1. Introduction
The Shielded Metal Arc Welding (SMAW) process is a simple, low cost and suitable way of joining most metals and alloys commonly used in industry [
1]. Due to these characteristics, SMAW is the chief joining process used in the developing countries, such as India, China and throughout Latin American [
2]. As a shortcoming, however, it is a predominantly manual process with low duty cycle.
In order to increase repeatability and improve the weld bead quality, Lima II and Bracarense [
3] proposed robotic automation of the process, considering the Toll Center Point (TCP) variation during trajectory generation. When replacing manual devices with automatic ones, it is necessary to implement a controller based on the process knowledge. For SMAW this involves a multidisciplinary approach with complex pairing of input-output variables [
4]. Therefore, instrumentation and modeling are key issues for the successful implementation of such controllers [
5].
In industry, non-destructive techniques (NDT) predominate in the detection of discontinuities for quality control. Krolczyk et al. [
6] discussed some recent trends in NDT for weld diagnosis, and assessed the use of Infinite Focus Measurement Machine, X-ray and Computed Tomography for topographic inspections. Welding process monitoring is nowadays one of the most important industrial research topics. Currently, most of the industrial systems used for monitoring welding processes adopt sensors with fast dynamics and relatively low cost, such as photodiodes, pyrometers and microphones [
7]. Photodiodes are associated with filters to limit the signals to the light wavelengths of interest. Their main disadvantage is the low efficiency in identifying small defects. Pyrometers sample the temperature of the weld pool. However, they have limited capacity for discontinuity detection. The microphone is very sensitive to the ambient noise in an industrial environment. In contrast, the sound emitted through the interaction of the arc with the workpiece is a promising signal for the qualification of the weld bead. This signal can be filtered using the Blind Source Separation (BSS) technique [
8], or a sensory fusion can be performed by associating it with another process signal [
9]. A recent research proposes the use of ultrasonic transducer to diagnose incomplete fusion and crack formation faults in TIG processes [
10]. Since this sensor operates at high frequencies, it is less sensitive to disturbances. However, its application in conventional NDT has some operational restrictions [
11]. It is worth mentioning that visual sensors, due to cost reduction, are becoming more common for monitoring welding processes. The visual detection accuracy strongly depends on the pattern recognition algorithm [
7].
Different Artificial Neural Network (ANN) topologies have been extensively explored to predict the weld bead geometry (width, height and penetration). Andersen et al. [
12] conducted one of the pioneering studies with ANN in arc welding processes. Their work was accomplished using a Back Propagation Artificial Neural Network (BPANN) to predict the weld bead geometries from the Tungsten Inert Gas (TIG) process parameters. Later, those researchers explored the application of ANN in Variable Polarity Plasma Arc Welding [
13]. They proposed the use of some ANN structures to locate undercut discontinuities based on scanned weld profiles and to relate the welding parameters with weld bead geometry. Nagesh and Datta [
14] employ BPANN to predict the bead geometry from SMAW parameters. Further investigation on arc weld bead imperfection prediction with ANN has been done. Sterjovski et al. [
15] described results obtained with two ANN models to assist the Flux-Cored Arc Welding process. First, they implemented a BPANN structure for predicting diffusible hydrogen based on process parameters. Then, they proposed a Probabilistic ANN to predict the probability of Hydrogen Assisted Cold Cracking induced by a gap on a steel sheet. Mirapeix et al. [
16] investigated a classification of incomplete fusion cases in TIG welding processes by the spectroscopic analysis of the plasma spectra, using feature extraction from spectrometer measurements by Principal Component Analysis and the classification of the welds with BPANN. Afterward, the authors reported some advantages of using Sequential Floating Forward Selection for feature extraction [
17]. Kumar et al. [
18] presented the use of a Digital Storage Oscilloscope (DSO) to evaluate the performance of SMAW power sources and to rank the skill of welders using Self-Organizing Map neural network models. The main challenge for the use of DSO is its limited sampling rate, which is inadequate for variables that require high sampling rates.
Ancona et al. [
19] presented an algorithm that compares the plasma temperature of the laser welding process with bounded lines constructed during the self-learning mode, which was later implemented for on-line TIG quality monitoring [
20]. Another computational intelligence technique highlighted in the last decade is the Support Vector Machine (SVM). Among the advantages of this classifier with respect to ANN, one may mention the shorter classifier training time and higher generalization capacity. Huang et al. [
21] investigated the SVM classification model for porosity defect detection in TIG processes. They reported the use of empirical mode decomposition for feature extraction of the signal from a spectrometer, and the use of a genetic algorithm to select the classifier parameters. However, there is no record in the literature of the use of any pattern recognition techniques, including SVM, for discontinuity detection in the SMAW process.
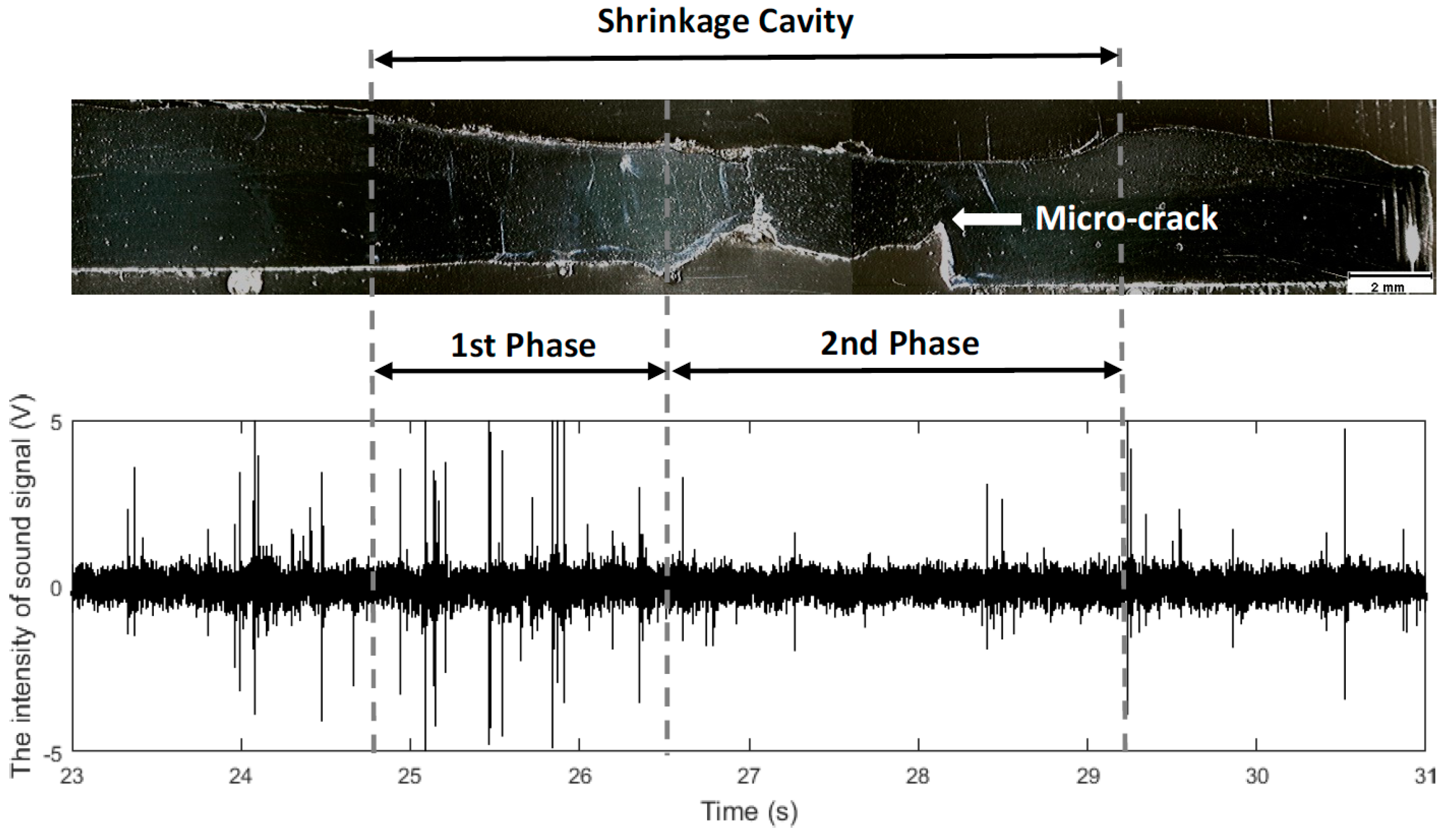
This work proposes a new methodology for discontinuity detection in weld beads during SMAW. The experimental configuration consists of sampling the air-borne and solid-borne acoustic emissions of the arc interaction with the workpiece. The signals obtained experimentally are filtered through signal spectrum Average Downsampling and Wavelets for features extraction. The spectrum of the audible signal from the desirable weld bead, shrinkage cavity and burn through discontinuities are discussed. The classifiers adopted for discontinuity detection are the SVM and ANN, and the obtained results are presented. A novel HSVM structure with sensorial fusion is presented, allowing the application of the proposed technique in industrial environments. Due to the equipment simplicity, as well as its low cost, the results of this work can be reproduced in other laboratories and applied to the industry.
4. Conclusions
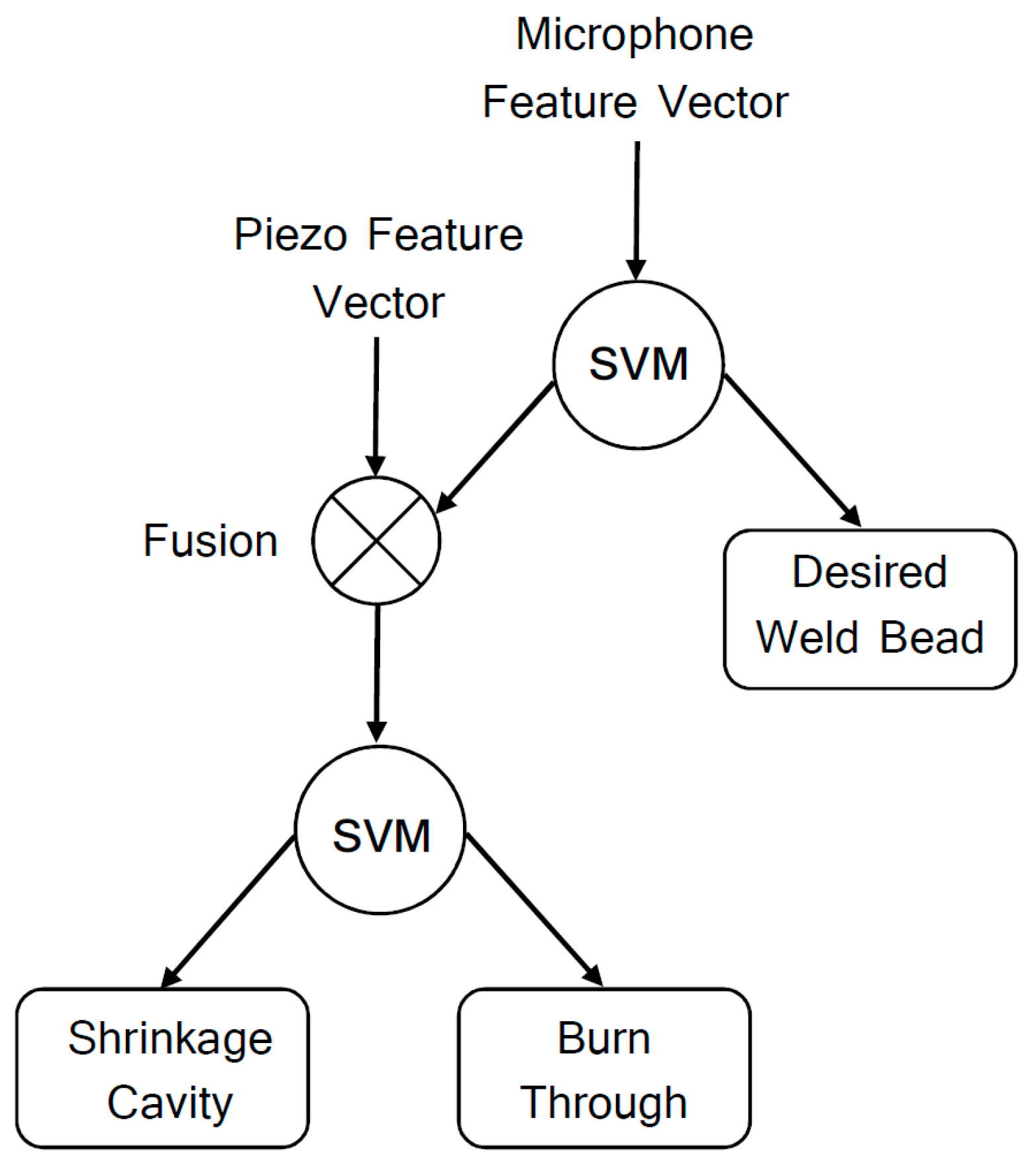
In this paper, pattern recognition techniques have been successfully applied for discontinuity detection in the SMAW process. SVM and ANN structures are configured to classify the weld beads, based on feature vectors from microphone data. After training, both structures can be used to identify the three proposed classes, which include desirable weld beads, shrinkage cavities and burn through discontinuities. The inspection accuracy for each class is greater than 90%. The acquired results suggest that both classifiers could be used for real-time applications. To implement the proposed techniques in industrial environments, a sensory fusion is performed by associating signals measured by microphone and piezoeletric sensors. For this purpose, we propose a novel HSVM structure with two feature inputs in stages. This approach presents 96.6% of overall accuracy.
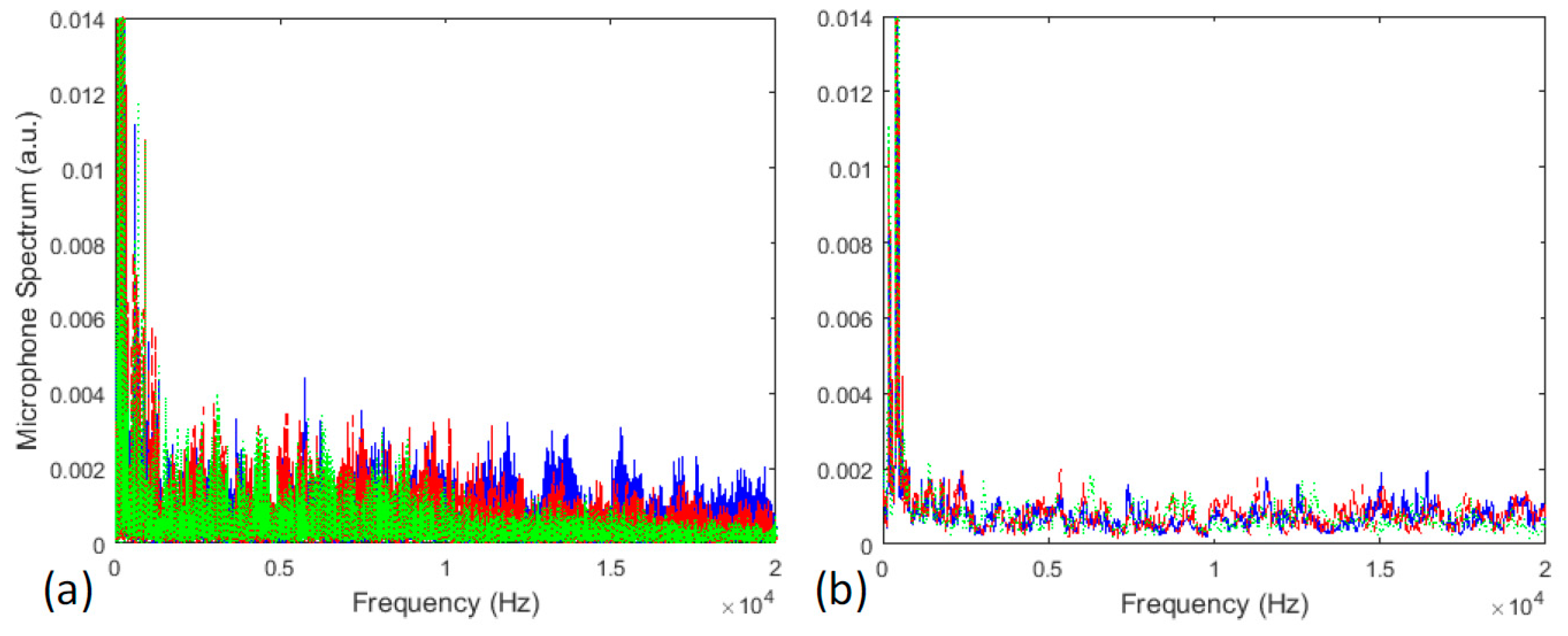
It was shown in this work that the audible signals from burn through discontinuities in SMAW have significant high-order harmonics. This is the principal difference in frequency distributions compared to the other two classes. The similar classification results obtained in this work with different classifiers confirms that the feature extraction methodologies adopted are powerful tools for this application. The use of FFT with Average Downsampling to extract features from audible signal is particularly attractive due the relatively high speed available to execute the task.
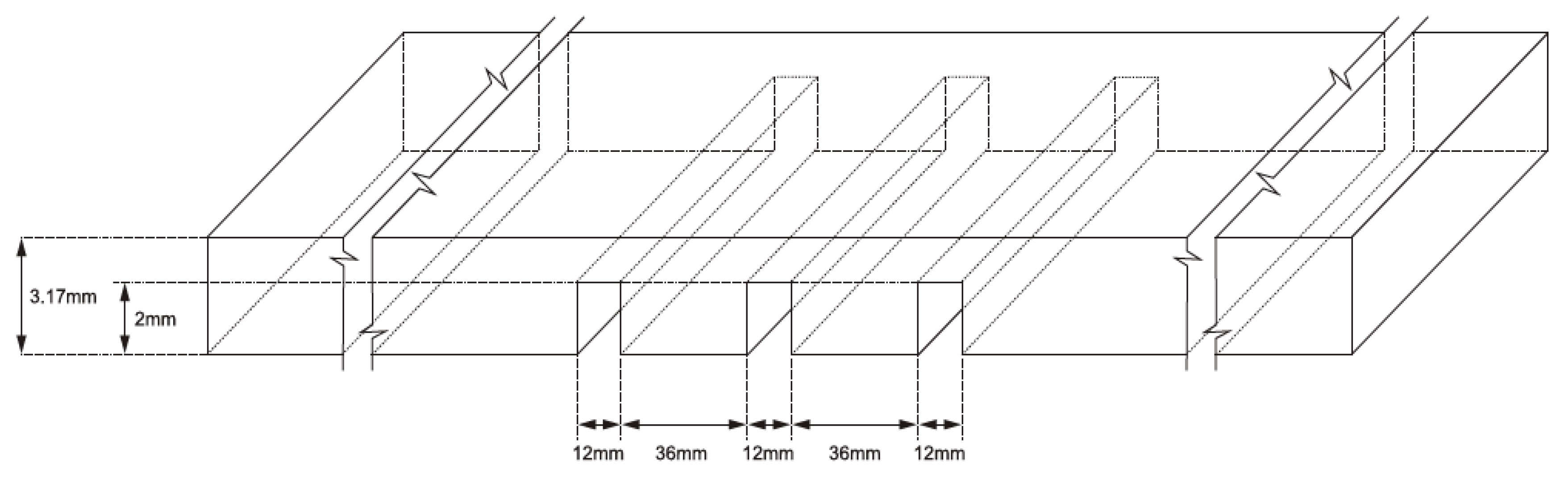
It should be mentioned that, although the feasibility of the proposed HSVM has been verified, the system performance can be improved. Changing the base metal slot dimensions can be proposed to analyse if other discontinuities may appear. The heat input control can be tested to avoid discontinuities. Besides, other internal imperfections like cracks, porosity, incomplete fusion and lack of penetration should be considered in future works. Further studies concerning classification of gas pores, surface pores and root porosity discontinuities are in progress. Finally, the system is based on components widely available in the market, it can be extended to include other sensors, and it can be applied to pattern recognition in other arc welding processes.


 ,
, 












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}