A Non-Contact Measuring System for In-Situ Surface Characterization Based on Laser Confocal Microscopy



Abstract
:1. Introduction
2. Stylus and Confocal Methods for Surface Profile Measurement
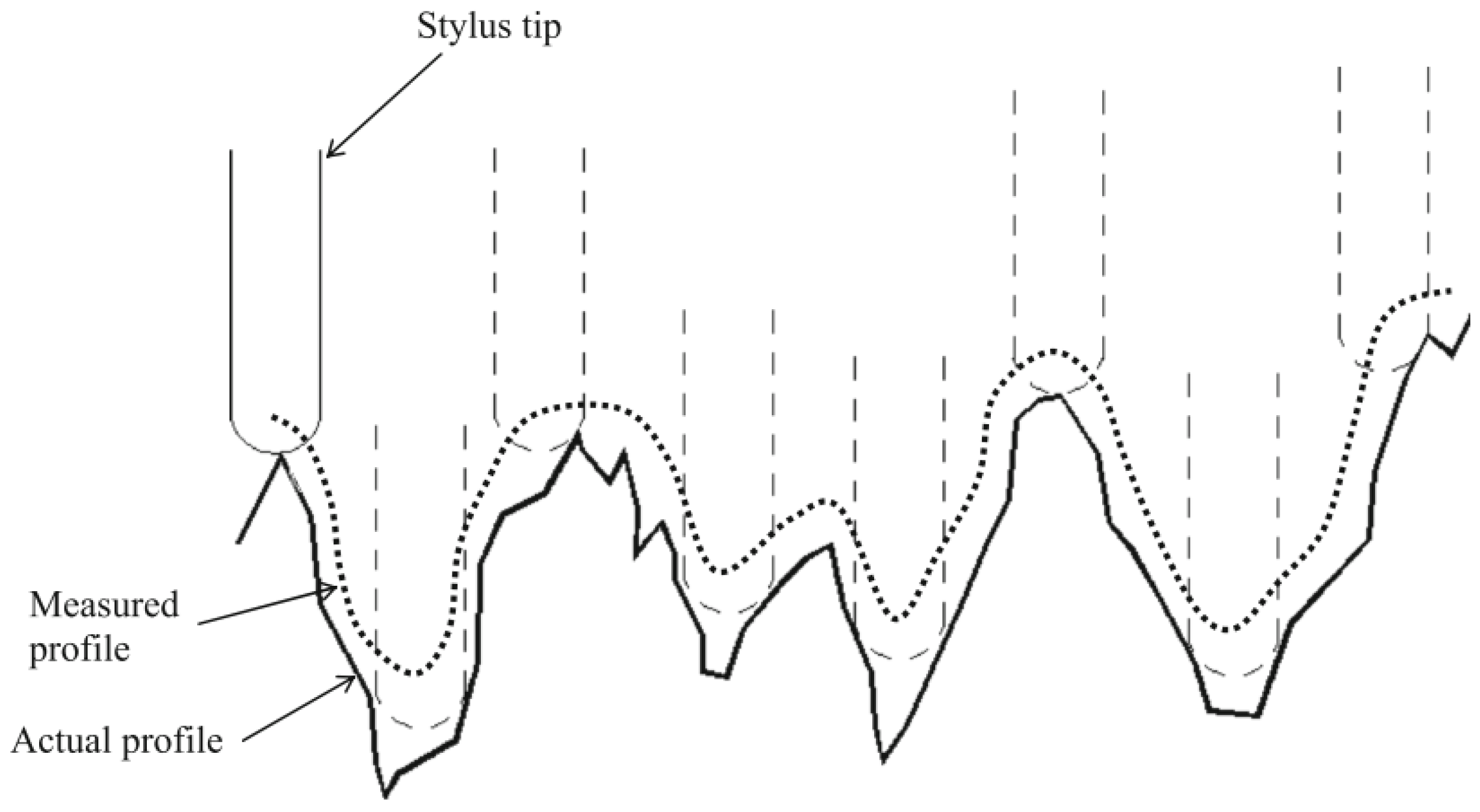
2.1. Stylus Profilometry
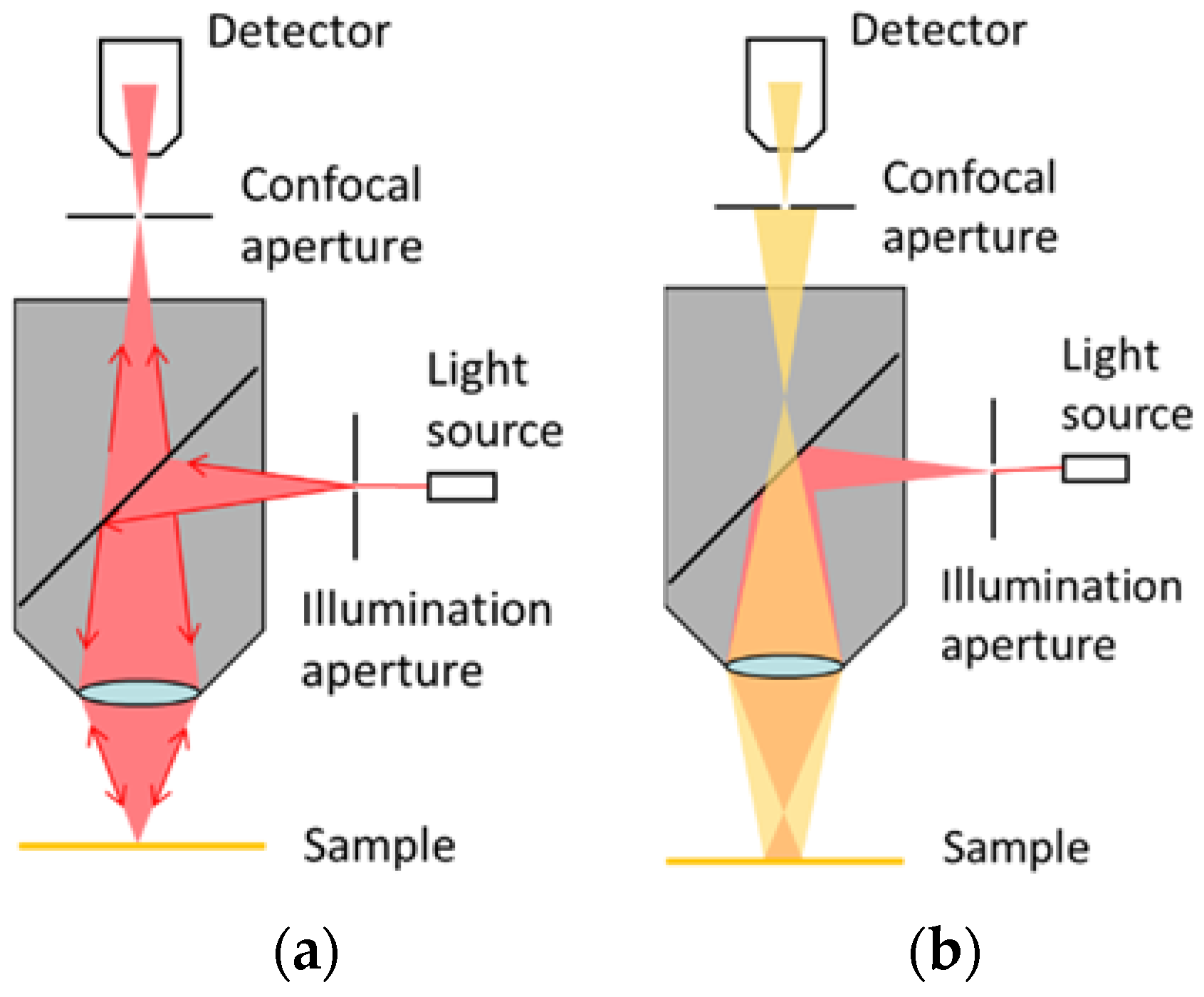
2.2. Confocal Microscopy
2.3. Comparison of Stylus and Laser Confocal Measurement Methods
3. System Configuration and Validation
3.1. Surface Roughness Calculation
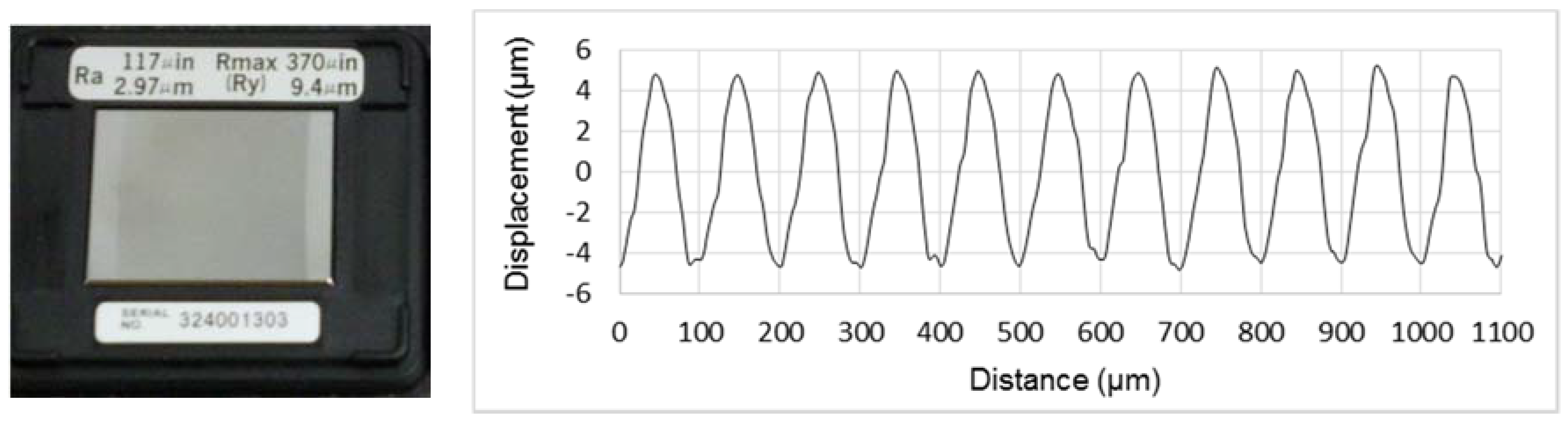
3.2. Internal Scanning Performance of the Laser Confocal Sensor
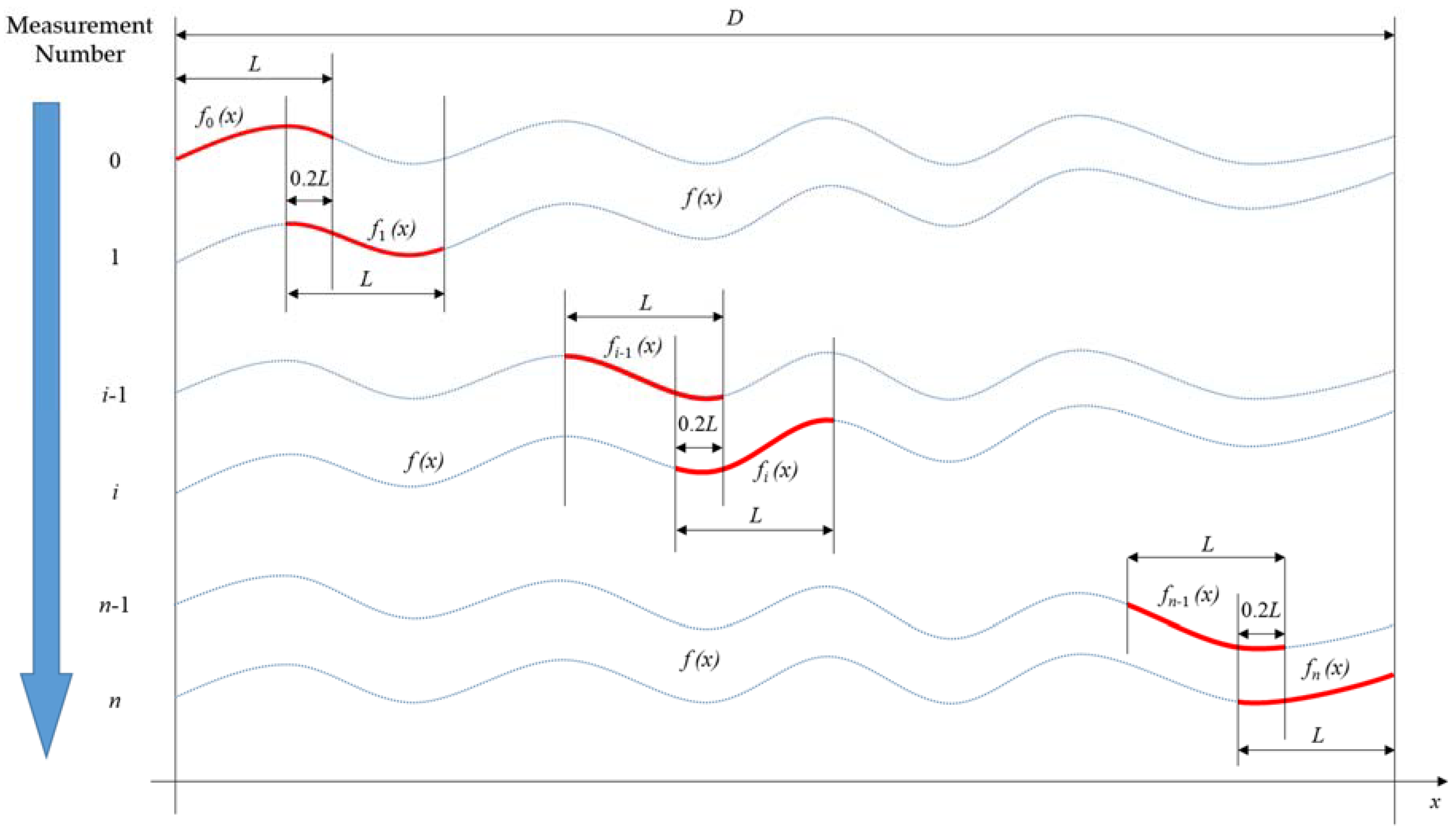
3.3. Extended Measurement Range and Profile Data Stitching Algorithm
3.4. Step Height Measurement
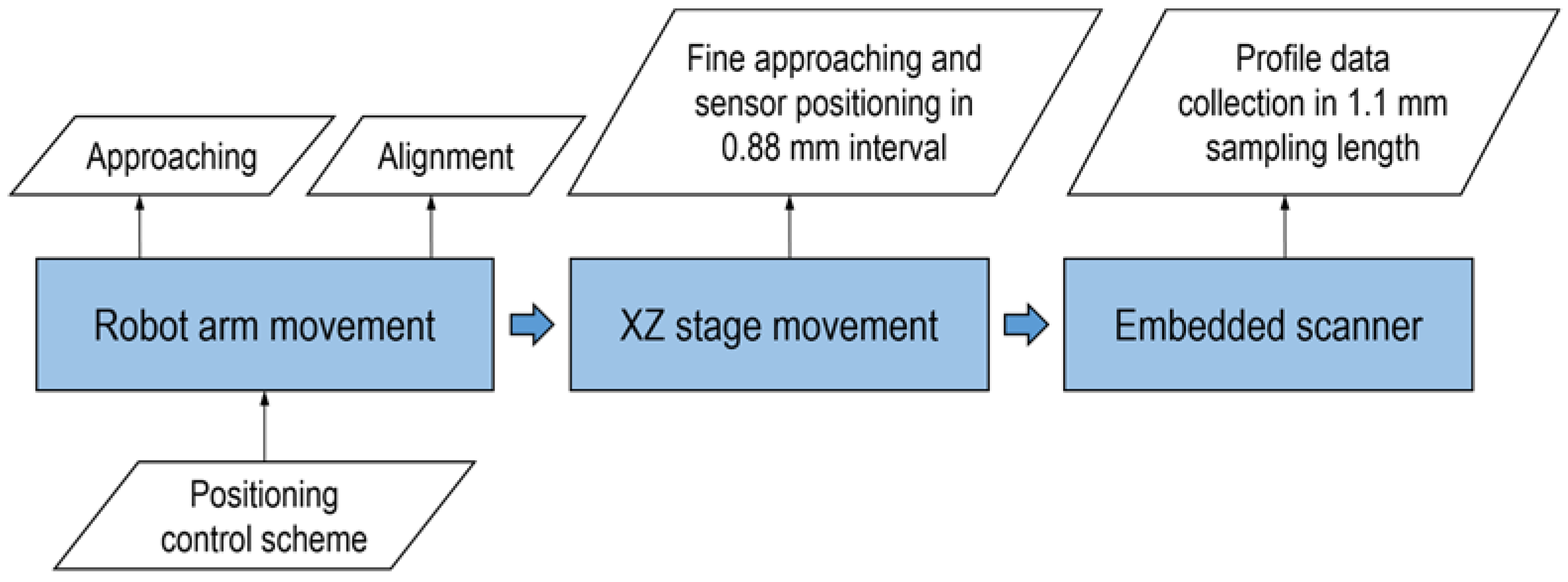
3.5. In-Situ Measurement Procedure
4. Experimental Work
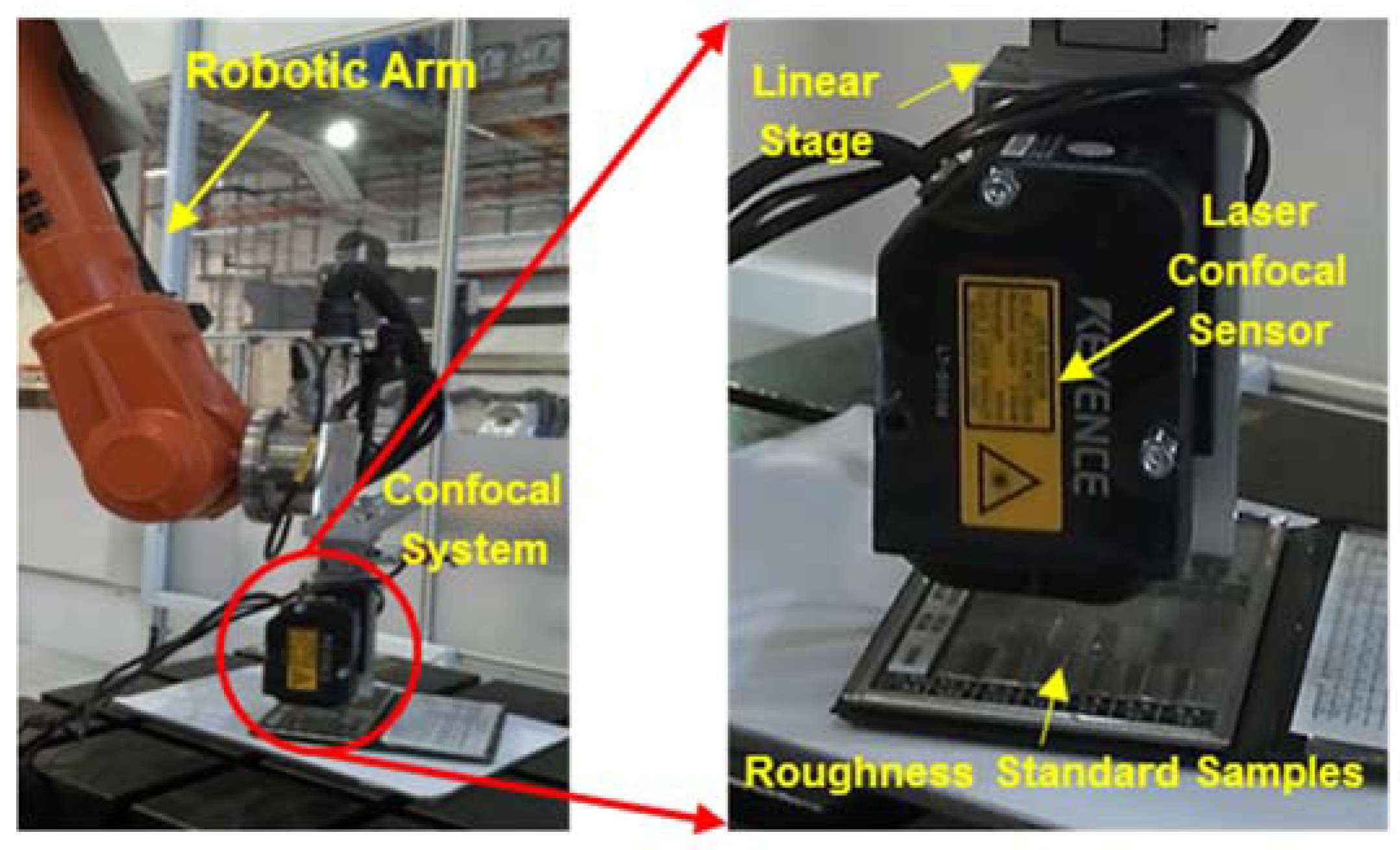
4.1. Experimental Setup and Roughness Measurement
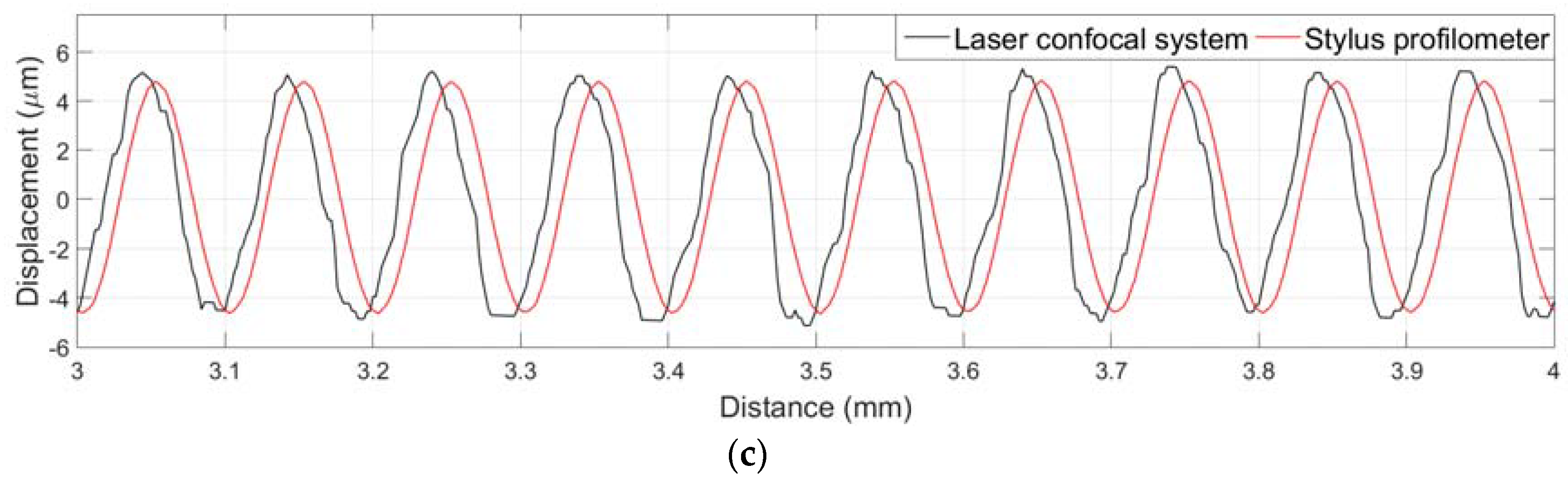
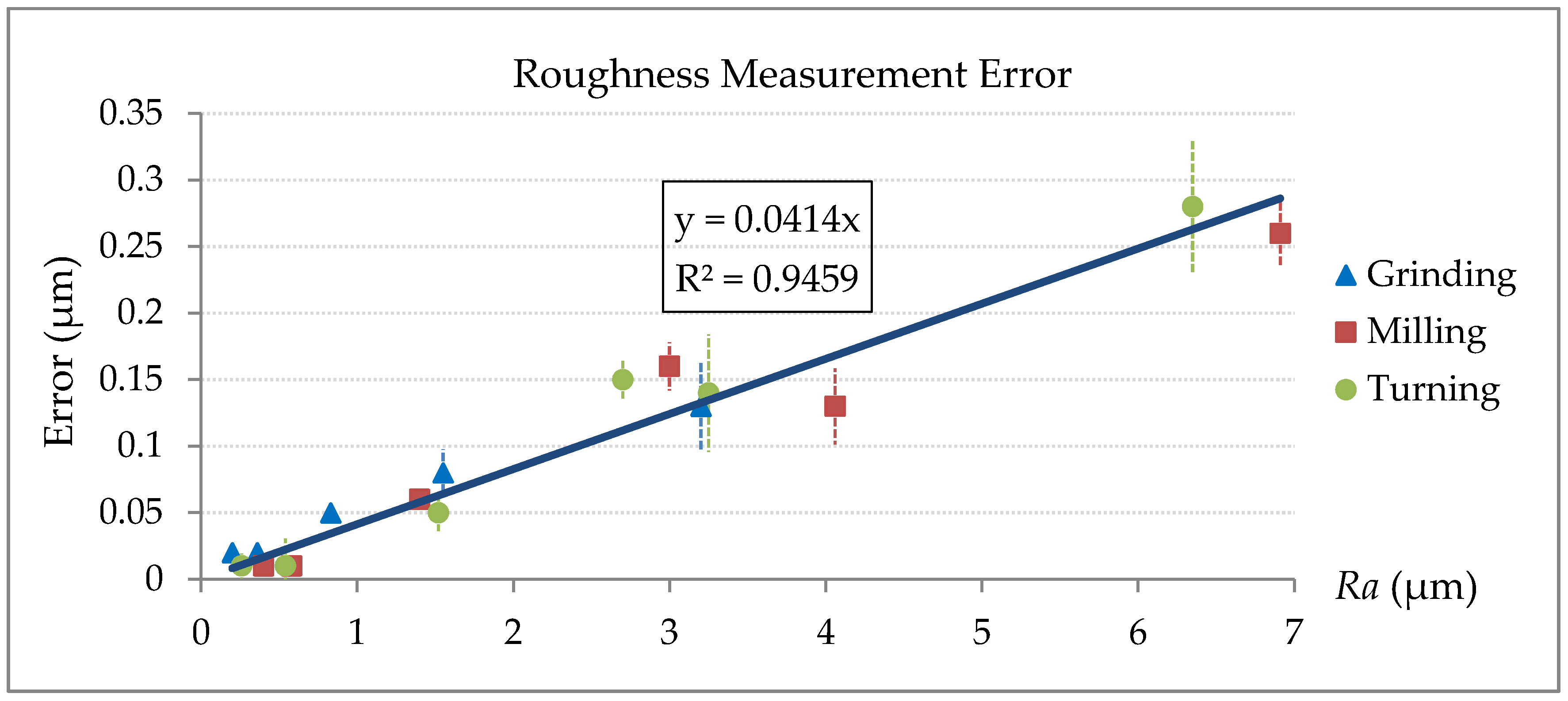
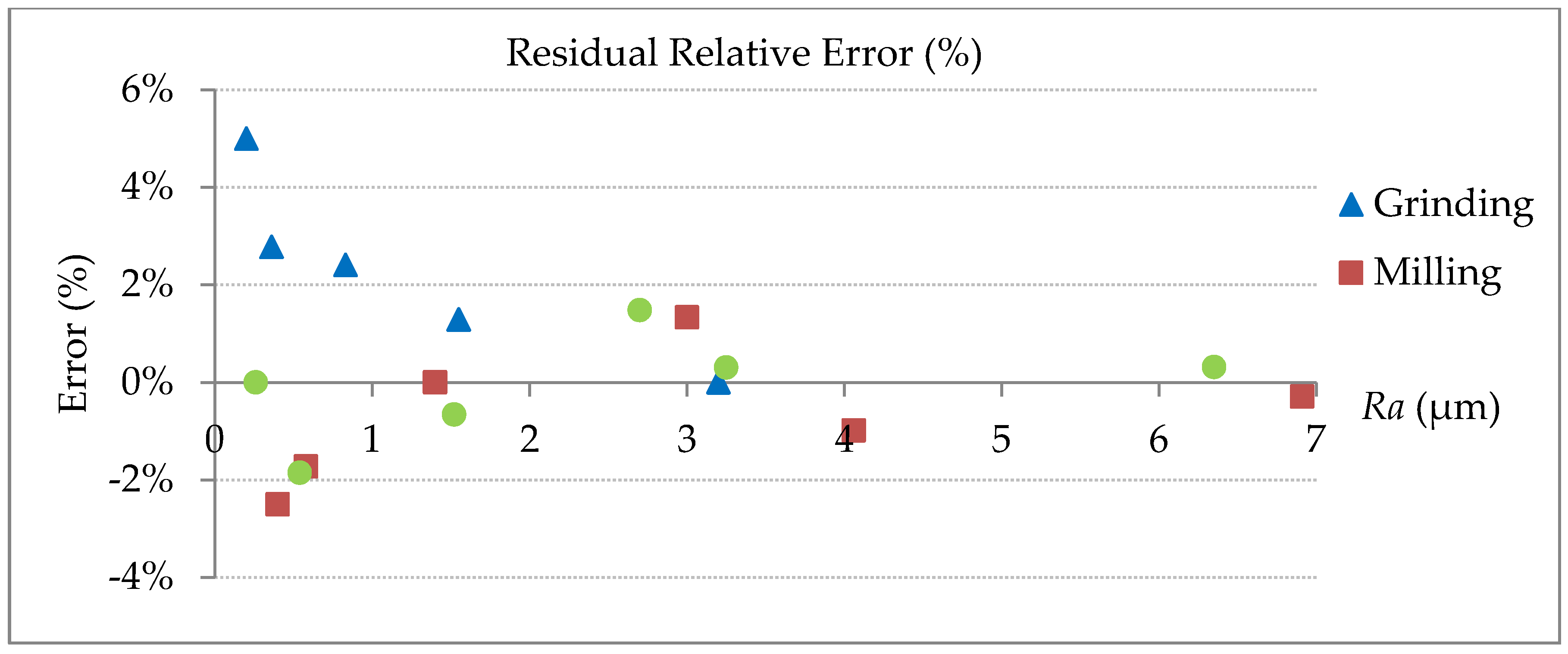
4.2. Data Analysis
5. Conclusions and Future Work
- (1)
- High accuracy down to 0.2 μm Ra for roughness measurement, validated by a high-accuracy stylus profilometer,
- (2)
- Non-contact measurement that prevent possible contamination and damage to sample surface,
- (3)
- Compact design that can be integrated with a robot or other motion system for in-situ measurement,
- (4)
- 3-Stage motion control that is able to minimize the vibration caused by robot and positioning motion mechanisms, and
- (5)
- Low-cost design compared to the desktop system which consists of stylus or optical profilometer.
- (1)
- Fabricate more roughness specimens with Ra in the range of 3–6 µm and validate the linear correction factor.
- (2)
- Measure more roughness parameters such as Rz and Rdq which are more sensitive to profile peaks and valleys.
- (3)
- Systematically investigate the optical noise and measurement error from the laser confocal sensor when measuring surface peaks and valleys.
- (4)
- Systematically evaluate the uncertainty and repeatability of the proposed measuring system.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Davim, J.P. Surface Integrity in Machining; Davim, J.P., Ed.; Springer: London, UK, 2010; ISBN 9781848828735. [Google Scholar]
- Whitehouse, D. Surfaces and Their Measurement; Butterworth-Heinemann: London, UK, 2004; ISBN 978-1-903996-01-0. [Google Scholar]
- Tay, C.; Wang, S.; Quan, C.; Shang, H. In situ surface roughness measurement using a laser scattering method. Opt. Commun. 2003, 218, 1–10. [Google Scholar] [CrossRef]
- Fuh, Y.K.; Hsu, K.C.; Fan, J.R. Rapid in-process measurement of surface roughness using adaptive optics. Opt. Lett. 2012, 37, 848–850. [Google Scholar] [CrossRef] [PubMed]
- British Standards Institution. BS EN ISO 3274 Profile Method—Nominal Characteristics of Contact (Stylus) Instruments; British Standards Institution: London, UK, 1998. [Google Scholar]
- Sandoz, P.; Tribillon, G.; Gharbi, T.; Devillers, R. Roughness measurement by confocal microscopy for brightness characterization and surface waviness visibility evaluation. Wear 1996, 201, 186–192. [Google Scholar] [CrossRef]
- Paddock, S.W. Confocal Microscopy; Humana Press: Totowa, NJ, USA, 1998; Volume 122, ISBN 1-59259-722-X. [Google Scholar]
- Danzl, R.; Helmli, F.; Scherer, S. Focus variation—A robust technology for high resolution optical 3D surface metrology. J. Mech. Eng. 2011, 57, 245–256. [Google Scholar] [CrossRef]
- Viotti, M.R.; Albertazzi, A.; Fantin, A.V.; Pont, A.D. Comparison between a white-light interferometer and a tactile formtester for the measurement of long inner cylindrical surfaces. Opt. Lasers Eng. 2008, 46, 396–403. [Google Scholar] [CrossRef]
- Yoshizawa, T. (Ed.) Handbook of Optical Metrology: Principles and Applications; CRC Press: Boca Raton, FL, USA, 2009; ISBN 978-0-8493-3760-4. [Google Scholar]
- Vorburger, T.V.; Rhee, H.G.; Renegar, T.B.; Song, J.F.; Zheng, A. Comparison of optical and stylus methods for measurement of surface texture. Int. J. Adv. Manuf. Technol. 2007, 33, 110–118. [Google Scholar] [CrossRef]
- Quinsat, Y.; Tournier, C. In situ non-contact measurements of surface roughness. Precis. Eng. 2012, 36, 97–103. [Google Scholar] [CrossRef]
- Chen, L.-C. Full-field chromatic confocal surface profilometry employing digital micromirror device correspondence for minimizing lateral cross talks. Opt. Eng. 2012, 51, 081507. [Google Scholar] [CrossRef]
- Blateyron, F. Chromatic confocal microscopy. In Optical Measurement of Surface Topography; Springer: Berlin/Heidelberg, Germany, 2011; pp. 71–106. [Google Scholar]
- Rishikesan, V.; Samuel, G.L. Evaluation of surface profile parameters of a machined surface using confocal displacement sensor. Procedia Mater. Sci. 2014, 5, 1385–1391. [Google Scholar] [CrossRef]
- Buajarern, J.; Kang, C.-S.; Kim, J.W. Characteristics of laser scanning confocal microscopes for surface texture measurements. Surf. Topogr. Metrol. Prop. 2013, 2, 014003. [Google Scholar] [CrossRef]
- Leach, R.K. Fundamental Principles of Engineering Nanometrology; Elsevier: New York City, NY, USA, 2010. [Google Scholar]
- Durakbasa, M.N.; Osanna, P.H.; Demircioglu, P. The factors affecting surface roughness measurements of the machined flat and spherical surface structures—The geometry and the precision of the surface. Measurement 2011, 44, 1986–1999. [Google Scholar] [CrossRef]
- Demircioglu, P.; Durakbasa, M.N. Investigations on machined metal surfaces through the stylus type and optical 3D instruments and their mathematical modeling with the help of statistical techniques. Measurement 2011, 44, 611–619. [Google Scholar] [CrossRef]
- Smith, G.T. Surface texture: Two-dimensional. In Industrial Metrology; Springer: London, UK, 2002; pp. 1–67. [Google Scholar]
- Conroy, M.; Armstrong, J. A comparison of surface metrology techniques. J. Phys. Conf. Ser. 2005, 13, 458–465. [Google Scholar] [CrossRef]
- Cheng, F.; Fan, K.-C. Linear diffraction grating interferometer with high alignment tolerance and high accuracy. Appl. Opt. 2011, 50, 4550–4556. [Google Scholar] [CrossRef] [PubMed]
- Visscher, M.; Struik, K.G. Optical profilometry and its application to mechanically inaccessible surfaces Part I: Principles of focus error detection. Precis. Eng. 1994, 16, 192–198. [Google Scholar] [CrossRef]
- Ruprecht, A.K.; Pruss, C.; Tiziani, H.J.; Osten, W.; Lucke, P.; Last, A.; Mohr, J.; Lehmann, P. Confocal micro-optical distance sensor: Principle and design. In Optical Measurement Systems for Industrial Inspection IV; Osten, W., Gorecki, C., Novak, E.L., Eds.; International Society for Optics and Photonics: San Diego, CA, USA, 2005; p. 128. [Google Scholar]
- Giusca, C.L.; Leach, R.K. Calibration of the Metrological Characteristics of Imaging Confocal Microscopes (ICMs); National Physical Laboratory: London, UK, 2012. [Google Scholar]
- Jordan, H.-J.; Wegner, M.; Tiziani, H. Highly accurate non-contact characterization of engineering surfaces using confocal microscopy. Meas. Sci. Technol. 1998, 9, 1142–1151. [Google Scholar] [CrossRef] [Green Version]
- Artigas, R. Imaging confocal microscopy. In Optical Measurement of Surface Topography; Springer: Berlin/Heidelberg, Germany, 2011; pp. 237–286. [Google Scholar]
- Minoni, U.; Cavalli, F. Surface quality control device for on-line applications. Measurement 2008, 41, 774–782. [Google Scholar] [CrossRef]
- British Standards Institution. BS EN ISO 16610-21 Linear Profile Filters: Gaussian Filters; BSI: London, UK, 2012. [Google Scholar]
- British Standards Institution. BS EN ISO 16610-20 Linear Profile Filters: Basic Concepts; BSI: London, UK, 2015. [Google Scholar]
- British Standards Institution. BS EN ISO 4288 Profile Method: Rules and Procedures for the Assessment of Surface Texture; BSI: London, UK, 1998. [Google Scholar]
- British Standards Institution. BS EN ISO 4287 Profile Method—Terms, Definitions and Surface Texture Parameters; BSI: London, UK, 1998. [Google Scholar]
- Zygo Corporation. MetroPro Reference Guide; Zygo Corporation: Berwyn, PA, USA, 2002. [Google Scholar]
- Carl Zeiss AG. StitchArt Guide for ZEN 2010; Carl Zeiss AG: Oberkochen, Germany, 2010. [Google Scholar]
- Wyant, J.C.; Schmit, J. Large field of view, high spatial resolution, surface measurements. Int. J. Mach. Tools Manuf. 1998, 38, 691–698. [Google Scholar] [CrossRef]
- Kume, T.; Enami, K.; Higashi, Y.; Ueno, K. Evaluation of error propagation in profilometry using stitching. In Proceedings of the International Workshop on Accelerator Alignment, Tsukuba, Japan, 26–29 September 2006; Volume TH002, pp. 1–8. [Google Scholar]
- Chen, S.; Li, S.; Dai, Y.; Ding, L.; Zeng, S. Experimental study on subaperture testing with iterative stitching algorithm. Opt. Express 2008, 16, 4760–4765. [Google Scholar] [CrossRef] [PubMed]
- Xue, J.; Huang, L.; Gao, B.; Kaznatcheev, K.; Idir, M. One-dimensional stitching interferometry assisted by a triple-beam interferometer. Opt. Express 2017, 25, 9393–9405. [Google Scholar] [CrossRef] [PubMed]
- Mauch, F.; Osten, W. Model-based approach for planning and evaluation of confocal measurements of rough surfaces. Meas. Sci. Technol. 2014, 25, 105002. [Google Scholar] [CrossRef]
- Fang, F.Z.; Zhang, X.D.; Weckenmann, A.; Zhang, G.X.; Evans, C. Manufacturing and measurement of freeform optics. CIRP Ann.-Manuf. Technol. 2013, 62, 823–846. [Google Scholar] [CrossRef]
- British Standards Institution. BS EN ISO 5436-1-2001 Surface Texture: Profile Method Calibration; Measurement Standards; BSI: London, UK, 2001. [Google Scholar]
- Haitjema, H.; Morel, M. The concept of a virtual roughness tester. In Proceedings X. International Colloquium on Surfaces; Dietzch, M., Trumpold, H., Eds.; Shaker Verlag: Aachen, Germany, 2000; pp. 239–244. [Google Scholar]
- Haitjema, H.; van Dorp, B.W.; Morel, M.; Schellekens, P.H.J. Uncertainty estimation by the concept of virtual instruments. In Proceedings of the SPIE 4401, Recent Developments in Traceable Dimensional Measurements, Munich, Germany, 22 October 2001; Decker, J.E., Brown, N., Eds.; Volume 4401, p. 147. [Google Scholar]
- Dai, G.; Jung, L.; Koenders, L.; Krüger-Sehm, R. Calibration of stylus profilometers using standards calibrated by metrological SFMs. J. Phys. Conf. Ser. 2005, 13, 236–239. [Google Scholar] [CrossRef] [Green Version]
- Sheppard, C.J.R.; Gan, X.; Gu, M.; Roy, M. Signal-to-noise ratio in confocal microscopes. In Handbook of Biological Confocal Microscopy; Springer: Boston, MA, USA, 2006; pp. 442–452. ISBN 978-0-387-25921-5 978-0-387-45524-2. [Google Scholar]
- Shahabi, H.H.; Ratnam, M.M. Noncontact roughness measurement of turned parts using machine vision. Int. J. Adv. Manuf. Technol. 2010, 46, 275–284. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 1 | 2 | 3 | 4 | 5 | Mean | Std. Dev. | |
|---|---|---|---|---|---|---|---|
| Ra (µm) | 3.11 | 3.03 | 3.01 | 3.14 | 3.08 | 3.07 | 0.05 |
| 1 | 2 | 3 | 4 | 5 | Mean | Std. Dev. | |
|---|---|---|---|---|---|---|---|
| MSE (µm) | 0.034 | 0.023 | 0.022 | 0.027 | 0.016 | 0.024 | 0.010 |
| Nominal Value (µm)Instrument | 5 | 10 | 15 | 20 | 25 | 30 | |
|---|---|---|---|---|---|---|---|
| Instrument | |||||||
| Stylus (µm) | 5.09 ± 0.02 | 9.95 ± 0.01 | 15.10 ± 0.02 | 19.98 ± 0.01 | 24.62 ± 0.05 | 29.99 ± 0.01 | |
| Confocal (µm) | 5.24 ± 0.04 | 10.12 ± 0.05 | 15.21 ± 0.04 | 20.15 ± 0.11 | 24.78 ± 0.07 | 30.22 ± 0.05 | |
| Machining | Stylus Profilometer Measured Ra (µm) (Reference) | Laser Confocal System Measured Ra (µm) (To Be Evaluated) | Error (µm) |
|---|---|---|---|
| Grinding | 0.20 ± 0.01 | 0.22 | 0.02 |
| 0.36 ± 0.01 | 0.38 | 0.02 | |
| 0.83 ± 0.01 | 0.88 | 0.05 | |
| 1.55 ± 0.02 | 1.63 | 0.08 | |
| 3.20 ± 0.04 | 3.33 | 0.13 | |
| Milling | 0.40 ± 0.00 | 0.41 | 0.01 |
| 0.58 ± 0.01 | 0.59 | 0.01 | |
| 1.40 ± 0.00 | 1.46 | 0.06 | |
| 3.00 ± 0.02 | 3.16 | 0.16 | |
| 4.06 ± 0.03 | 4.19 | 0.13 | |
| 6.91 ± 0.02 | 7.17 | 0.26 | |
| Turning | 0.26 ± 0.01 | 0.27 | 0.01 |
| 0.54 ± 0.01 | 0.55 | 0.01 | |
| 1.52 ± 0.02 | 1.57 | 0.05 | |
| 2.70 ± 0.02 | 2.85 | 0.15 | |
| 3.25 ± 0.04 | 3.39 | 0.14 | |
| 6.35 ± 0.02 | 6.63 | 0.28 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fu, S.; Cheng, F.; Tjahjowidodo, T.; Zhou, Y.; Butler, D. A Non-Contact Measuring System for In-Situ Surface Characterization Based on Laser Confocal Microscopy. Sensors 2018, 18, 2657. https://doi.org/10.3390/s18082657
Fu S, Cheng F, Tjahjowidodo T, Zhou Y, Butler D. A Non-Contact Measuring System for In-Situ Surface Characterization Based on Laser Confocal Microscopy. Sensors. 2018; 18(8):2657. https://doi.org/10.3390/s18082657
Chicago/Turabian StyleFu, Shaowei, Fang Cheng, Tegoeh Tjahjowidodo, Yu Zhou, and David Butler. 2018. "A Non-Contact Measuring System for In-Situ Surface Characterization Based on Laser Confocal Microscopy" Sensors 18, no. 8: 2657. https://doi.org/10.3390/s18082657
APA StyleFu, S., Cheng, F., Tjahjowidodo, T., Zhou, Y., & Butler, D. (2018). A Non-Contact Measuring System for In-Situ Surface Characterization Based on Laser Confocal Microscopy. Sensors, 18(8), 2657. https://doi.org/10.3390/s18082657