First we use KCM and G-KCM algorithms to cluster the online oil monitoring samples, respectively. We found that G-KCM is more effective than KCM. Then we used G-KCM to cluster bearing vibration signals and compared the clustering results with those of the online oil monitoring samples.
4.2.1. Clustering Online Oil Monitoring Samples Based on KCM and G-KCM
It can be seen from
Table 1,
Table 3, and
Table 5 that the parameter of moisture content is not worth analyzing and supposed to be excluded because it remains at a value of zero in the whole experiment. Due to most of the wear debris counts in the oil monitoring samples being also zeroes, an extremely weak white noise was added into the wear debris counts to avoid divergence while calculating the gray correlation matrix, which is the concrete preprocessing step that had been proposed in
Section 2.2. Because the order of magnitude of density and permittivity are small, it was necessary to enlarge their difference to improve the resolution of these two parameters so as to avoid their data being overwhelmed by other parameters while calculating the gray correlation matrix.
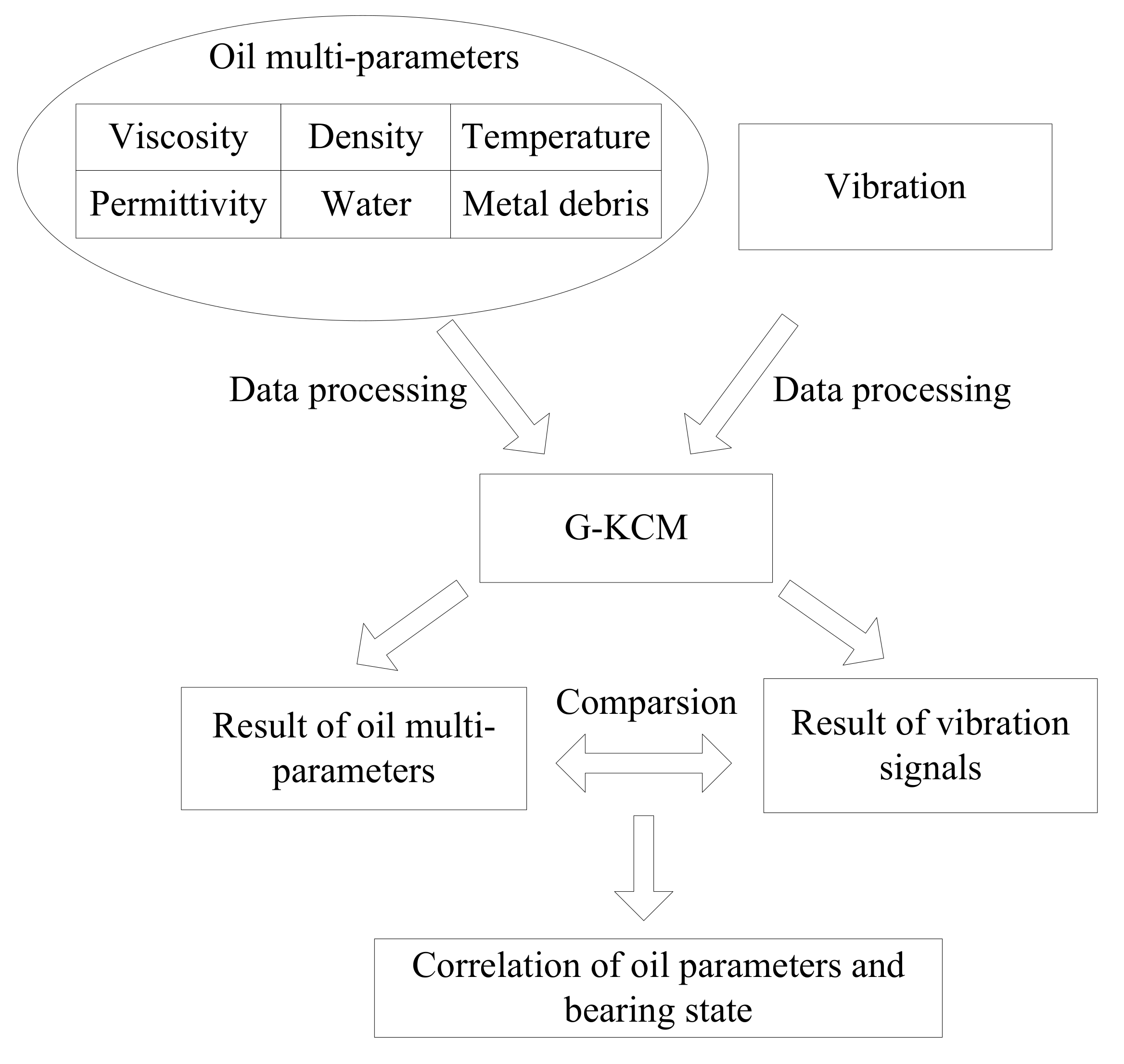
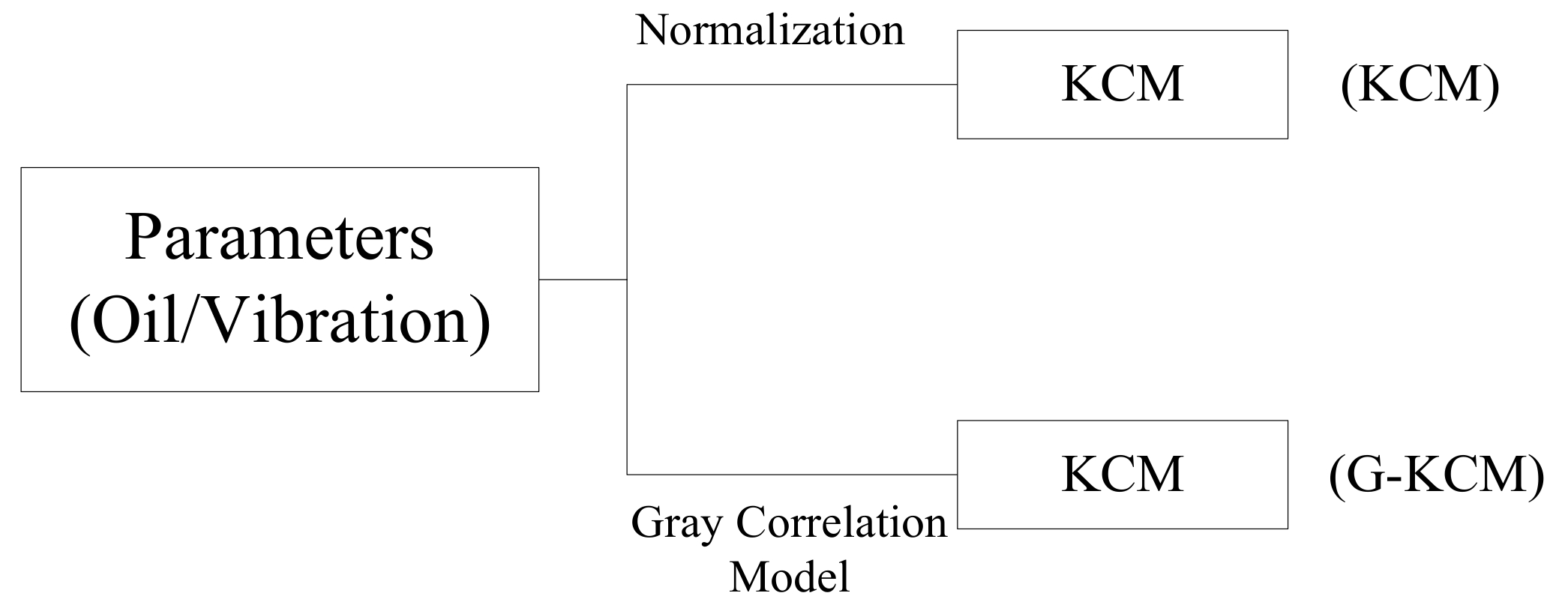
The preprocessed data needs to be normalized prior to being analyzed directly using KCM as the control group. At the same time, the G-KCM algorithm was applied to the data without normalization as the test group. The specific calculation process is shown in
Figure 16.
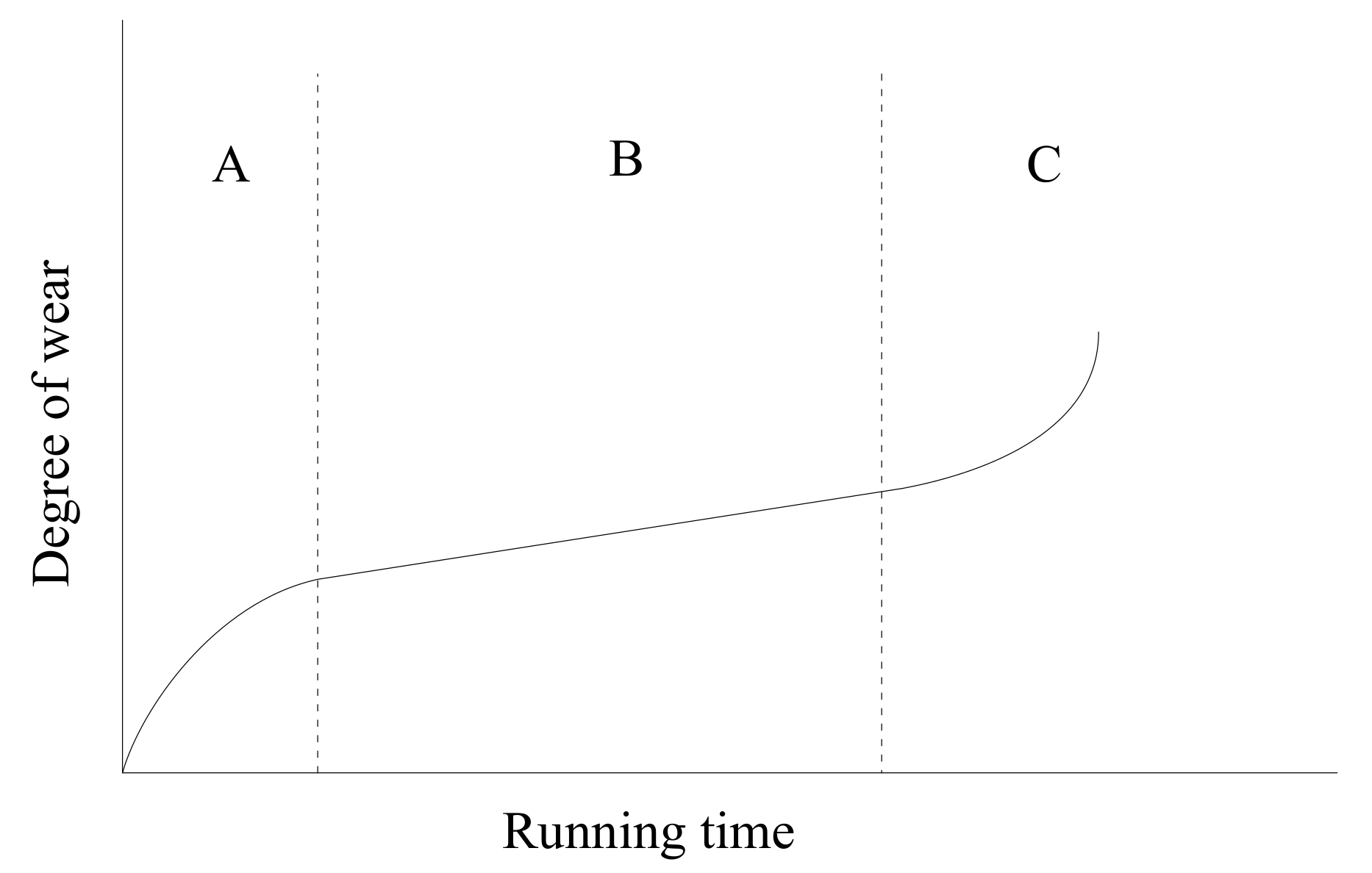
According to Equations (4) and (7), GCM has a function of dimensionless processing and distributing the data in (0, 1) the same as the normalization in order to make the calculation converge faster. In
Section 2,
Figure 1 makes it clear that the cluster number
k should be set to 3, and the clustering results by the KCM and G-KCM algorithms are shown in
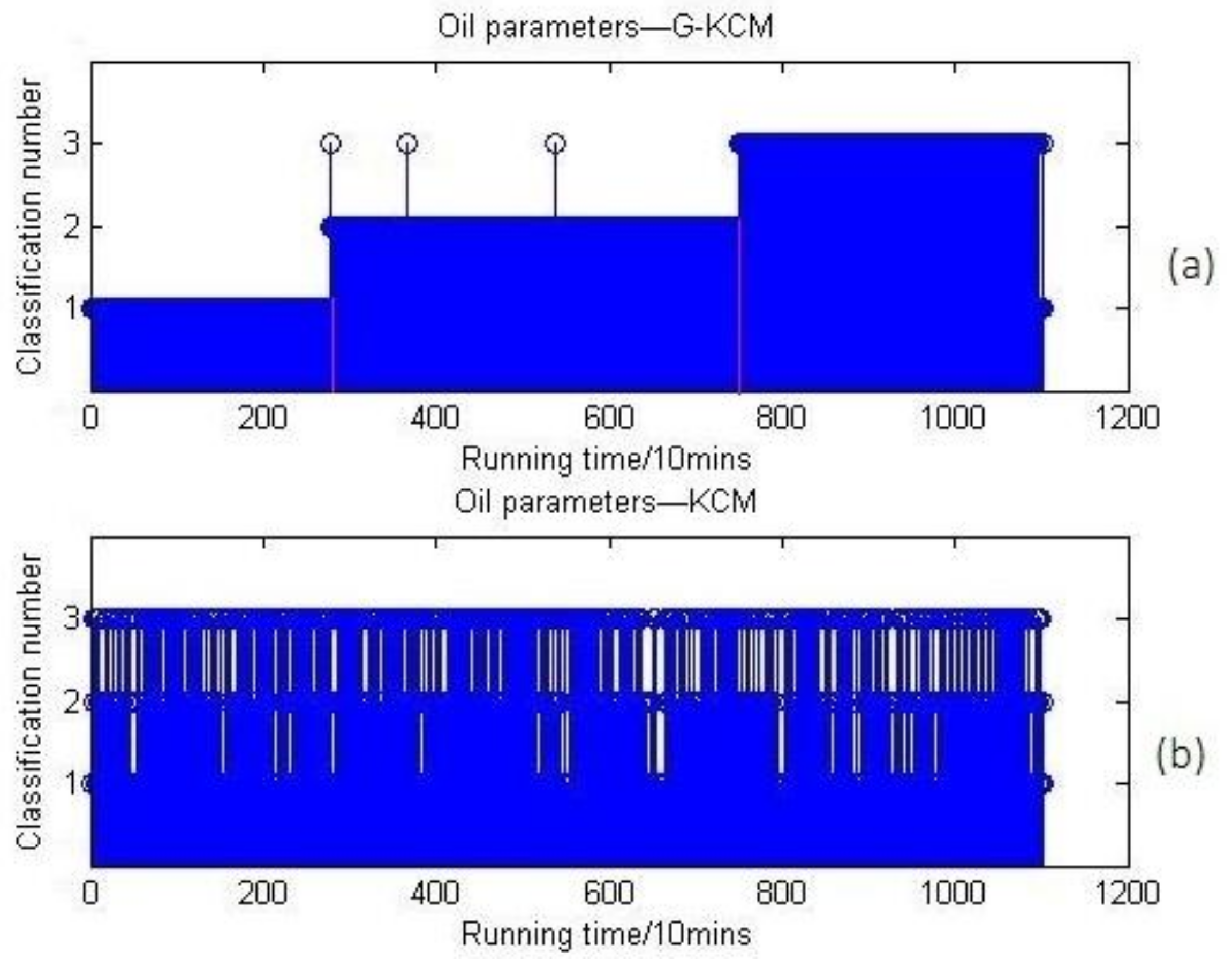
Figure 17.
Figure 17a shows that when the preprocessing data were classified directly by KCM, the results are classified into chaos. In contrast, the analysis results by G-KCM are seemingly satisfactory. The ordinate represents the clusters of the bearing wear states. The abscissa represents the bearing testing time and the unit is 10 min. By means of G-KCM, this data have been clustered into three categories representing three stages of bearing wear states, respectively. The above comparison has seemingly shown that the improved G-KCM algorithm would be superior to the KCM method in clustering the online oil monitoring samples.
Although the comparison results have worked out, its reliability needs to be verified by further analysis. All vibration signals acquired in
Section 4.1 are also analyzed using KCM and G-KCM. The results are shown in
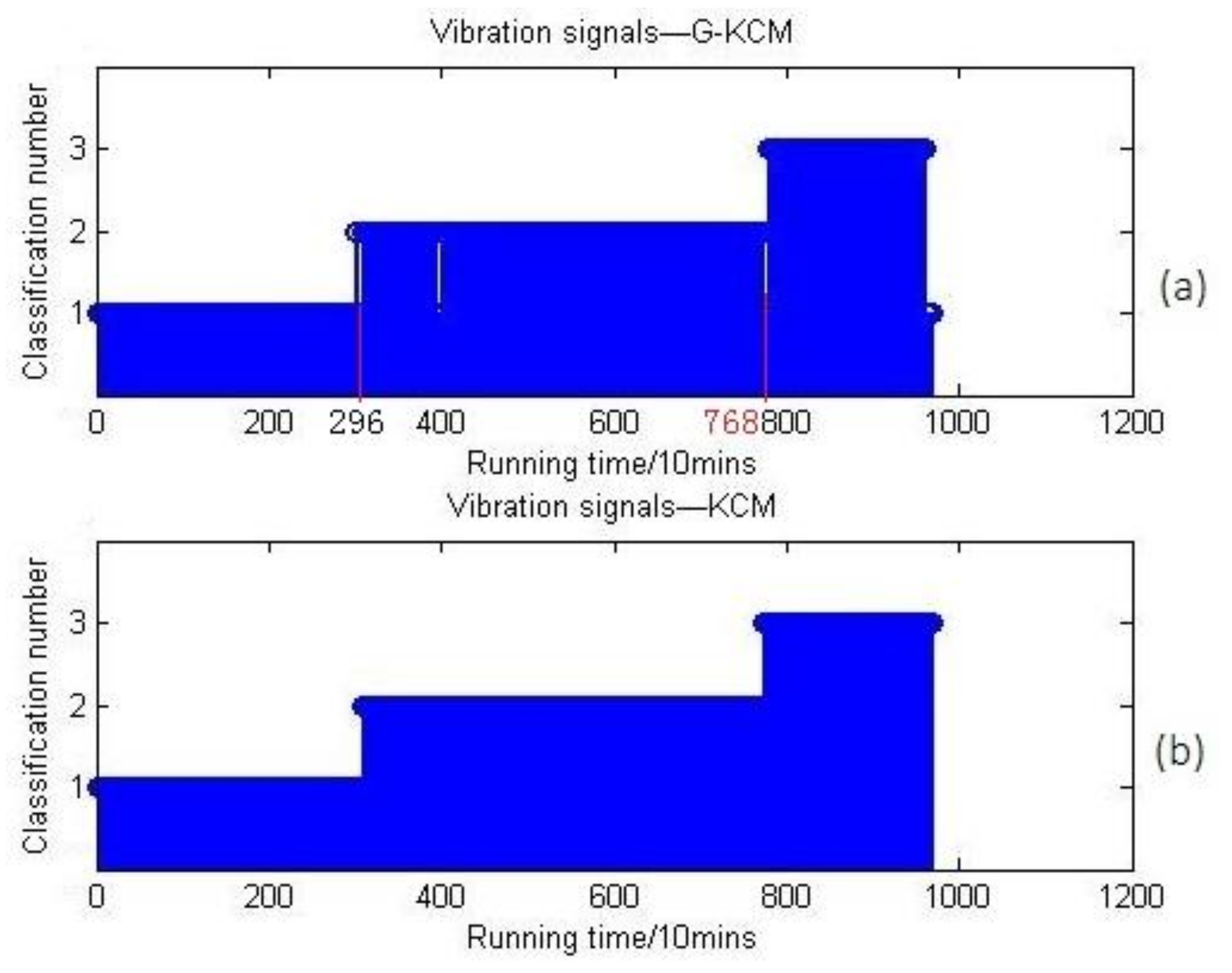
Figure 18.
Figure 18 shows that the vibration signals could be clustered into three categories whether or not G-KCM was used, because vibration signals have a high signal-to-noise ratio in the bearing test with a stable environment. That is to say, the clustering effect is acceptable whether or not vibration signals are pre-calculated by GCM. However, the fact is not as perfect as imagined. We find from
Table 5 and
Table 6 that the temperature parameter is a little bit abnormal. Generally speaking, the temperature of the machine for a longer run measurement should be higher, and both viscosity and density values depend on temperature. However, the tests were done in a non-stationary temperature situation, and the temperature of the machine cooled down absolutely for dozens of hours after the machine stopped automatically after running 128 h. Later, it restarted from 20 °C, and the temperature for the rest of the test was not over 56 °C anymore. Therefore, the above results are not convincing, and it is also necessary to analyze the clustering effects based on different parameter indicator combinations so as to figure out which indicators are more essential and valid, and how much weight the temperature occupies.
A variety of indicators of oil parameters were picked out and calculated by G-KCM and KCM. Supposing that all data could be entirely divided into three separate groups similar to those in
Figure 1, and that the accuracy rate of the clustering result in
Figure 17a was 100 percent, the relative values of the accuracy rate when using different multi-parameter combinations are presented in
Table 7.
In
Table 7, the indicators with the symbol “√” are chosen as inputs in the clustering algorithm.
Table 7 shows that all combinations of different indexes without temperature are not better than those that include the temperature index, which means the temperature parameter dominates the results of G-KCM in
Figure 17a. Besides, what is more important is that the more oil parameter combination in the analysis, the higher the accuracy rate of G-KCM. This is because the more indicators that are used, the more comprehensive the information is. As for KCM, its accuracy rate is greatly influenced by the data of temperature and metal debris whose magnitude is ten times smaller than the temperature. We can find that KCM is dominated by temperature and regards the minimal values like metal debris as a noise that disturbs clustering results, although the metal debris parameter is a greatly important reference index for evaluating the wear state of bearings. To sum up, for oil parameters, it is necessary to analyze multiple parameters for evaluating bearing status, and also, G-KCM is more reliable than KCM.
The oil parameters except the temperature index and only the temperature index are recalculated, respectively, and the results are shown in
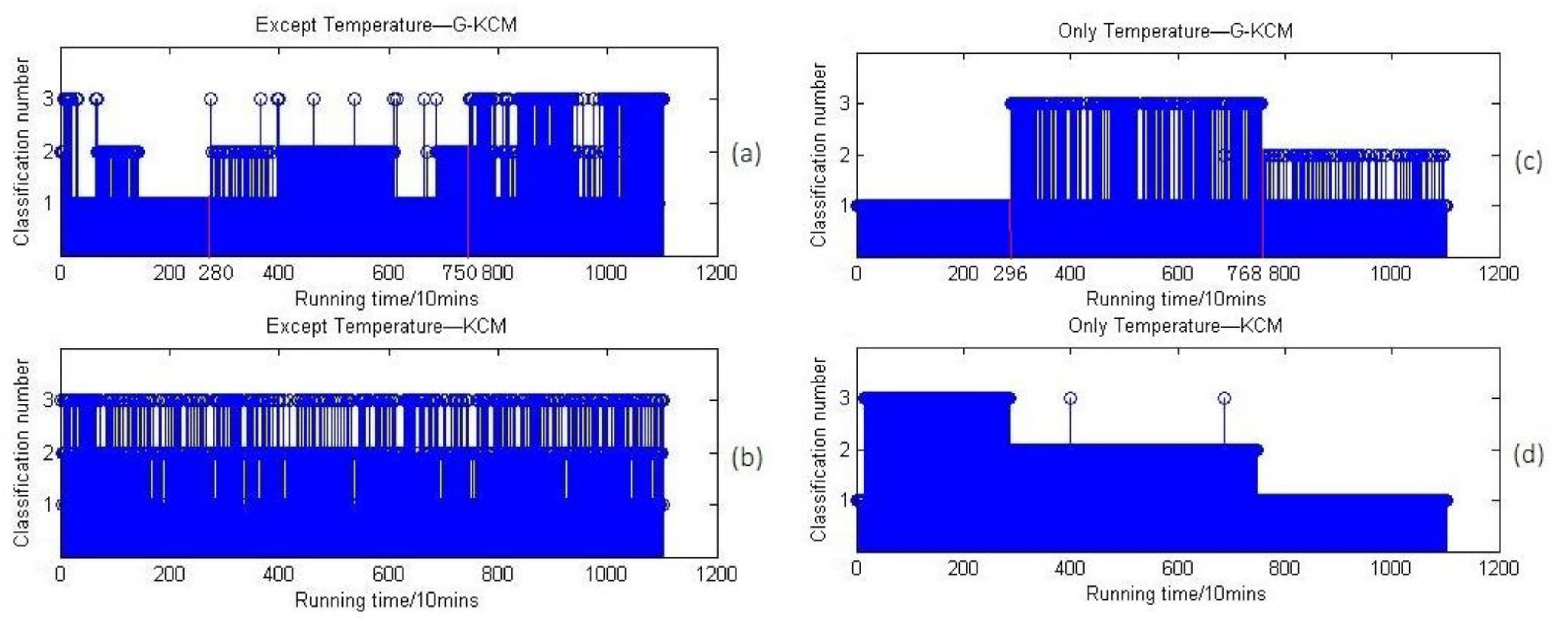
Figure 19.
Also,
Figure 19c,d shows that the temperature has played the most important role in the above clustering results. The third edge of stage at the 7680 min point is probably because the machine became colder when it shut down automatically. However, at about the 2960 min point, the temperature increased steadily and consecutively and this trend of increasing remained stable within 128 h. Then in
Figure 19a, the changes of stages at about 2800 min and 7500 min are due to two possible causes: the first one could be that the three separate groups were divided only because of a non-stationary temperature situation, and the other one could be that the oil parameters under a stationary temperature situation were able to be clustered as three similar stages as in
Figure 1, which is just covered and disturbed by the factor of temperature like
Figure 17a.
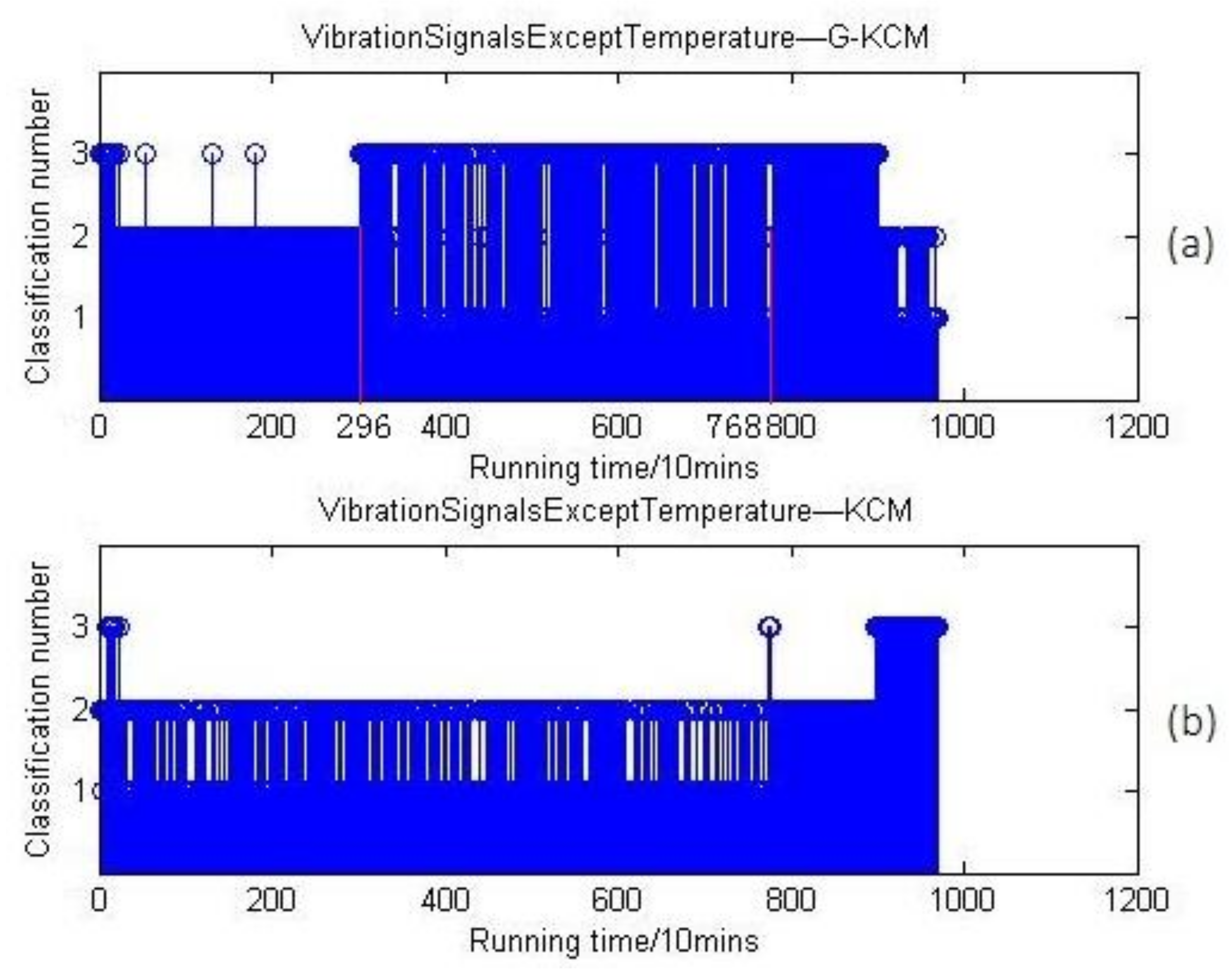
To further verify the effect of temperature on the results, the parameters of vibration signals except temperature index were recalculated, and the results are shown in
Figure 20.
In general, bearing vibrations are hardly affected by temperature. In this test, the RMS values of vibration signals continuously increased in whole-life testing of the bearings.
Figure 20a shows that the first change of stage at the 2960 min point was found out by G-KCM, which is similar with
Figure 19a, and the second state can be reflected by the beating characteristics of classification number from 2960 min to 7680 min, which illustrates that the vibrating value of bearings in normal wear stage fluctuate widely because of extension at tiny pitting failures. It is also easy to find out the second state of bearings in
Figure 20b. To sum up, vibration signals can reflect the wear states of bearings effectively.
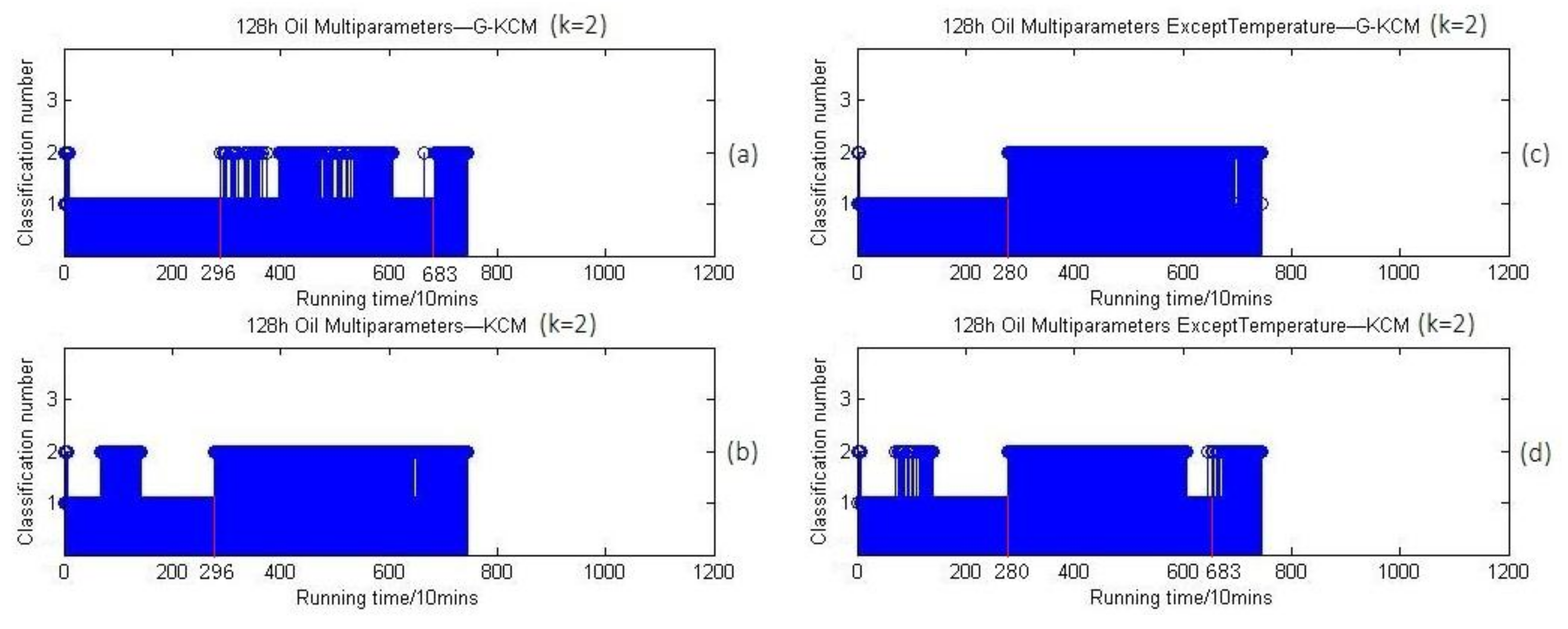
For further verification that the oil parameters have the ability to reflect the wear states of bearings truly and effectively in the stationary temperature situation, all data from 7680 min to the end, while the temperature was not over 56 °C, were deleted. At the same time, the temperature from 2800 min to 3000 min was consecutive, increasing continuously. Suppose that the deleted part is the third stage of bearing wear state, severe wear, then the rest of the data is supposed to be divided into two groups. To exclude the effect of classification quantity on clustering results, the k of the clustering algorithm was set as two and three, respectively, to cluster the oil parameters. When
, the 2-clustering results of the oil parameters and that excluding temperature within 128 h are shown in
Figure 21.
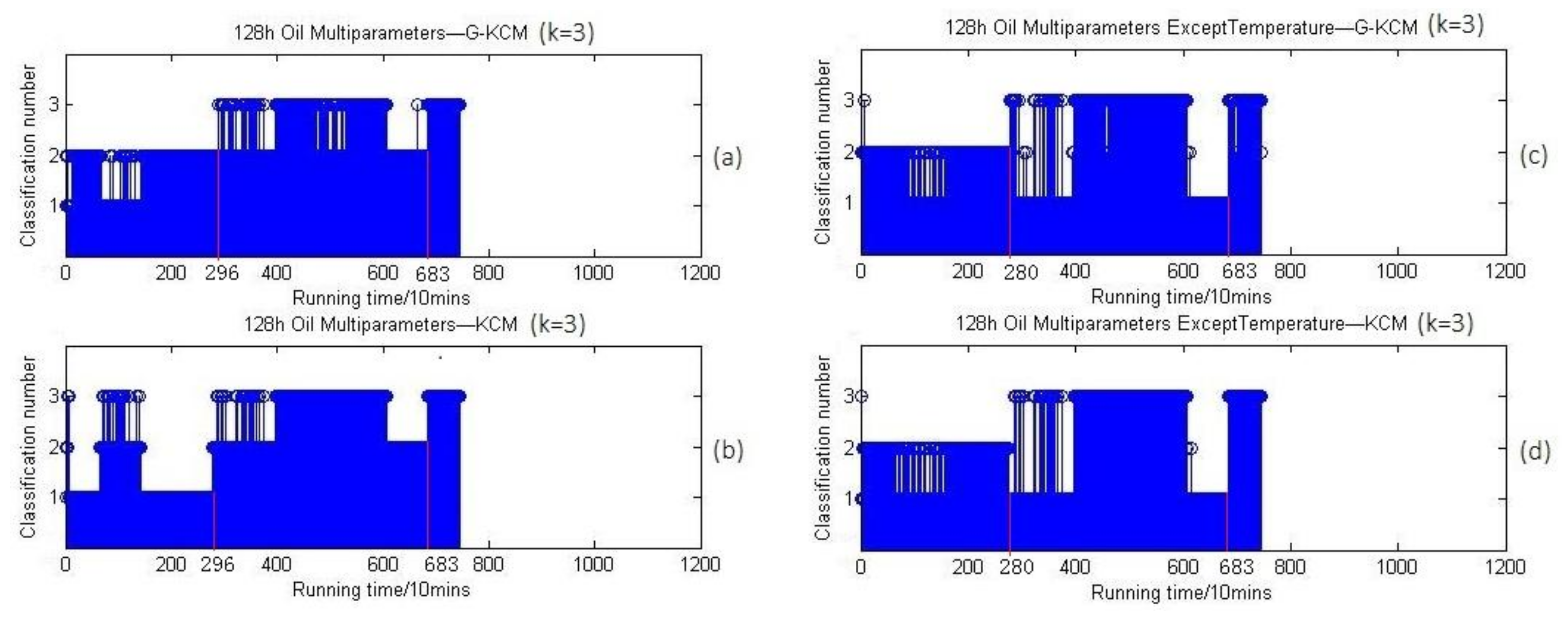
And when
, the 3-clustering results are shown in
Figure 22.
Figure 21 and
Figure 22 show that clustering of the oil parameters in a stationary temperature situation can be done similarly in two separate groups whether
k is two or three, and the first change of stage is at the 2800 min point approximately similar to the results of vibration signals except temperature in
Figure 20a. More importantly,
Figure 21c,d show that the first time points of clusters conversion is 2800 min, which is the same as
Figure 22c,d, while the counterpart in
Figure 21a,b, as well as in
Figure 22a,b, is 2960 min. This result means the clustering of the temperature that includes its trend of changing is independent and a little different from other oil parameters, which exactly verifies the second possible cause that the oil parameters under a stationary temperature situation can be clustered as three similar stages as in
Figure 1, which is just covered and disturbed by the factor of temperature. In summary, the above comparisons indicate that the evaluation approach for bearing wear states based on oil multi-parameters is feasible.
To explore the applicability, merits, and defects of the proposed model under certain conditions, it is compared with other models that are usually used to analyze for evaluating bearing health conditions. The comparison of performance of each model is shown in
Table 8.
Table 8 shows that it is an important method to analyze the bearing status based on vibration signals such as EEMD (Ensemble Empirical Mode Decomposition), and G-KCM is feasible to assess the bearing wear states in the case that multiple oil parameters would be accessible in a gray hydraulic lubrication system.

























{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}