1. Introduction
The advancement and innovation of modern science and technology benefit on the development of sensing technology. Sensors are widely used in many fields such as consumer electronics, automobiles, aerospace, manufacturing and environmental monitoring [
1]. Temperature sensors are one of the most important types of sensors used in those fields with the requirement of precise temperature monitoring. According to sensing methods, temperature sensors can be categorized into contact temperature sensors and non-contact temperature sensors. The non-contact temperature sensor is mainly a thermal radiation thermometer. According to the sensing mechanisms, the existing contact temperature sensors can sub-categorized into thermistor, thermocouple, platinum resistor and micro temperature sensors. Thermistor temperature sensors are usually droplet, cylindrical or thin-film metal oxide sensors. The internal resistance decreases or increases as the temperature rises; therefore, they can be divided into negative temperature coefficient (NTC) thermistors and positive temperature coefficient (PTC) thermistors, respectively. However, the linearity of thermistors is poor, and the accuracy is poor. Thermocouple sensors are the most widely used temperature sensors in industrial measurement. They directly contact the measured objects; therefore, are not affected by the intermediate medium and have high accuracy. Platinum resistors are most widely used in laboratory and have higher accuracy than the former two counterparts, but they are expensive, and the application is limited.
In many fields, it is often necessary to simultaneously measure parameters such as acceleration, pressure, temperature and magnetic field. However, in these applications, due to the strict limitations of environmental adaptability, room restriction and costs, the sensor is required to be miniaturized. The complementary metal oxide semiconductor (CMOS) technology based micro temperature sensors are widely used in industrial and automotive fields due to small-size, high-performance and low-cost. In the last few decades, the development of microelectromechanical systems (MEMS) technology has driven the development of sensors towards miniaturization, high integration and diversification [
2,
3,
4,
5,
6,
7,
8]. There are many types of micro temperature sensors currently developed using MEMS technology, including capacitive, piezo-resistive, tunneling, resonant and thin-film thermal-sensitive resistance temperature sensors. A MEMS capacitive temperature sensor [
9] consists of a bimetallic micro-cantilever and a comb drive structure. When the temperature changes, the bimetallic micro-beam is deformed due to thermal mismatching and the effective capacitance area of the comb capacitor changes; therefore, temperature can be measured by the capacitive readout circuit. A MEMS piezo-resistive temperature sensor with silicon micro-bridge structures [
10] has a thicker silicon film and a lower sensitivity. However, the sensitivity can be improved by reducing the thickness of silicon films, it will increase the difficulty of production and increase costs. The MEMS tunneling thermometer based on tip deflection of the bimetallic cantilever beam [
11] has a high sensitivity, but its temperature measurement range is very small, and it is difficult to conduct batch processing.
One of the development trends of the MEMS-based sensors is to integrate more sensors on a single chip to detect different physical quantities at the same time and has small volume and low unit cost. To date, many studies have been made on the integration of multiple sensors using MEMS technology. The SiTime team has published a MEMS resonator-based clock with the accuracy of 0.1 ppb. It has an integrated micro temperature sensor that performs temperature measurements by two independent resonators with different temperature coefficients, and the difference of resonant frequencies varies with temperature fluctuation. This resonant temperature sensor has a resolution of 20 μK, which is the state-of-the-art in the world [
12,
13]. A vibrating-beam accelerometer with a resolution of 50 ng combined with an integrated resonating temperature sensor has been investigated [
14]. The thermal transient behavior of the temperature sensor has been studied using finite element analysis (FEA) without actual test result. However, resonant temperature sensors also have disadvantages, such as complex conditioning circuits and the possibility of vibration crosstalk with the measured object. The thin-film thermal resistance temperature sensors have relatively simple deposition process therefore have been widely used. They have the advantages of a good long-term stability and a good repeatability, rapid thermal response, high temperature coefficient of resistance (TCR), excellent linearity, a large measurement range and a reasonably high resolution [
15]. For example, a Pt thin-film temperature sensor annealed at 800 °C for two hours has a TCR of 2.40 × 10
−3/°C [
16]. Moreover, the thin-film thermal resistance temperature sensors have the potential to be integrated on MEMS mechanical sensors with compatible processes.
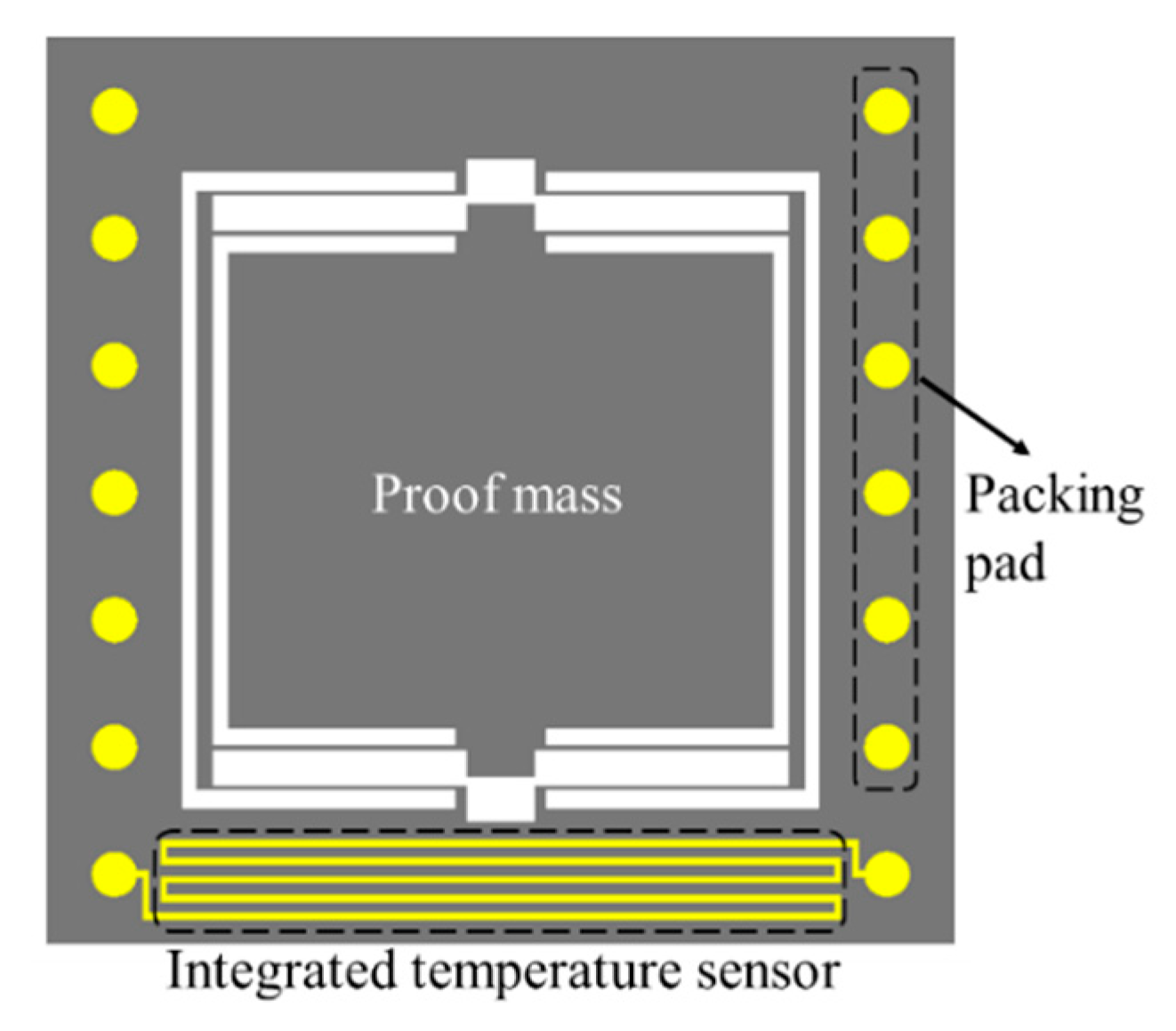
In this study, an integrated on-chip temperature sensor, which is compatible with MEMS processes, was introduced for in situ and high-resolution temperature measurement of the main MEMS sensor. It aims to solve the issues of temperature gradient, thermal transmission time and low-measurement resolution, which are the main errors of traditional temperature compensation for high-precision MEMS sensors. The gold-film temperature sensors with different dimensions are designed and fabricated. The gold-film temperature sensor with the conditioning circuit was first calibrated. Then, several experiments were performed to investigate the performance of the gold-film temperature sensors, including consistency, repeatability and the intrinsic noise floor. The proposed gold-film temperature sensor was integrated on a high-precision MEMS accelerometer for in situ temperature measurement.
2. Design and Fabrication
The working principle of the proposed gold-film temperature sensor was that the resistance exhibits to the flow of an electric current was related to its temperature. Depending upon the accuracy to after, the relationship governing resistance temperature sensor output against temperature follows the quadratic equation:
where
RT and
R0 are, respectively the resistance of the resistor at
T °C and 0 °C,
is the first-order temperature coefficient of resistance (TCR) and
β is the second-order coefficient. For a small temperature measurement range, the first-order approximation can be adequate.
2.1. Material Selection
The design rational of the thin-film temperature sensors was to be capable of being integrated with MEMS sensors. Therefore, the materials and fabrication processes needed be compatible with MEMS sensors. Platinum resistance temperature detector (RTD)—such as Pt100—is the most widely used in laboratory for accuracy temperature measurement. However, several materials could fulfil the basic requirement of providing a predictable, smooth and stable temperature with resistance relationship, such as copper, gold, nickel and silver, the selection of platinum lies in the inherently high electrical resistivity values. However, for the MEMS fabrication, the resistance of the thin film resistor could be increased by a thinner film or a longer trace. Compared with copper, nickel and silver, gold as a noble metal had a much greater resistance to oxidation. Compared with platinum, gold was more commonly used in MEMS fabrication and compatible to most of the processes. Therefore, gold was more suitable for integrated temperature sensors on MEMS sensors.
2.2. Shape Design
Apart from the temperature fluctuation, the strain due to differential expansion between the thin-film resistor and its surroundings could also affect the resistance, which was a challenge for the thin-film temperature sensor design. The design rational was to obtain a sufficient resistance value with a minimum strain. The resistance of the gold thin-film resistor can be expressed by the following basic formula:
where
is the resistivity of gold,
L is the length of gold trace,
A is the cross sectional area of the gold trace. In order to meet the design rational, the thin-film temperature sensor should be deployed in a minimum area for a small strain. The resistance should be maximized by increasing the actual length meanwhile decreasing the cross-sectional area of the gold trace. The proposed shape is a planar coil with multiple parallel traces. The length of a single trace is
L; the number of traces is
N, the total width of the coil winding is
s, so the total length of the coil can be expressed as:
According to the literature [
17], once the thickness of the thin-film metal resistor less than 1 µm, the thermal response lag can be ignored. Considering the cost of gold deposition and lift-off fabrication tolerance, the thickness of the gold trace
t is chosen to be 0.1 μm, and the width of the gold trace
w is chosen to be 10 μm. The design parameters of different prototype chips are shown in
Table 1. Chips A, B, C, D and E have the same trace thickness and width and the same single trace length of about 3.3 mm and coil winding width of about 3.7 mm but have different trace numbers of 10 to 50. Therefore, the total length of the coil and the nominal resistance can be calculated by Equations (3) and (2), respectively, which are also shown in
Table 1. The resistivity of the gold thin-film resistor
at room temperature was 2.40 × 10
−8 Ω⋅m, so that the resistance of the Chip A could be derived as 871 Ω. With the known standard TCR of gold block of 3.2 × 10
−3/°C, when temperature changed by 0.001 °C, the resistance of the gold-film resistor changed by about 0.003 Ω. However, when temperature changes,
A,
L and
all changes. Since the changes of
A and
L were very small compared with the change of
, so it was always assumed that only the resistivity of metal materials
changes.
2.3. Fabrication Process
Since the resistance of an electrical conductor will experience variations by electron scattering effects and atomic lattice vibrations due to the impurities and lattice defects, an important requirement for accurate resistance thermometry was that the sensing element needed to be pure. The challenge for fabrication was to support the fine, pure thin-film adequately. Meanwhile, the thin-film needed also be (and remain) in an annealed condition, via suitable heat treatment of the materials such that it was not inclined to change physically. In addition, the thin-film needed to be kept in an environment protected from contamination so that chemical changes were indeed obviated.
The proposed gold-film temperature sensor was fabricated based on E-beam evaporation with the gold target of at least 99.999% purity and the lift-off feature definition process. Prototypes were fabricated based on the substrate of 4-inch single-crystal silicon wafers with natural surface oxidation. The fabrication processing flow of the proposed gold-film temperature sensor is illustrated in
Figure 1. The details of the processes are as follows: (1) the surface of the silicon wafer was cleaned by organic solutions and plasma cleaning to remove impurities and organic substances; (2) silicon dioxide was deposited on the surface of the silicon wafer by plasma enhanced chemical vapor deposition (PECVD) as an insulating layer between the metal thin-film and the silicon substrate; (3) the disc was uniformly spin-coated with double-layer photoresist (LOR10B & AZ5214); (4) a ATD1000 laser direct writer was used to define the patterns and transferring the patterns by AZ400 K developer; (5) an E-beam evaporation coater was used to deposit a titanium layer with a thickness of 20 nm and a gold layer with a thickness of 100 nm on the substrate surface, where the titanium layer was an adhesion layer between gold and silicon dioxide; (6) the sample wafer was immersed in acetone and then MIF solution to remove AZ5214 and LOR10B, respectively. In this case, the metal features on photoresist could be lifted off, leaving the required metal features on the substrate. In the end, the samples were be annealed at 300 °C for at least 1 h.
The fabricated wafer with gold-film temperature sensors is shown in
Figure 2. The measured resistance values of the temperature sensors after processing are shown in
Table 1, where each value was averaged from 8 chips of each type. Since the conductivity of titanium was only about 5% that of gold, the resistance reduction due to the titanium layer was ignored. In addition, the resistance of the wire-bonding pads for electrical connections was also ignored. The deviation between the calculated resistance and the measured resistance was about 10% which was reasonable due to the density difference between the deposited thin-film and the body block. There was no obvious resistance change before and after the annealing process. The gold-film temperature sensor chips were singulated by laser cutting. Each individual temperature sensor was connected to the adapter board by wire-bonding, and then connected to the temperature readout circuit board.
4. Discussion
The proposed temperature sensor can work under either a wide temperature range or a narrow range, depending on the application requirement. For less precise acceleration measurement, the accelerometer is generally not under temperature control; therefore, the temperature effect is suppressed by measuring the large environment temperature fluctuation and then conducting compensation procedure. However, for high-precision acceleration measurement, the accelerometer is generally under passive or active temperature control with the interior temperature fluctuation of a few degrees or within one degree Celsius. The task of the on-chip temperature sensor is to conduct in situ and high-resolution temperature measurement within a small fluctuation, which is the essence of the precise temperature compensation. The proposed temperature sensors are calibrated and demonstrated for this task; however, it can also be used for other applications by tuning the measurement range.
Figure 12 shows acceleration and temperature fluctuations at the working temperature point of close to room temperature in the lab. However, in practical application, the temperature sensor should be configured to have optimized performance (sensitivity, linearity, etc.) at the certain system working temperature point by adjusting the setting resistors of the circuit as shown in
Figure 4.
For traditional temperature compensation of MEMS sensors, separated thermistors in the chip carrier are generally used, or temperature information from the circuit components, such as the microcontroller, is used with a typical resolution of one degree Celsius or worse. Therefore, the temperature compensation errors come from the temperature gradient, time constant and measurement resolution. However, the proposed integrated gold-film temperature sensor can perform in situ temperature measurement with a resolution of about 0.1 mK and ignorable time lag. In addition, the fabrication process is compatible with most MEMS processes; therefore, the integrated temperature sensor can be applied on most MEMS sensors without much cost and room request.
The resolution of the proposed temperature sensor was about four parts per million of the temperature measurement span of 25 °C. The essence of achieving the performance lies in the dedicated thermistor signal amplifier INA330. First, compared with the classical bridge circuit, the INA330 circuit had less mismatching problem in terms of resistance values and temperature coefficients of resistance. Second, the temperature coefficient of its offset voltage was very small, only 0.2 µV/°C. Third, its 1/f noise at low-frequency range was small. Therefore, the INA330 circuit had excellent performance in terms of noise rejection.
Apart from the temperature effect, the stability of a MEMS accelerometer is also affected by other effects, such as stress. In practices, MEMS accelerometers are usually thermal cycled to release most of the stress before functioning.

 ,
, 














{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}




