2.2. Methods
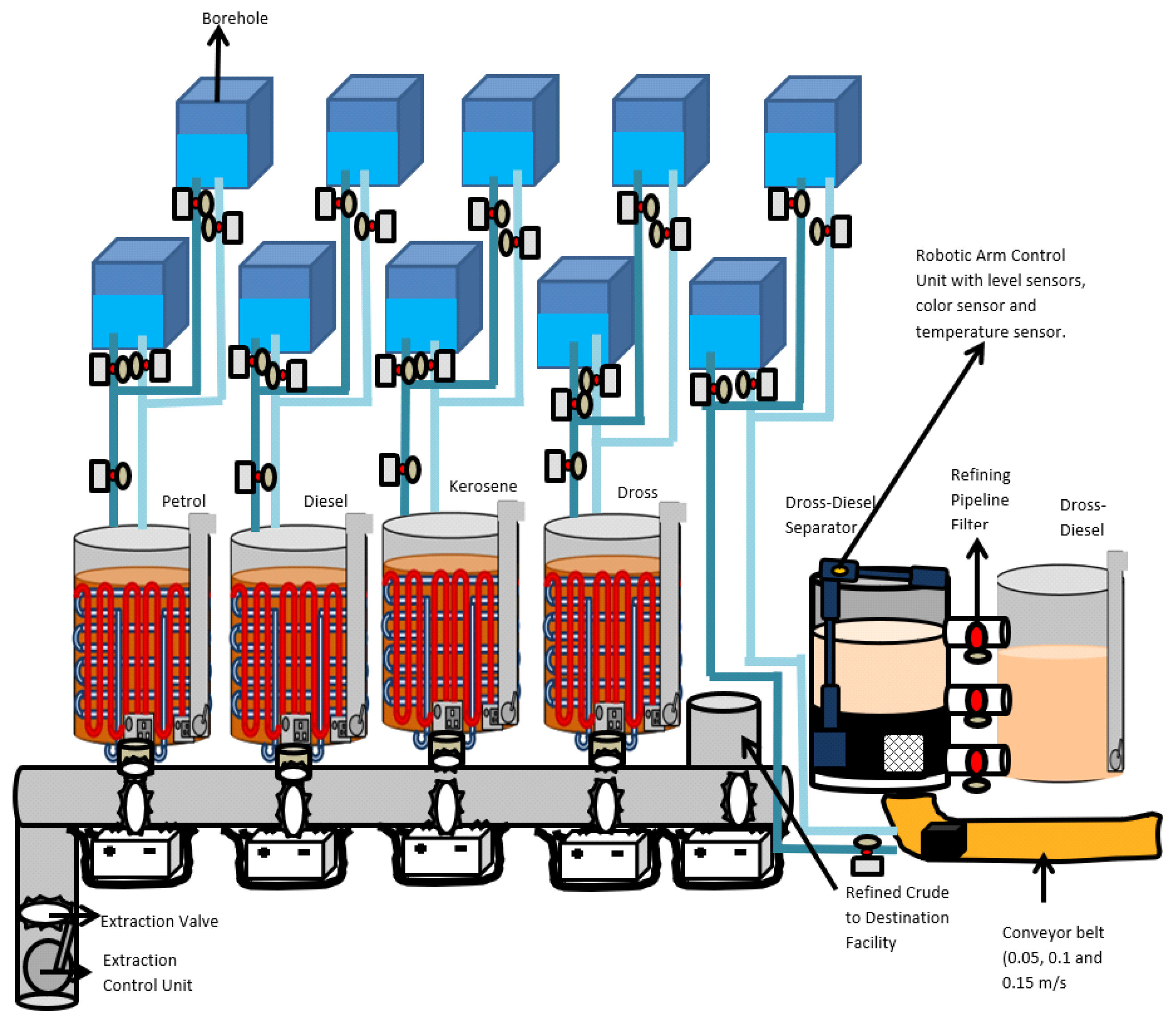
The Automated Crude Constituent Extractor is meant to be used in tandem with the Automated Refiner, Receptacle Volume Estimators (Air and Submersible) and Automated Crude Transporters to form a fully automated refinery. However, it can be used separately by itself by people and companies who are solely interested in extracting the components of crude and are not interested in the refining process. For these people, the refined crude is shipped or transported directly to their extraction site and the automated Crude Constituent Extractor can perform the extraction for them. They are also at liberty to select and install one, two, three or all (four) of the individual extractors that comprise the Automated Crude Constituent Extractor. The full Automated Crude Constituent Extractor is shown in
Figure 2. The Extraction Control Unit can be used to determine the content of different components of the mixture based on the chemical signature detectors built into it. The unit also ensures that mixture flow through valves remain uncompromised because pump speed is selected based on the natural viscosity of the liquid. The effect of viscosity will be explored during prototype development.
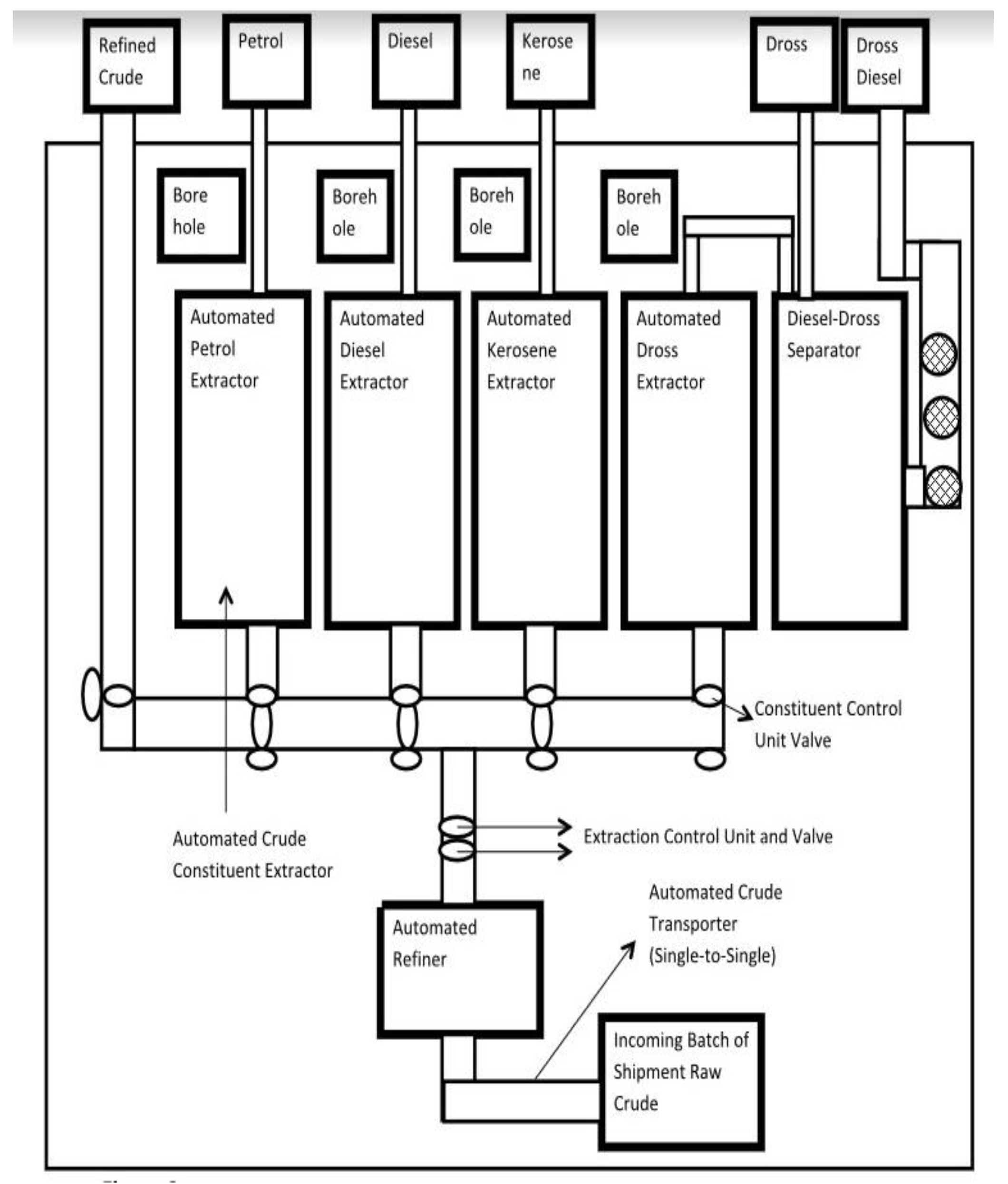
For a fully automated refinery (see
Figure 3), the Extracting Control Unit is informed of the percentage of the refined crude volume to be sent to each Individual Extractor within the crude Constituent Extractor through an incoming text message that is received from the Submersible Receptacle Volume Estimator for Incoming Crude into the Automated Refiner. This message is received from the destination facility prior to the raw crude being shipped into the refinery.
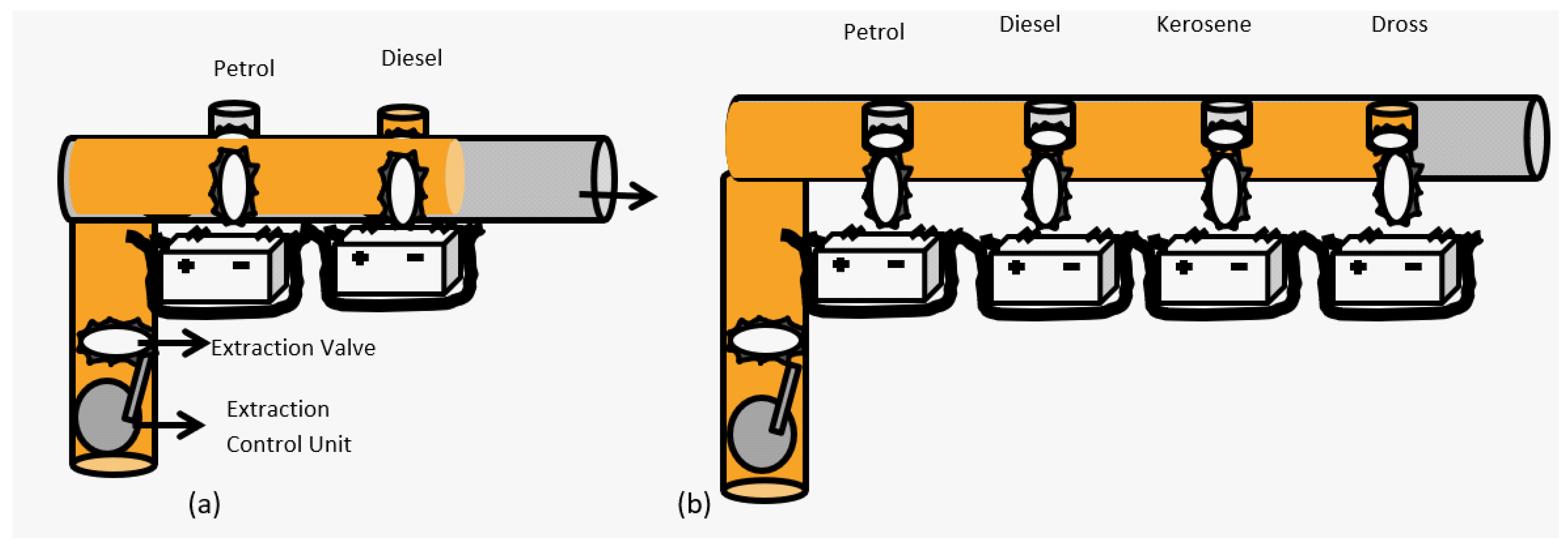
For companies with extraction processes only, the Extracting Control Unit, when switched on automatically asks the user to enter in the total volume of refined crude for extraction, the percentage of the refined crude to be broken down into petrol, diesel, kerosene and dross. For a particular crude oil shipment does not require the extraction of a constituent, zero percent (0%) is entered for that constituent After this the extraction control unit automatically switches on an automated pump to start pumping the refined crude into the various extractors, in the case of extractor processes only (see
Figure 4). For the fully automated refinery, there is a fifth constituent for which the extracting control unit asks the user to specify a percentage. That constituent is the refined crude oil itself and it leaves the user with the ability to export crude oil from his or her refinery as well as its constituents.
After entering the percentages, the extraction unit then sends an activation message to the refined crude valve control unit, causing it to alter its power supply and open the valves (RC1 and RC2) for the refined crude to enter into the export pipe for refined crude. The extraction control unit constantly monitors the time of dispatch and the flow rate and calculates the volume of refined crude being exported. When this volume is equivalent to the specified percentage of the total volume for the crude constituent, a shut off message is sent by the extraction control unit to the refined crude control unit, causing it to automatically alter the power supply to its valves (RC1 and RC2), shutting the valves and ceasing dispense to the refined crude export pipe. If the required percentage of the refined crude is 0%, no message is sent to the refined crude control unit and the extractor unit moves on to the next constituent.
For both the fully automated refinery and the extraction only process companies, the extractor unit checks the user required percentage for petrol. If it is zero, it does nothing. If it is greater than zero, it sends an activation message to the petrol valve control unit, causing that one to alter its power supply to open its valves (P1 and P2) and allow the flowing refined crude to enter into the petrol pipe and from there into the Extracting Receptacle of the automated Petrol Extractor. The extraction control unit constantly monitors the time of dispatch and the flow rate and calculates the volume of refined crude flowing into the extracting receptacle until it is equivalent to the user-specified percentage of the total volume for the crude oil shipment and then it sends a shut off message to the petrol control unit, causing that one to automatically alter the power supply to its valves (P1 and P2), shutting them off and ceasing flow of refined crude into the extracting Receptacle. The extraction control unit then checks for the user required percentage for diesel. Nothing is done if it is 0%. Otherwise, it sends an activation message to the diesel valve control unit, causing it to alter its power supply to open the valves (D1 and D2) and allow the flowing refined crude to enter into the diesel pipe and on to the Extracting Receptacle of the Automated Diesel Extractor. The extraction control unit constantly monitors the time of dispatch and the flow rate and calculates the volume of refined crude flowing into the extracting receptacle until it is equivalent to the user-specified percentage of the total volume for the crude oil shipment and then it sends a shut off message to the diesel control unit, causing that one to automatically alter the power supply to its valves (D1 and D2), shutting them off and ceasing flow of refined crude into the Extracting Receptacle.
The extraction control unit then checks for the user required percentage for kerosene. Nothing is done if it is 0%. Otherwise, it sends an activation message to the kerosene valve control unit, causing it to alter its power supply to open the valves (K1 and K2) and allow the flowing refined crude to enter into the kerosene pipe and on to the Extracting Receptacle of the Automated Kerosene Extractor. The extraction control unit constantly monitors the time of dispatch and the flow rate and calculates the volume of refined crude flowing into the extracting receptacle until it is equivalent to the user-specified percentage of the total volume for the crude oil shipment and then it sends a shut off message to the kerosene control unit, causing that one to automatically alter the power supply to its valves (K1 and K2), shutting them off and ceasing flow of refined crude into the Extracting Receptacle.
Finally, the extraction control unit then checks for the user required percentage for dross. Nothing is done if it is 0%. Otherwise, it sends an activation message to the dross valve control unit, causing it to alter its power supply to open the valves (D1 and D2) and allow the flowing refined crude to enter into the kerosene pipe and on to the Extracting Receptacle of the Automated Dross Extractor. The extraction control unit constantly monitors the time of dispatch and the flow rate and calculates the volume of refined crude flowing into the extracting receptacle until it is equivalent to the user-specified percentage of the total volume for the crude oil shipment and then it sends a shut off message to the dross control unit, causing that one to automatically alter the power supply to its valves (D1 and D2), shutting them off and ceasing flow of refined crude into the Extracting Receptacle.
After this, the extraction control unit alters the power supply to its own valve, closing it as the entire volume of the crude oil shipment has been sent into the automated crude Constituent Extractor.
An individual extractor consists of an extracting receptacle with 38-inch diameter heating turns arranged in a cylindrical fashion within its walls, a 30-inch diameter cooling turns arranged in circular fashion within its walls and connected externally to two automated boreholes for automated cooling of the extracted crude constituent. A submersible Receptacle Volume Estimator automatically measures the volume of refined crude deposited into the Extracting Receptacle of the automated Petrol Extractor. Once deposition is complete, the submersible receptacle volume estimator sends an activation message to the heating control unit of the Extracting Receptacle, altering the power supply to the heating turns and causing them to heat the refined crude contained within the receptacle to 450 °C via the processes of conduction and convection. This temperature is maintained for twelve minutes in order to convert the refined crude to petrol and then the estimator sends another message to the heating control unit to alter and switch off its power supply. After extraction, the estimator sends an activation message to the cooling control unit of the Extracting Receptacle, which in turn sends a cooling message to the inlet and outlet valves of the automatically selected borehole with room temperature (23 °C) water, causing both valves to open and activating the automated pump to begin pumping the room temperature water from the borehole into the inlet pipe and into the cooling turns of the extracting Receptacle before flowing out into the outlet pipe and back into the selected bore hole. This process cools the extracted petrol from 450 to 70 °C in seven minutes. After this time interval, the cooling control unit sends a shutdown message to the inlet and outlet valve control unit of the selected borehole, causing the inlet pipe to first shut off due to change in its power supply to cease water from flowing into the extracting Receptacle and then shutting off the outlet pipe to shut off a full minute later by changing its power supply to ensure all the water is locked back into the bore hole. The cooling control unit of the Petrol Extractor automatically selects the other borehole for the next batch of petrol extraction, as it takes 6 min for borehole whose water has been used to cool down extracted petrol to return to 23 °C after rising to 67 °C. The extracted petrol is then pumped automatically out of the Extracting Receptacle of the Automated Petrol Extractor to the export pipe, leading to the final consumers using an automated crude transporter.
A Submersible Receptacle Volume Estimator automatically measures the volume of refined crude deposited into the Extracting Receptacle of the automated diesel Extractor. Once deposition is complete, the submersible receptacle volume estimator sends an activation message to the heating control unit of the Extracting Receptacle, altering the power supply to the heating turns and causing them to heat the refined crude contained within the receptacle to 850 °C via the processes of conduction and convection. This temperature is maintained for twelve minutes in order to convert the refined crude to diesel and then the estimator sends another message to the heating control unit to alter and switch off its power supply. After extraction, the estimator sends an activation message to the cooling control unit of the Extracting Receptacle, which in turn sends a cooling message to the inlet and outlet valves of the automatically selected borehole with room temperature (23 °C) water, causing both valves to open and activating the automated pump to begin pumping the room temperature water from the borehole into the inlet pipe and into the cooling turns of the extracting Receptacle before flowing out into the outlet pipe and back into the selected bore hole. This process cools the extracted diesel from 850 to 80 °C in four minutes. After this time interval, the cooling control unit sends a shutdown message to the inlet and outlet valve control unit of the selected borehole, causing the inlet pipe to first shut off due to change in its power supply to cease water from flowing into the extracting receptacle and then shutting off the outlet pipe to shut off a full minute later by changing its power supply to ensure all the water is locked back into the bore hole. The cooling control unit of the Diesel Extractor automatically selects the other borehole for the next batch of diesel extraction, as it takes 8 min for borehole whose water has been used to cool down extracted diesel to return to 23 °C after rising to 87 °C. The extracted diesel is then pumped automatically out of the Extracting Receptacle of the Automated Diesel Extractor to the export pipe, leading to the final consumers using an automated crude transporter.
A Submersible Receptacle Volume Estimator automatically measures the volume of refined crude deposited into the Extracting Receptacle of the automated kerosene extractor. Once deposition is complete, the submersible receptacle volume estimator sends an activation message to the heating control unit of the Extracting Receptacle, altering the power supply to the heating turns and causing them to heat the refined crude contained within the receptacle to 450 °C via the processes of conduction and convection. This temperature is maintained for sixteen minutes in order to convert the refined crude to kerosene and then the estimator sends another message to the heating control unit to alter and switch off its power supply. After extraction, the estimator sends an activation message to the cooling control unit of the Extracting Receptacle, which in turn sends a cooling message to the inlet and outlet valves of the automatically selected borehole with room temperature (23 °C) water, causing both valves to open and activating the automated pump to begin pumping the room temperature water from the borehole into the inlet pipe and into the cooling turns of the extracting receptacle before flowing out into the outlet pipe and back into the selected bore hole. This process cools the extracted kerosene from 450 to 70 °C in eight minutes. After this time interval, the cooling control unit sends a shutdown message to the inlet and outlet valve control unit of the selected borehole, causing the inlet pipe to first shut off due to change in its power supply to cease water from flowing into the extracting receptacle and then shutting off the outlet pipe to shut off a full minute later by changing its power supply to ensure all the water is locked back into the bore hole. The cooling control unit of the Kerosene Extractor automatically selects the other borehole for the next batch of kerosene extraction, as it takes 8 min for borehole whose water has been used to cool down extracted diesel to return to 23 °C after rising to 90 °C. The extracted kerosene is then pumped automatically out of the Extracting Receptacle of the Automated Kerosene Extractor to the export pipe, leading to the final consumers using an automated crude transporter.
A Submersible Receptacle Volume Estimator automatically measures the volume of refined crude deposited into the Extracting Receptacle of the automated dross extractor. Once deposition is complete, the submersible receptacle volume estimator sends an activation message to the heating control unit of the Extracting Receptacle, altering the power supply to the heating turns and causing them to heat the refined crude contained within the receptacle to 500 °C via the processes of conduction and convection. This temperature is maintained for twelve minutes in order to convert the refined crude to dross and then the estimator sends another message to the heating control unit to alter and switch off its power supply. After extraction, the estimator sends an activation message to the cooling control unit of the Extracting Receptacle, which in turn sends a cooling message to the inlet and outlet valves of the automatically selected borehole with room temperature (23 °C) water, causing both valves to open and activating the automated pump to begin pumping the room temperature water from the borehole into the inlet pipe and into the cooling turns of the extracting receptacle before flowing out into the outlet pipe and back into the selected bore hole. This process cools the extracted dross from 500 to 80 °C in eight minutes. After this time interval, the cooling control unit sends a shutdown message to the inlet and outlet valve control unit of the selected borehole, causing the inlet pipe to first shut off due to change in its power supply to cease water from flowing into the extracting receptacle and then shutting off the outlet pipe to shut off a full minute later by changing its power supply to ensure all the water is locked back into the bore hole. The cooling control unit of the Dross Extractor automatically selects the other borehole for the next batch of dross extraction, as it takes 7 minutes for borehole whose water has been used to cool down extracted diesel to return to 23 °C after rising to 54 °C. The extracted kerosene is then pumped automatically out of the Extracting Receptacle of the Automated Dross Extractor to the export pipe, leading to the final consumers using an automated crude transporter [
1,
2].
The final Submersible Receptacle Volume Estimator of the Automated Crude Transporter automatically measures the volume of the diesel-Dross mixture deposited into the Separator Receptacle and detects when it has been fully deposited. Once this is done, there is a short waiting period of five (5) minutes for the dross to settle to the bottom of the Separator Receptacle. After this, the first Dross Diesel Valve control unit receives a transfer message, causing it to alter its power supply to its valves (Dd11 and Dd12), opening them and allowing the dross-diesel at the top of the Dross to flow from the Separator Receptacle into the Dross-Diesel Receptacle. The short pipe connecting the Separator Receptacle to the Dross-Diesel Receptacle contains pipeline refining filters (see
Figure 5), that essentially filter the dross-diesel, ensuring its purity. These pipeline refining filters are efficient in separating the dross from the dross diesel and are replaced every single month.
The submersible Receptacle Volume Estimator monitors the level of the Dross-Diesel mixture until it falls below the bottom of the valves Dd11 and Dd12. When this happens, a shut off message is sent by the estimator to the dross-diesel valve control unit causing it to alter valve power supply and closing both valves Dd11 and Dd12. This process is repeated for the other two short pipes. Note that for the last pipe, there is a pump to ensure that the liquid flows from the Dross-Diesel Separator to the Dross-Diesel Receptacle and not the other way around.
The dross spade remover (see
Figure 6) possesses a color sensor that automatically begins checking the color of the contents in the Separator Receptacle, as soon as the five-minute waiting period is over and prior to dross-diesel separation (see
Figure 7). The dross spade remover is a robotic arm attached to the edge of the Separator Receptacle. When switched on, the spade remover automatically extends its upper region a certain distance (see
Figure 7b) and then descends to the bottom of the separator receptacle (see
Figure 7c), before extending its upper arm to push a dross cube out of the receptacle, through the dross door and unto an automated cooling conveyor belt (see
Figure 7d).
The weight of the dross cube automatically switches on the conveyor belts, causing it to move and carry along the dross cube. The spade remover then re-extends its upper arm, drawing backwards and then raises its lower arm up to get back to the position described in
Figure 7b.
After this, the estimator sends a text message to the giant servo control unit, causing it to spin the separator receptacle at 4000 rpm for 20 s. The dross is closed prior to spinning and opened afterwards.
After spinning, the dross door opens and the spade remover repeats movements b–d to remove another dross cube and reverts back to position b. This process is repeated until the level sensor of the spade remover control unit indicates the bottom of the Separator Receptacle has been encountered (i.e., maximum height achieved). The spade remover then returns back to its original position and switches off automatically and the dross door is shut finally.
If the color sensor detects a shade of brown, it indicates that there is still dross diesel in the separator Receptacle. If it detects a black color, then it indicates that the dross diesel has been completely evacuated from the Separator Receptacle and only dross is left behind. If a brown color is detected, then the submersible Volume Estimator sends a transfer message to the Second Dross Diesel Valve control unit, causing it to alter its power supply to its valves (Dd21 and Dd22), opening them and allowing the dross-diesel at the top of the dross to flow from the Separator Receptacle into the Dross-Diesel Receptacle. The Estimator monitors the flow of the dross-diesel out of the separator until it falls below the bottom of the valves Dd21 and Dd22 and then sends a shut off message to the dross-diesel valve control unit causing it to alter valve power supply and closing both valves Dd21 and Dd22. There is a pipeline refining filter between valves Dd21 and Dd22 that filters the dross from the dross diesel as it is transferred to the dross-diesel receptacle.
If the color sensor still does not detect the black color of the dross, the same process is repeated for the third Dross-Diesel control unit to control the valves (Dd31 and Dd32) to allow the dross-diesel flow out of the separator Receptacle and into the dross-Diesel Receptacle. A pipeline refining filter between valves Dd31 and dd32 filters the dross from the dross diesel as it is transferred to the dross-diesel receptacle. The position of valves Dd31 and Dd31 ensures that he maximum amount of dross can be separated from the Dross-Diesel mixture in the Separator Receptacle. After shutting of Valves Dd31 and dd32, the Submersible Receptacle Volume Estimator automatically opens the dross door of the Separator Receptacle via a text message to its control unit and then automatically switches on the dross spade remover (see dross spade remover picture).
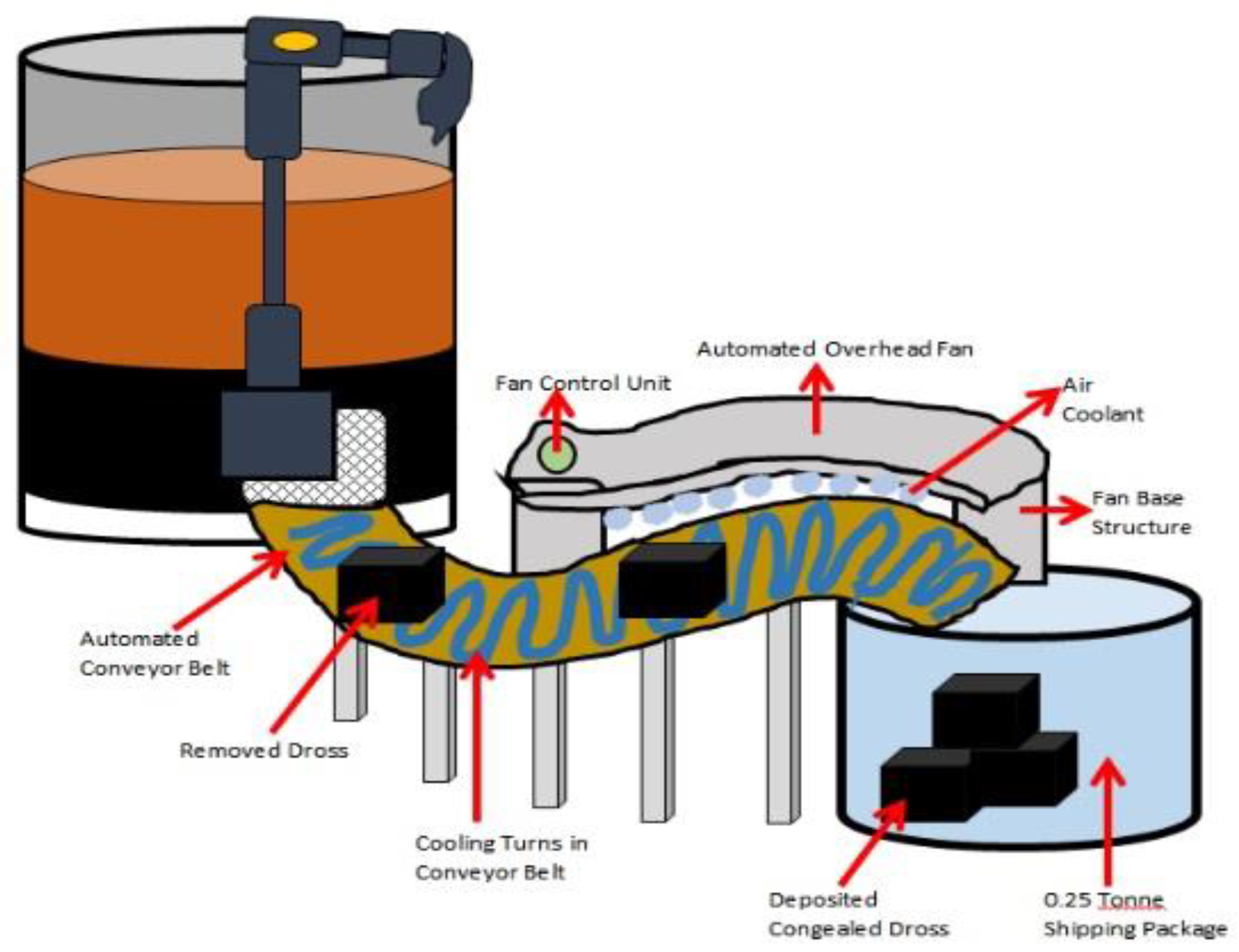
When the dross cube gets on the automated cooling conveyor belt, it automatically switches on due to detection by a weight sensor. The conveyor belt control unit sends an activation message to the inlet and outlet valves of the conveyor belt borehole with room temperature (23 °C) water, causing both valves to open and activating the automated pump to begin pumping the room temperature water from the borehole into the 30-inch diameter cooling turns arranged in cylindrical fashion within the conveyor belts to cool the dross cube down to 23 °C and solidify it. At the same time, the control unit of the conveyor belts sends an activation message to the automated overhead fan control unit causing it to switch on the fan to assist in solidifying the dross cube. The length of the conveyor belts is estimated to be 15 m and speeds of 0.05 m/s, 0.1 m/s and 0.15 m/s can be selected. Once the dross cube gets to the end of the conveyor belt, it is dropped into a 0.25 tonne shipment container that can then be sealed and sent off to final consumers and customers.









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}