Establishment and Verification of the Cutting Grinding Force Model for the Disc Wheel Based on Piezoelectric Sensors



Abstract
:1. Introduction
2. Mechanistic Model of the Cutting Grinding Force
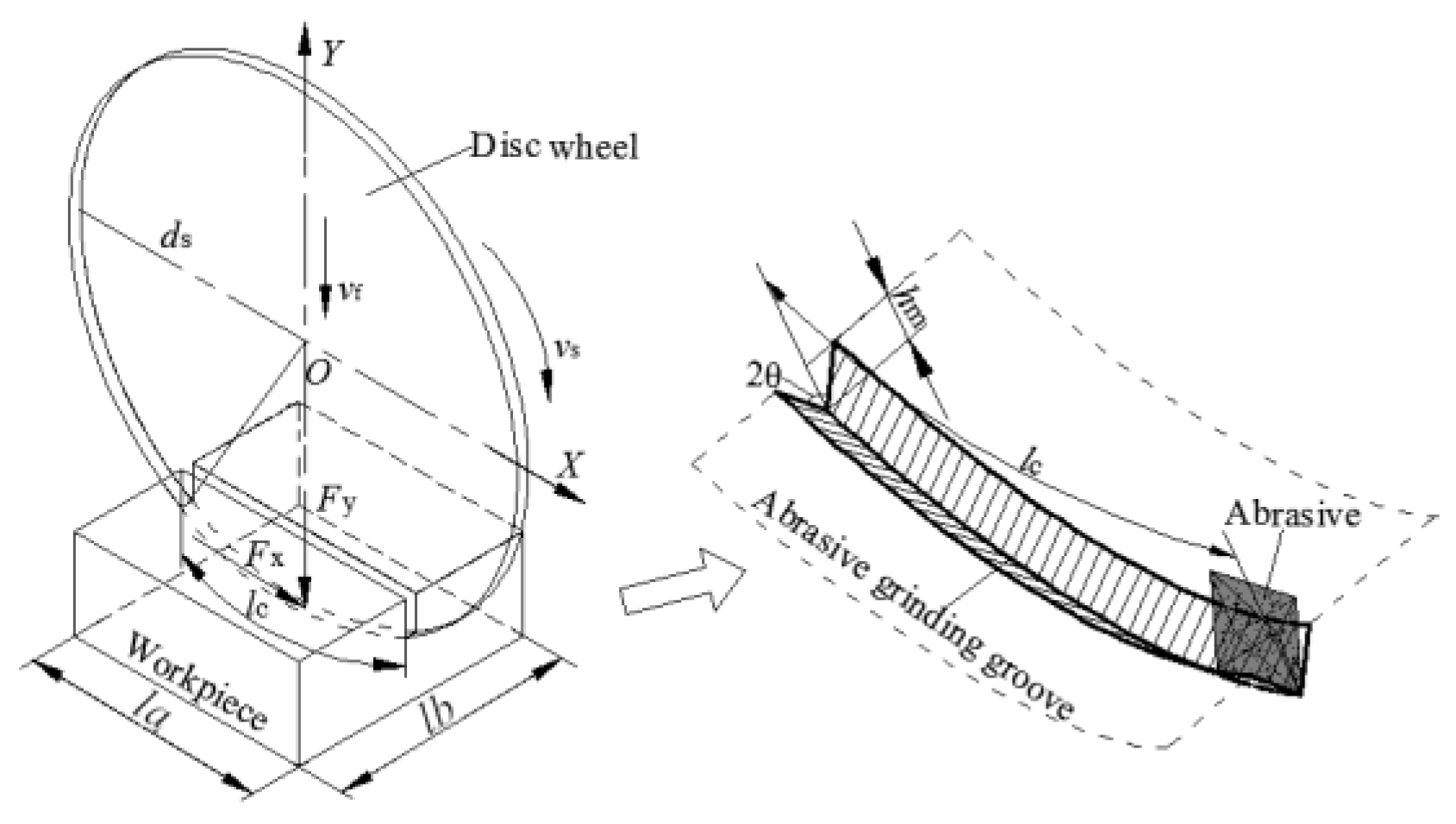
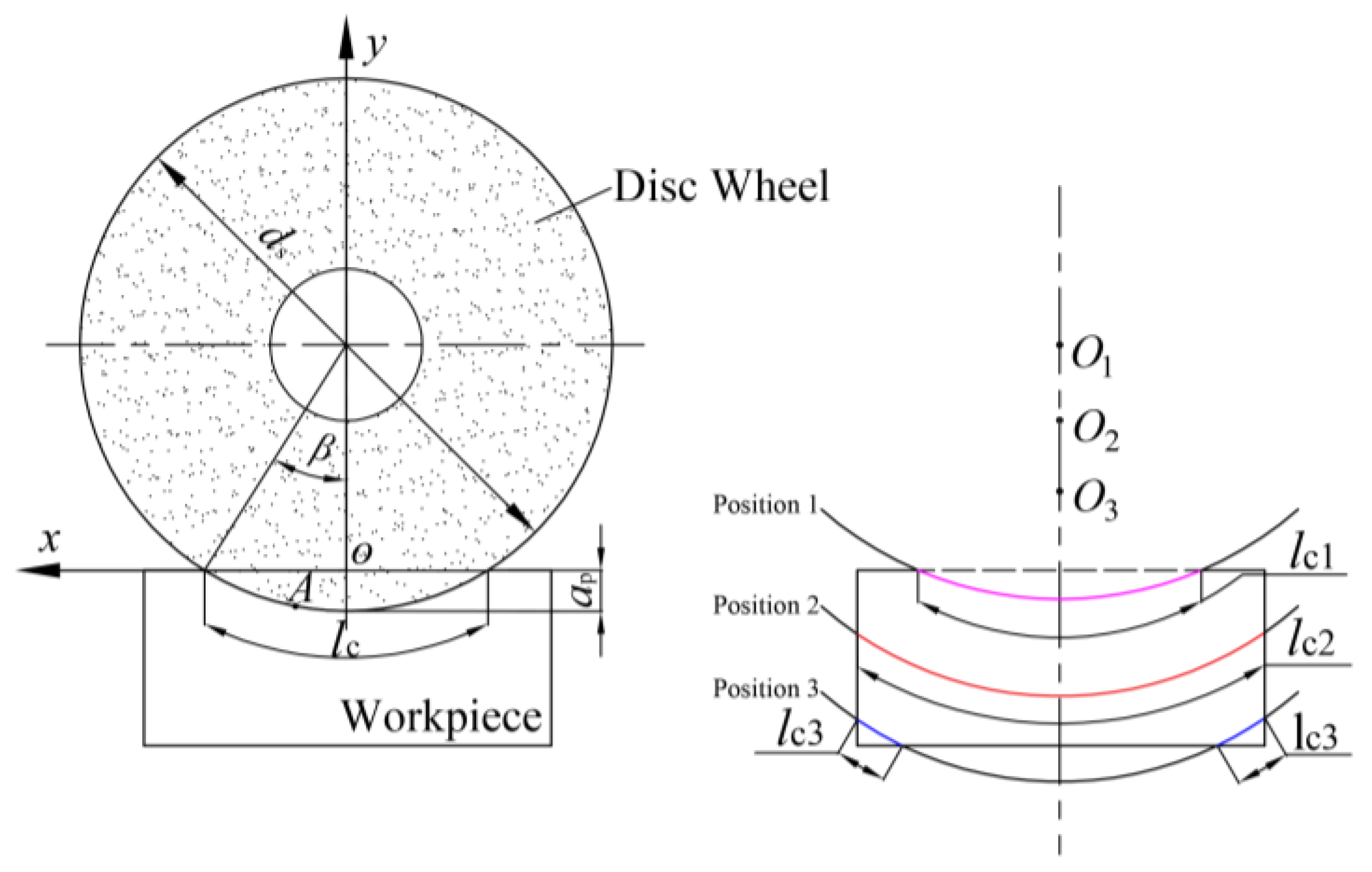
2.1. Analysis of the Grinding Cutting Force
2.2. Computational Model of the Grinding Force
2.3. Computational Model of the Cutting Force
2.4. Computational Model of the Cutoff Grinding Force
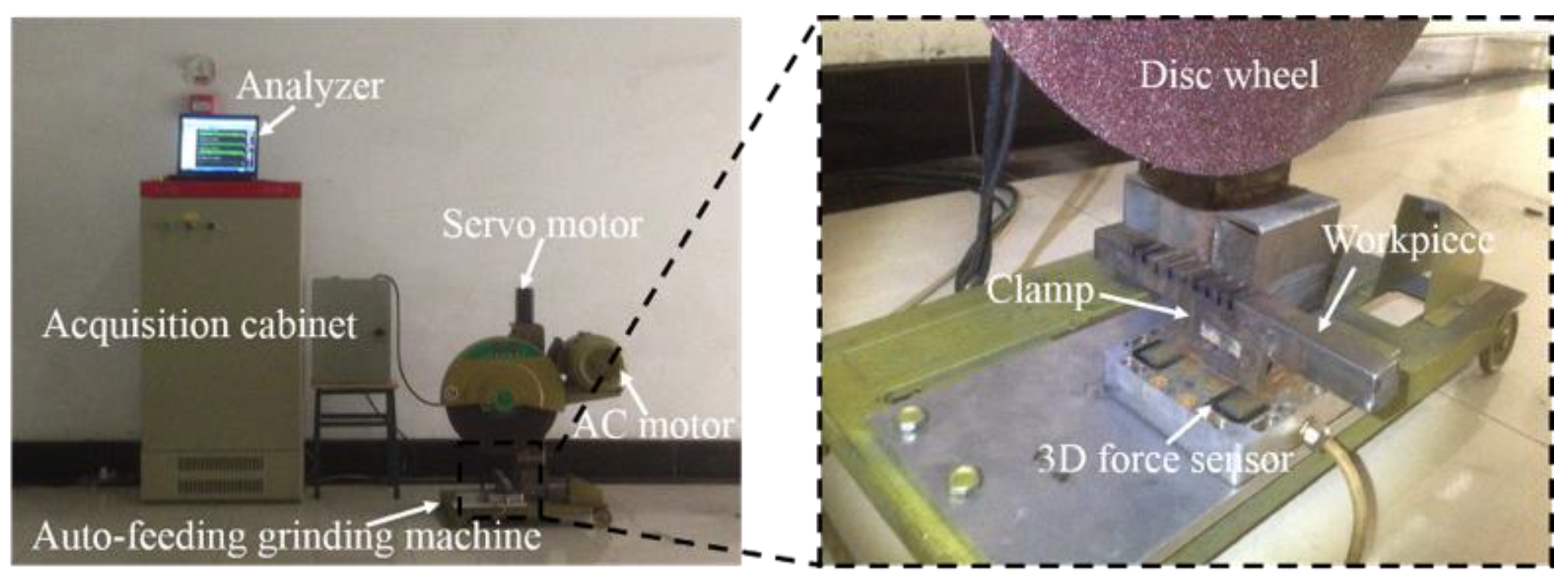
3. Experiment
4. Results and Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| FX | Cutoff grinding force |
| FX1 | Grinding force |
| FX2 | Cutting force |
| fX1 | Single-grit grinding force |
| hm | The average comprehensive grinding depth of single-grit |
| lc | The contact arc length |
| θ | Grinding angle |
| α | Ratio coefficient of grinding and cutting |
| vf | Feed speed |
| vs | Grinding cutting speed |
| ne | Effective grain number |
| nt | Total grinding grain number |
| Ag | Bilateral surface |
| bw | Blade thickness |
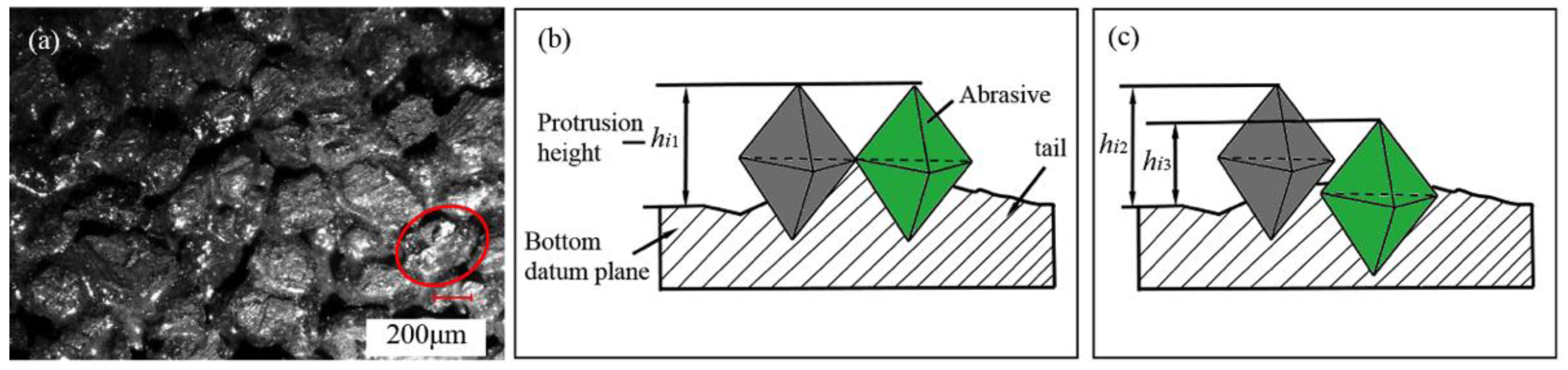
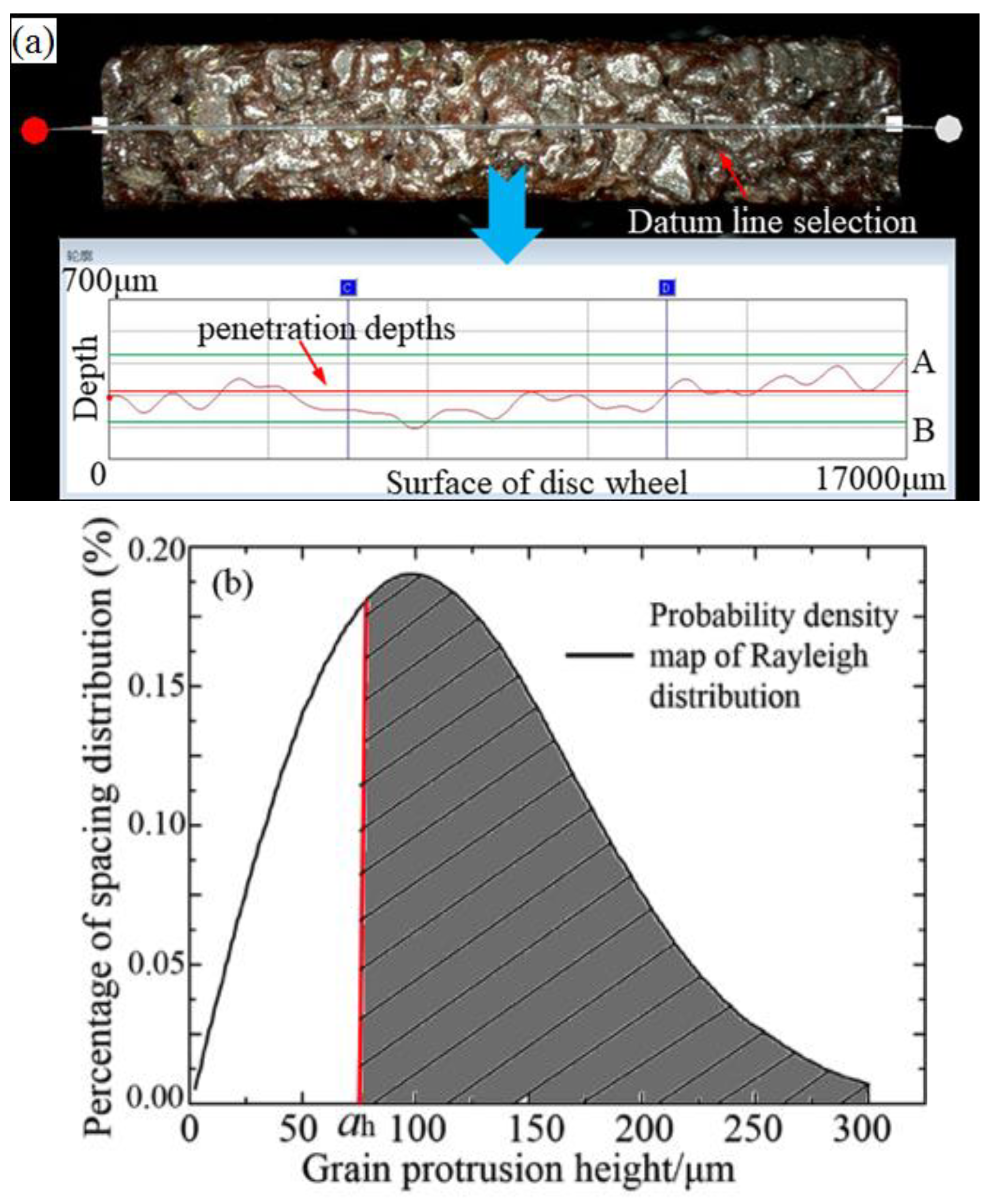
| h | Grit protrusion height |
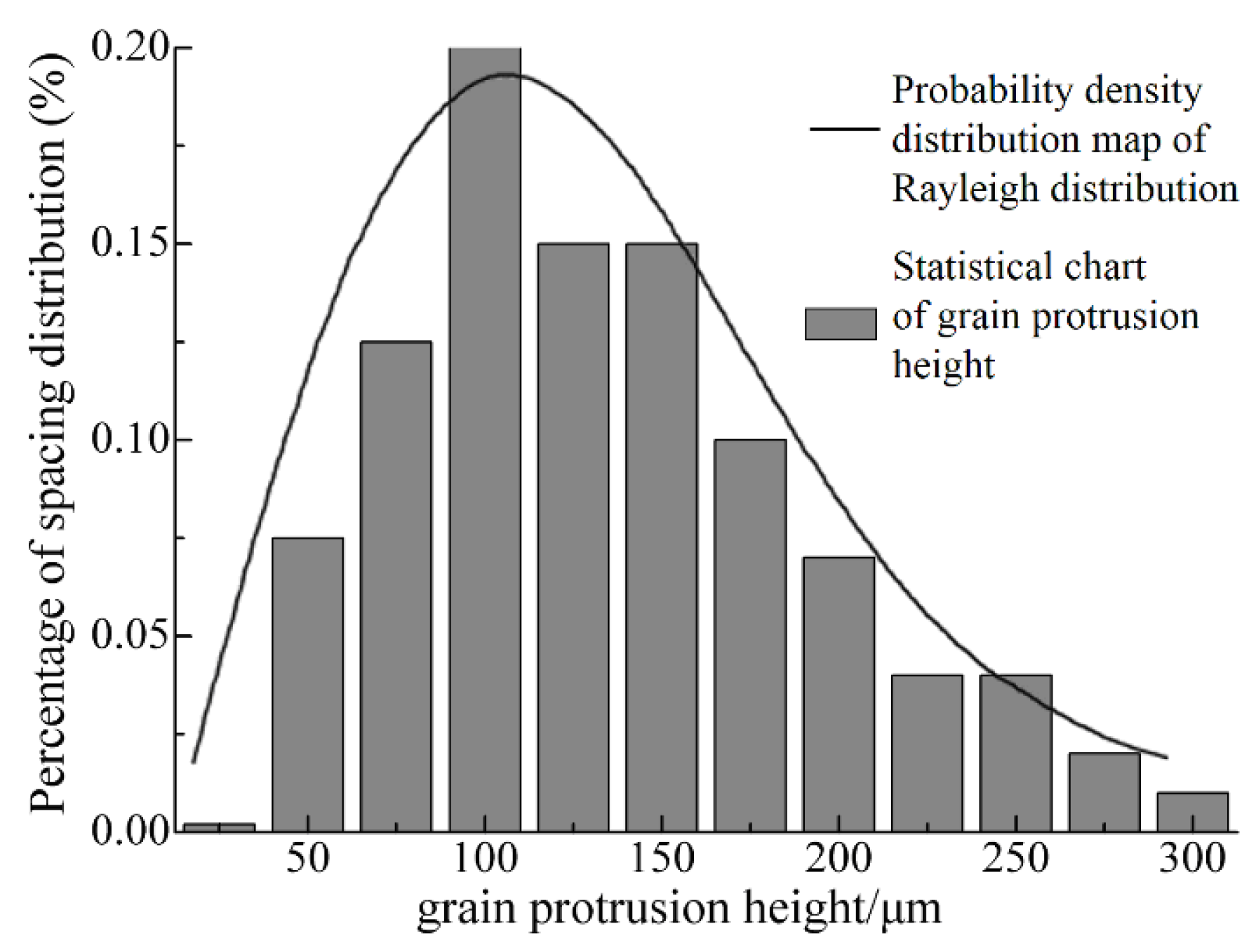
| σ | Probability density function parameter |
| ε | Grit height coefficient |
| ah | Penetration depths |
| deq | Equivalent diameter |
| C1 | Coefficient related to the density of grinding edge |
| Ks | Specific pressure associated with grinding material |
| ks2 | Specific pressure associated with cutting material |
| β1 | Dimensionless constant |
References
- Li, B.; Zhao, B. Modern Grinding Technology; China Machine Press: Beijing, China, 2003. [Google Scholar]
- Klocke, F.; Wrobel, C.; Rasim, M.; Mattfeld, P. Approach of characterization of the grinding wheel topography as a contribution to the energy modelling of grinding processes. Procedia Cirp 2016, 46, 631–635. [Google Scholar] [CrossRef]
- Li, H.N.; Axinte, D. Textured grinding wheels: A review. Int. J. Mach. Tools Manuf. 2016, 109, 8–35. [Google Scholar] [CrossRef]
- Matsuo, T.; Nakayama, K.; Tsukamoto, K. Machining of grinding wheel with carbide cutting tools. Cirp Ann.-Manuf. Technol. 1984, 33, 39–42. [Google Scholar] [CrossRef]
- Duan, N.; Wang, W.; Yu, Y.; Huang, H.; Xu, X. Dynamic simulation of single grain cutting of glass by coupling fem and sph. China Mech. Eng. 2013, 24, 2716–2721. [Google Scholar]
- Lang, X.; He, Y.; Tang, J.; Chen, H. Grinding force model based on prominent height of abrasive submitted to rayleigh distribution. J. Cent. South Univ. (Sci. Technol.) 2014, 45, 3386–3391. [Google Scholar]
- Su, C.; Hou, J.-M.; Zhu, L.-D.; Wang, W.-S. Simulation study of single grain cutting based on fluid-solid-interaction method. J. Syst. Simul. 2008, 19, 5250. [Google Scholar]
- Su, C.; Xu, L.; Liu, Y.; Ma, J. Numerical simulation of cutting process of cbn grit based on sph method. Zhongguo Jixie Gongcheng (China Mech. Eng.) 2013, 24, 667–670. [Google Scholar]
- Yan, L.; Jiang, F.; Rong, Y. Grinding mechanism based on single grain cutting simulation. Jixie Gongcheng Xuebao (Chin. J. Mech. Eng.) 2012, 48, 172–182. [Google Scholar] [CrossRef]
- Engin, I.C.; Bayram, F.; Yasitli, N.E. Experimental and statistical evaluation of cutting methods in relation to specific energy and rock properties. Rock Mech. Rock Eng. 2013, 46, 755–766. [Google Scholar] [CrossRef]
- Ersoy, A.; Buyuksagic, S.; Atici, U. Wear characteristics of circular diamond saws in the cutting of different hard abrasive rocks. Wear 2005, 258, 1422–1436. [Google Scholar] [CrossRef]
- Karakurt, I.; Aydin, G.; Aydiner, K. Experimental and statistical analysis of cutting force acting on diamond sawblade in sawing of granitic rocks. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2013, 227, 286–300. [Google Scholar] [CrossRef]
- Turchetta, S. Cutting force in stone machining by diamond disk. Adv. Mater. Sci. Eng. 2010, 2010. [Google Scholar] [CrossRef]
- Zhang, J.; Ge, P.; Zhang, L. Research on the grinding force based on the probability statistics. Zhongguo Jixie Gongcheng/China Mech. Eng. 2007, 18, 2399–2402. [Google Scholar]
- Agarwal, S.; Rao, P.V. A probabilistic approach to predict surface roughness in ceramic grinding. Int. J. Mach. Tools Manuf. 2005, 45, 609–616. [Google Scholar] [CrossRef]
- Agarwal, S.; Rao, P.V. Predictive modeling of force and power based on a new analytical undeformed chip thickness model in ceramic grinding. Int. J. Mach. Tools Manuf. 2013, 65, 68–78. [Google Scholar] [CrossRef]
- Hecker, R.L.; Liang, S.Y.; Wu, X.J.; Xia, P.; Jin, D.G.W. Grinding force and power modeling based on chip thickness analysis. Int. J. Adv. Manuf. Technol. 2007, 33, 449–459. [Google Scholar] [CrossRef]
- Hou, Z.B.; Komanduri, R. On the mechanics of the grinding process–part I. Stochastic nature of the grinding process. Int. J. Mach. Tools Manuf. 2003, 43, 1579–1593. [Google Scholar] [CrossRef]
- Su, C.; Xu, L.; Li, M.; Ma, J. Study on modeling and cutting simulation of abrasive grains. Acta Aeronaut. Astronaut. Sin. 2012, 33, 2130–2135. [Google Scholar]
- Hegeman, J. Fundamentals of Grinding: Surface Conditions of Ground Materials; University of Groningen: Groningen, The Netherlands, 2000. [Google Scholar]
- Warnecke, G.; Barth, C. Optimization of the dynamic behavior of grinding wheels for grinding of hard and brittle materials using the finite element method. Cirp Ann.-Manuf. Technol. 1999, 48, 261–264. [Google Scholar] [CrossRef]
- Su, C.; Yang, J.; Zhao, H.; Wang, W. Development of virtual grinding wheel and its grinding performance analysis. J. Comput.-Aided Des. Comput. Graph. 2008, 20, 560–564. [Google Scholar]
- Li, Y. Mechanisms and Techniques for Deep Sawing of Granite. Ph.D. Thesis, Huaqiao University, Quanzhou, China, 2004. [Google Scholar]
- Konstanty, J. Theoretical analysis of stone sawing with diamonds. J. Mater. Process. Technol. 2002, 123, 146–154. [Google Scholar] [CrossRef]
- Zhang, Y. Metal Cutting Theory; Aviation Industry Press: Beijing, China, 1988. [Google Scholar]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
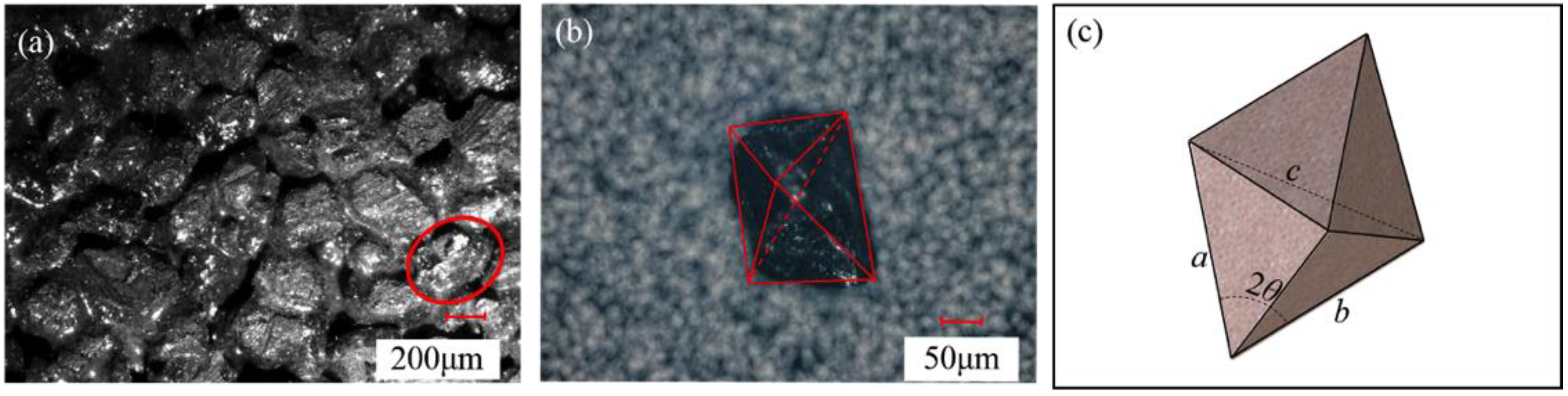
| No. | a (mm) | b (mm) | c (mm) | Grinding Angle (θ (degree)) |
|---|---|---|---|---|
| 1 | 0.3 | 0.25 | 0.25 | |
| 2 | 0.25 | 0.3 | 0.35 | |
| 3 | 0.3 | 0.3 | 0.27 | |
| 4 | 0.31 | 0.34 | 0.35 | |
| 5 | 0.25 | 0.30 | 0.28 | |
| 6 | 0.34 | 0.36 | 0.37 | |
| Average value | 0.29 | 0.31 | 0.31 | 36.87 |
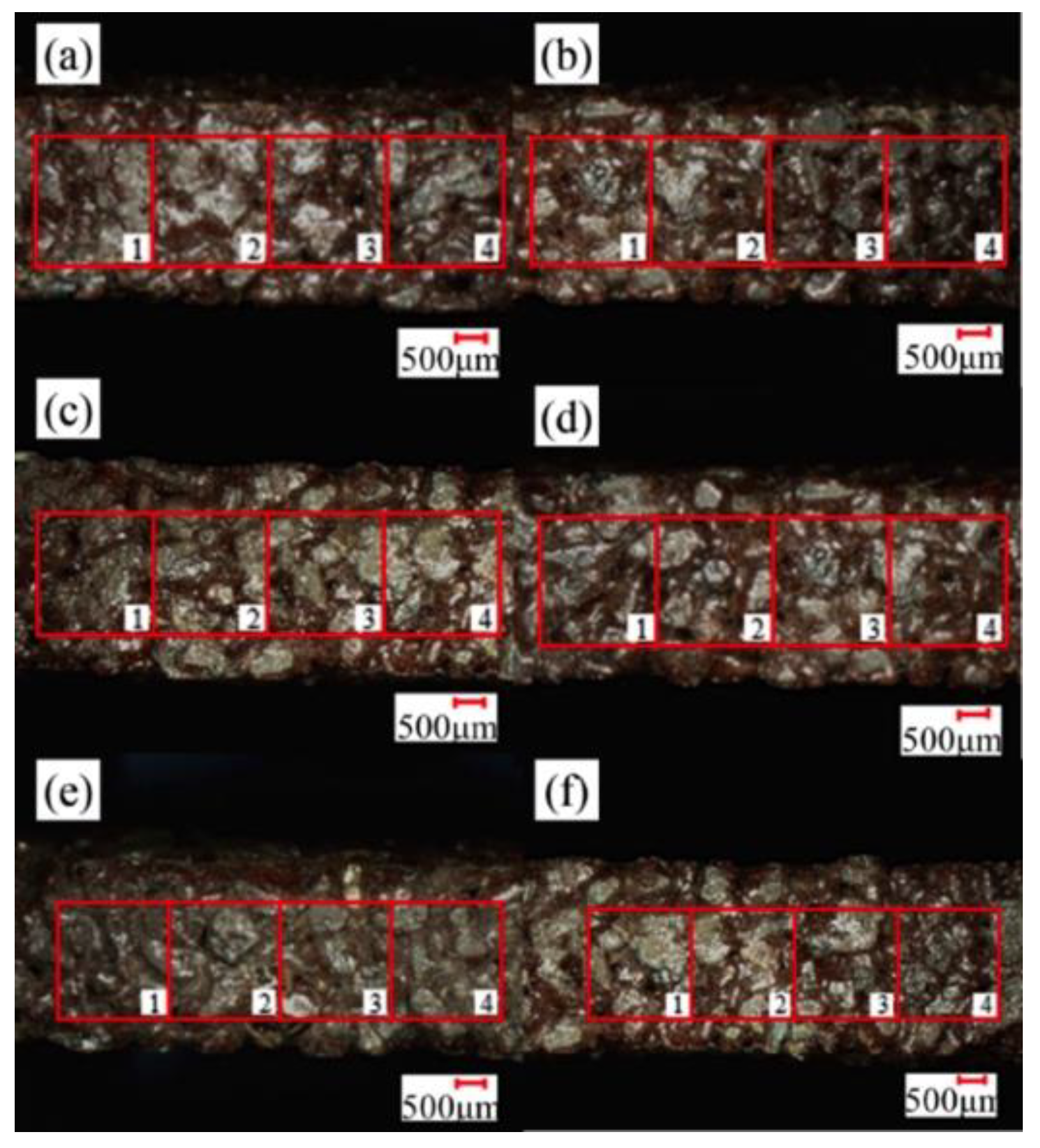
| Area | Grit Number | Average Number of Grit | Grit Density | |||
|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | |||
| a | 6 | 5 | 4 | 6 | 5.25 | 1.31 |
| b | 4 | 4 | 5 | 5 | 4.5 | 1.13 |
| c | 3 | 5 | 5 | 5 | 4.5 | 1.13 |
| d | 6 | 6 | 5 | 4 | 5.25 | 1.31 |
| e | 3 | 4 | 4 | 6 | 4.25 | 1.06 |
| f | 5 | 4 | 3 | 4 | 4 | 1 |
| Parameters | Value | Unit |
|---|---|---|
| Grinding machine power | 3000 | W |
| Rated voltage | 220 | V |
| Rated frequency | 50 | Hz |
| Blade diameter, ds | 0.4 | m |
| Blade thickness, bw | 0.0032 | m |
| Grinding speed, vs | 40, 45, 50, 55, 60 | m/s |
| Feed speed, vf | 0.42, 0.83, 1.25, 1.67 | ×103 m/s |
| Workpiece length, la | 0.05 | m |
| Workpiece width, lb | 0.05 | m |
| Workpiece height | 0.02 | m |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ni, J.; Feng, K.; Al-Furjan, M.S.H.; Xu, X.; Xu, J. Establishment and Verification of the Cutting Grinding Force Model for the Disc Wheel Based on Piezoelectric Sensors. Sensors 2019, 19, 725. https://doi.org/10.3390/s19030725
Ni J, Feng K, Al-Furjan MSH, Xu X, Xu J. Establishment and Verification of the Cutting Grinding Force Model for the Disc Wheel Based on Piezoelectric Sensors. Sensors. 2019; 19(3):725. https://doi.org/10.3390/s19030725
Chicago/Turabian StyleNi, Jing, Kai Feng, M.S.H. Al-Furjan, Xiaojiao Xu, and Jing Xu. 2019. "Establishment and Verification of the Cutting Grinding Force Model for the Disc Wheel Based on Piezoelectric Sensors" Sensors 19, no. 3: 725. https://doi.org/10.3390/s19030725
APA StyleNi, J., Feng, K., Al-Furjan, M. S. H., Xu, X., & Xu, J. (2019). Establishment and Verification of the Cutting Grinding Force Model for the Disc Wheel Based on Piezoelectric Sensors. Sensors, 19(3), 725. https://doi.org/10.3390/s19030725