Real-Time Geometric Parameter Measurement of High-Speed Railway Fastener Based on Point Cloud from Structured Light Sensors


Abstract
:1. Introduction
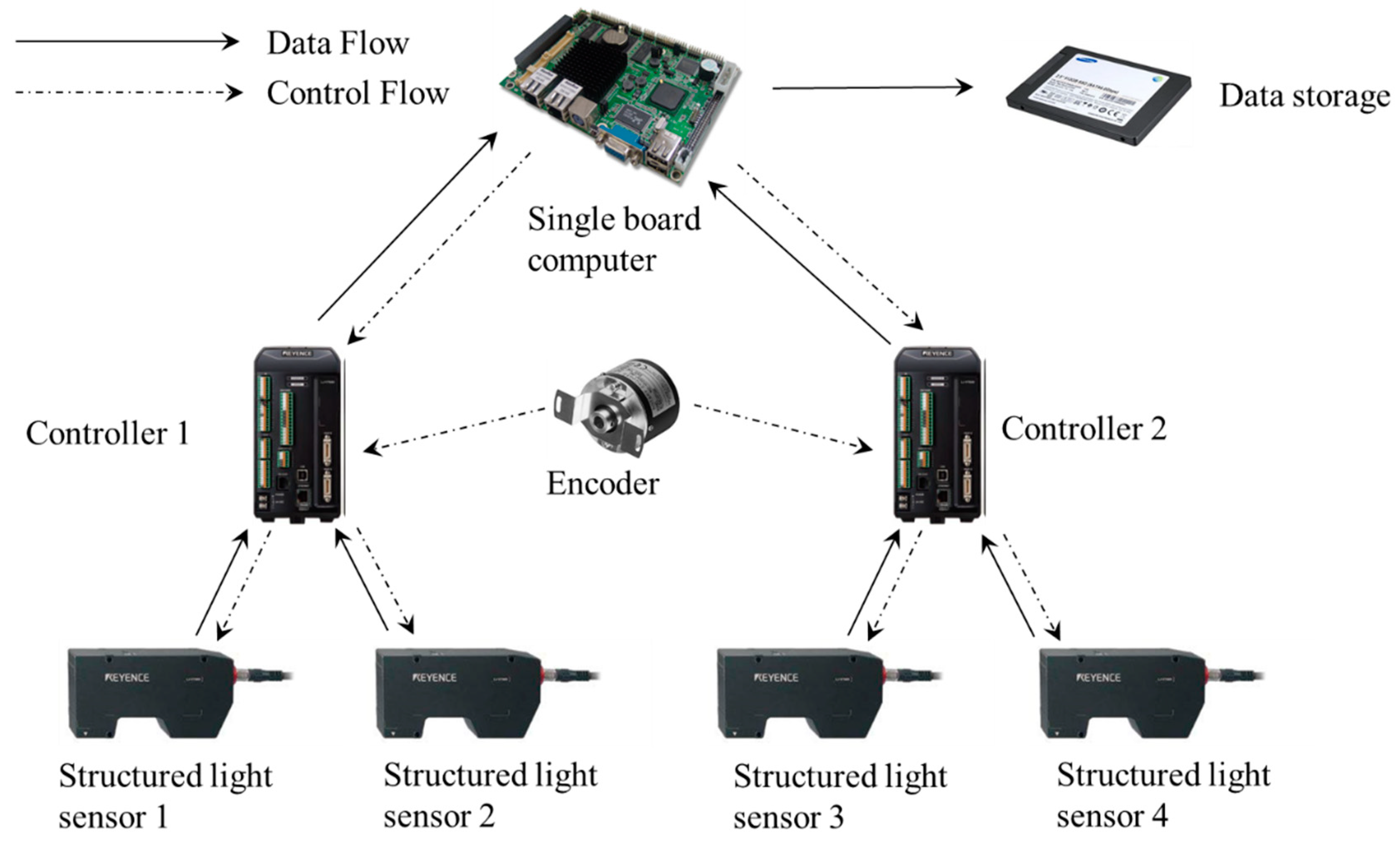
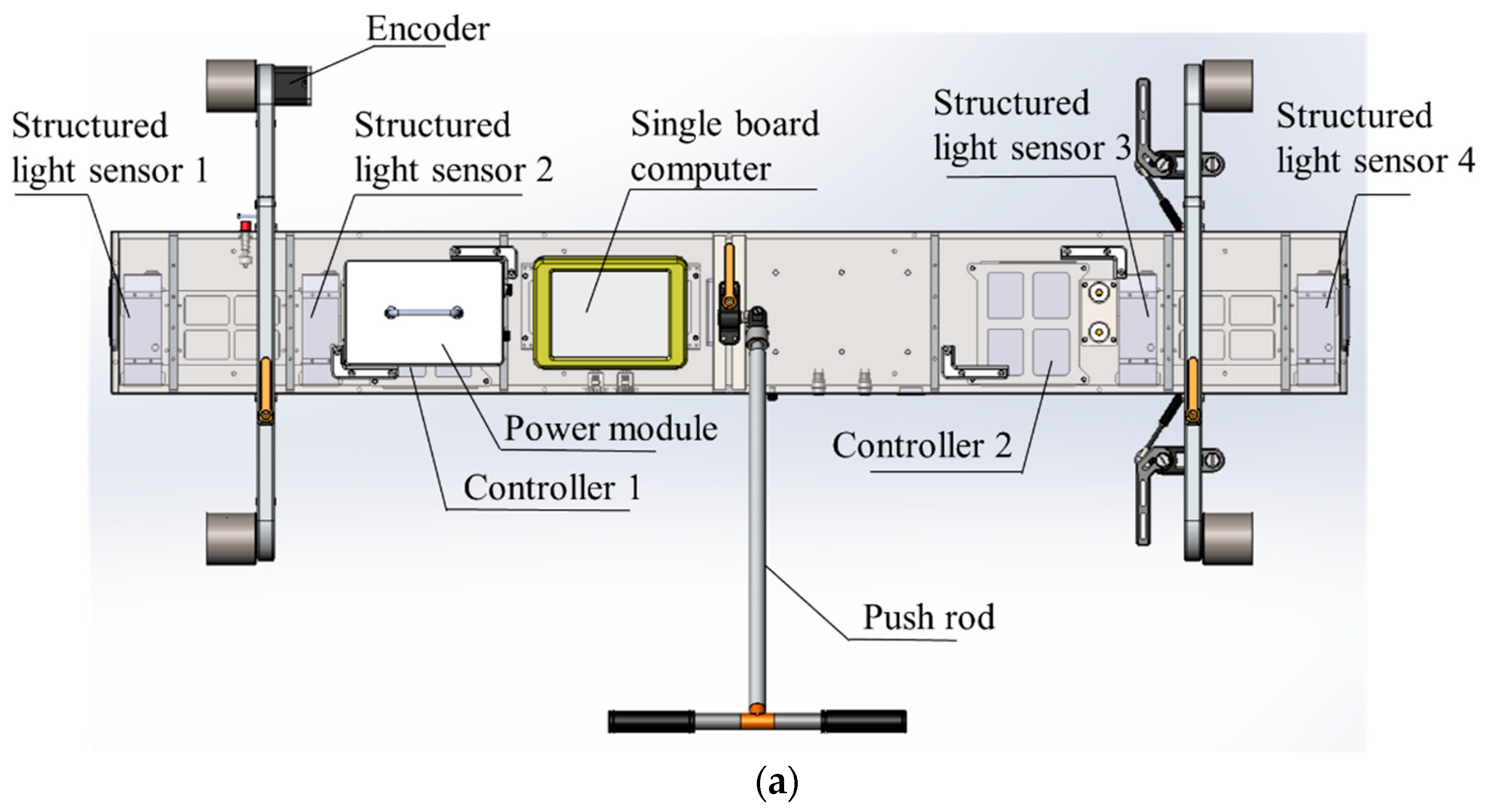
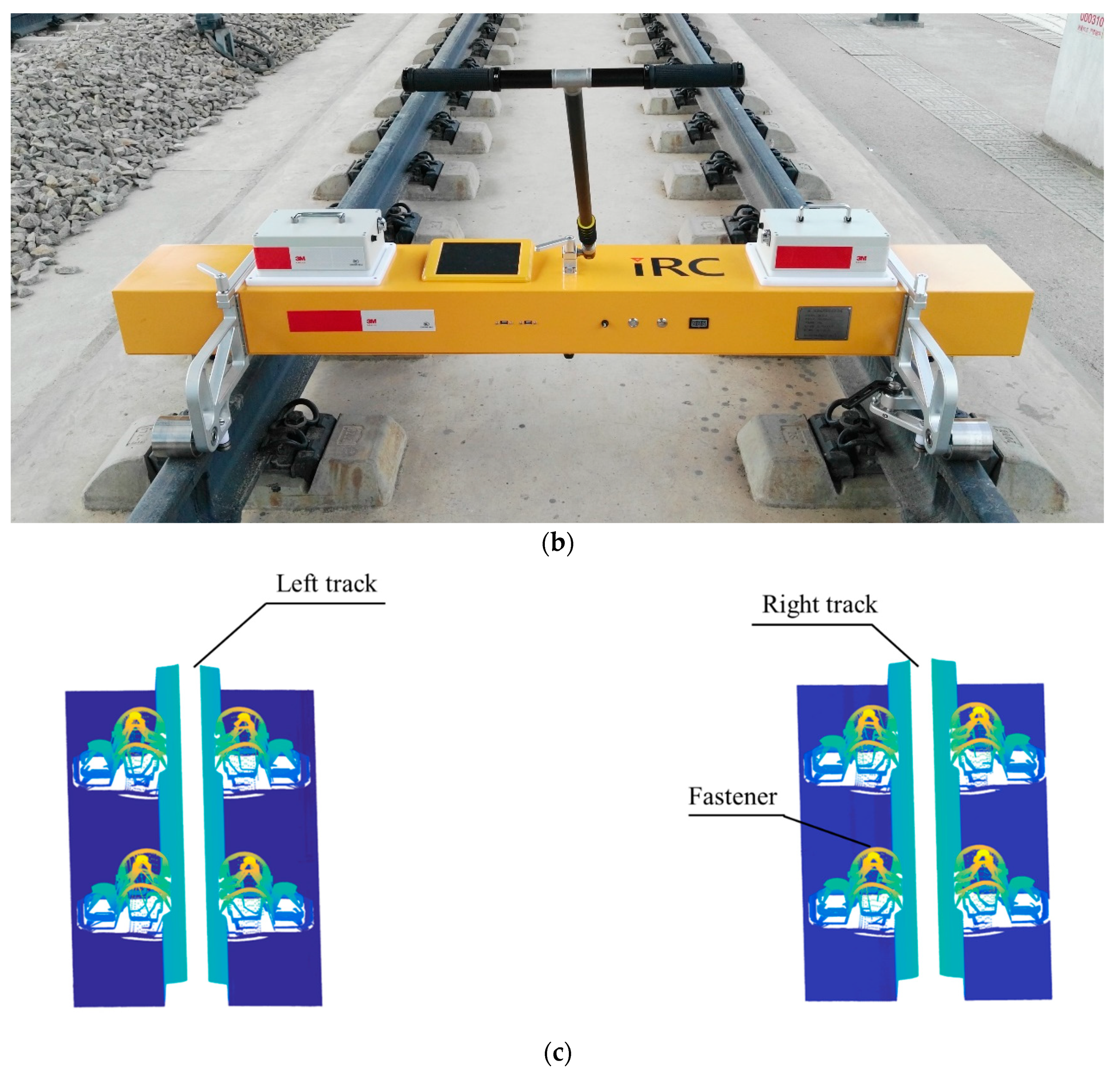
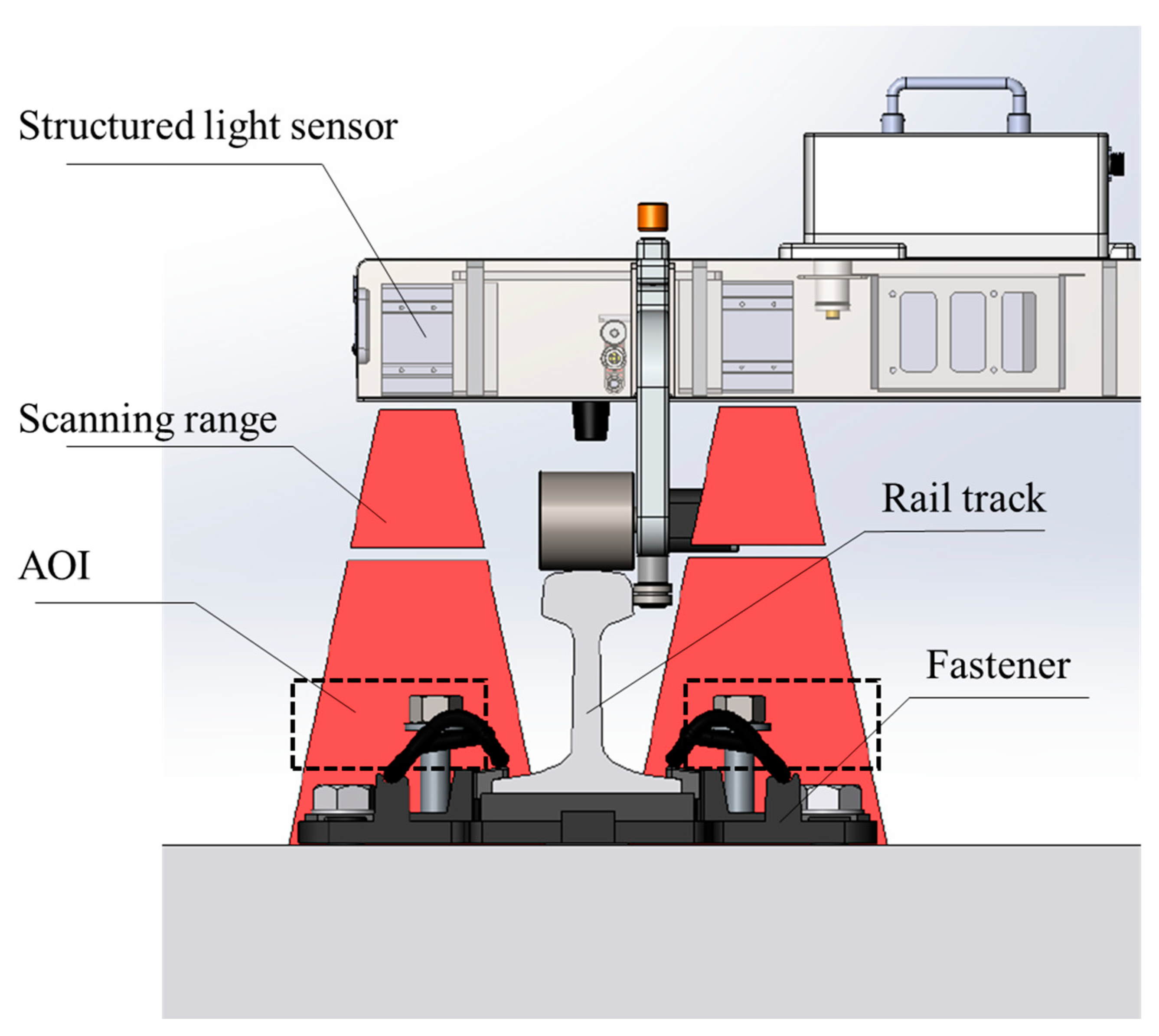
2. Overview of the Measurement System
3. Methodology
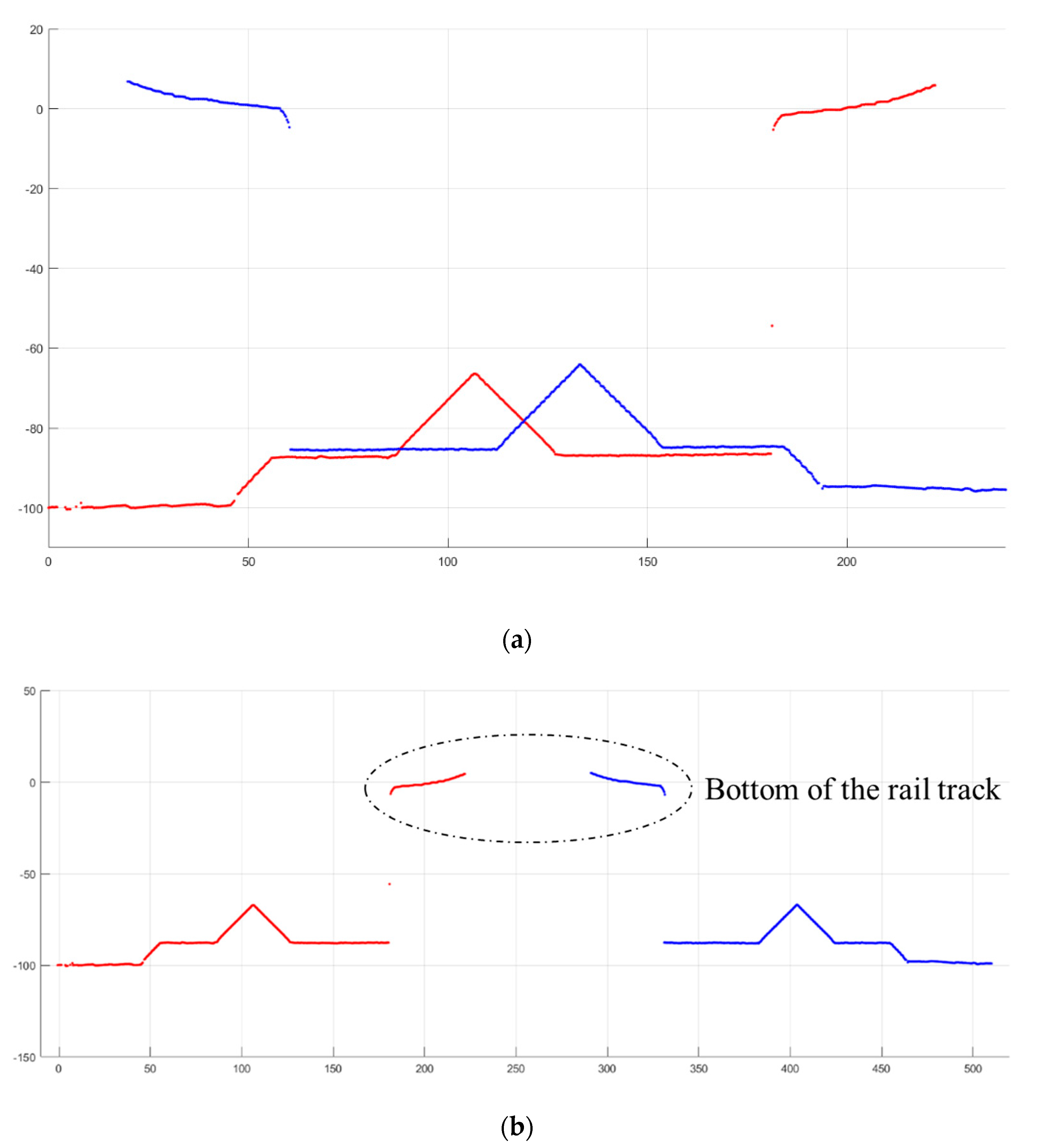
3.1. Calibration of the Structured Light Sensors
- (i)
- Choose two frames of the point cloud, where the frame number is the same for two consecutive structured light sensors, and put the two frames into the same two-dimensional Cartesian coordinates directly;
- (ii)
- Select points in the same segment and calculate the fitting line;
- (iii)
- Calculate the intersections among the fitting lines and work out the 3D postures of the two sensors according to the intersections;
- (iv)
- Add 0 as the third dimension of frame points and rotate the point cloud, with (0,0,0) as the origin, and rotate frame points according to the 3D posture;
- (v)
- Keep the point cloud for one sensor still and move the point cloud of the other sensor according to the design diagram of the calibration block so that the relative position between the two consecutive sensors can be obtained.
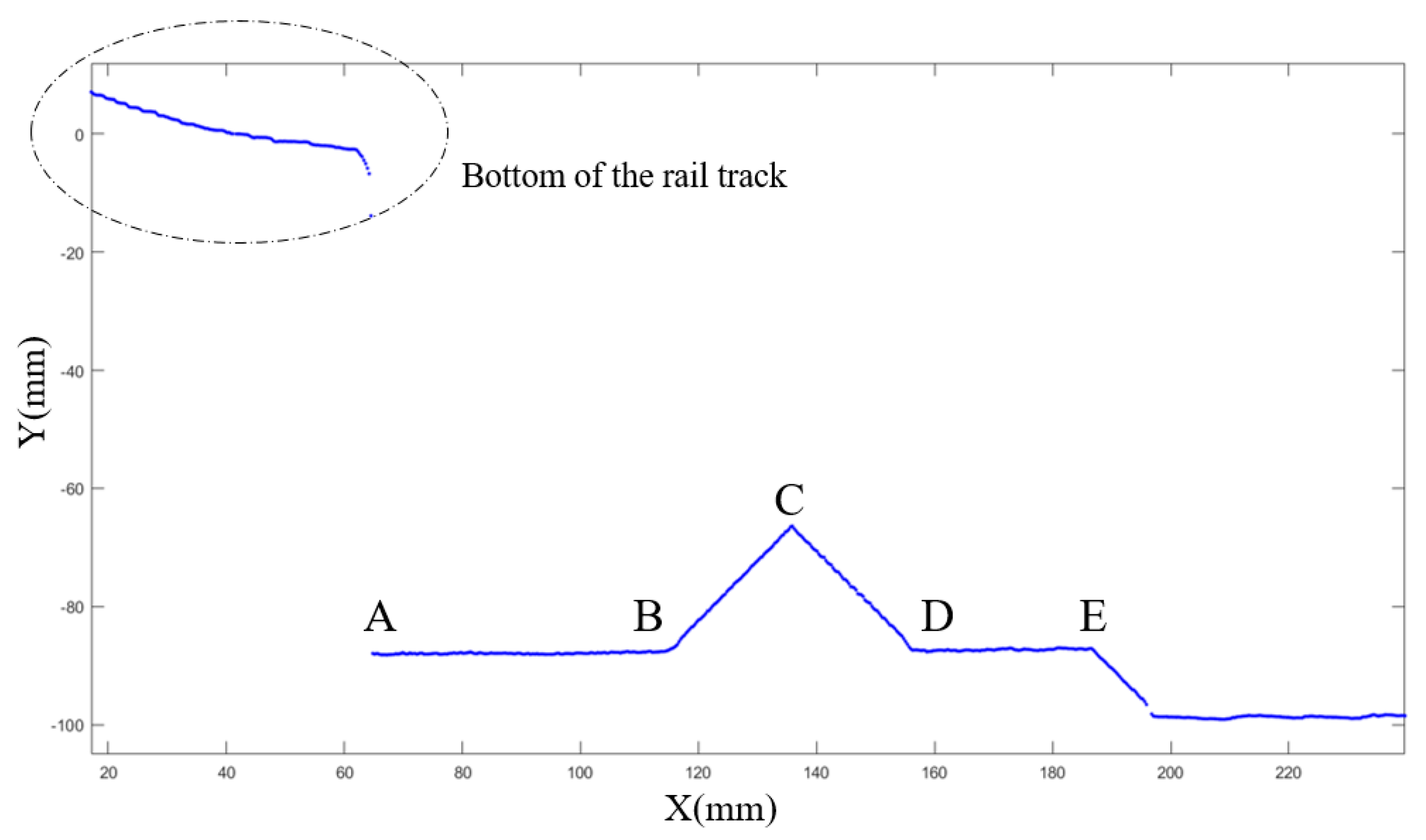
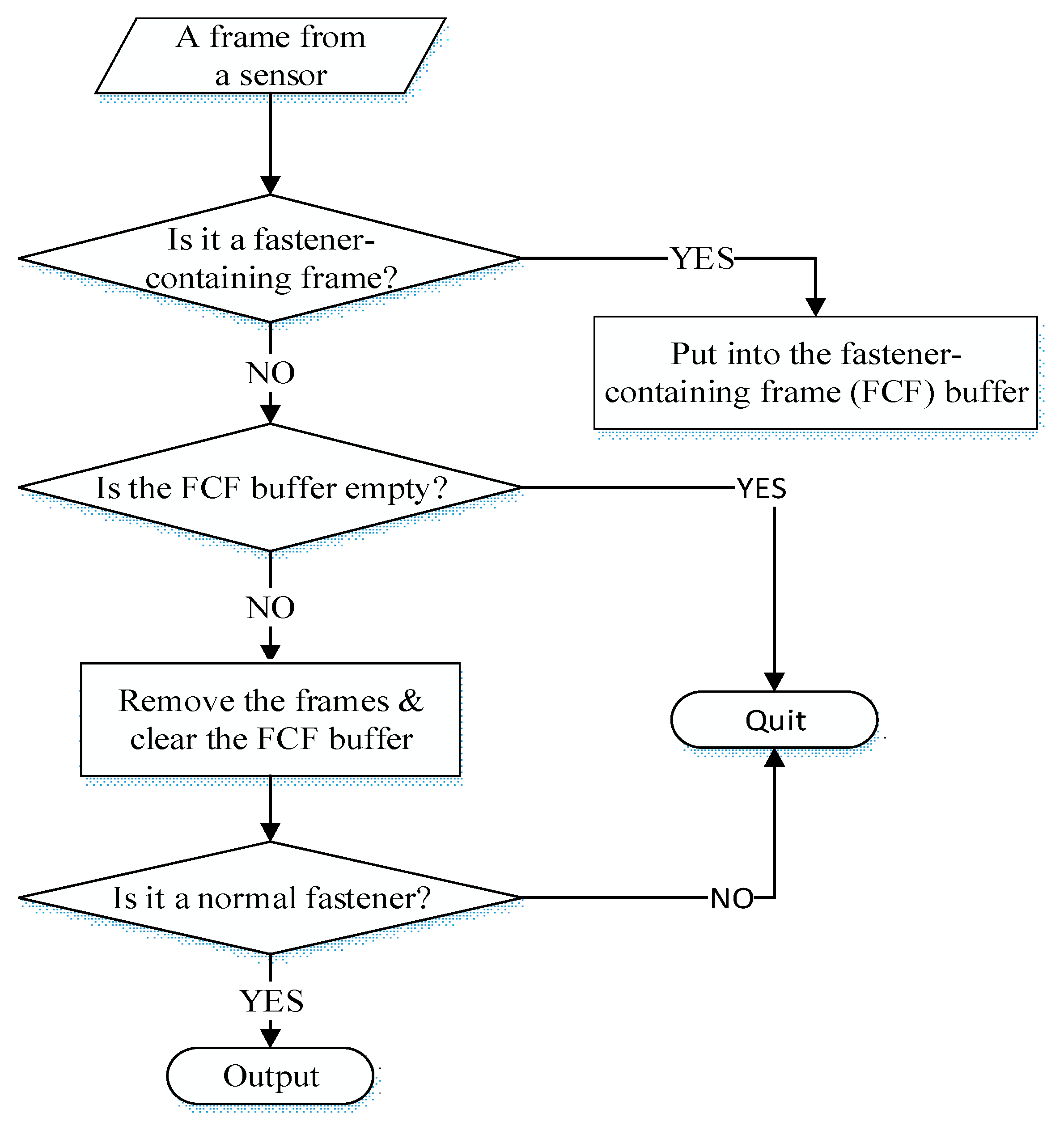
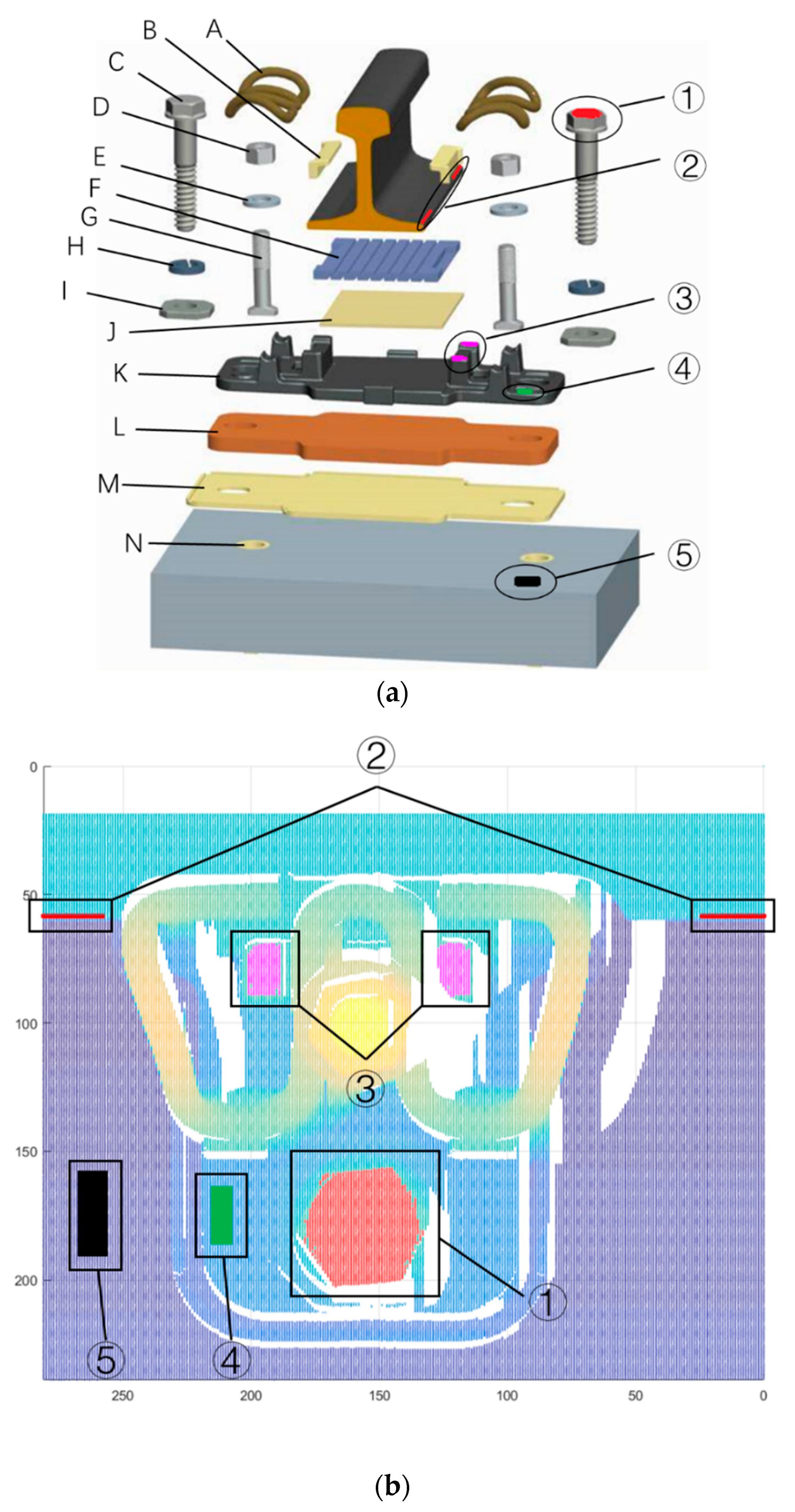
3.2. Fastener Point Cloud Extraction
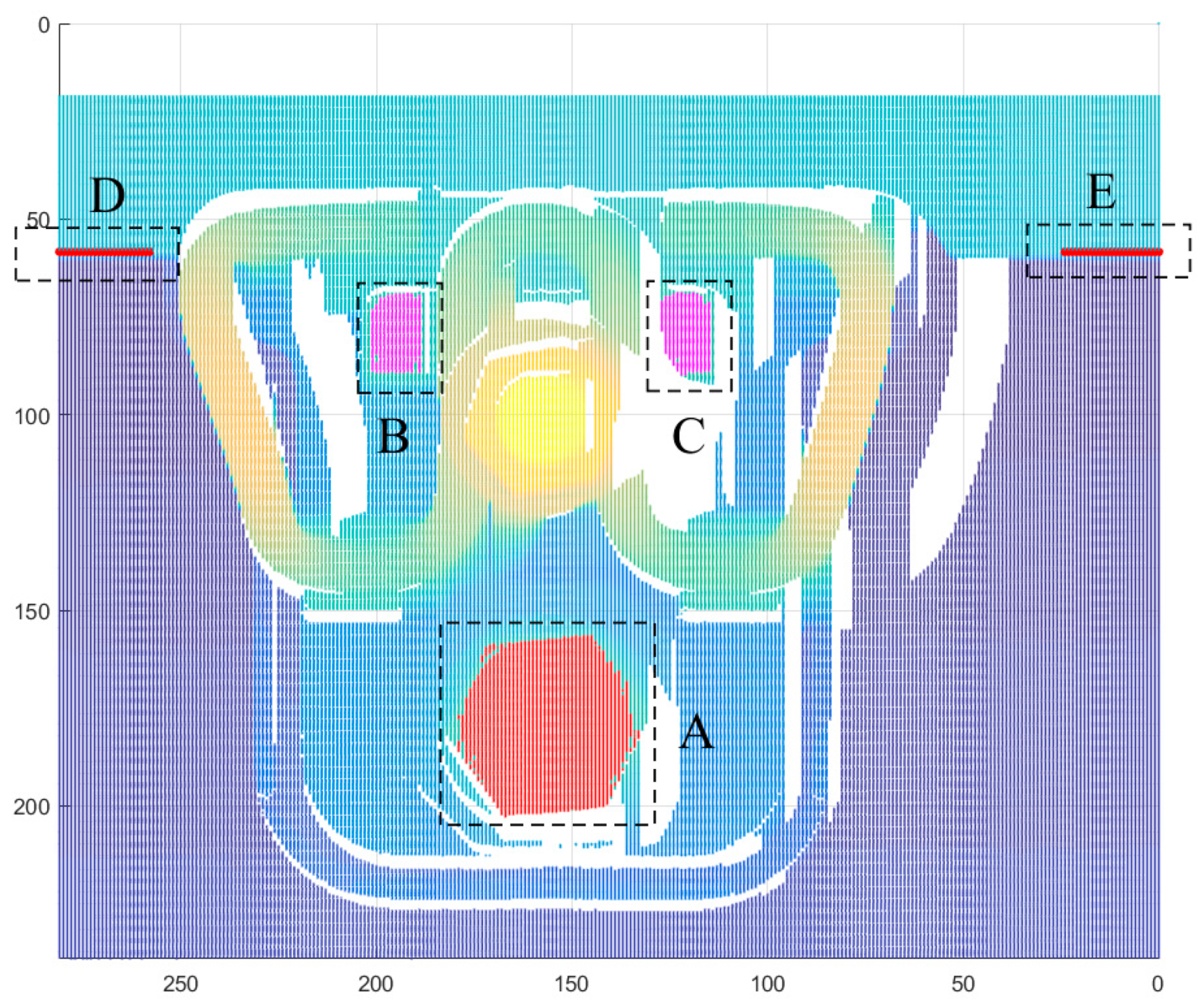
3.3. Key Components Positioning
| Algorithm 1. Modified region-growing algorithm |
| Input: Seed point (SD) |
Output: Point set ()
|
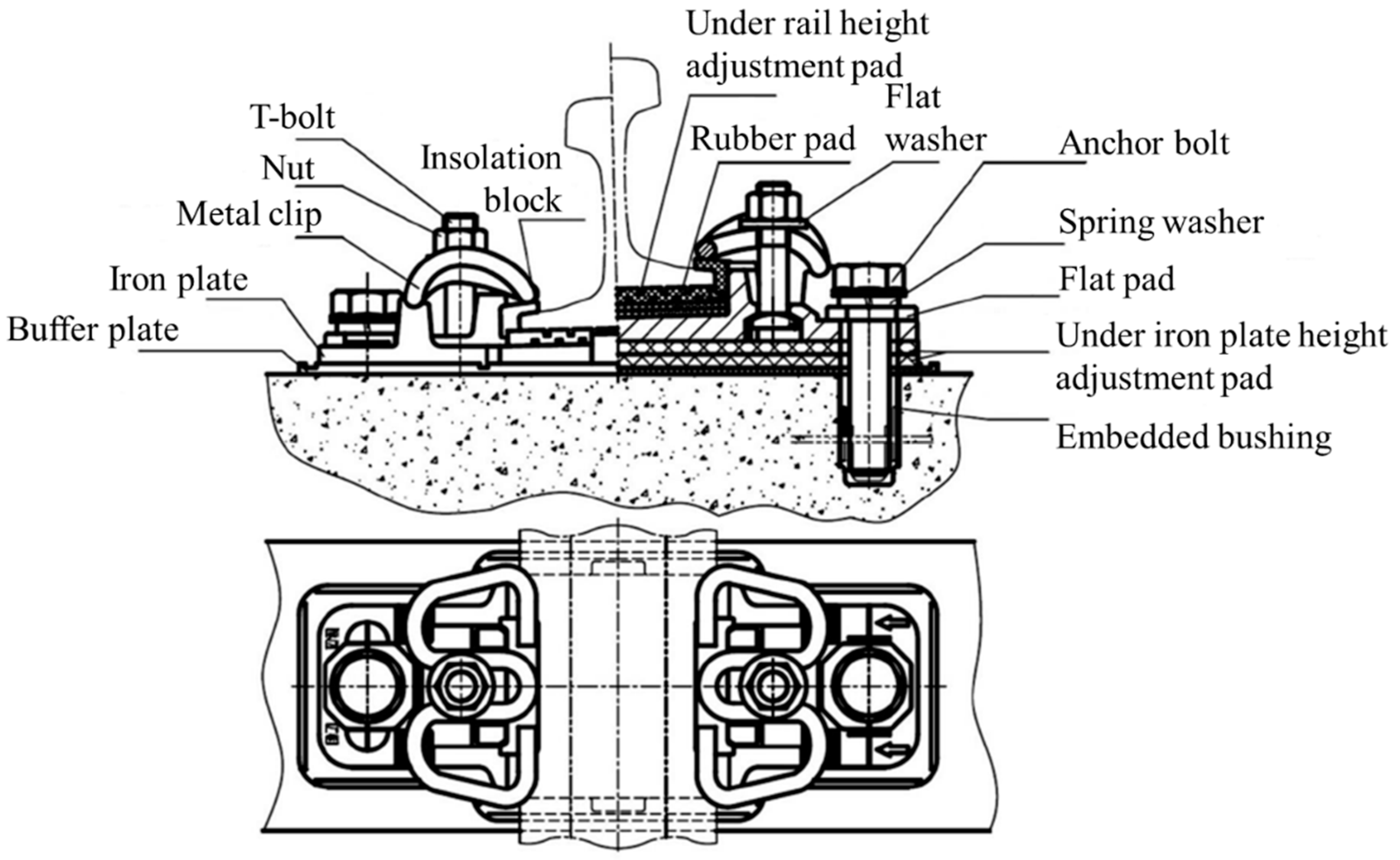
3.4. Geometric Parameter Measurement of the Fastener Components
4. Experimental Results
4.1. Calibration Result of the Structured Light Sensors
4.2. Result Verification of the Geometric Parameter Measurement
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Yan, H.; Li, C.; Liu, X.; Zhang, J.; Hu, H. Track slab fine adjustment system based on 6-DOF parallel mechanism. In Proceedings of the 2011 IEEE Conference on Robotics, Automation and Mechatronics (RAM), Qingdao, China, 17–19 September 2011; pp. 47–50. [Google Scholar]
- Freudenstein, S. Rheda 2000®: Ballastless track systems for high-speed rail applications. Int. J. Pavement Eng. 2010, 11, 293–300. [Google Scholar] [CrossRef]
- Li, Y.; Cen, M. A method of integer programming for track fine adjustment. In Proceedings of the Sixth International Conference on Electronics and Information Engineering, Dalian, China, 17–18 August 2017. [Google Scholar]
- Sol-Sánchez, M.; Moreno-Navarro, F.; Rubio-Gámez, M.C. The use of deconstructed tire rail pads in railroad tracks: Impact of pad thickness. Mater. Des. 2014, 58, 198–203. [Google Scholar] [CrossRef]
- Sol-Sánchez, M.; Moreno-Navarro, F.; Rubio-Gámez, M.C. The use of elastic elements in railway tracks: A state of the art review. Constr. Build. Mater. 2015, 75, 293–305. [Google Scholar] [CrossRef]
- Wei, J.; Liu, C.; Ren, T.; Liu, H.; Zhou, W. Online condition monitoring of a rail fastening system on high-speed railways based on wavelet packet analysis. Sensors 2017, 17, 318. [Google Scholar] [CrossRef] [PubMed]
- Babenko, P. Visual Inspection of Railroad Tracks; University of Central Florida: Orlando, FL, USA, 2009. [Google Scholar]
- Wang, L.; Zhang, B.; Wu, J.; Xu, H.; Chen, X.; Na, W. Computer vision system for detecting the loss of rail fastening nuts based on kernel two-dimensional principal component-two-dimensional principal component analysis and a support vector machine. Proc. Inst. Mech. Eng. Part F J. Rail Rapid Transit. 2016, 230, 1842–1850. [Google Scholar] [CrossRef]
- Marino, F.; Distante, A.; Mazzeo, P.L.; Stella, E. A real-time visual inspection system for railway maintenance: Automatic hexagonal-headed bolts detection. IEEE Trans. Syst. Man Cybern. Part C 2007, 37, 418–428. [Google Scholar] [CrossRef]
- Yang, J.; Tao, W.; Liu, M.; Zhang, Y.; Zhang, H.; Zhao, H. An efficient direction field-based method for the detection of fasteners on high-speed railways. Sensors 2011, 11, 7364–7381. [Google Scholar] [CrossRef] [PubMed]
- Khan, R.A.; Islam, S.; Biswas, R. Automatic detection of defective rail anchors. In Proceedings of the 2014 IEEE 17th International Conference on Intelligent Transportation Systems (ITSC), Qingdao, China, 8–11 October 2014; pp. 1583–1588. [Google Scholar]
- Gibert, X.; Patel, V.M.; Chellappa, R. Robust fastener detection for autonomous visual railway track inspection. In Proceedings of the 2015 IEEE Winter Conference on Applications of Computer Vision (WACV), Waikoloa, HI, USA, 5–9 January 2015; pp. 694–701. [Google Scholar]
- Feng, H.; Jiang, Z.; Xie, F.; Yang, P.; Shi, J.; Chen, L. Automatic fastener classification and defect detection in vision-based railway inspection systems. IEEE Trans. Instrum. Meas. 2014, 63, 877–888. [Google Scholar] [CrossRef]
- Geng, J. Structured-light 3D surface imaging: A tutorial. Adv. Opt. Photonics 2011, 3, 128–160. [Google Scholar] [CrossRef]
- Seçil, S.; Turgut, K.; Parlaktuna, O.; Özkan, M. 3-D visualization system for geometric parts using a laser profile sensor and an industrial robot. In Proceedings of the 2014 IEEE International Symposium on Robotics and Manufacturing Automation (ROMA), Kuala Lumpur, Malaysia, 15–16 December 2014; pp. 160–165. [Google Scholar]
- Tsai, M.-J.; Hung, C.-C. Development of a high-precision surface metrology system using structured light projection. Measurement 2005, 38, 236–247. [Google Scholar] [CrossRef]
- Alippi, C.; Casagrande, E.; Fumagalli, M.; Scotti, F.; Piuri, V.; Valsecchi, L. An embedded system methodology for real-time analysis of railways track profile. In Proceedings of the 19th IEEE Instrumentation and Measurement Technology Conference (IMTC/2002), Anchorage, AK, USA, 21–23 May 2002; pp. 747–751. [Google Scholar]
- Liu, Z.; Sun, J.; Wang, H.; Zhang, G. Simple and fast rail wear measurement method based on structured light. Opt. Lasers Eng. 2011, 49, 1343–1351. [Google Scholar] [CrossRef]
- Sa, J.M.; Gu, Y.J.; Sun, A.C.; Pan, Y.F. The switch rail detection system based on laser sensor. MATEC Web Conf. 2016, 63, 01026. [Google Scholar] [CrossRef] [Green Version]
- Xiong, Z.; Li, Q.; Mao, Q.; Zou, Q. A 3D laser profiling system for rail surface defect detection. Sensors 2017, 17, 1791. [Google Scholar] [CrossRef] [PubMed]
- Wang, C.; Ma, Z.; Li, Y.; Zeng, J.; Jin, T.; Liu, H. Distortion calibrating method of measuring rail profile based on local affine invariant feature descriptor. Measurement 2017, 110, 11–21. [Google Scholar] [CrossRef]
- Burski, B.; Garbacz, P.; Mężyk, J.; Czajka, P.; Mizak, W. The use of 2D/3D sensors for robotic manipulation for quality inspection tasks. Solid State Phenom. 2015, 237, 77–82. [Google Scholar] [CrossRef]
- Kjellander, J.A.; Rahayem, M. Planar segmentation of data from a laser profile scanner mounted on an industrial robot. Int. J. Adv. Manuf. Technol. 2009, 45, 181–190. [Google Scholar] [CrossRef]
- Zhang, H.; Yang, J.; Tao, W.; Zhao, H. Vision method of inspecting missing fastening components in high-speed railway. Appl. Opt. 2011, 50, 3658–3665. [Google Scholar] [CrossRef] [PubMed]
- Mao, Q.; Cui, H.; Hu, Q.; Ren, X. A rigorous fastener inspection approach for high-speed railway from structured light sensors. ISPRS J. Photogramm. Remote Sens. 2018, 143, 249–267. [Google Scholar] [CrossRef]
- Lorente, A.; Llorca, D.; Velasco, M.; García, J.; Domínguez, F. Detection of range-based rail gage and missing rail fasteners: Use of high-resolution two-and three-dimensional images. Transp. Res. Rec. J. Transp. Res. Board 2014, 2448, 125–132. [Google Scholar] [CrossRef]
- Vo, A.-V.; Truong-Hong, L.; Laefer, D.F.; Bertolotto, M. Octree-based region growing for point cloud segmentation. ISPRS J. Photogramm. Remote Sens. 2015, 104, 88–100. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sensor ID | Horizontal Position | Vertical Position | |||
|---|---|---|---|---|---|
| 1 | 0.08° | 0.12° | 0.32° | 0 | 0 |
| 2 | 0.09° | 0.08° | 0.45° | 271.21 mm | −1.71 mm |
| 3 | 0.11° | 0.06° | 0.57° | 0 | 0 |
| 4 | 0.06° | 0.12° | 0.40° | 275.26 mm | −2.58 mm |
| Geometric Parameter | Maximum Error (mm): Forward/Backward | Minimum Error (mm): Forward/Backward | Mean Error (mm): Forward/Backward | RMSE (mm): Forward/Backward |
|---|---|---|---|---|
| Thickness of height adjustment pad under the rail | 0.6/0.5 | −0.7/−0.6 | 0.1/0.1 | 0.2/0.2 |
| Thickness of height adjustment pad under the iron plate | 0.6/0.6 | −0.6/−0.7 | 0/0.1 | 0.3/0.3 |
| Loose value of anchor bolt | 0.4/0.4 | −0.5/−0.6 | 0.1/0.1 | 0.1/0.1 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cui, H.; Hu, Q.; Mao, Q. Real-Time Geometric Parameter Measurement of High-Speed Railway Fastener Based on Point Cloud from Structured Light Sensors. Sensors 2018, 18, 3675. https://doi.org/10.3390/s18113675
Cui H, Hu Q, Mao Q. Real-Time Geometric Parameter Measurement of High-Speed Railway Fastener Based on Point Cloud from Structured Light Sensors. Sensors. 2018; 18(11):3675. https://doi.org/10.3390/s18113675
Chicago/Turabian StyleCui, Hao, Qingwu Hu, and Qingzhou Mao. 2018. "Real-Time Geometric Parameter Measurement of High-Speed Railway Fastener Based on Point Cloud from Structured Light Sensors" Sensors 18, no. 11: 3675. https://doi.org/10.3390/s18113675