
A Micro-Computed Tomography Technique to Study the Quality of Fibre Optics Embedded in Composite Materials

Abstract
:1. Introduction

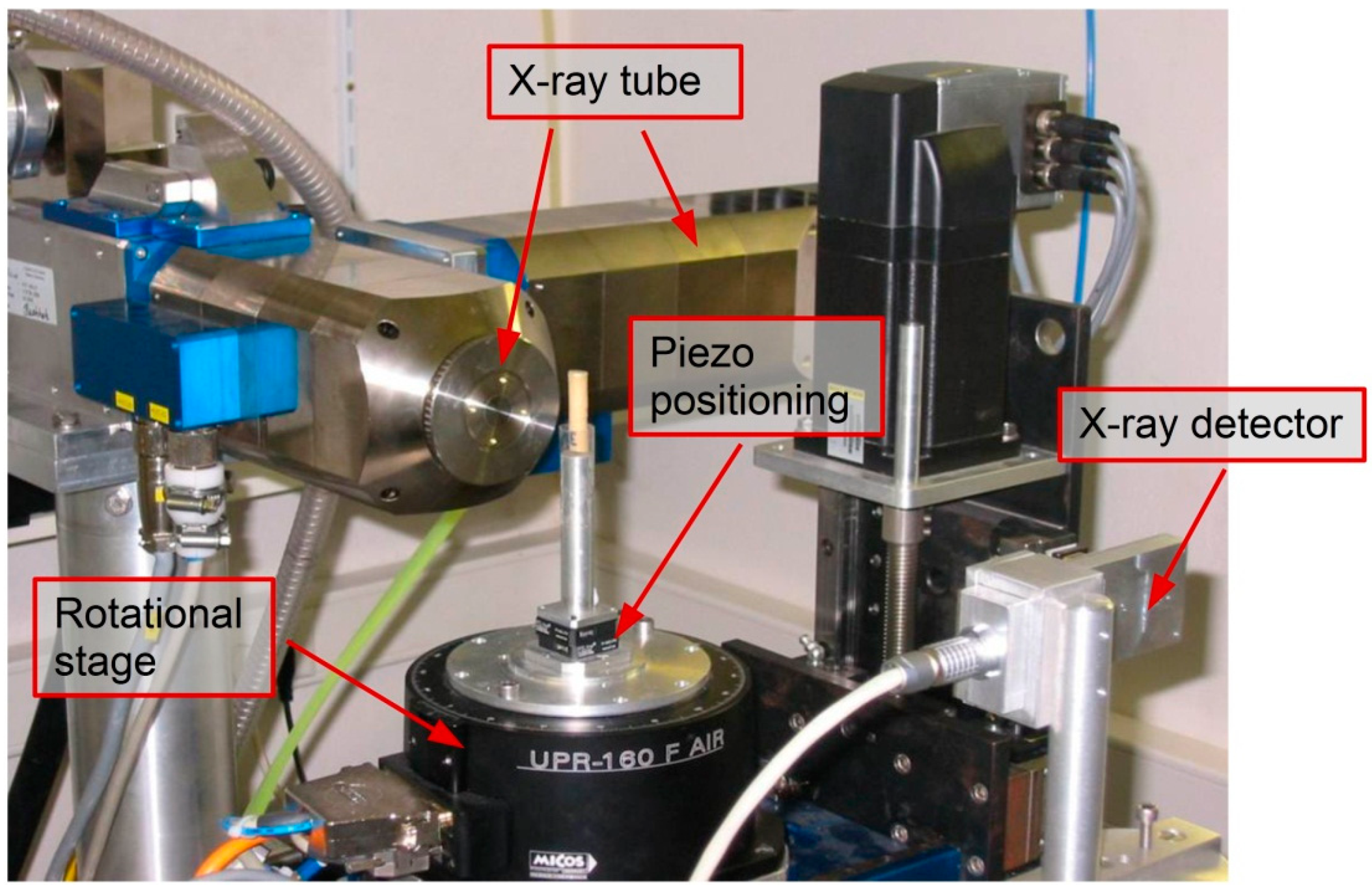
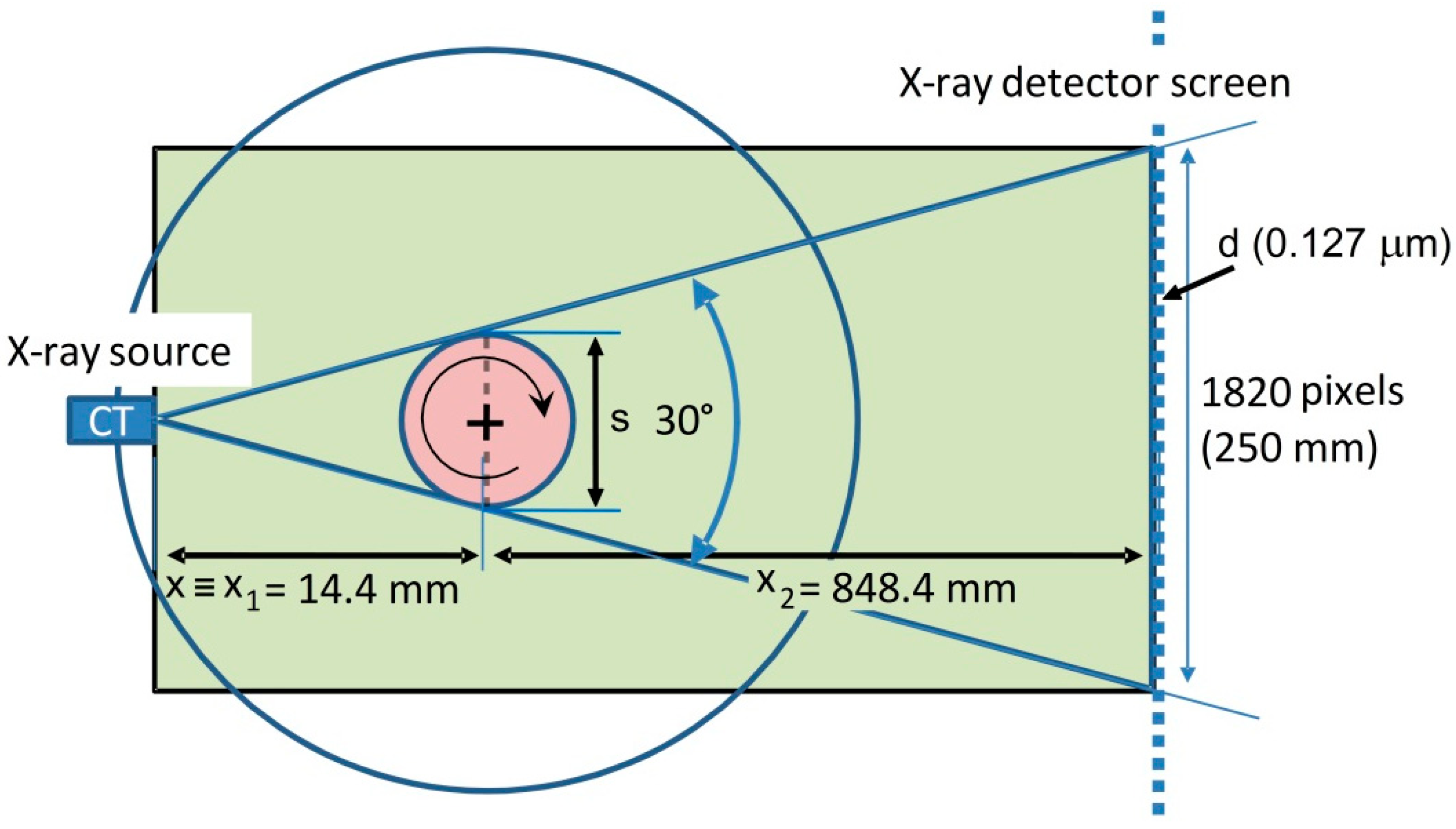
2. Micro-CT Technique


3. Results and Discussion
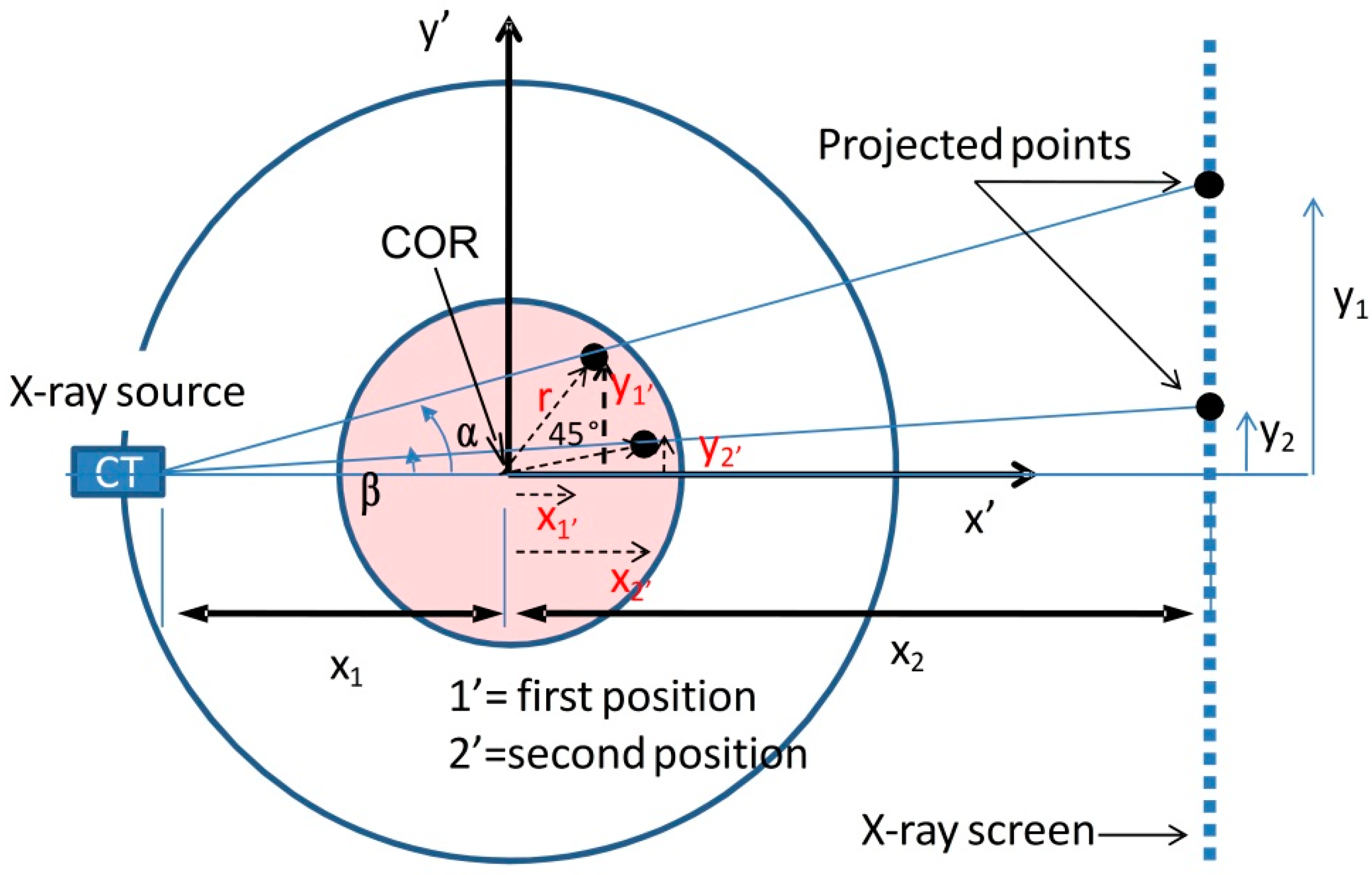
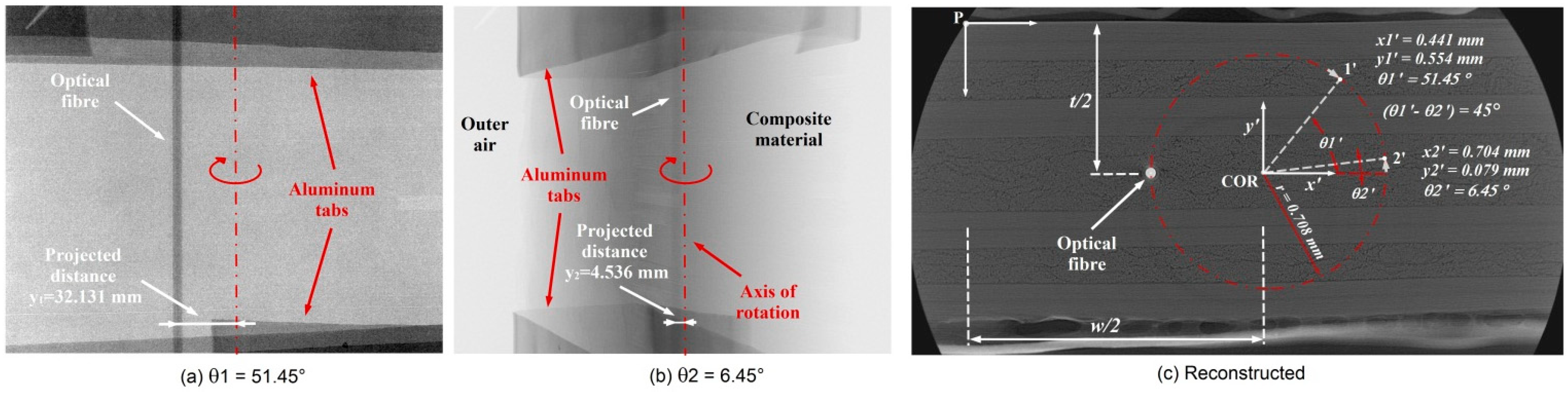
3.1. OFS Position Determination


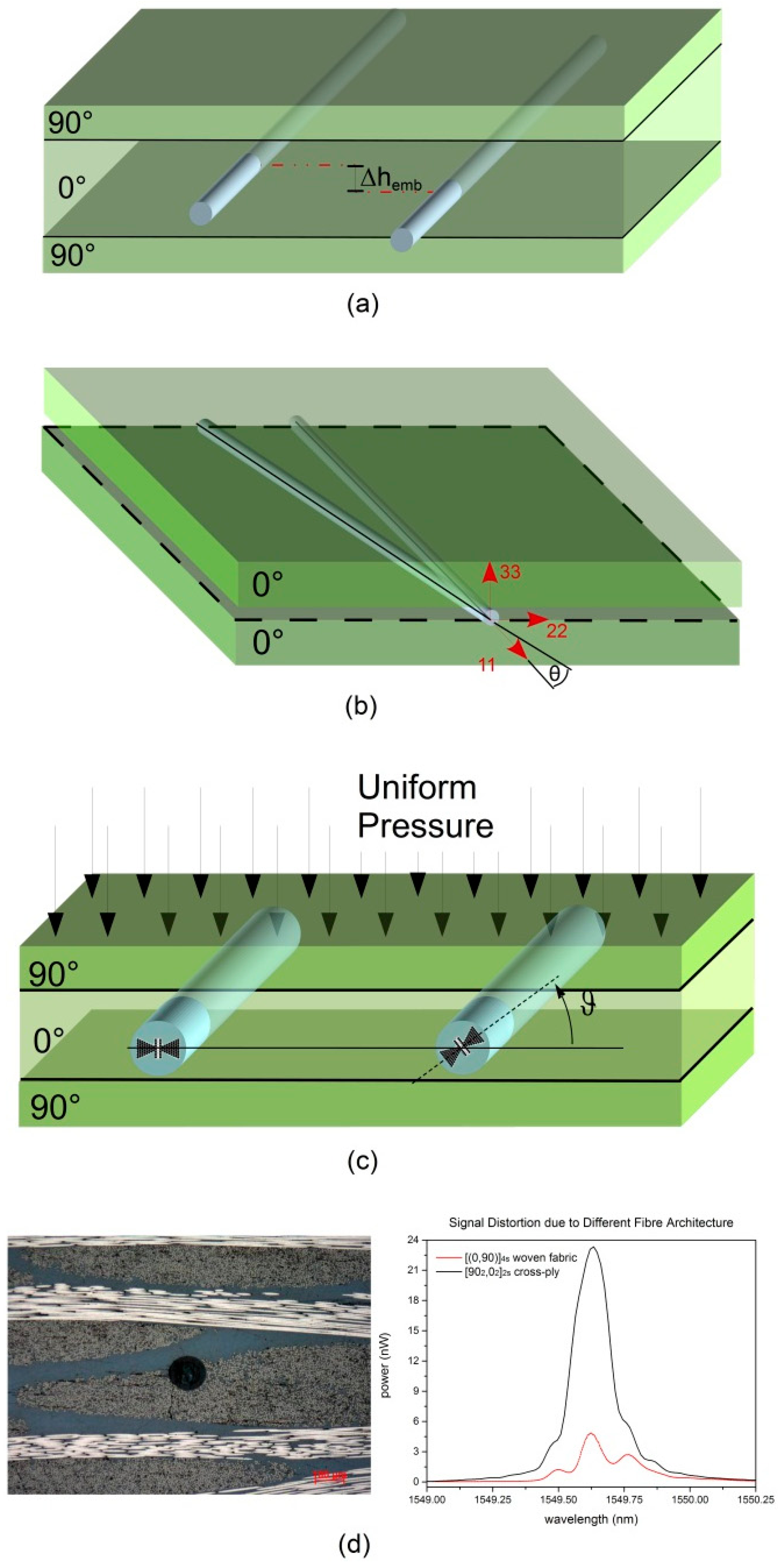
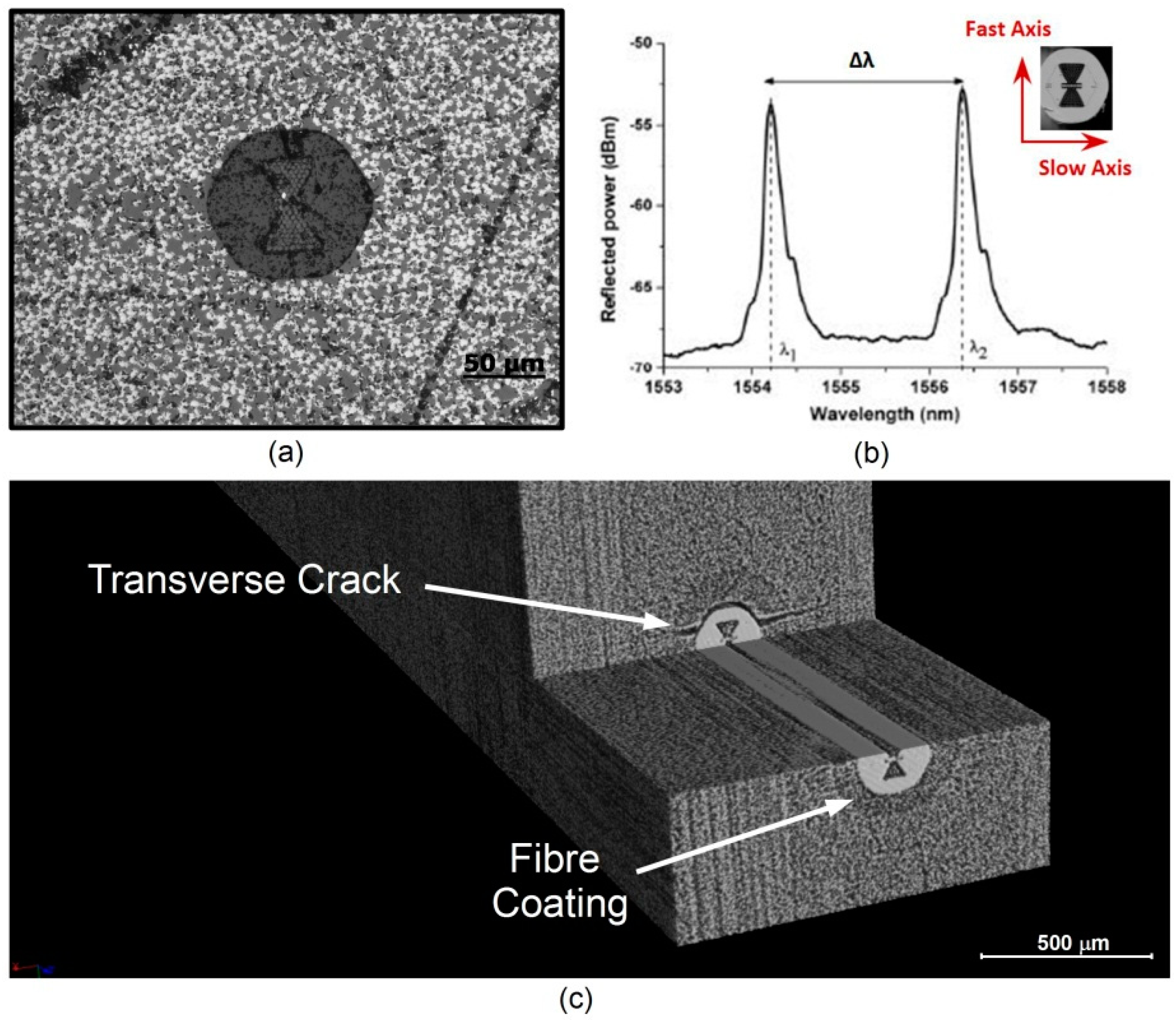
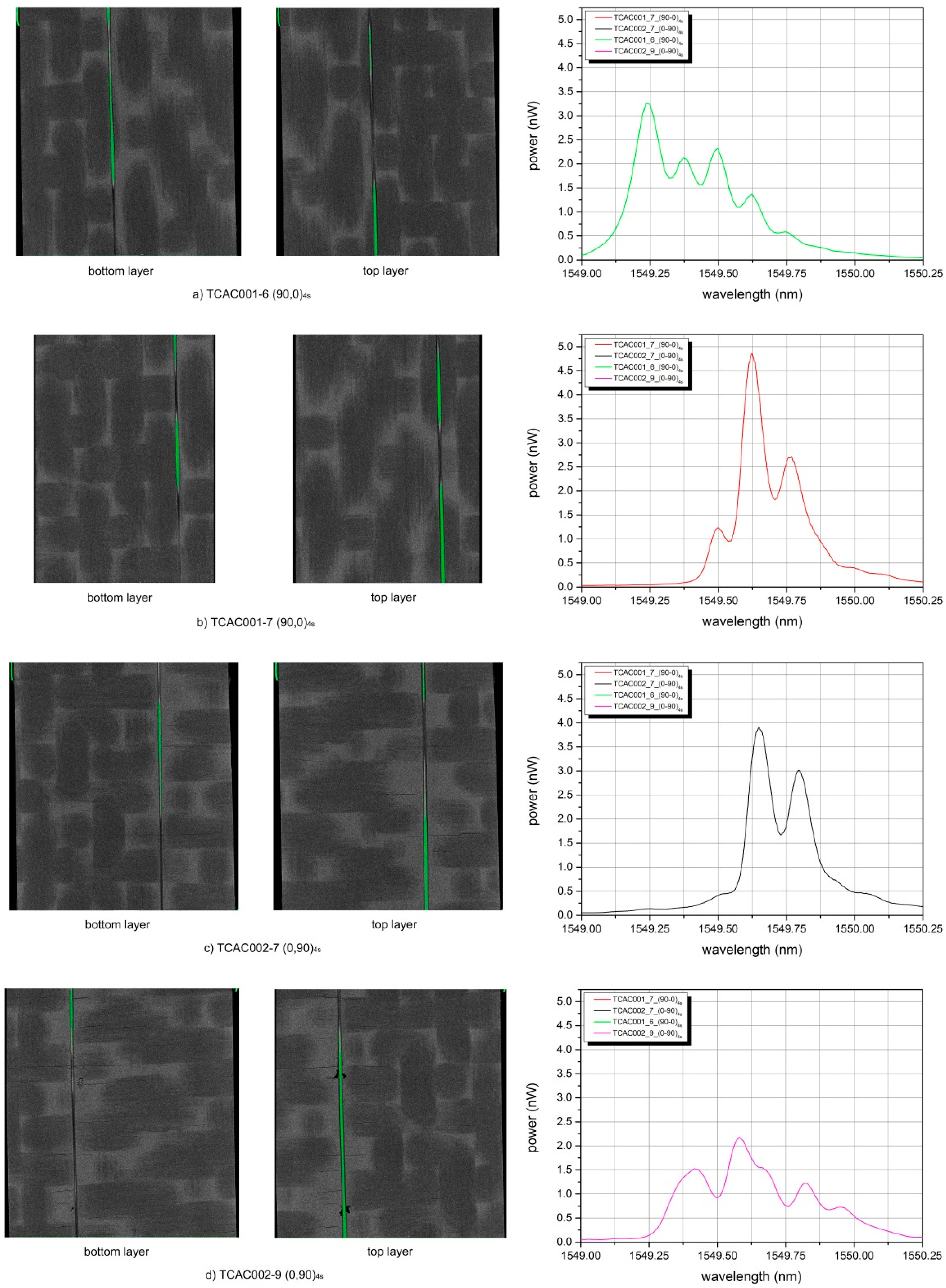
3.2. Micro-Structured OFS Orientation Control

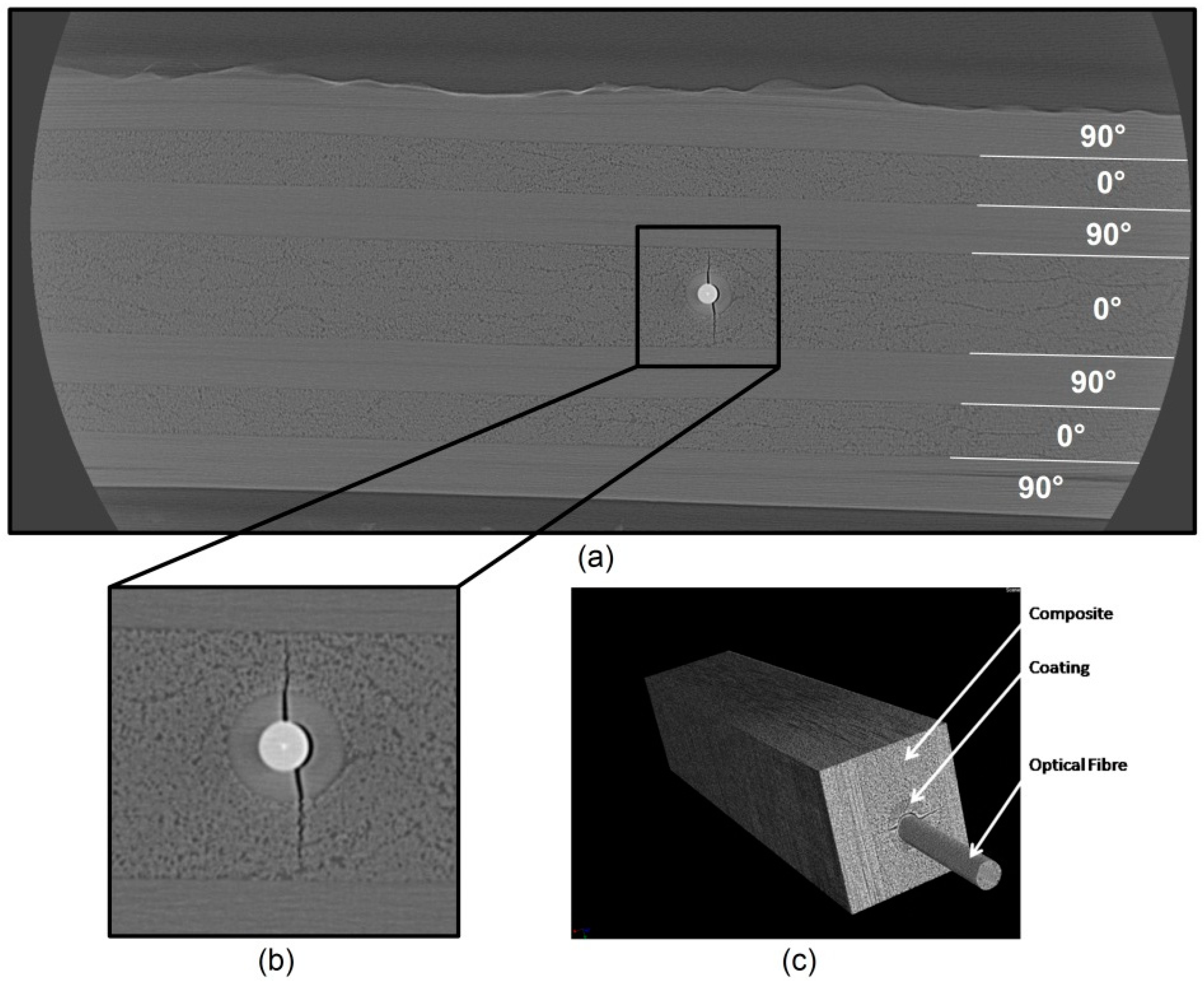
3.3. Quality of the Embedding


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| E1 | E2 = E2 | ν12 = ν13 | ν23 | G12 = G13 | G23 | α1 | α2 |
|---|---|---|---|---|---|---|---|
| [GPa] | [GPa] | [GPa] | [GPa] | [K−1] | [K−1] | ||
| 290 | 6.3 | 0.44 | 0.49 | 4.3 | 2.1 | −1.02 × 10−6 | 35.2 × 10−6 |
| E | ν | α |
|---|---|---|
| [GPa] | [K−1] | |
| 1.44 | 0.32 | 142 × 10−6 |
| E | ν | α |
|---|---|---|
| [GPa] | [K−1] | |
| 72.4 | 0.16 | 0.55 × 10−6 |
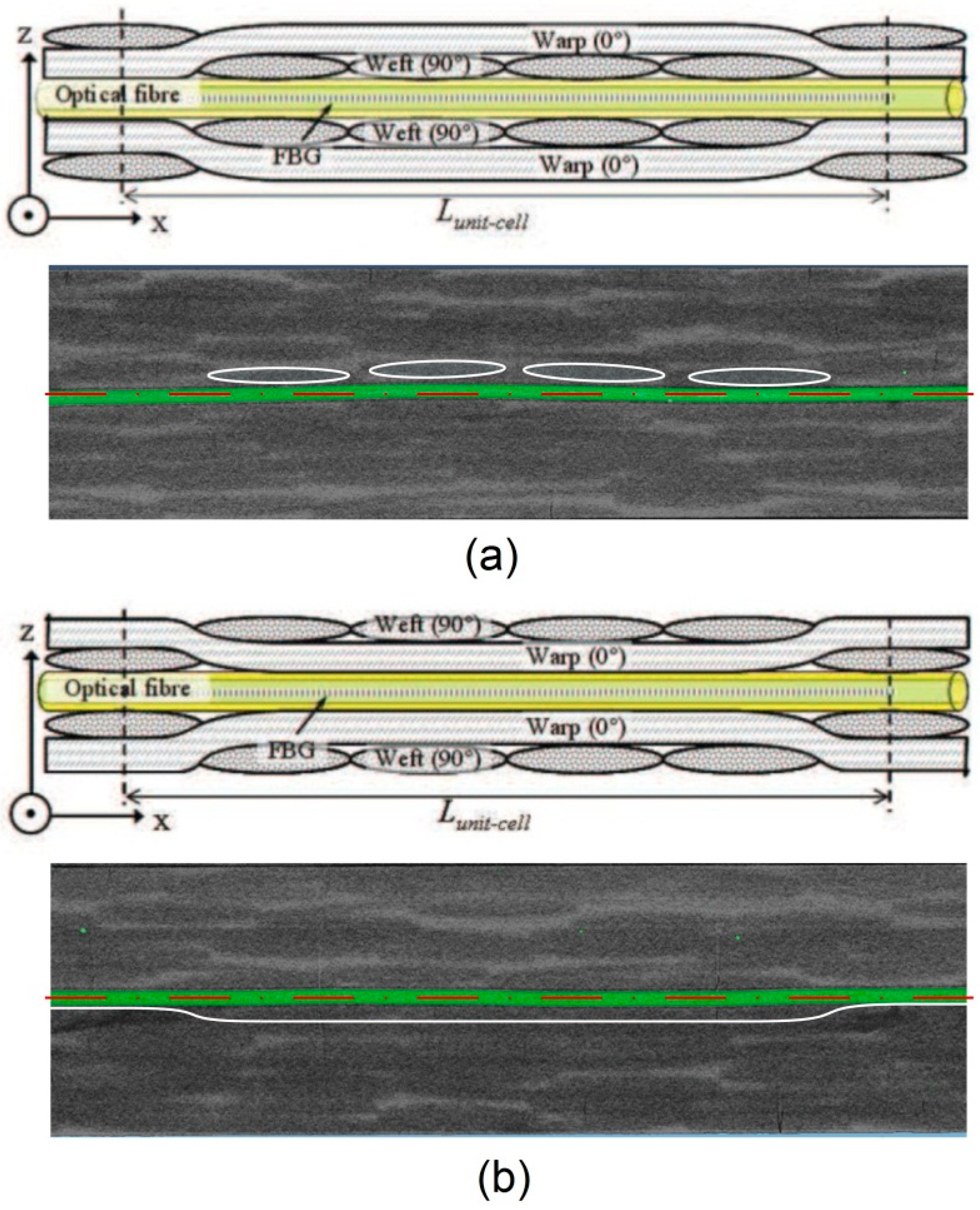
3.4. OFS Bending in a Fabric Carbon-PPS


4. Conclusions
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Luyckx, G.; Voet, E.; Lammens, N.; Degrieck, J. Strain Measurements of Composite Laminates with Embedded Fibre Bragg Gratings: Criticism and Opportunities for Research. Sensors 2011, 11, 384–408. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Guo, H.; Xiao, G.; Mrad, N.; Yao, J. Fiber Optic Sensors for Structural Health Monitoring of Air Platforms. Sensors 2011, 11, 3687–3705. [Google Scholar] [CrossRef] [PubMed]
- Kinet, D.; Mégret, P.; Goossen, K.W.; Qiu, L.; Heider, D.; Caucheteur, C. Fiber Bragg Grating Sensors toward Structural Health Monitoring in Composite Materials: Challenges and Solutions. Sensors 2014, 14, 7394–7419. [Google Scholar] [CrossRef] [PubMed]
- Parlevliet, P.; Voet, E.; Bersee, H.; Beukers, A. Process Monitoring with FBG sensors during vacuum infusion of thick composite laminates. In Proceedings of the 16th International Conference of Composite Materials, Kyoto, Japan, 8–13 July 2007.
- Jensen, D.W.; Sirkis, J.S. Integrity of composite structures with embedded optical fibers. In Fiber Optic Smart Structures; Udd, E., Ed.; Wiley: New York, NY, USA, 1995; pp. 109–129. [Google Scholar]
- Shivakumar, K.; Emmanwori, L. Mechanics of failure of composite laminates with an embedded fiber optic sensor. J. Compos. Mater. 2004, 38, 669–680. [Google Scholar] [CrossRef]
- De Baere, I.; Voet, E.; van Paepegem, W.; Vlekken, J.; Cnudde, V.; Masschaele, B.; Degrieck, J. Strain Monitoring in Thermoplastic Composites with Optical Fiber Sensors: Embedding Process, Visualization with Micro-Computed Tomography, and Fatigue Results. J. Thermoplat. Compos. Mater. 2007, 20, 453–472. [Google Scholar] [CrossRef]
- Timoshenko, S.P. History of Strength of Materials; McGraw-Hill Book Company: New York, NY, USA, 1953. [Google Scholar]
- Sonnenfeld, C.; Sulejmani, S.; Geernaert, T.; Eve, S.; Lammens, N.; Luyckx, G.; Voet, E.; Degrieck, J.; Urbanczyk, W.; Mergo, P.; et al. Micro-structured Optical Fiber Sensors Embedded in a Laminate Composite for Smart Material Applications. Sensors 2011, 11, 2566–2579. [Google Scholar]
- Daggumati, S.; Voet, E.; de Baere, I.; van Paepegem, W.; Degrieck, J. In-Situ local strain measurement in textile composites with embedded optical fibre sensors. Emerg. Technol. Non-Destr. Test. V 2012, 199–204. [Google Scholar] [CrossRef]
- Usamentiaga, R.; Venegas, P.; Guerediaga, J.; Vega, L.; López, I. Automatic detection of impact damage in carbon fiber composites using active thermography. Infrared Phys. Technol. 2013, 58, 36–46. [Google Scholar] [CrossRef]
- Dickinson, L.P.; Fletcher, N.H. Acoustic detection of invisible damage in aircraft composite panels. Appl. Acoust. 2009, 70, 110–119. [Google Scholar] [CrossRef]
- Cantwell, W.J.; Morton, J. Detection of impact damage in CFRP laminates. Compos. Struct. 1985, 3, 241–257. [Google Scholar] [CrossRef]
- Lambrineas, P.; Davis, J.R.; Suendermann, B.; Wells, P.; Thomson, K.R.; Woodward, R.L.; Egglestone, G.T.; Challis, K. X-ray computed tomography examination of inshore minehunter hull composite material. NDT & E Int. 1991, 24, 207–213. [Google Scholar] [CrossRef]
- Schilling, P.; Karedla, B.; Tatiparthi, A.; Verges, M.; Herrington, P. X-ray computed microtomography of internal damage in fiber reinforced polymer matrix composites. Compos. Sci. Technol. 2005, 65, 2071–2078. [Google Scholar] [CrossRef]
- Masschaele, B.C.; Cnudde, V.; Dierick, M.; Jacobs, P.; van Hoorebeke, L.; Vlassenbroeck, J. UGCT: New X-ray radiography and tomography facility. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2007, 580, 266–269. [Google Scholar] [CrossRef]
- Vlassenbroeck, J.; Dierick, M.; Masschaele, B.; Cnudde, V.; Hoorebeke, L.; Jacobs, P. Software tools for quantification of X-ray microtomography. Nucl. Instrum. Methods Phys. Res. Sect. A Accel. Spectrometers Detect. Assoc. Equip. 2007, 580, 442–445. [Google Scholar] [CrossRef]
- Cnudde, V. Exploring the Potential of X-ray Tomography as a New Non-Destructive Research Tool in Conservation Studies of Natural Building Stones; Ghent University: Gent, Belgium, 2005. [Google Scholar]
- Ballentyne, D.W.; Lovett, D.R. A Dictionary of Named Effects and Laws in Chemistry, Physics, and Mathematics, 3rd ed.; Chapman and Hall Ltd.: London, UK, 1970. [Google Scholar]
- Remeysen, K.; Swennen, R. Beam hardening artefact reduction in microfocus computed tomography for improved quantitative coal characterization. Int. J. Coal Geol. 2006, 67, 101–111. [Google Scholar] [CrossRef]
- Dewulf, W.; Tan, Y.; Kiekens, K. Sense and non-sense of beam hardening correction in CT metrology. CIRP Ann. Manuf. Technol. 2012, 61, 495–498. [Google Scholar] [CrossRef]
- Feldkamp, L.A.; Davis, L.C.; Kress, J.W. Practical cone-beam algorithm. J. Opt. Soc. Am. 1984, 1, 612–619. [Google Scholar] [CrossRef]
- Buzug, T.M. Computed Tomography: From Photon Statistics to Modern Cone-Beam CT; Springer-Verlag Berlin Heidelberg: Berlin, Germany, 2008. [Google Scholar]
- Titarenko, S.; Withers, P.J.; Yagola, A. An analytical formula for ring artefact suppression in X-ray tomography. Appl. Math. Lett. 2010, 23, 1489–1495. [Google Scholar] [CrossRef]
- Brabant, L.; Vlassenbroeck, J.; de Witte, Y.; Cnudde, V.; Boone, M.; Dewanckele, J.; van Hoorebeke, L. Three-Dimensional Analysis of High-Resolution X-Ray Computed Tomography Data with Morpho+. Microsc. Microanal. 2011, 17, 252–263. [Google Scholar] [CrossRef] [PubMed]
- Fan, Y.; Kahrizi, M. Characterization of a FBG strain gage array embedded in composite structure. Sens. Actuators A Phys. 2005, 121, 297–305. [Google Scholar] [CrossRef]
- Michie, A.; Canning, J.; Lyytikäinen, K.; Åslund, M.; Digweed, J. Temperature independent highly birefringent photonic crystal fibre. Opt. Express 2004, 12, 5160–5165. [Google Scholar] [CrossRef] [PubMed]
- Luyckx, G.; Voet, E.; Lammens, N.; de Waele, W.; Degrieck, J. Residual strain-induced birefringent FBGs for multi-axial strain monitoring of CFRP composite laminates. NDT&E Int. 2013, 54, 142–150. [Google Scholar] [CrossRef]
- Voet, E. In-Situ Deformation Monitoring of Aerospace Qualified Composite with Embedded Improved Draw Tower Fibre Bragg Gratings; Ghent University—Faculty of Engineering and Architecture: Ghent, Belgium, 2011. [Google Scholar]
- Miniaturized Structural Monitoring System with Autonomous Readout Micro-Technology and Fiber Sensor Network. Available online: http://www.smartfiber-fp7.eu/ (accessed on 7 May 2015).
- Kim, J.-K.; K.; Mai, Y.-W. Engineered Interfaces in Fiber Reinforced Composites; Elsevier Science Ltd.: Oxford, UK, 1998. [Google Scholar]
- Lammens, N. Optimization of Optical Fiber Coating and Interrogator Geometry for Embedding in Composite Laminates; Ghent University—Faculty of Engineering and Architecture: Ghent, Belgium, 2014. [Google Scholar]
- Lammens, N.; Kinet, D.; Chah, K.; Luyckx, G.; Caucheteur, C.; Degrieck, J.; Mégret, P. Residual strain monitoring of out-of-autoclave cured parts by use of polarization dependent loss measurements in embedded optical fiber Bragg gratings. Composites Part A 2013, 52, 38–44. [Google Scholar] [CrossRef]
- Desplentere, F.; Lomov, S.V.; Woerdeman, D.L.; Verpoest, I.; Wevers, M.; Bogdanovich, A. Micro-CT characterization of variability in 3D textile architecture. Compos. Sci. Technol. 2005, 65, 1920–1930. [Google Scholar] [CrossRef]
- Badel, P.; Vidal-Sallé, E.; Maire, E.; Boisse, P. Simulation and tomography analysis of textile composite reinforcement deformation at the mesoscopic scale. Compos. Sci. Technol. 2008, 68, 2433–2440. [Google Scholar] [CrossRef]
- Thermoplastic Composites, A Proven Composite Material Technology Generates New Interest. Available online: http://www.tencate.com/emea/aerospace-composites/default.aspx (accessed on 7 May 2015).
© 2015 by the authors; licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chiesura, G.; Luyckx, G.; Voet, E.; Lammens, N.; Van Paepegem, W.; Degrieck, J.; Dierick, M.; Van Hoorebeke, L.; Vanderniepen, P.; Sulejmani, S.; et al. A Micro-Computed Tomography Technique to Study the Quality of Fibre Optics Embedded in Composite Materials. Sensors 2015, 15, 10852-10871. https://doi.org/10.3390/s150510852
Chiesura G, Luyckx G, Voet E, Lammens N, Van Paepegem W, Degrieck J, Dierick M, Van Hoorebeke L, Vanderniepen P, Sulejmani S, et al. A Micro-Computed Tomography Technique to Study the Quality of Fibre Optics Embedded in Composite Materials. Sensors. 2015; 15(5):10852-10871. https://doi.org/10.3390/s150510852
Chicago/Turabian StyleChiesura, Gabriele, Geert Luyckx, Eli Voet, Nicolas Lammens, Wim Van Paepegem, Joris Degrieck, Manuel Dierick, Luc Van Hoorebeke, Pieter Vanderniepen, Sanne Sulejmani, and et al. 2015. "A Micro-Computed Tomography Technique to Study the Quality of Fibre Optics Embedded in Composite Materials" Sensors 15, no. 5: 10852-10871. https://doi.org/10.3390/s150510852
APA StyleChiesura, G., Luyckx, G., Voet, E., Lammens, N., Van Paepegem, W., Degrieck, J., Dierick, M., Van Hoorebeke, L., Vanderniepen, P., Sulejmani, S., Sonnenfeld, C., Geernaert, T., & Berghmans, F. (2015). A Micro-Computed Tomography Technique to Study the Quality of Fibre Optics Embedded in Composite Materials. Sensors, 15(5), 10852-10871. https://doi.org/10.3390/s150510852