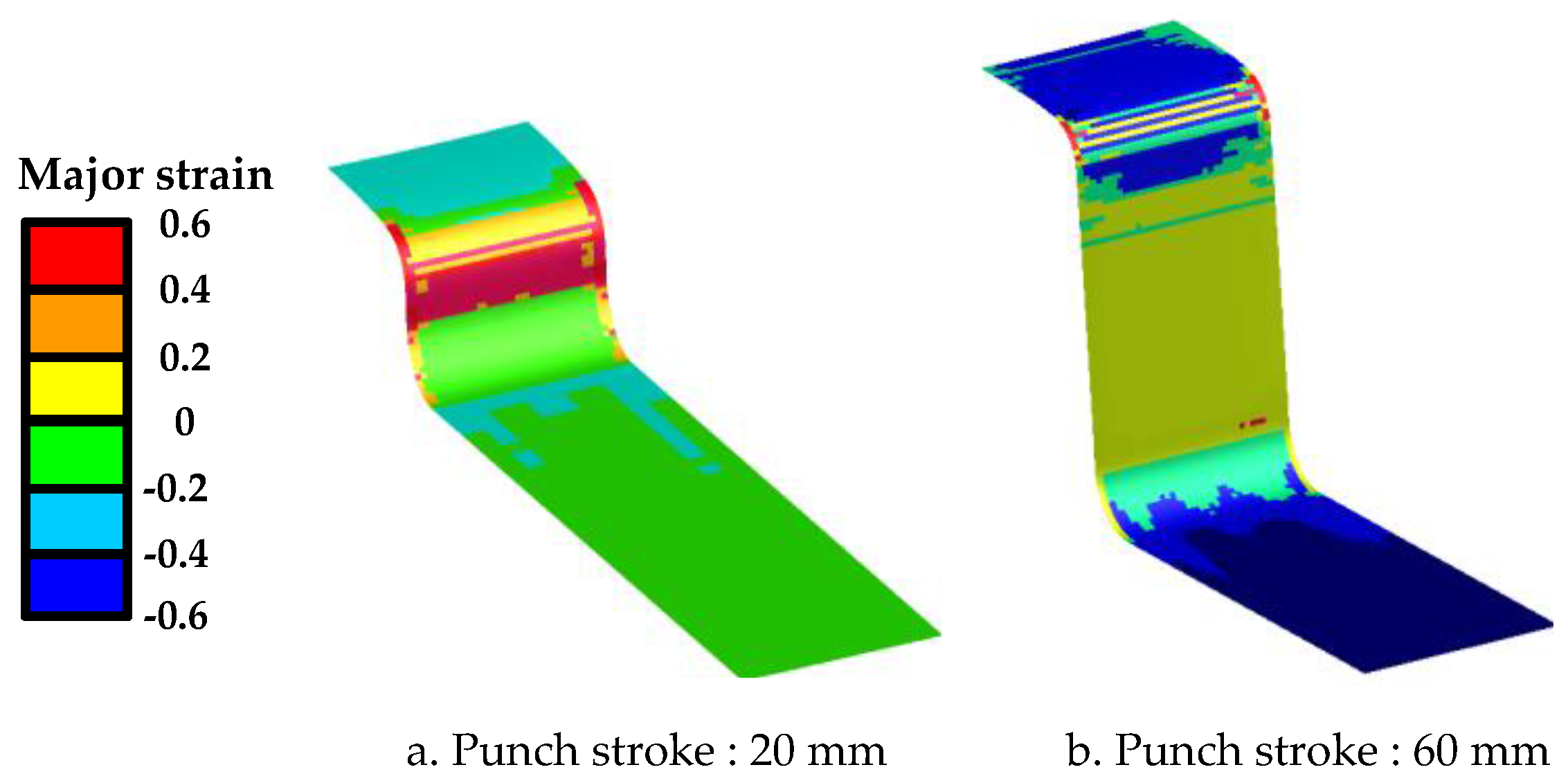
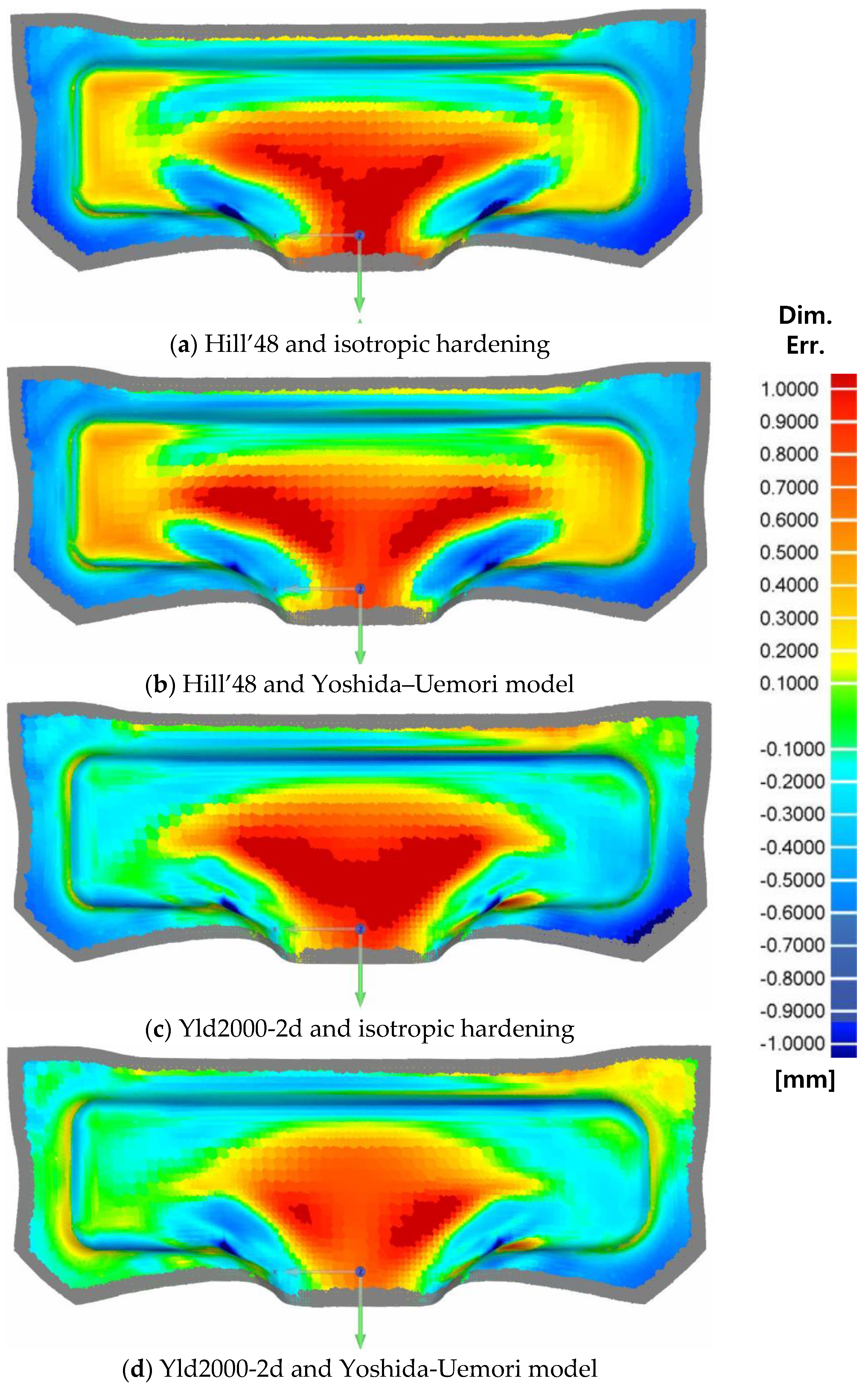
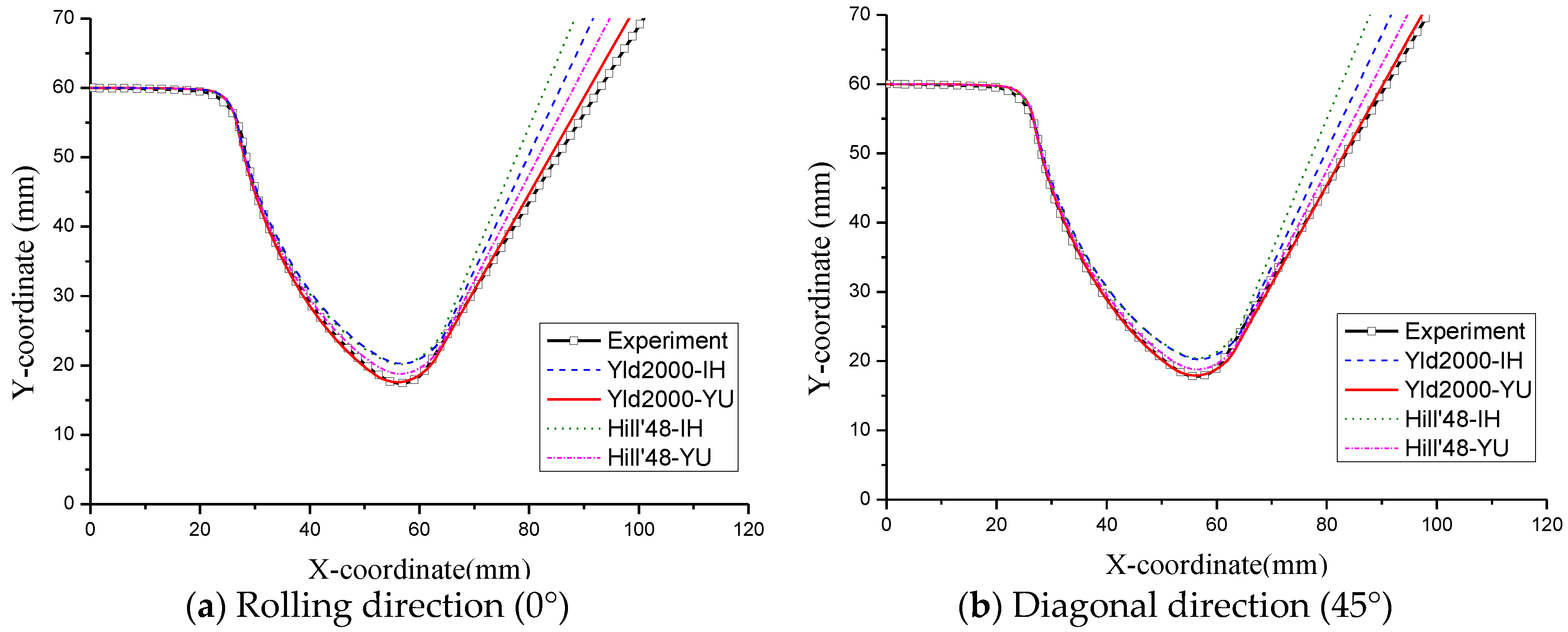
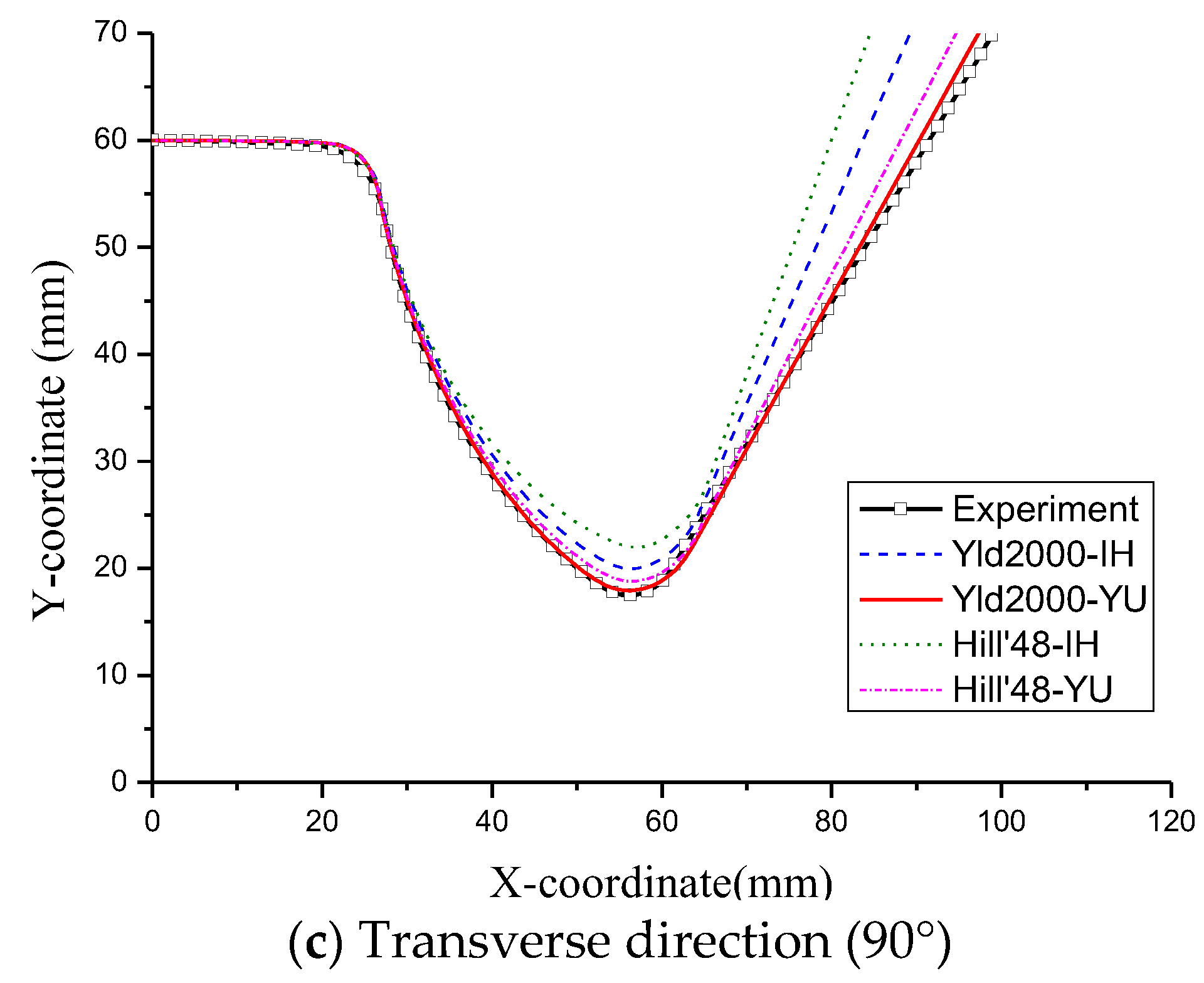
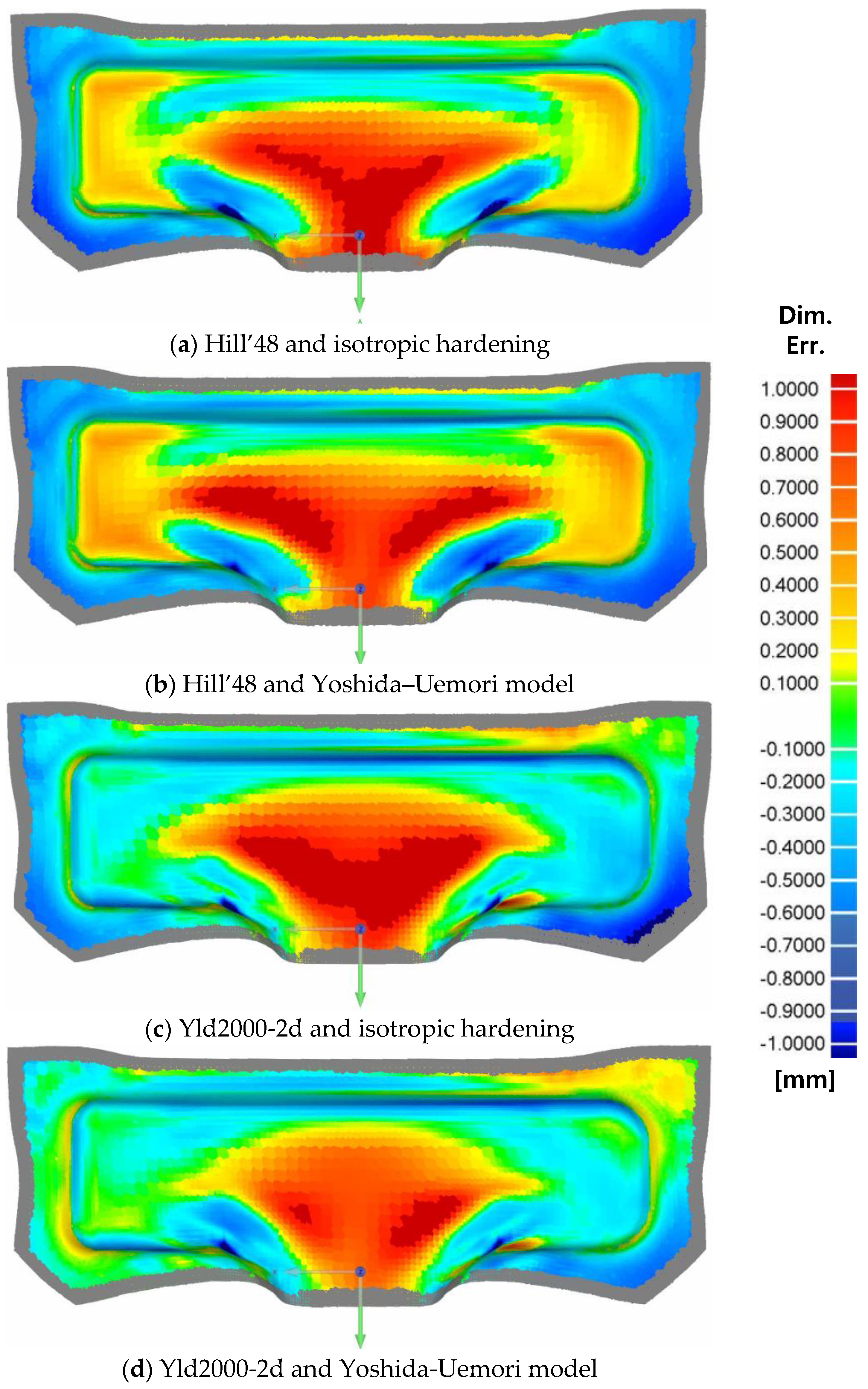
4.2. Springback Prediction for T-Shape Drawing Test
5. Conclusions
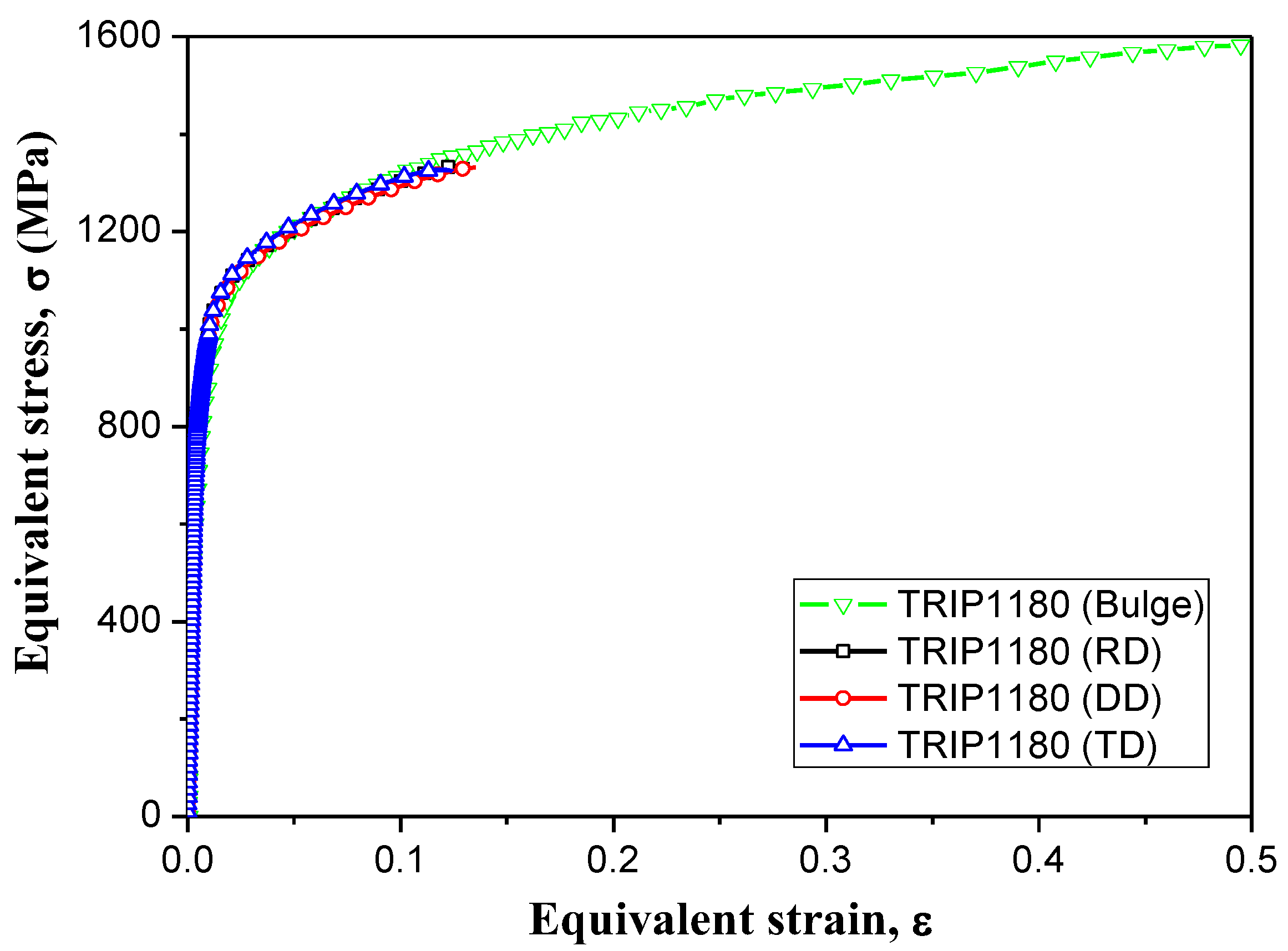
- Uniaxial tension, bulge, tension-compression, and loading-unloading tests were conducted to investigate anisotropy, nonlinear hardening behavior, and changes in the elastic modulus of a TRIP1180 sheet. The material constants of various constitutive equations were determined based on the experimental results, and were implemented in FE simulations for modeling and analyzing springback.
- FE simulations and experiments were performed to evaluate springback behavior in U-bending and T-shape drawing tests. In both cases, the Yld2000-2d yield function and Yoshida-Uemori model showed excellent prediction accuracy, whereas the Hill’48 yield function and isotropic hardening model showed low prediction accuracy.
- In the U-bending test, the hardening model had a more dominant influence on the prediction accuracy of springback than the yield function due to the nonlinear loading conditions. The hardening behavior observed under nonlinear loading conditions was only described by the Yoshida-Uemori model, because it effectively considered changes in the elastic modulus due to the pre-strain, the Bauschinger effect, and transient behavior.
- In the T-shape drawing test, the yield function had a more dominant influence on the prediction accuracy of springback than the hardening model because various deformation modes were present. The yield behavior for various deformation modes was only described by the Yld2000-2d yield function because this function considered the Lankford values and yield stresses according to the rolling direction and biaxial deformation mode.
- To predict the springback present in AHSS cold stamping, it is necessary to use appropriate constitutive equations according to the forming process. Furthermore, these constitutive equations need to accurately describe the yield behavior, elastic modulus changes, and hardening behavior for a variety of deformation modes.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Hisashi, H.; Nakagawa, T. Recent trends in sheet metals and their formability in manufacturing automotive panels. J. Mater. Process. Technol. 1994, 115, 2–8. [Google Scholar]
- Chen, P.; Koc, M. Simulation of springback variation in forming of advanced high strength steels. J. Mater. Process. Technol. 2007, 190, 189–198. [Google Scholar] [CrossRef]
- Chaboche, J.L. Constitutive equations for cyclic plasticity and cyclic viscoplasticity. Int. J. Plast. 1989, 5, 247–302. [Google Scholar] [CrossRef]
- Lee, M.G.; Chung, K.; Kim, D.; Kim, C.; Wenner, M.L.; Barlat, F. Spring-back evaluation of automotive sheets based on isotropic–kinematic hardening laws and non-quadratic anisotropic yield functions, Part I: Theory and formulation. Int. J. Plast. 2005, 21, 861–882. [Google Scholar]
- Zang, S.L.; Guo, C.; Thuillier, S.; Lee, M.G. A model of one-surface cyclic plasticity and its application to springback prediction. Int. J. Mech. Sci. 2011, 53, 425–435. [Google Scholar] [CrossRef]
- Larsson, R.; Bjoerklund, O.; Nilsson, L.; Simonsson, K. A study of high strength steels undergoing non-linear strain paths—Experiments and modelling. J. Mater. Process. Technol. 2011, 211, 122–132. [Google Scholar] [CrossRef]
- Eggertsen, P.A.; Mattiasson, K. On the modeling of the bending-unbending behaviour for accurate springback predictions. Int. J. Mech. Sci. 2009, 51, 547–563. [Google Scholar] [CrossRef]
- Kim, B.M.; Lee, H.S.; Kim, J.H.; Kang, G.S.; Ko, D.C. Development of Seat Side Frame by Sheet Forming of DP980 with Die Compensation. Int. J. Prec. Eng. Manufacturing. 2017, 18, 115–120. [Google Scholar]
- Yoshida, F. Material models for accurate simulation of sheet metal forming and springback. In Proceedings of the AIP Conference Proceedings 1252, Pohang, Korea, 13–17 June 2010. [Google Scholar]
- Zhu, Y.X.; Liu, Y.L.; Yang, H.; Li, H.P. Development and application of the material constitutive model in springback prediction of cold-bending. Mater. Des. 2012, 42, 245–258. [Google Scholar] [CrossRef]
- Lee, M.G.; Kim, D.; Kim, C.; Wenner, M.L.; Wagoner, R.H.; Chung, K. Spring-back evaluation of automotive sheets based on isotropic-kinematic hardening laws and non-quadratic anisotropic yield functions Part II: Characterization of material properties. Int. J. Plast. 2005, 21, 883–914. [Google Scholar]
- Hill, R. A theory of the yielding and plastic flow of anisotropic metals. Proc. R. Soc. Lond. 1948, 193, 281–297. [Google Scholar] [CrossRef]
- Barlat, F.; Brem, J.C.; Yoon, J.W.; Chung, K.; Dick, R.E.; Lege, D.J.; Pourboghrat, F.; Choi, S.H.; Chu, E. Plane stress yield function for aluminum alloy sheets—Part I: Theory. Int. J. Plast. 2003, 19, 1297–1319. [Google Scholar] [CrossRef]
- SEP1240: Testing and Documentation Guideline for the Experimental Determination of Mechanical Properties of Steel Sheets for CAE-Calculations, 1st ed.; Verlag Stahleisen GmbH: Düsseldorf, Germany, 2006.
- Swift, H.W. Plastic instability under plane stresses. J. Mech. Phys. Solids. 1952, 1, 1–18. [Google Scholar] [CrossRef]
- Yoshida, F.; Uemori, T. A model of large-strain cyclic plasticity describing the bauschinger effect and workhardening stagnation. Int. J. Plast. 2002, 18, 661–686. [Google Scholar] [CrossRef]
- Chongthairungruang, B.; Uthaisangsuk, V.; Suranuntchai, S.; Jiratheranat, S. Springback prediction in sheet metal forming of high strength steels. Mater. Des. 2013, 50, 253–266. [Google Scholar] [CrossRef]
- Nelder, J.A.; Mead, R. A simplex method for function minimization. Comput. J. 1965, 7, 308–313. [Google Scholar] [CrossRef]
- Chatti, S.; Fathallah, R.A. A study of the variations in elastic modulus and its effect on springback prediction. Int. J. Mater. Form. 2014, 7, 19–29. [Google Scholar] [CrossRef]
- Ghaei, A.; Green, D.E.; Aryanpour, A. Springback simulation of advanced high strength steels considering nonlinear elastic unloading–reloading behavior. Mater. Des. 2015, 88, 461–470. [Google Scholar] [CrossRef]
- Lee, M.G.; Kim, D.; Kim, C.; Wenner, M.L.; Wagoner, R.H.; Chung, K. Spring-back evaluation of automotive sheets based on isotropic-kinematic hardening laws and non-quadratic anisotropic yield functions, Part III: Applications. Int. J. Plast. 2005, 21, 915–953. [Google Scholar] [CrossRef]
- Ouakdi, E.H.; Louahdi, R.; Khirani, D.; Tabourot, L. Evaluation of springback under the effect of holding force and die radius in a stretch bending test. Mater. Des. 2012, 35, 106–112. [Google Scholar] [CrossRef]
- Jung, J.B.; Jun, S.W.; Lee, H.S.; Kim, B.M.; Lee, M.G.; Kim, J.H. Anisotropic hardening behaviour and and springback of advanced high-strength steels. Metals 2017, 7, 480. [Google Scholar] [CrossRef]
- Gomes, C.; Onipede, O.; Lovell, M. Investigation of springback in high strength anisotropic steels. J. Mater. Process. Technol. 2005, 159, 91–98. [Google Scholar] [CrossRef]
- Makinouchi, A.; Nakamachi, E.; Onate, E.; Wagoner, R.H. NUMISHEET’93 Benchmark Problem. In Proceedings of the 2nd International Conference on Numerical Simulation of 3D Sheet Metal Forming Processes-Verification of Simulation with Experiment, Isehara, Japan, 31 August–2 September 1993. [Google Scholar]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Test Direction | E0 (GPa) | YS (MPa) | UTS (MPa) | Elongation (%) | R-Value |
|---|---|---|---|---|---|
| Rolling direction (0°) | 200.5 | 861.9 | 1180 | 17.2 | 0.795 |
| Diagonal direction (45°) | 200.7 | 866.6 | 1175 | 16.0 | 0.958 |
| Transverse direction (90°) | 206.3 | 866.2 | 1182 | 14.9 | 0.967 |
| Material | F | G | H | N |
|---|---|---|---|---|
| TRIP1180 | 0.4580 | 0.5571 | 0.4429 | 1.480 |
| α1 | α2 | α3 | α4 | α5 | α6 | α7 | α8 |
|---|---|---|---|---|---|---|---|
| 0.9471 | 1.0199 | 0.9867 | 0.9925 | 1.0141 | 0.9815 | 0.9910 | 1.0007 |
| Material | K (MPa) | n | |
|---|---|---|---|
| TRIP1180 | 1672.8 | 0.1044 | 4.8605E-14 |
| Y | B | Rsat | b | m | C1 | C2 | εp,ref |
|---|---|---|---|---|---|---|---|
| 800 | 284.9 | 294.2 | 88 | 9.62 | 366.8 | 366.8 | 0.005 |
| Material | E0 (GPa) | Ea (GPa) | ξ |
|---|---|---|---|
| TRIP1180 | 202.1 | 168.7 | 72.9 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seo, K.-Y.; Kim, J.-H.; Lee, H.-S.; Kim, J.H.; Kim, B.-M. Effect of Constitutive Equations on Springback Prediction Accuracy in the TRIP1180 Cold Stamping. Metals 2018, 8, 18. https://doi.org/10.3390/met8010018
Seo K-Y, Kim J-H, Lee H-S, Kim JH, Kim B-M. Effect of Constitutive Equations on Springback Prediction Accuracy in the TRIP1180 Cold Stamping. Metals. 2018; 8(1):18. https://doi.org/10.3390/met8010018
Chicago/Turabian StyleSeo, Ki-Young, Jae-Hong Kim, Hyun-Seok Lee, Ji Hoon Kim, and Byung-Min Kim. 2018. "Effect of Constitutive Equations on Springback Prediction Accuracy in the TRIP1180 Cold Stamping" Metals 8, no. 1: 18. https://doi.org/10.3390/met8010018
APA StyleSeo, K.-Y., Kim, J.-H., Lee, H.-S., Kim, J. H., & Kim, B.-M. (2018). Effect of Constitutive Equations on Springback Prediction Accuracy in the TRIP1180 Cold Stamping. Metals, 8(1), 18. https://doi.org/10.3390/met8010018