PVDF Sensor Foils Employed to Measure Shear Stress and Temperature of Friction Welding

Abstract
:
1. Introduction
2. Characterization of PVDF Foils
2.1. Young’s Modulus
2.2. Electrical Measurements
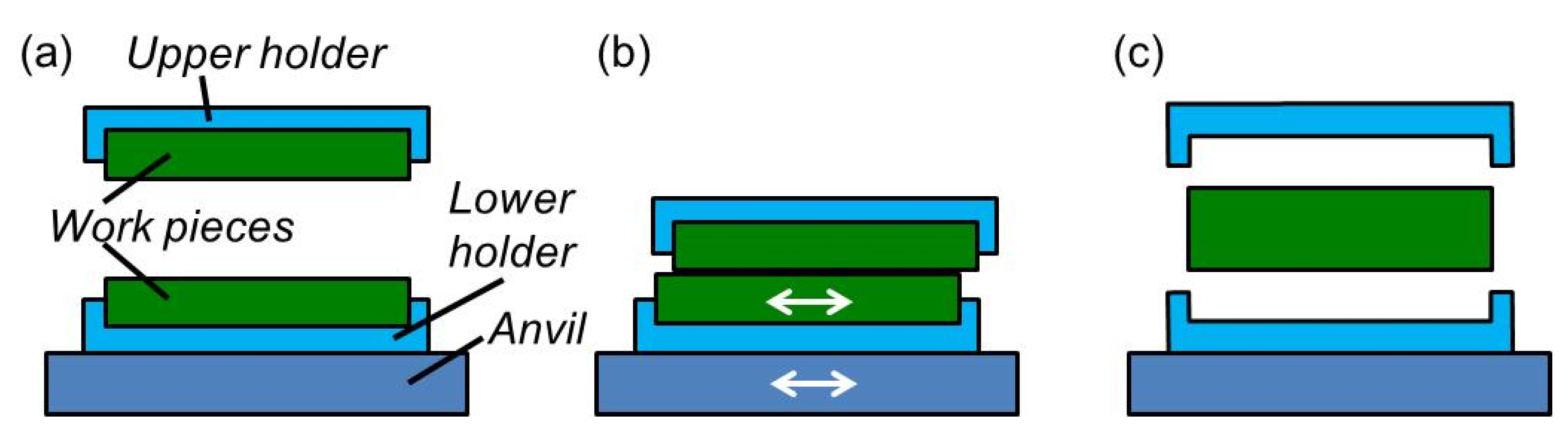
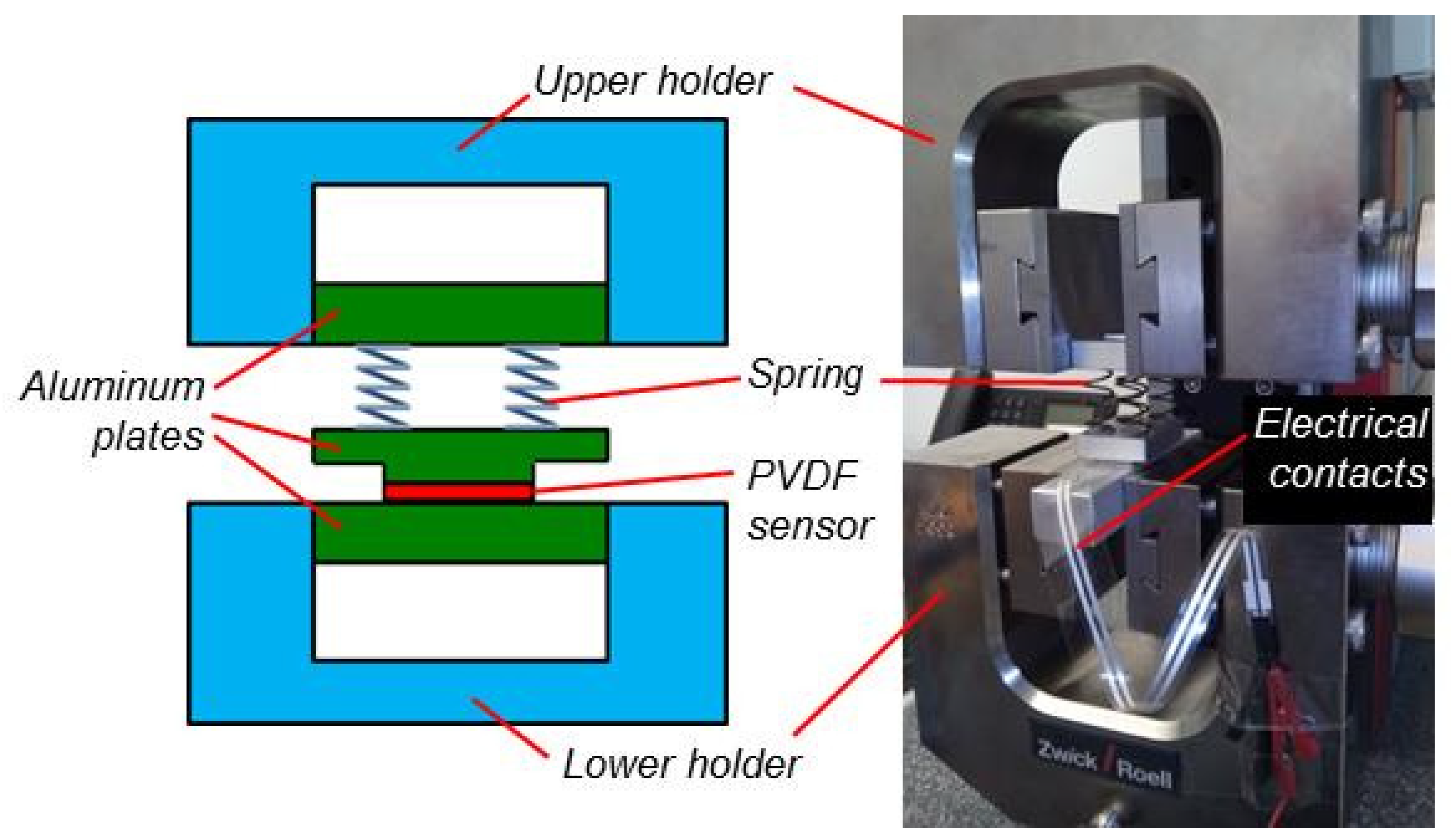
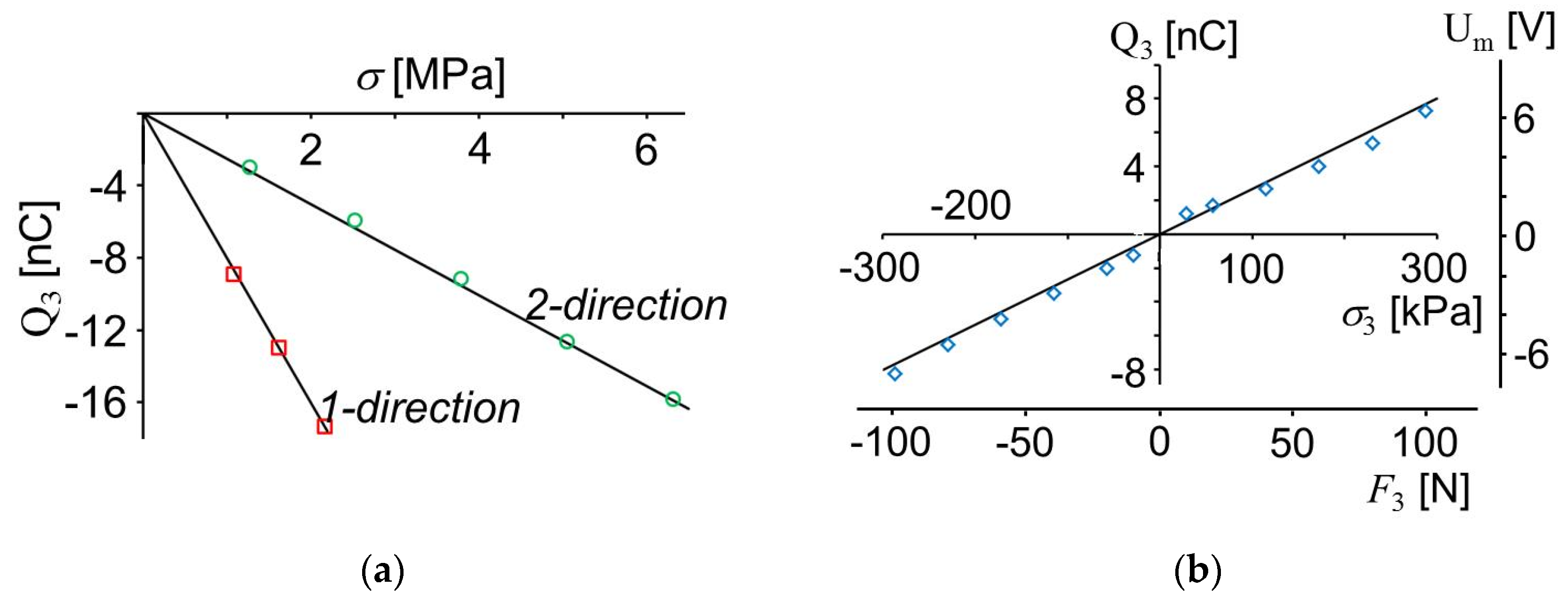
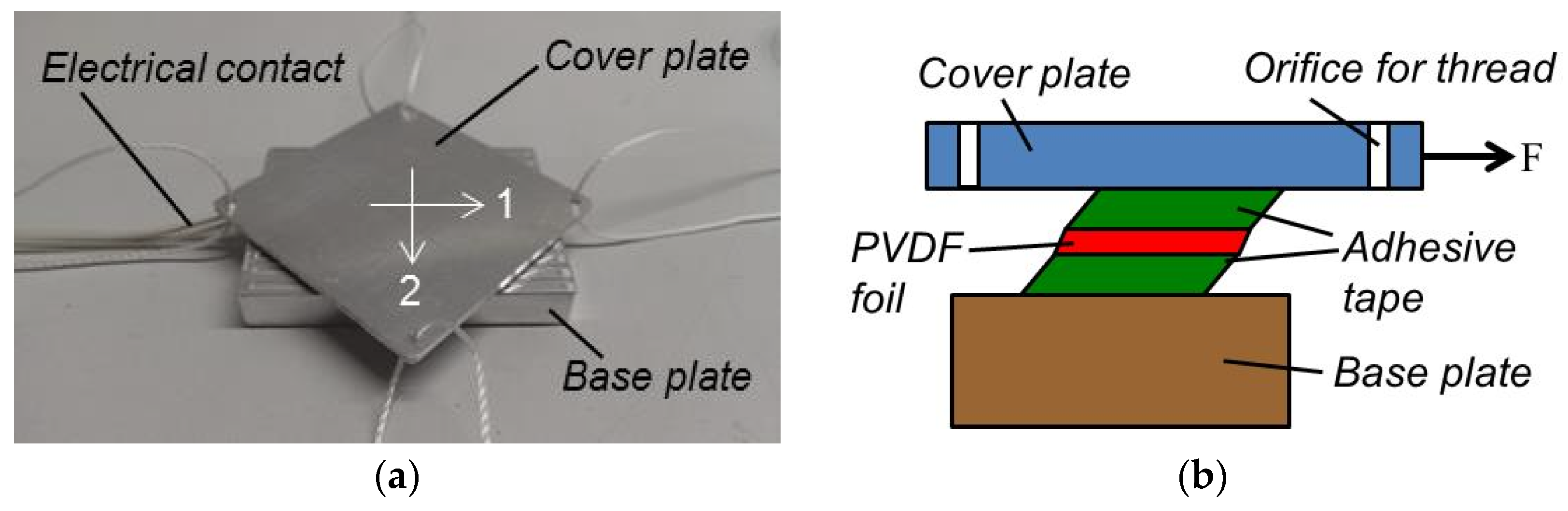
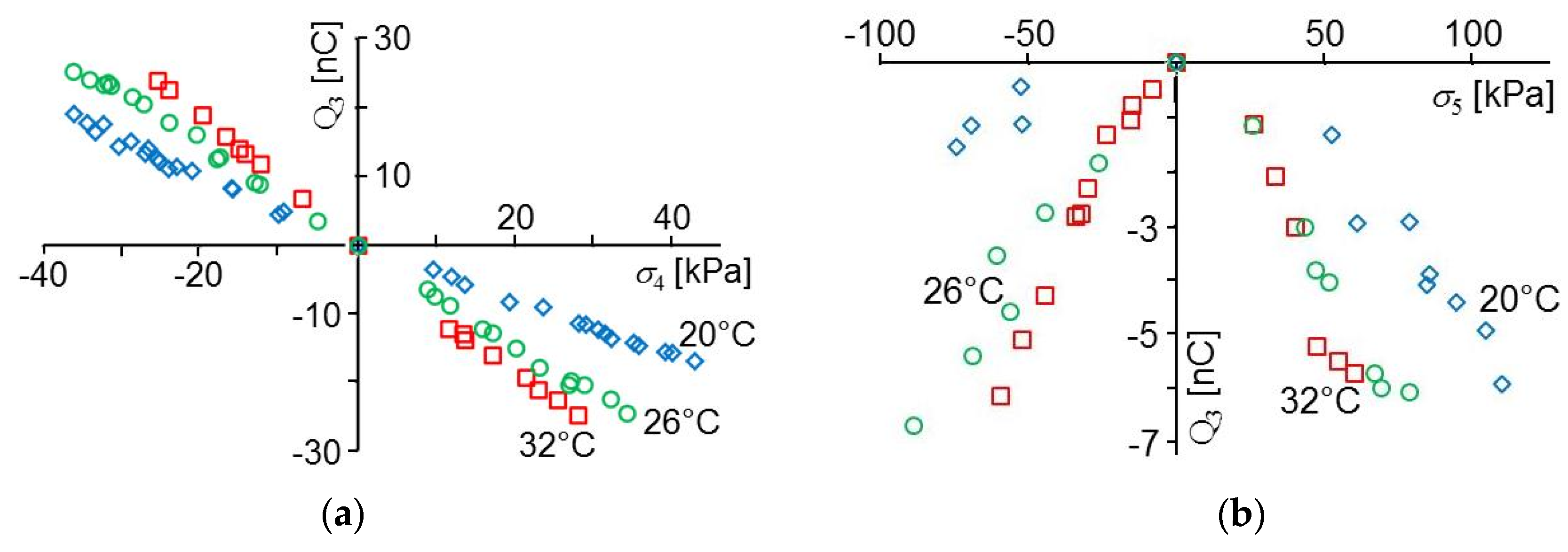
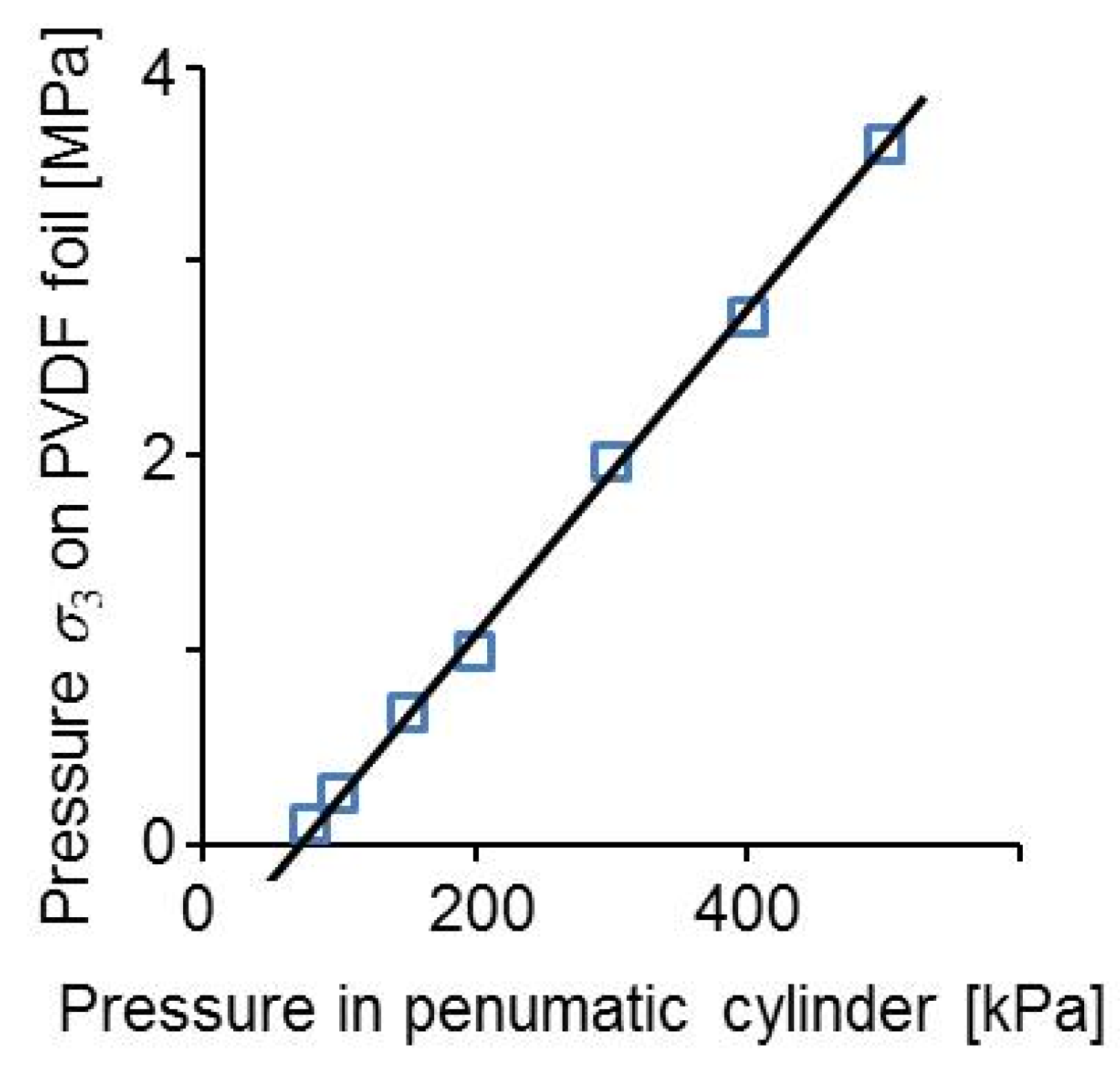
2.3. Piezoelectric Effect
2.4. Pyroelectric Effect of PVDF Foils
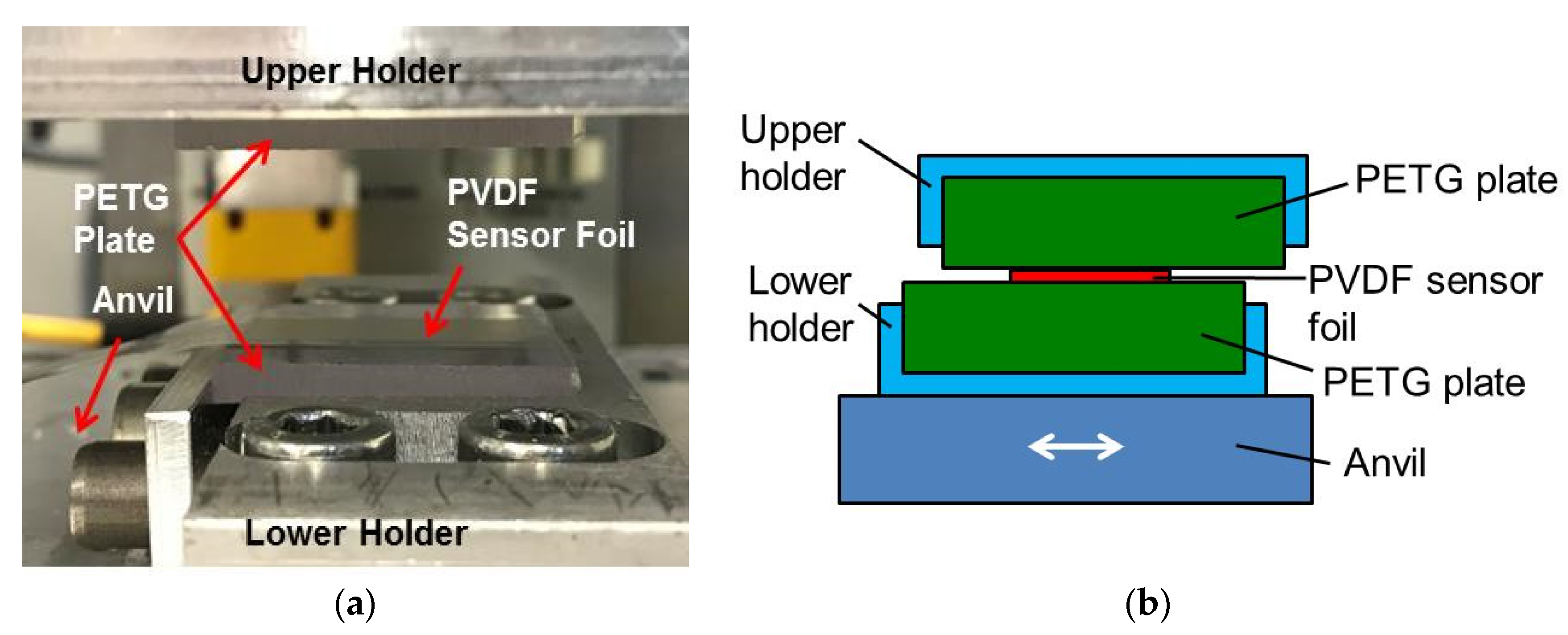
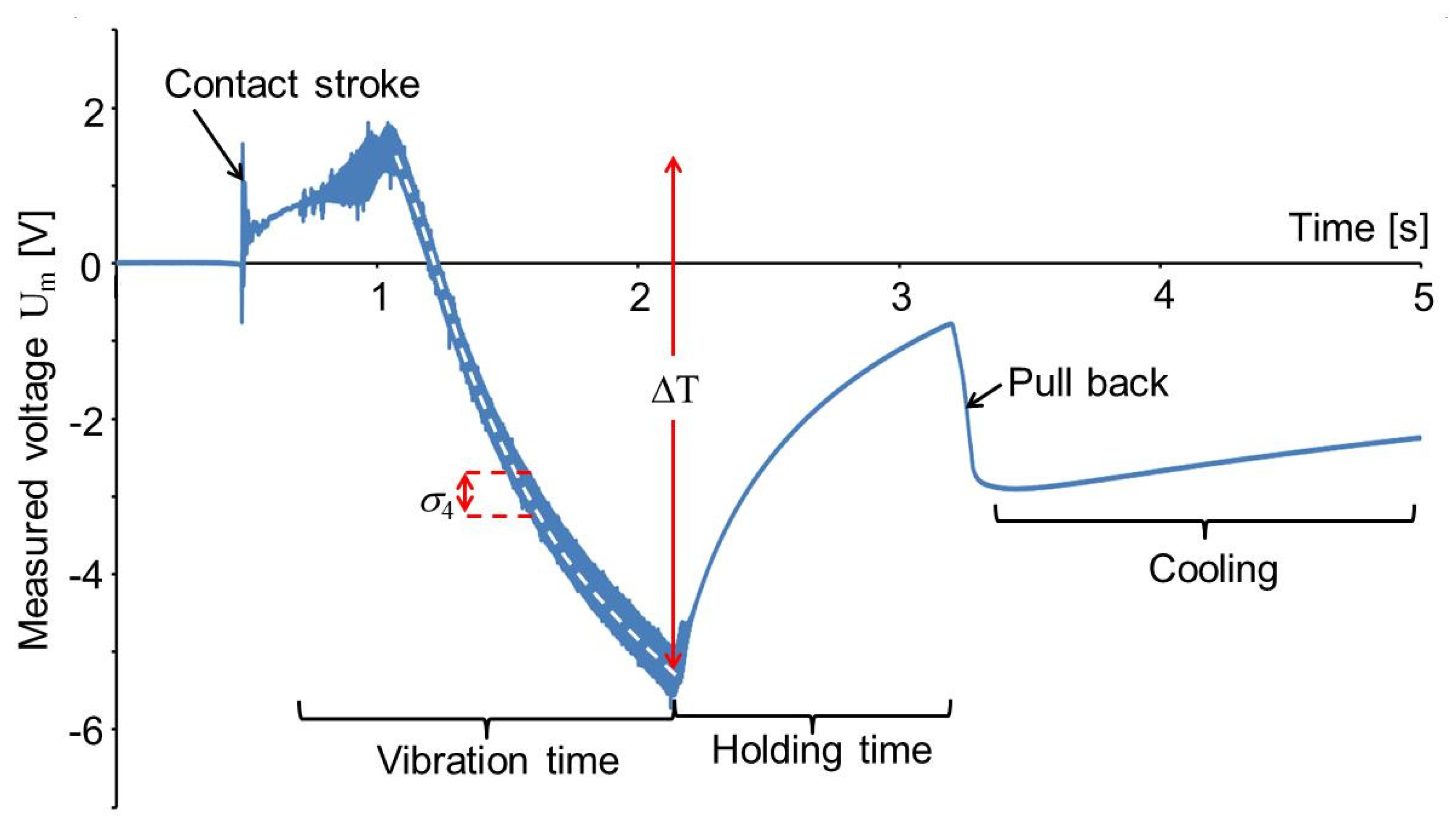
3. Measurement of Shear Stress and Temperature
3.1. Linear Friction Welding Machine
3.2. Circular Friction Welding Machine
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Klopstock, H.; Neelands, A.P. An Improved Method of Joining or Welding Metals. British Patent No. 572,789, 17 October 1941. [Google Scholar]
- Chudikov, A.I. Friction Welding. Russian Patent No. 106,270, 16 February 1956. [Google Scholar]
- Crossland, B. Friction welding. Contemp. Phys. 1971, 12, 559–574. [Google Scholar] [CrossRef]
- Maalekian, M. Friction welding—Critical assessment of literature. Sci. Technol. Weld. Join. 2007, 12, 738–759. [Google Scholar] [CrossRef]
- Uday, M.B.; Noor, A.F.M.; Zuhailawati, H.; Ismail, A.B. Advances in friction welding process: A review. Sci. Technol. Weld. Join. 2010, 15, 534–558. [Google Scholar] [CrossRef]
- Bhamji, I.; Preuss, M.; Threadgill, P.L.; Addison, A.C. Solid state joining of metals by linear friction welding: A literature review. Mater. Sci. Technol. 2011, 27, 2–12. [Google Scholar] [CrossRef]
- Patham, B.; Foss, P.H. Thermoplastic vibration welding: Review of process phenomenology and processing-structure-property interrelationships. Polym. Eng. Sci. 2010, 51, 1–22. [Google Scholar] [CrossRef]
- Chamanfar, A.; Jahazi, M.; Cormier, J. A Review on Inertia and Linear Friction Welding of Ni-Based Superalloys. Met. Mater. Trans. A 2015, 46, 1639–1669. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Feo, L.; Fraternali, F. Friction welding of dissimilar plastic/polymer materials with metal powder reinforcement for engineering applications. Compos. Part B Eng. 2016, 101, 77–86. [Google Scholar] [CrossRef]
- Kumar, R.; Singh, R.; Ahuja, I.; Penna, R.; Feo, L. Weldability of thermoplastic materials for friction stir welding- A state of art review and future applications. Compos. Part B Eng. 2018, 137, 1–15. [Google Scholar] [CrossRef]
- Stokes, V.K. Vibration welding of thermoplastics. Part III: Strength of polycarbonate butt welds. Polym. Eng. Sci. 1988, 28, 989–997. [Google Scholar] [CrossRef]
- Tucker, B.; Bates, P.J.; Tucker, R.; Sidiropolous, V. Improving vibration weld joint strength through process and equipment modifications. Sci. Technol. Weld. Join. 2004, 9, 443–450. [Google Scholar] [CrossRef]
- Schlarb, A.K.; Ehrenstein, G.W. The impact strength of butt welded vibration welds related to microstructure and welding history. Polym. Eng. Sci. 1989, 29, 1677–1682. [Google Scholar] [CrossRef]
- Lin, L.; Schlarb, A.K. Vibration welding of polypropylene-based nanocomposites—The crucial stage for the weld quality. Compos. Part B Eng. 2015, 68, 193–199. [Google Scholar] [CrossRef]
- Kuriykov, Y.V.; Künkel, R.; Ehrenstein, G.W. Vibrationsschweißen—Die entscheidende Sekunde für die Schweißnahtqualität. Schweißen Schneid. 2005, 57, 569–574. [Google Scholar]
- Potente, H.; Kaiser, H. Process data acquisition in vibration welding of thermoplastics. Polym. Eng. Sci. 1989, 29, 1661–1666. [Google Scholar] [CrossRef]
- Craine, R.; Francis, A. Frictional heat generated in the early stages of an orbital friction welding process. Wear 1987, 114, 355–365. [Google Scholar] [CrossRef]
- Rykalin, N.N.; Pugin, A.I.; Vasil’eva, V.A. Svarochnoe Proizvodstvo. Weld. Prod. 1959, 42–52. [Google Scholar]
- Maalekian, M. Granjon Prize Competition 2008 Joint Winner—Category A: “Joining and Fabrication Technology” Characterization and Optimization of Orbital Friction Welding of High Carbon Steel Bars. Weld. World 2009, 53, R109–R123. [Google Scholar] [CrossRef]
- Służalec, A. Thermal effects in friction welding. Int. J. Mech. Sci. 1990, 32, 467–478. [Google Scholar] [CrossRef]
- Midling, O.; Grong, Ø. A process model for friction welding of Al-Mg-Si alloys and Al-SiC metal matrix composites—I. Haz temperature and strain rate distribution. Acta Met. Mater. 1994, 42, 1595–1609. [Google Scholar] [CrossRef]
- Vairis, A.; Frost, M. Modelling the linear friction welding of titanium blocks. Mater. Sci. Eng. A 2000, 292, 8–17. [Google Scholar] [CrossRef]
- Cheng, X.; Li, X. Investigation of heat generation in ultrasonic metal welding using micro sensor arrays. J. Micromechanics Microengineering 2007, 17, 273–282. [Google Scholar] [CrossRef]
- Castro, H.; Lanceros-Méndez, S.; Rocha, J.G. Separation of the Pyro- and Piezoelectric Response of Electroactive Polymers for Sensor Applications. Mater. Sci. Forum 2006, 514, 202–206. [Google Scholar] [CrossRef] [Green Version]
- Kärki, S.; Lekkala, J.; Kuokkanen, H.; Halttunen, J.; Rajala, S. Development of a piezoelectric polymer film sensor for plantar normal and shear stress measurements. Sens. Actuators A Phys. 2009, 154, 57–64. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, X.; Luo, Y.; Zhang, Z.; Wang, L. Study on Heating Process of Ultrasonic Welding for Thermoplastics. J. Thermoplast. Compos. Mater. 2009, 23, 647–664. [Google Scholar] [CrossRef]
- Kosloh, J.; Sackmann, J.; Šakalys, R.; Liao, S.; Gerhardy, C.; Schomburg, W. Heat generation and distribution in the ultrasonic hot embossing process. Microsyst. Technol. 2016, 23, 1411–1421. [Google Scholar] [CrossRef]
- Kosloh, J.; Sackmann, J.; Krabbe, S.; Schomburg, W. Measurement of temperature and pressure distribution during ultrasonic processes by sensor foils from polyvinylidene fluoride. Microsyst. Technol. 2018, 24, 3729–3740. [Google Scholar] [CrossRef]
- Shirinov, A.; Schomburg, W. Pressure sensor from a PVDF film. Sens. Actuators A Phys. 2008, 142, 48–55. [Google Scholar] [CrossRef]
- Pfister, G.; Abkowitz, M.; Crystal, R.G. Pyroelectricity in polyvinylidene fluoride. J. Appl. Phys. 1973, 44, 2064–2071. [Google Scholar] [CrossRef]
- Kawai, H. The Piezoelectricity of Poly (vinylidene Fluoride). Jpn. J. Appl. Phys. 1969, 8, 975–976. [Google Scholar] [CrossRef]
- Schomburg, W.K. Introduction to Microsystem Design, 2nd ed.; Springer: Heidelberg/Berlin, Germany, 2015. [Google Scholar] [CrossRef]
- Nix, E.L.; Ward, I.M. The measurement of the shear piezoelectric coefficients of polyvinylidene fluoride. Ferroelectrics 1986, 67, 137–141. [Google Scholar] [CrossRef]
- Bergman, J.G. Pyroelectricity and Optical Second Harmonic Generation in Polyvinylidene Fluoride Films. Appl. Phys. Lett. 1971, 18, 203. [Google Scholar] [CrossRef]
- Zou, W.; Schomburg, W.K. Friction embossing. Microsyst. Technol. 2020, 1–9. [Google Scholar] [CrossRef] [Green Version]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Length | Width | Thickness | Distance | |
|---|---|---|---|---|
| Sensor foil | LF = 41 mm | bF = 16 mm | hF = 58 µm | |
| Electrodes | LE = 29 mm | bE = 12 mm | hE = 30 µm |
| Direction i | 1 | 2 | 3 |
|---|---|---|---|
| g3i [V m/N] | 0.19 | 0.062 | −0.65 |
| d3i [pC/N] | 22 | 7.4 | −77 |
| Q3/σ i [nC/MPa] | 8.0 | 2.6 | −27 |
| ΔT [°C] | 20 | 26 | 32 |
|---|---|---|---|
| d34 [nC/N] | 1.3 | 2.1 | 2.7 |
| Q3/σ4 [nC/kPa] | 0.46 | 0.73 | 0.93 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zou, W.; Schomburg, W.K. PVDF Sensor Foils Employed to Measure Shear Stress and Temperature of Friction Welding. Sensors 2020, 20, 4565. https://doi.org/10.3390/s20164565
Zou W, Schomburg WK. PVDF Sensor Foils Employed to Measure Shear Stress and Temperature of Friction Welding. Sensors. 2020; 20(16):4565. https://doi.org/10.3390/s20164565
Chicago/Turabian StyleZou, Wei, and Werner Karl Schomburg. 2020. "PVDF Sensor Foils Employed to Measure Shear Stress and Temperature of Friction Welding" Sensors 20, no. 16: 4565. https://doi.org/10.3390/s20164565