
Rapid Manufacturing of Multilayered Microfluidic Devices for Organ on a Chip Applications

 , , , , and
, , , , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Direct Polymer Bonding and APTES Functionalization
2.2.2. COP Contact Angle Measurement
2.2.3. OoC Design and Fabrication
2.2.4. Cell Culture for OoC Application
3. Results
3.1. Direct Polymer Bonding
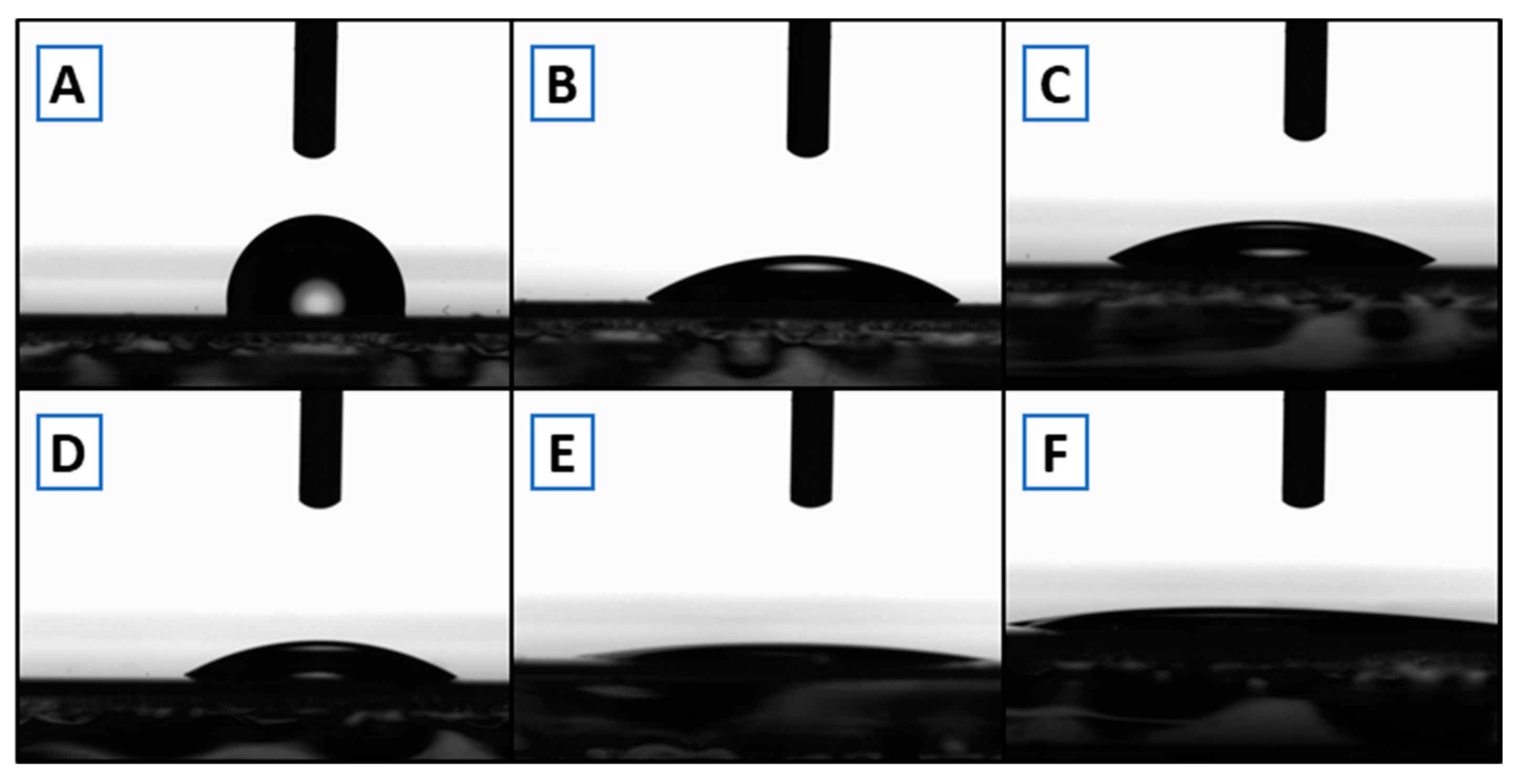
3.2. COP Contact Angle Measurements
3.3. Design and Fabrication
3.4. Sensing Integration: O2 Concentration Sensing
3.5. Cell Culture for OoC Application
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Acknowledgments
Conflicts of Interest
Appendix A




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1st Material | COP | PS | PMMA | PC | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| 2nd Material | COP | PC | APTES—PC | PS | PC | APTES—PC | PMMA | PC | PC | ||
| Low Power O2 Plasma | 1 min | None | None | None | - | - | - | None | None | None | |
| 2 min | None | None | Good ** | None | - | None | None | None | None | ||
| 10 min | None | Poor | Good ** | None | None | None | None | None | None | ||
| Method | 5 min | None | None | None | None | None | None | None | None | None | |
| UVO3 | 10 min | Poor | None | Poor | None | - | - | None | None | None | |
| 20 min | Good | None | Poor | None | None | None | None | None | None | ||
| Solvent | Good * | None | - | Good * | None | - | Good * | None | Poor | ||
References
- Bhattacharjee, N.; Urrios, A.; Kang, S.; Folch, A. The upcoming 3D-printing revolution in microfluidics. Lab Chip 2016, 16, 1720–1742. [Google Scholar] [CrossRef] [Green Version]
- Regehr, K.J.; Domenech, M.; Koepsel, J.T.; Carver, K.C.; Ellison-Zelski, S.J.; Murphy, W.L.; Schuler, L.A.; Alarid, E.T.; Beebe, D.J. Biological implications of polydimethylsiloxane-based microfluidic cell culture. Lab Chip 2009, 9, 2132–2139. [Google Scholar] [CrossRef] [Green Version]
- Su, X.; Young, E.W.K.; Underkofler, H.A.S.; Kamp, T.J.; January, C.T.; Beebe, D.J. Microfluidic Cell Culture and Its Application in High-Throughput Drug Screening. J. Biomol. Screen. 2010, 16, 101–111. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Berthier, E.; Young, E.W.K.; Beebe, D. Engineers are from PDMS-land, Biologists are from Polystyrenia. Lab Chip 2012, 12, 1224–1237. [Google Scholar] [CrossRef]
- Berthier, E.; Warrick, J.; Yu, H.; Beebe, D.J. Managing evaporation for more robust microscale assays: Part 1. Volume loss in high throughput assays. Lab Chip 2008, 8, 852–859. [Google Scholar] [CrossRef]
- Berthier, E.; Warrick, J.; Yu, H.; Beebe, D.J. Managing evaporation for more robust microscale assays: Part 2. Characterization of convection and diffusion for cell biology. Lab Chip 2008, 8, 860–864. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Lynn, N.S.; Henry, C.S.; Dandy, D.S. Evaporation from microreservoirs. Lab Chip 2009, 9, 1780–1788. [Google Scholar] [CrossRef]
- Gewandter, J.S.; Staversky, R.J.; O’Reilly, M.A. Hyperoxia augments ER-stress-induced cell death independent of BiP loss. Free. Radic. Biol. Med. 2009, 47, 1742–1752. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tang, Y.; Scheef, E.A.; Gurel, Z.; Sorenson, C.M.; Jefcoate, C.R.; Sheibani, N. CYP1B1 and endothelial nitric oxide synthase combine to sustain proangiogenic functions of endothelial cells under hyperoxic stress. Am. J. Physiol. Physiol. 2010, 298, C665–C678. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Gencturk, E.; Mutlu, S.; Ulgen, K.O. Advances in microfluidic devices made from thermoplastics used in cell biology and analyses. Biomicrofluidics 2017, 11, 051502. [Google Scholar] [CrossRef]
- Bruijns, B.; Veciana, A.; Tiggelaar, R.; Gardeniers, H. Cyclic Olefin Copolymer Microfluidic Devices for Forensic Applications. Biosensors 2019, 9, 85. [Google Scholar] [CrossRef] [Green Version]
- Van Heirstraeten, L.; Spang, P.; Schwind, C.; Drese, K.S.; Ritzi-Lehnert, M.; Nieto, B.; Camps, M.; Landgraf, B.; Guasch, F.; Corbera, A.H.; et al. Integrated DNA and RNA extraction and purification on an automated microfluidic cassette from bacterial and viral pathogens causing community-acquired lower respiratory tract infections. Lab Chip 2014, 14, 1519–1526. [Google Scholar] [CrossRef]
- Aghvami, S.A.; Opathalage, A.; Zhang, Z.; Ludwig, M.; Heymann, M.; Norton, M.; Wilkins, N.; Fraden, S. Rapid prototyping of cyclic olefin copolymer (COC) microfluidic devices. Sens. Actuators B Chem. 2017, 247, 940–949. [Google Scholar] [CrossRef]
- Johansson, B.; Larsson, A.; Ocklind, A.; Öhrlund, Å. Characterization of air plasma-treated polymer surfaces by ESCA and contact angle measurements for optimization of surface stability and cell growth. J. Appl. Polym. Sci. 2002, 86, 2618–2625. [Google Scholar] [CrossRef]
- Matheson, L.A.; McBane, J.E.; Malowany, J.I.; Santerre, J.P.; Labow, R.S. Is cell culture stressful? Effects of degradable and nondegradable culture surfaces on U937 cell function. Biotechniques 2007, 42, 744–750. [Google Scholar] [CrossRef]
- Bonfield, T.L.; Colton, E.; Anderson, J.M. Plasma protein adsorbed biomedical polymers: Activation of human monocytes and induction of interleukin 1. J. Biomed. Mater. Res. 1989, 23, 535–548. [Google Scholar] [CrossRef] [PubMed]
- Niles, W.D.; Coassin, P.J. Cyclic Olefin Polymers: Innovative Materials for High-Density Multiwell Plates. Assay Drug Dev. Technol. 2008, 6, 577–590. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nunes, P.S.; Ohlsson, P.D.; Ordeig, O.; Kutter, J.P. Cyclic olefin polymers: Emerging materials for lab-on-a-chip applications. Microfluid. Nanofluidics 2010, 9, 145–161. [Google Scholar] [CrossRef]
- Bhattacharyya, A.; Klapperich, C.M. Thermoplastic Microfluidic Device for On-Chip Purification of Nucleic Acids for Disposable Diagnostics. Anal. Chem. 2006, 78, 788–792. [Google Scholar] [CrossRef]
- Choi, S.H.; Kim, D.S.; Kwon, T.H. Microinjection molded disposable microfluidic lab-on-a-chip for efficient detection of agglutination. Microsyst. Technol. 2008, 15, 309–316. [Google Scholar] [CrossRef]
- Zeon Corporation. Zeonex and Zeonor Technical Data Supplement; Zeon Corporation: Tokyo, Japan, 2006. [Google Scholar]
- Piruska, A.; Nikcevic, I.; Lee, S.H.; Ahn, C.; Heineman, W.R.; Limbach, P.A.; Seliskar, C.J. The autofluorescence of plastic materials and chips measured under laser irradiation. Lab Chip 2005, 5, 1348–1354. [Google Scholar] [CrossRef]
- Liga, A.; Morton, J.A.S.; Kersaudy-Kerhoas, M. Safe and cost-effective rapid-prototyping of multilayer PMMA microfluidic devices. Microfluid. Nanofluidics 2016, 20, 164. [Google Scholar] [CrossRef] [Green Version]
- Zhou, Z.; Xie, S.; Chen, D. Fundamentals of Digital Manufacturing Science, 2nd ed.; Springer Series in Advanced Manufacturing; Springer: London, UK, 2012; ISBN 978-0-85729-563-7. [Google Scholar]
- Naderi, A.; Bhattacharjee, N.; Folch, A. Digital Manufacturing for Microfluidics. Annu. Rev. Biomed. Eng. 2019, 21, 325–364. [Google Scholar] [CrossRef]
- Manz, A.; Harrison, D.J.; Verpoorte, E.M.J.; Fettinger, J.C.; Paulus, A.; Lüdi, H.; Widmer, H.M. Planar chips technology for miniaturization and integration of separation techniques into monitoring systems. J. Chromatogr. A 1992, 593, 253–258. [Google Scholar] [CrossRef]
- Harrison, D.J.; Fluri, K.; Seiler, K.; Fan, Z.; Effenhauser, C.S.; Manz, A. Micromachining a Miniaturized Capillary Electrophoresis-Based Chemical Analysis System on a Chip. Science 1993, 261, 895–897. [Google Scholar] [CrossRef] [PubMed]
- Bartholomeusz, D.A.; Boutte, R.W.; Andrade, J.D. Xurography: Rapid prototyping of microstructures using a cutting plotter. J. Microelectromechanical Syst. 2005, 14, 1364–1374. [Google Scholar] [CrossRef]
- Mohammed, M.I.; Quayle, K.; Alexander, R.; Doeven, E.; Nai, R.; Haswell, S.J.; Kouzani, A.Z.; Gibson, I. Improved Manufacturing Quality and Bonding of Laser Machined Microfluidic Systems. Procedia Technol. 2015, 20, 219–224. [Google Scholar] [CrossRef] [Green Version]
- Wang, L.; Kodzius, R.; Yi, X.; Li, S.; Hui, Y.S.; Wen, W. Prototyping chips in minutes: Direct Laser Plotting (DLP) of functional microfluidic structures. Sens. Actuators B Chem. 2012, 168, 214–222. [Google Scholar] [CrossRef] [Green Version]
- Hatch, A.; Kamholz, A.E.; Hawkins, K.R.; Munson, M.S.; Schilling, E.A.; Weigl, B.H.; Yager, P. A rapid diffusion immunoassay in a T-sensor. Nat. Biotechnol. 2001, 19, 461–465. [Google Scholar] [CrossRef] [PubMed]
- Schilling, E.A.; Kamholz, A.E.; Yager, P. Cell Lysis and Protein Extraction in a Microfluidic Device with Detection by a Fluorogenic Enzyme Assay. Anal. Chem. 2002, 74, 265–267. [Google Scholar] [CrossRef]
- Fu, E.; Ramsey, S.A.; Kauffman, P.; Lutz, B.; Yager, P. Transport in two-dimensional paper networks. Microfluid. Nanofluidics 2011, 10, 29–35. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Macounová, K.; Cabrera, C.R.; Holl, M.R.; Yager, P. Generation of Natural pH Gradients in Microfluidic Channels for Use in Isoelectric Focusing. Anal. Chem. 2000, 72, 3745–3751. [Google Scholar] [CrossRef] [PubMed]
- García, E.; Kirkham, J.R.; Hatch, A.V.; Hawkins, K.R.; Yager, P. Controlled microfluidic reconstitution of functional protein from an anhydrous storage depot. Lab Chip 2003, 4, 78–82. [Google Scholar] [CrossRef] [PubMed]
- Munson, M.S.; Cabrera, C.R.; Yager, P. Passive electrophoresis in microchannels using liquid junction potentials. Electrophoresis 2002, 23, 2642–2652. [Google Scholar] [CrossRef]
- Ongaro, A.E.; Di Giuseppe, D.; Kermanizadeh, A.; Crespo, A.M.; Mencatti, A.; Ghibelli, L.; Mancini, V.; Wlodarczyk, K.L.; Hand, D.P.; Martinelli, E.; et al. Polylactic is a Sustainable, Low Absorption, Low Autofluorescence Alternative to Other Plastics for Microfluidic and Organ-on-Chip Applications. Anal. Chem. 2020, 92, 6693–6701. [Google Scholar] [CrossRef] [PubMed]
- Ongaro, A.E.; Keraite, I.; Liga, A.; Conoscenti, G.; Coles, S.; Schulze, H.; Bachmann, T.T.; Parvez, K.; Casiraghi, C.; Howarth, N.; et al. Laser Ablation of Poly(lactic acid) Sheets for the Rapid Prototyping of Sustainable, Single-Use, Disposable Medical Microcomponents. ACS Sustain. Chem. Eng. 2018, 6, 4899–4908. [Google Scholar] [CrossRef]
- Yuen, P.K.; Goral, V.N. Low-cost rapid prototyping of flexible microfluidic devices using a desktop digital craft cutter. Lab Chip 2010, 10, 384–387. [Google Scholar] [CrossRef]
- Islam, M.; Natu, R.; Martinez-Duarte, R. A study on the limits and advantages of using a desktop cutter plotter to fabricate microfluidic networks. Microfluid. Nanofluidics 2015, 19, 973–985. [Google Scholar] [CrossRef]
- Ben Azouz, A.; Murphy, S.; Karazi, S.; Vázquez, M.; Brabazon, D. Fast Fabrication Process of Microfluidic Devices Based on Cyclic Olefin Copolymer. Mater. Manuf. Process. 2014, 29, 93–99. [Google Scholar] [CrossRef] [Green Version]
- Aran, K.; Sasso, L.A.; Kamdar, N.; Zahn, J.D. Irreversible, direct bonding of nanoporous polymer membranes to PDMS or glass microdevices. Lab Chip 2010, 10, 548–552. [Google Scholar] [CrossRef] [Green Version]
- Shinohara, H.; Mizuno, J.; Shoji, S. Low-temperature direct bonding of poly(methyl methacrylate) for polymer microchips. IEEJ Trans. Electr. Electron. Eng. 2007, 2, 301–306. [Google Scholar] [CrossRef]
- Do, J.; Zhang, J.Y.; Klapperich, C.M. Maskless writing of microfluidics: Rapid prototyping of 3D microfluidics using scratch on a polymer substrate. Robot. Comput. Integr. Manuf. 2011, 27, 245–248. [Google Scholar] [CrossRef]
- Cai, J.; Jiang, J.; Gao, F.; Jia, G.; Zhuang, J.; Tang, G.; Fan, Y. Rapid prototyping of cyclic olefin copolymer based microfluidic system with CO2 laser ablation. Microsyst. Technol. 2017, 23, 5063–5069. [Google Scholar] [CrossRef]
- Lanfranco, R.; Saez, J.; Di Nicolò, E.; Benito-Lopez, F.; Buscaglia, M. Phantom membrane microfluidic cross-flow filtration device for the direct optical detection of water pollutants. Sens. Actuators B Chem. 2018, 257, 924–930. [Google Scholar] [CrossRef]




| 1st Material | COP | ||||
|---|---|---|---|---|---|
| 2nd Material | COP | PC | APTES—PC | ||
| Low Power O2 Plasma | 1 min | None | None | None | |
| 2 min | None | None | Good ** | ||
| 10 min | None | Poor | Good ** | ||
| Method | 5 min | None | None | None | |
| UVO3 | 10 min | Poor | None | Poor | |
| 20 min | Good | None | Poor | ||
| Solvent | Good * | None | - |
| Treatment | Native | UVO3 | O2 Plasma | |||
|---|---|---|---|---|---|---|
| Time | - | 10 | 20 | 1 | 5 | 10 |
| C. A. | 98.4 ± 1.53 | 32.83 ±1.18 | 24.41 ± 0.99 | 28.6 ± 2.23 | 8.03 ± 0.78 | 9.13 ± 1.31 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Paoli, R.; Di Giuseppe, D.; Badiola-Mateos, M.; Martinelli, E.; Lopez-Martinez, M.J.; Samitier, J. Rapid Manufacturing of Multilayered Microfluidic Devices for Organ on a Chip Applications. Sensors 2021, 21, 1382. https://doi.org/10.3390/s21041382
Paoli R, Di Giuseppe D, Badiola-Mateos M, Martinelli E, Lopez-Martinez MJ, Samitier J. Rapid Manufacturing of Multilayered Microfluidic Devices for Organ on a Chip Applications. Sensors. 2021; 21(4):1382. https://doi.org/10.3390/s21041382
Chicago/Turabian StylePaoli, Roberto, Davide Di Giuseppe, Maider Badiola-Mateos, Eugenio Martinelli, Maria Jose Lopez-Martinez, and Josep Samitier. 2021. "Rapid Manufacturing of Multilayered Microfluidic Devices for Organ on a Chip Applications" Sensors 21, no. 4: 1382. https://doi.org/10.3390/s21041382