A Real-Time Physical Progress Measurement Method for Schedule Performance Control Using Vision, an AR Marker and Machine Learning in a Ship Block Assembly Process

Abstract
:1. Introduction
2. An Analysis of the Ship Block Assembly Process in Shipyards
2.1. Work Procedures of the Ship Block Assembly Process
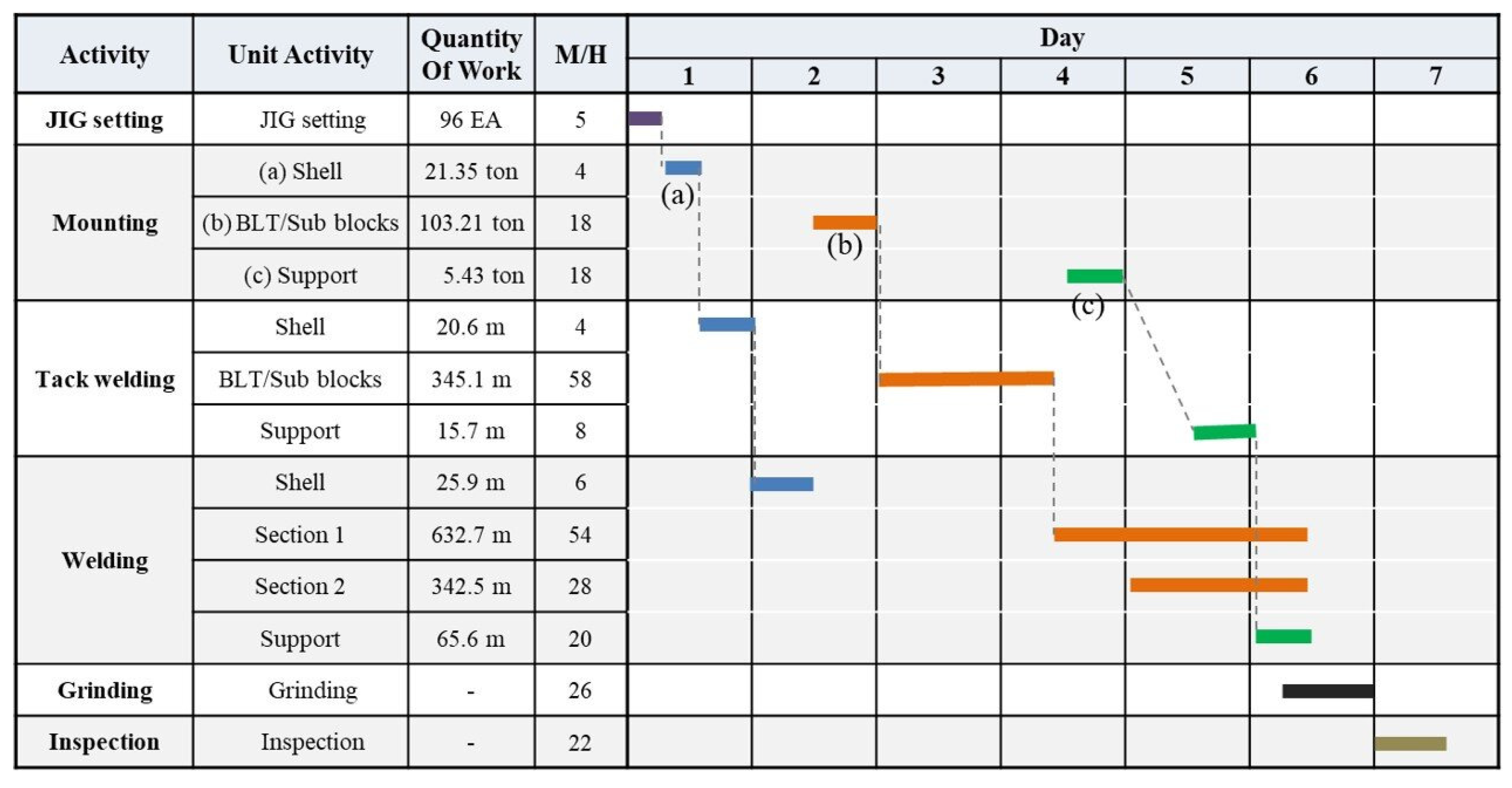
- PIN JIG setting: Before placing the ship’s outer plates on the jig, the height of the pin jig is adjusted according to the curvature of the ship’s outer plate.
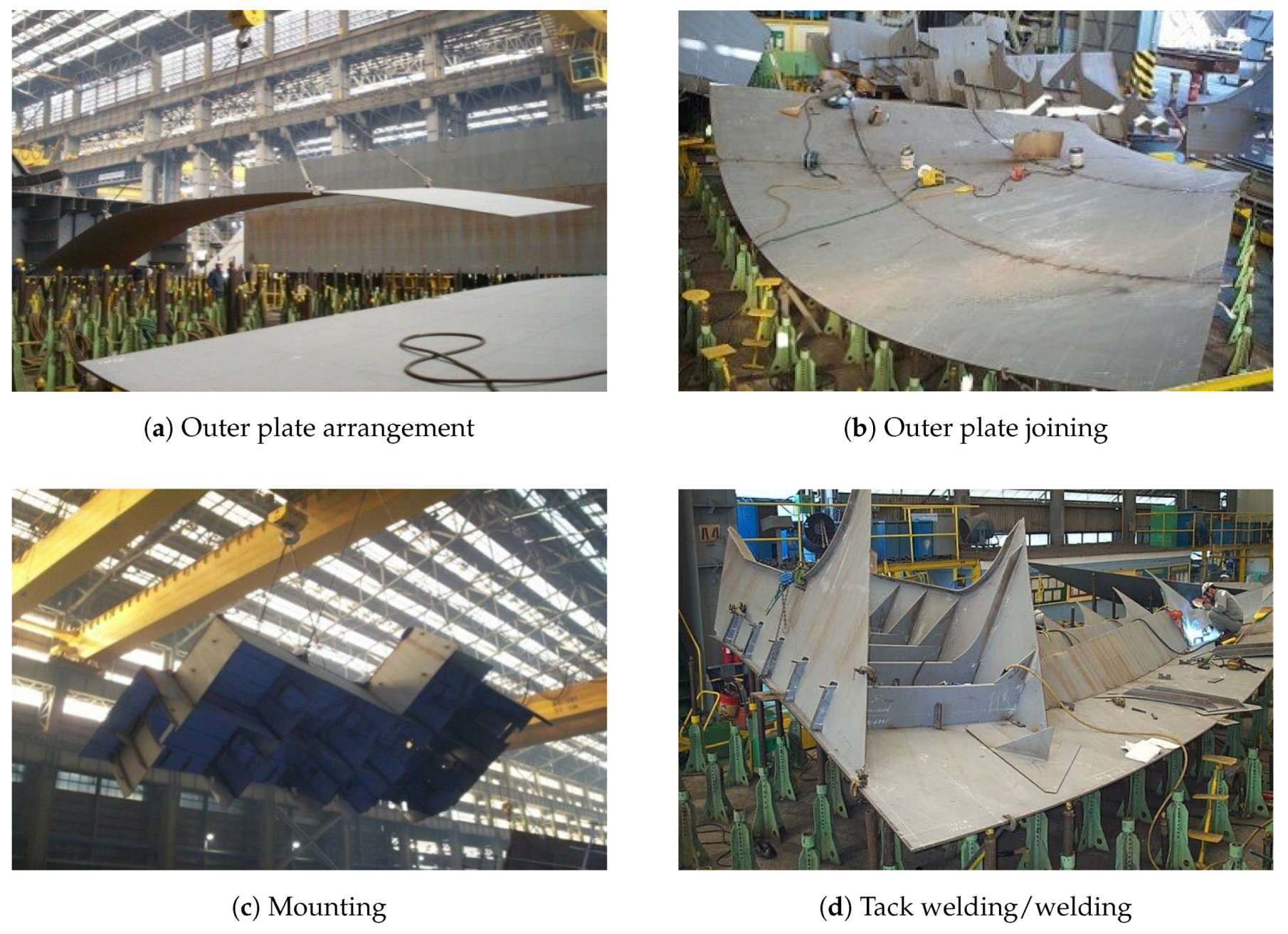
- Ship’s outer plate arrangement and joining: The ship’s outer plates are arranged on a controlled pin jig and the outer plates are welded. The outer plates are moved by overhead cranes and placed in the workshop. Welding machines are used for joining operations on the outer plates. Figure 1a shows outer plates being placed on top of the pin jig. Figure 1b shows the outer plates being bonded by the welder.
- Mounting: Various materials and subassembly blocks are put on the ship’s outer plates to produce the final shape of the ship block. Figure 1c shows a subassembly block being moved by a crane to be mounted on the outer plates.
- Tack welding/welding (main welding): Work pieces, such as materials and subassemblies, placed on the ship’s outer plates are fixed in position by tack welding and then the work pieces are bonded by welding. Generally, tack welding is done before the main welding. Figure 1d shows a subassembly block mounted on the ship’s outer plates being welded by a welder.
- Grinding: Weld grinding is cleanly removing the excess weld metal. The duration of this grinding activity depends on the quality of welding; good quality welding reduces grinding time.
- Inspection/transfer: Once the ship block has finished the grinding process, it will be transported to an outdoor waiting area after an inspection. An overhead crane is used to transfer the ship block out of the workshop.
2.2. Current Methods for Measuring the Progress of Ship Blocks in a Shipyard
3. Proposal of a Progress Measurement Method for the Ship Block Assembly Process
4. Automated Progress Measurement of Mounting Activity Using Vision and Marker
4.1. Image Acquisition (AR Markers)
4.2. Image Transmission
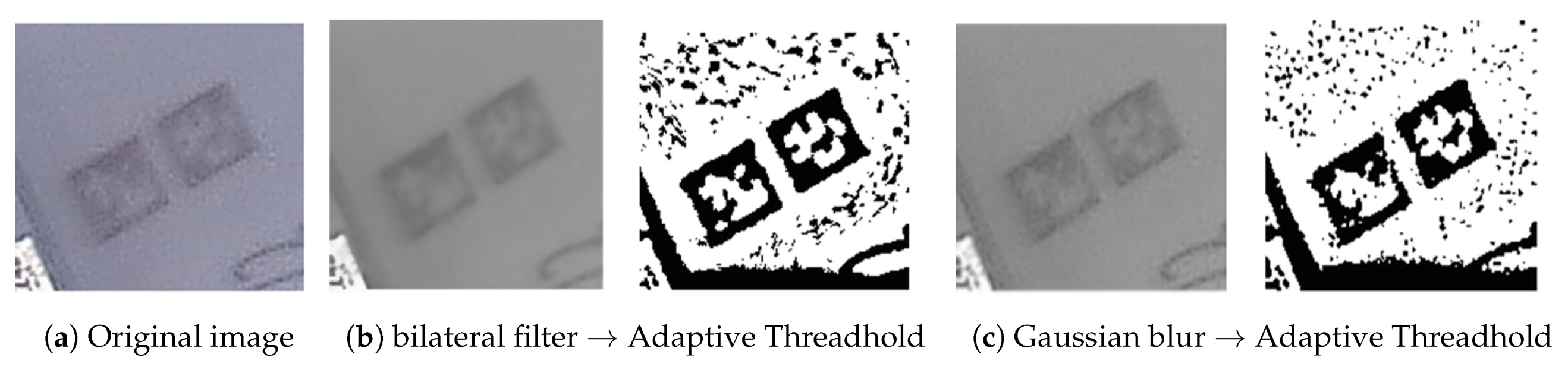
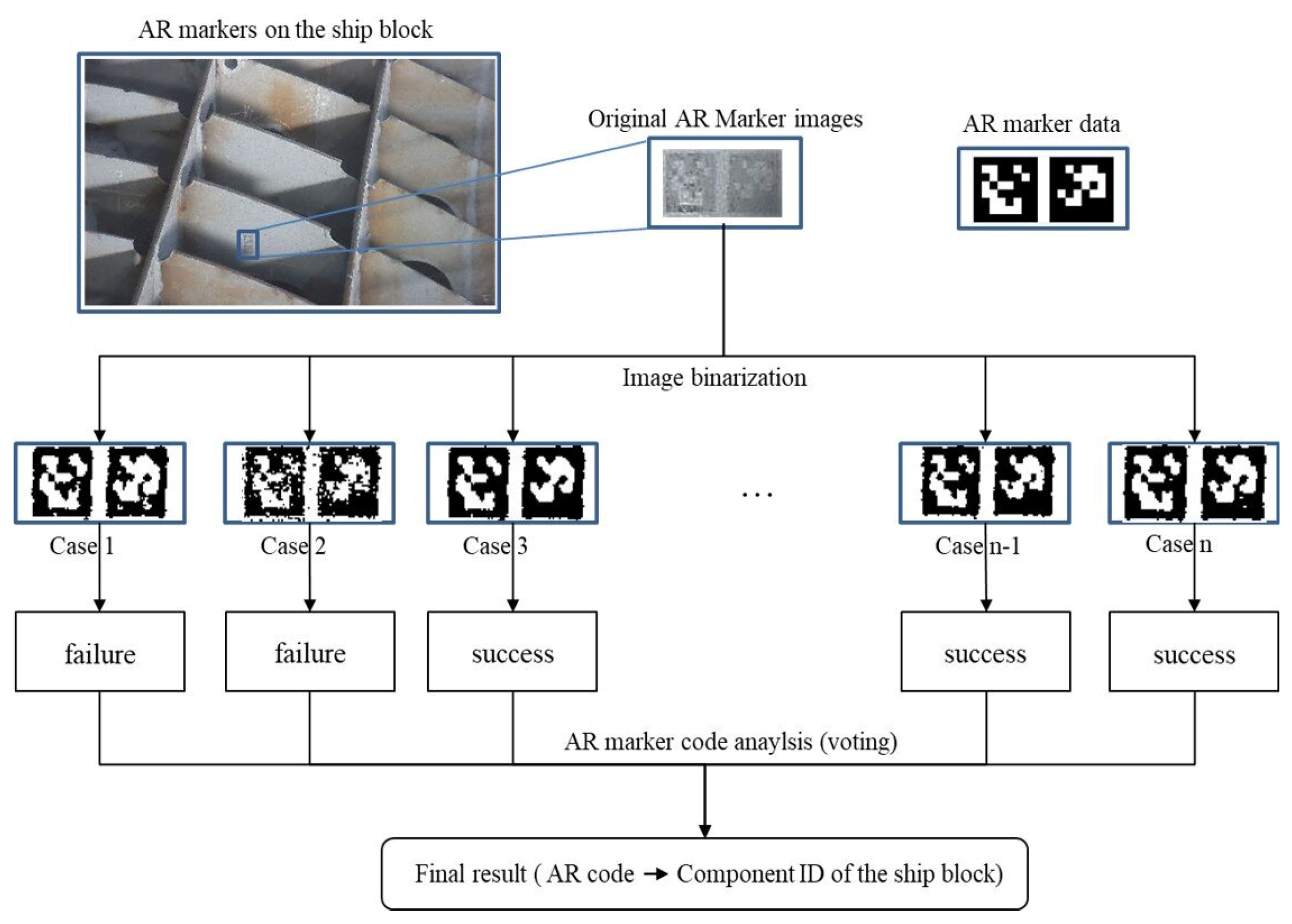
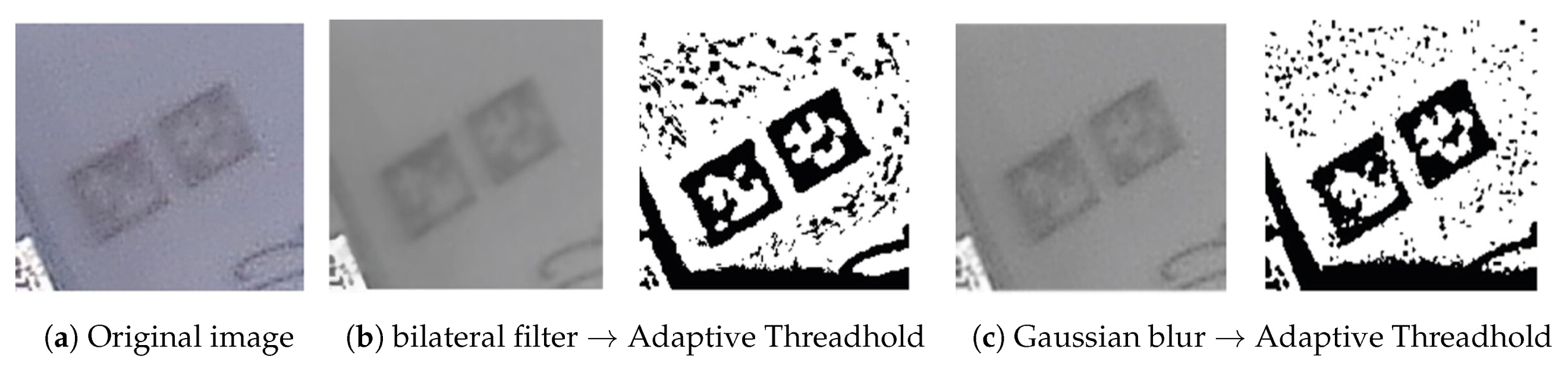
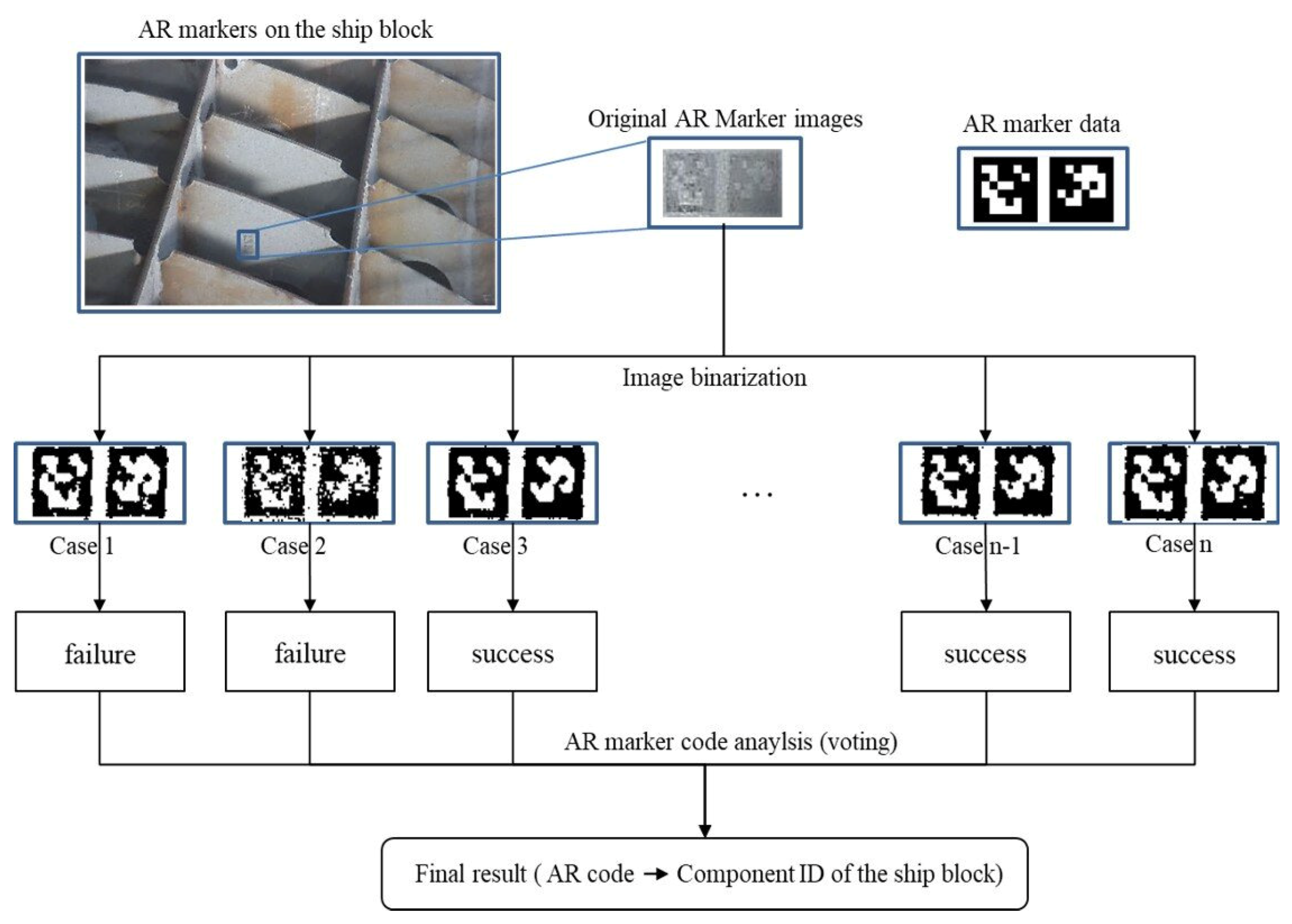
4.3. Image Processing and AR Marker Analysis
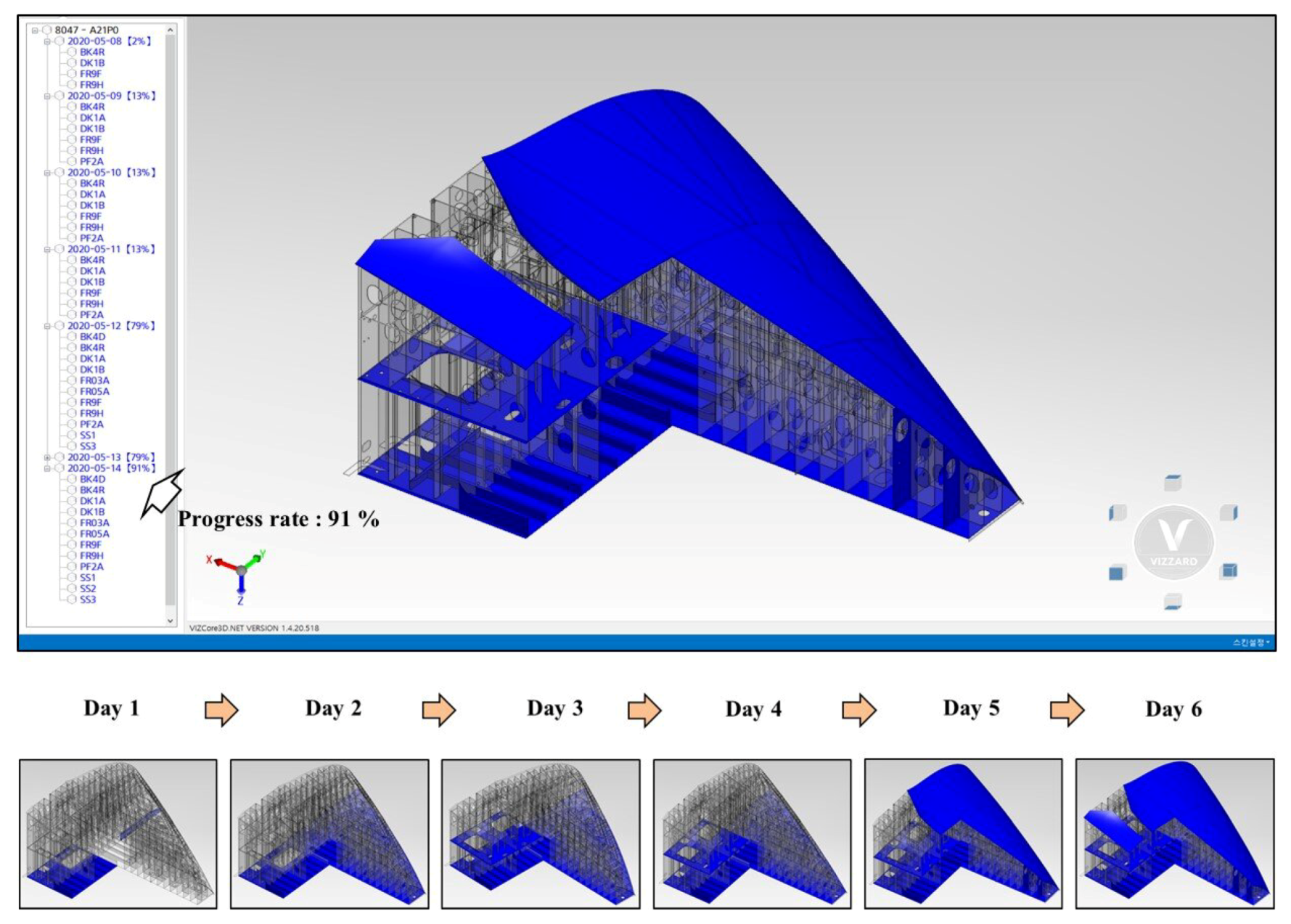
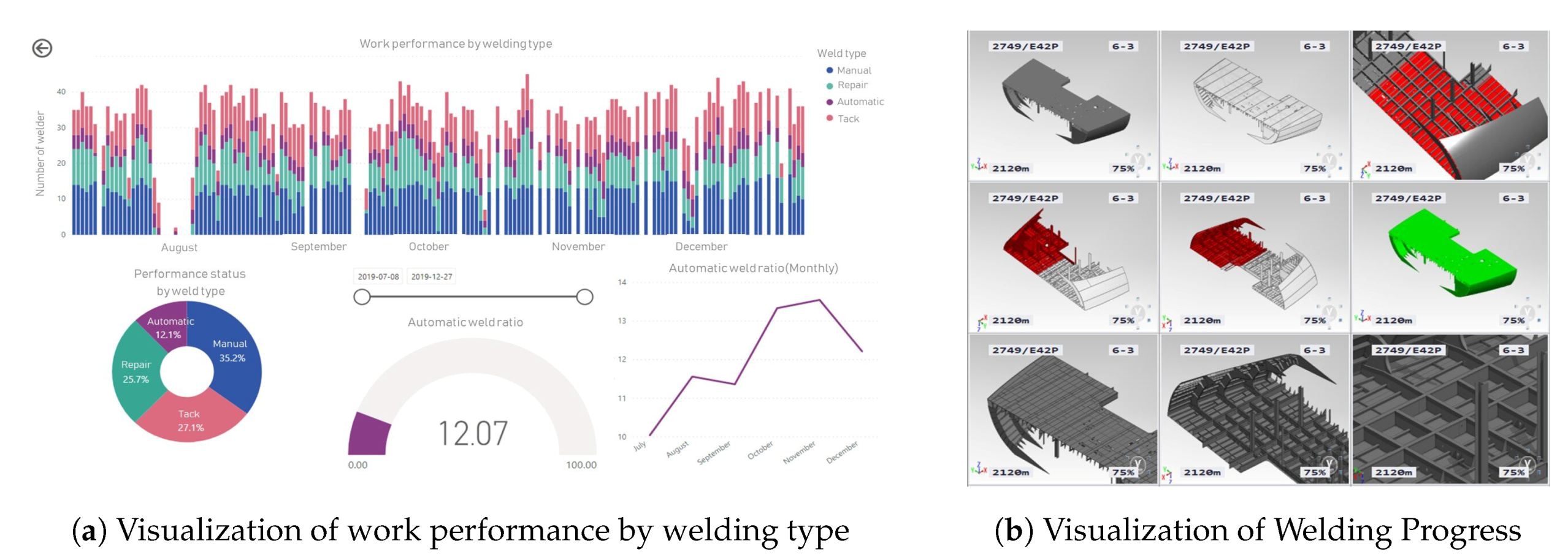
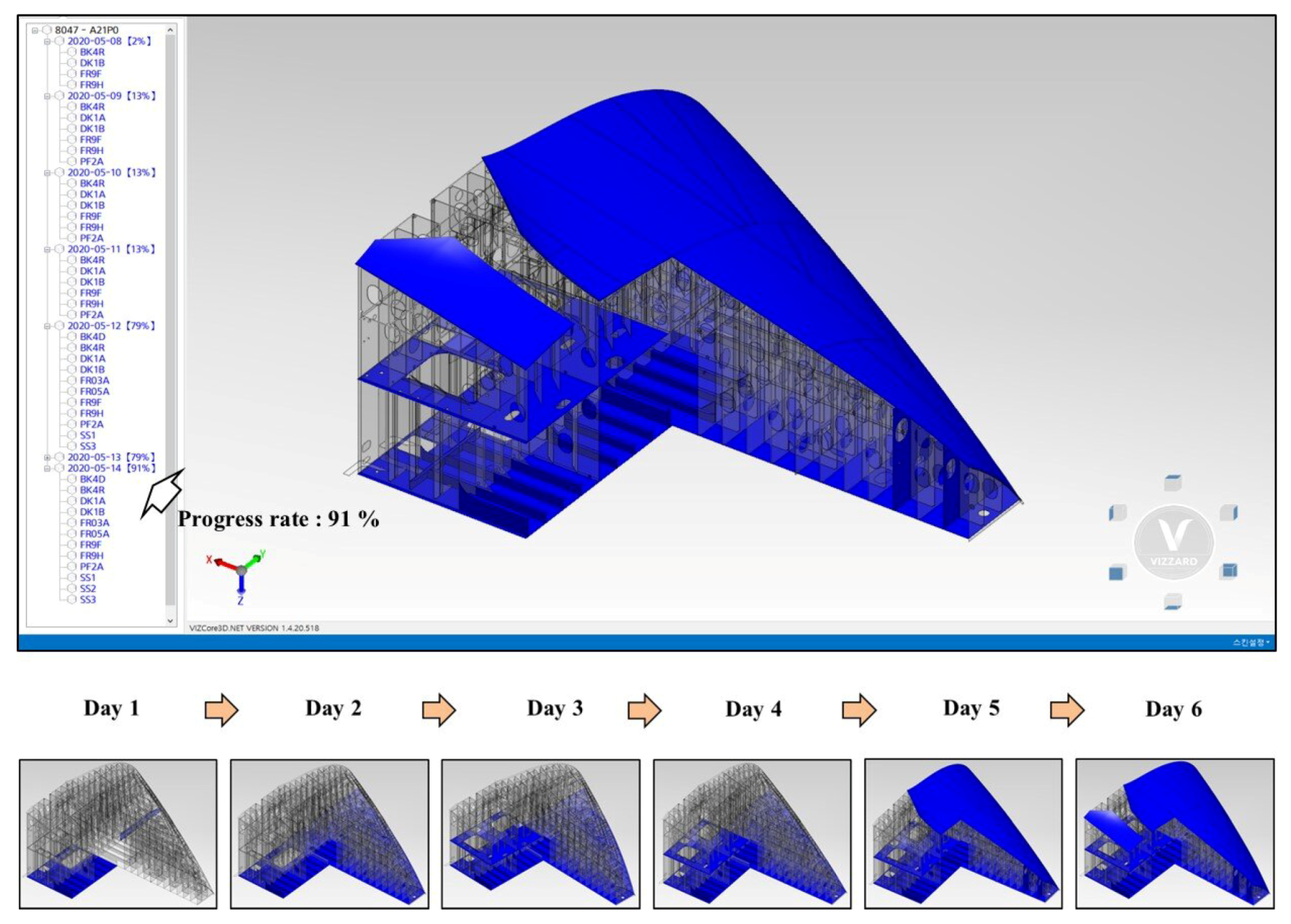
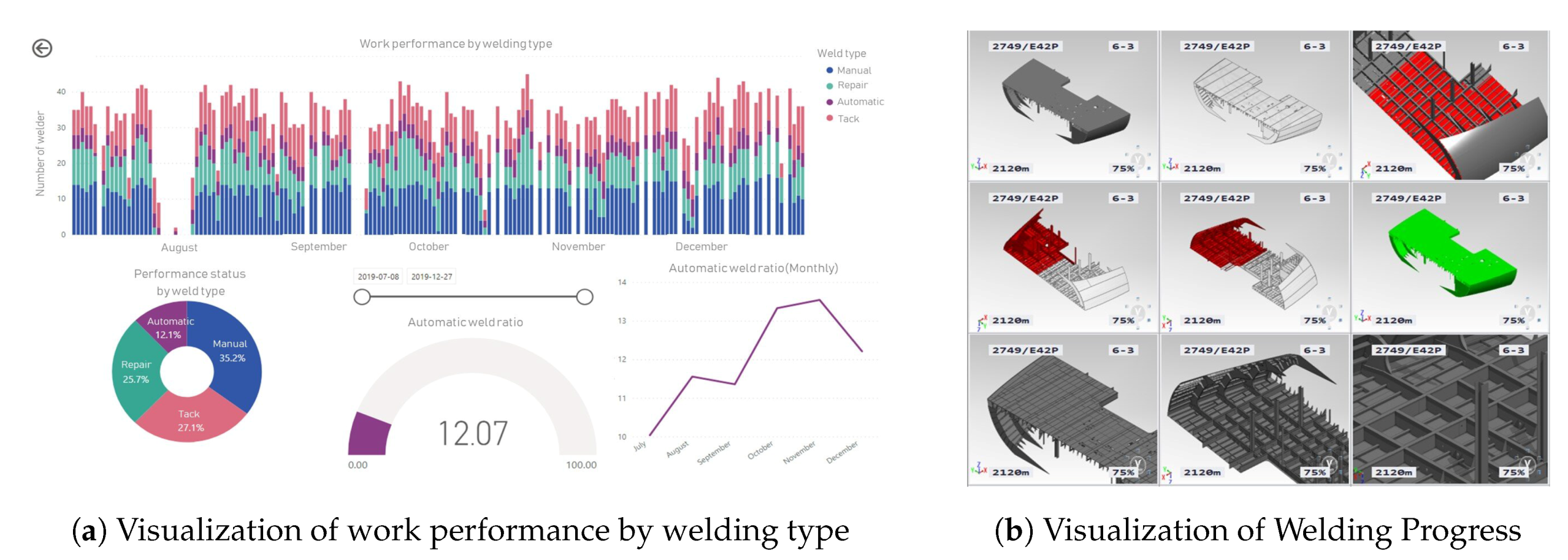
4.4. Performance Measurement and Visualization
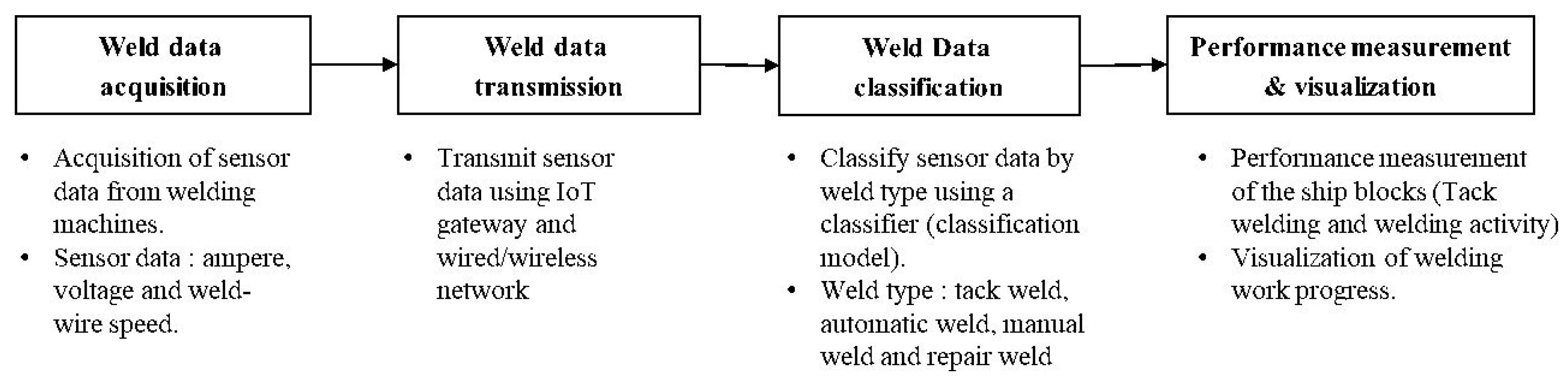
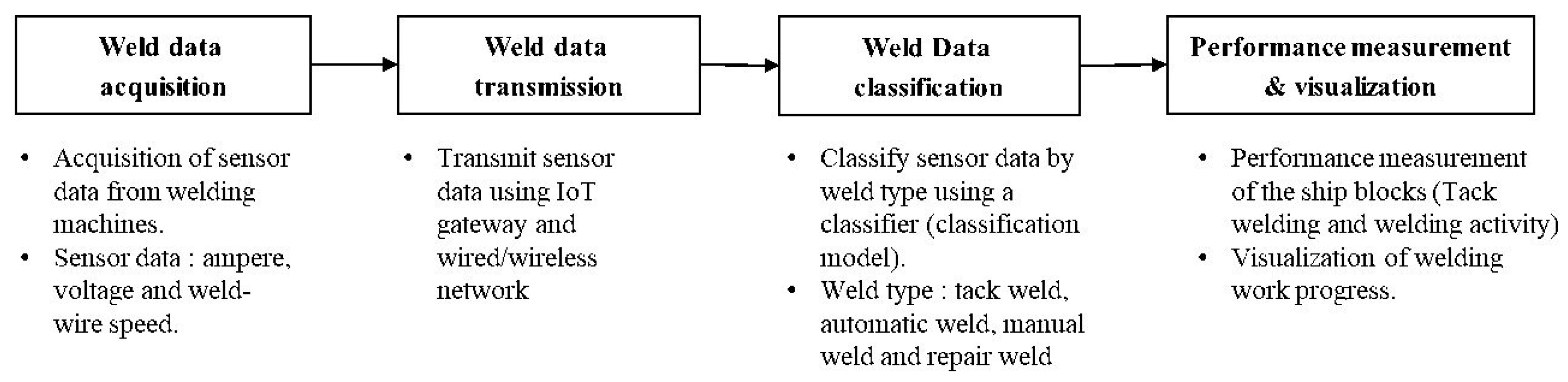
5. Automated Progress Measurement of Weld Activity Using Weld Sensor Data
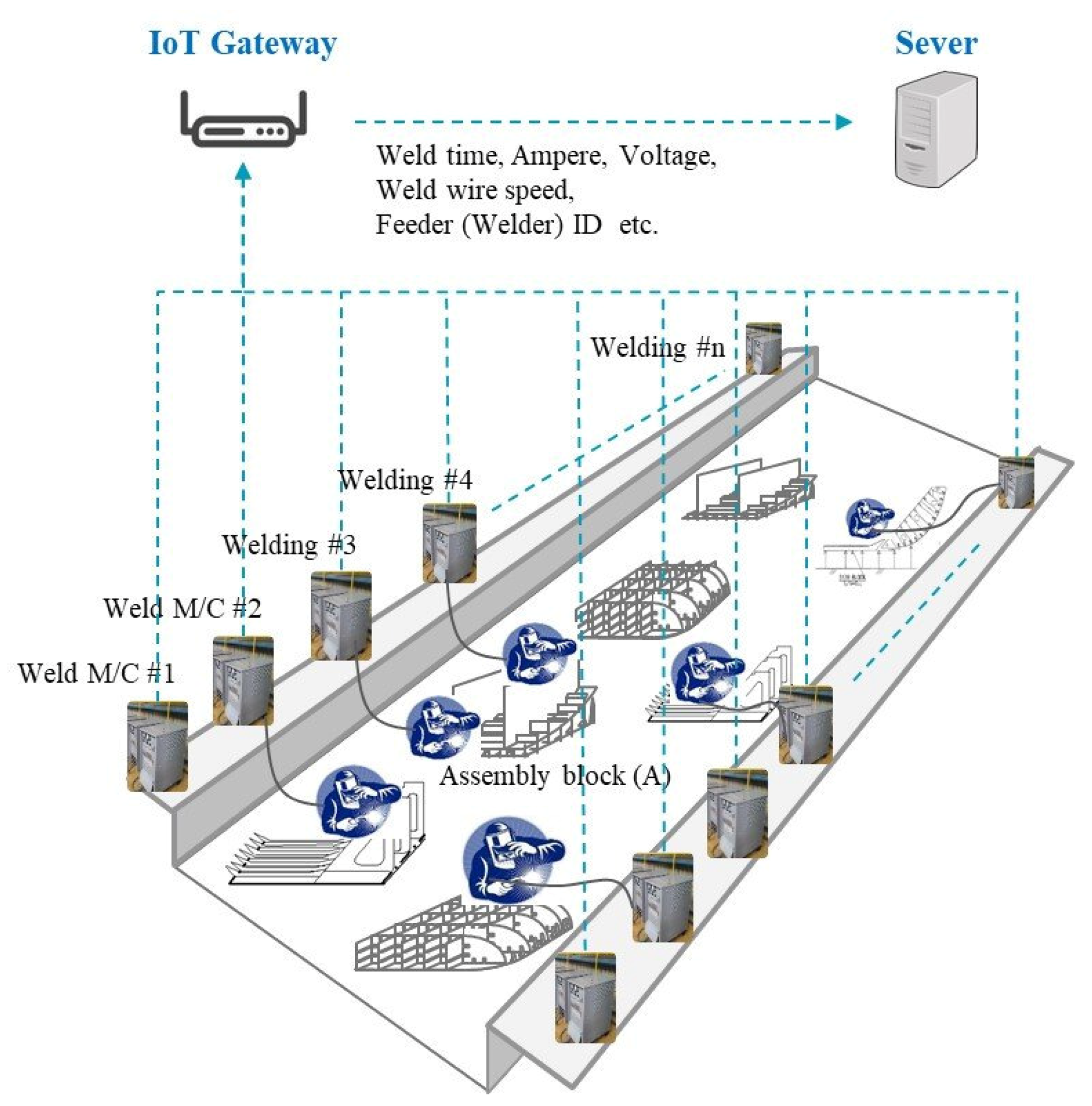
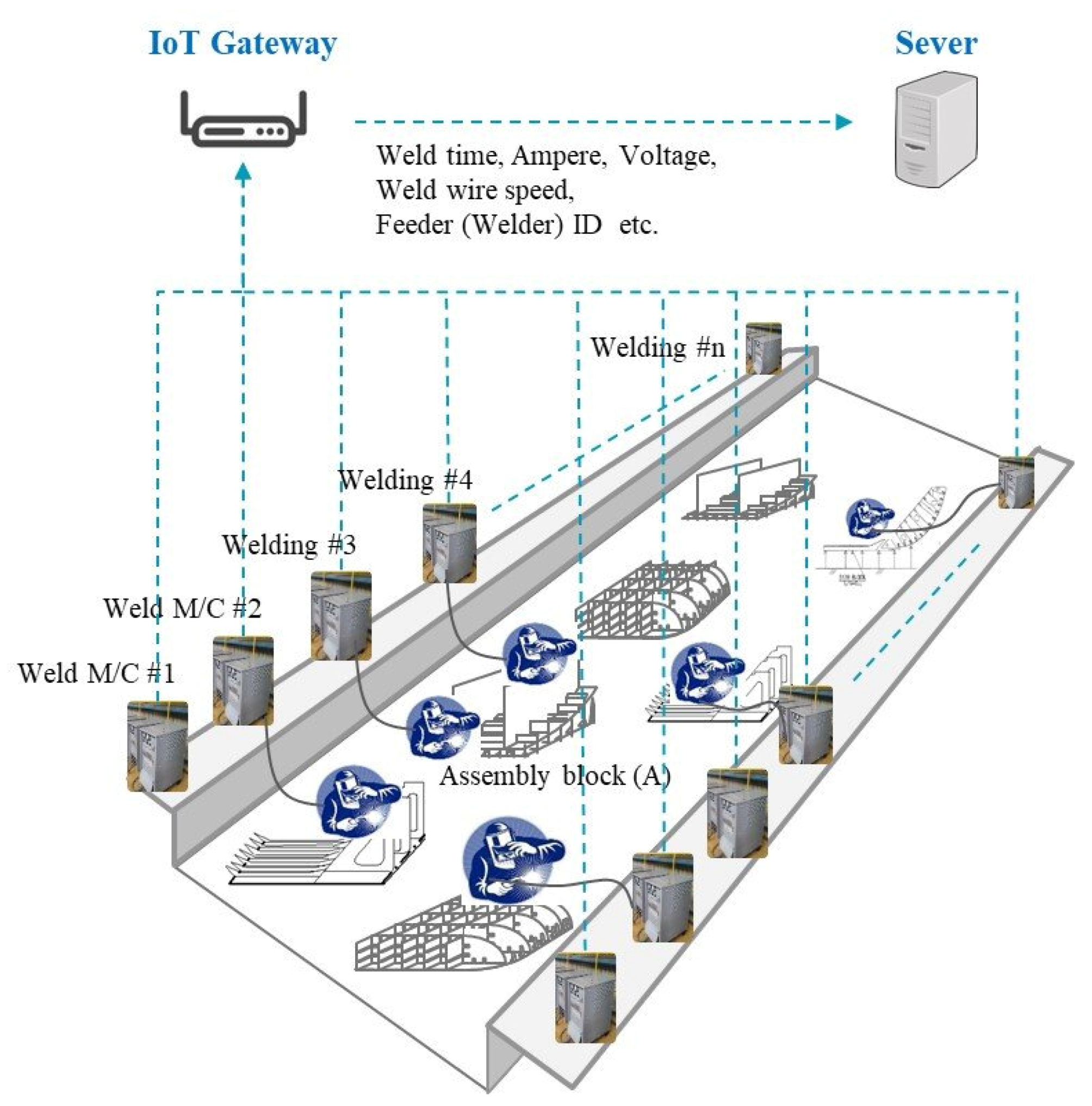
5.1. Acquisition and Transmission of Welding Data
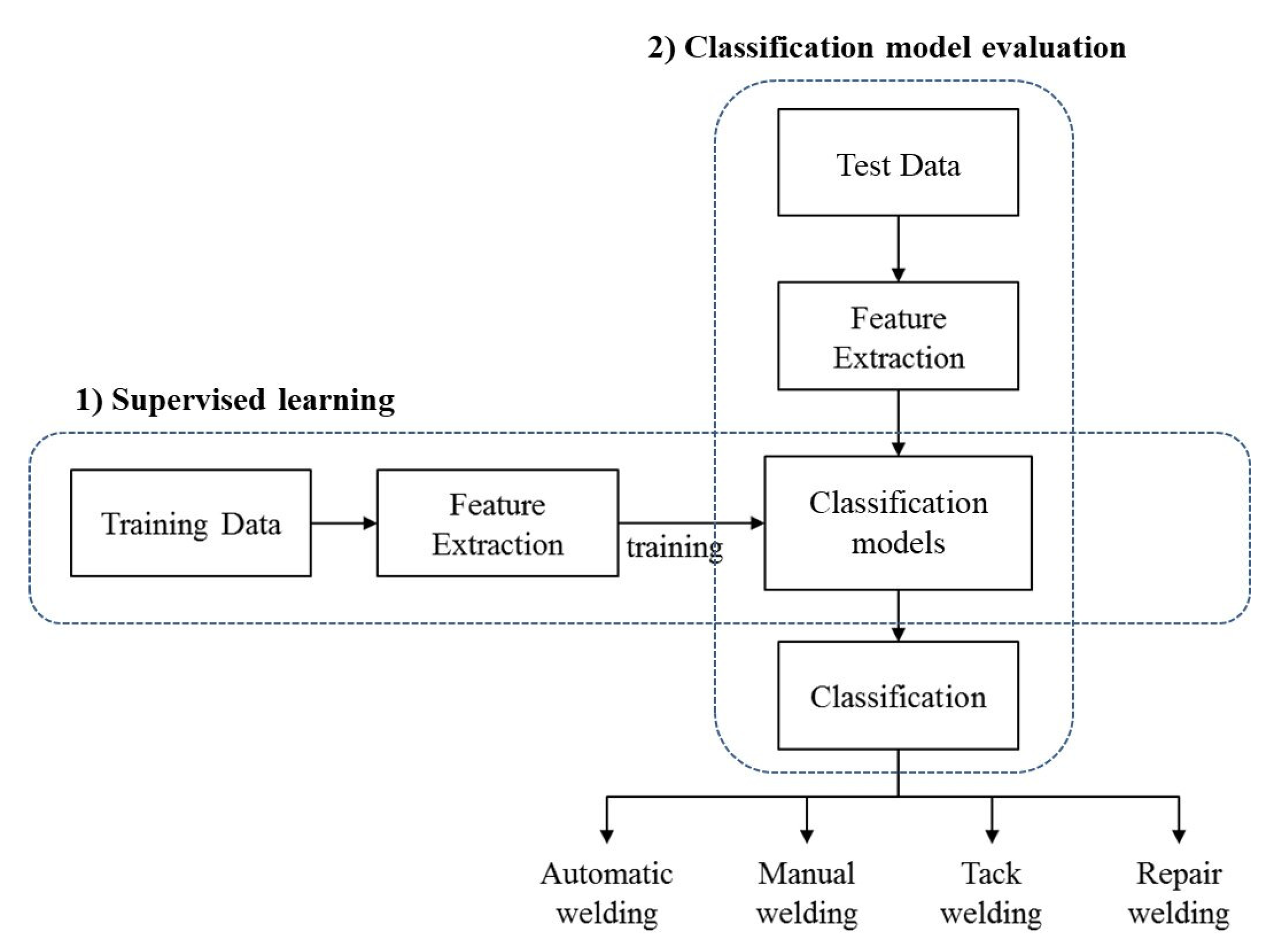
5.2. Machine Learning-Based Welding Type Classification Model
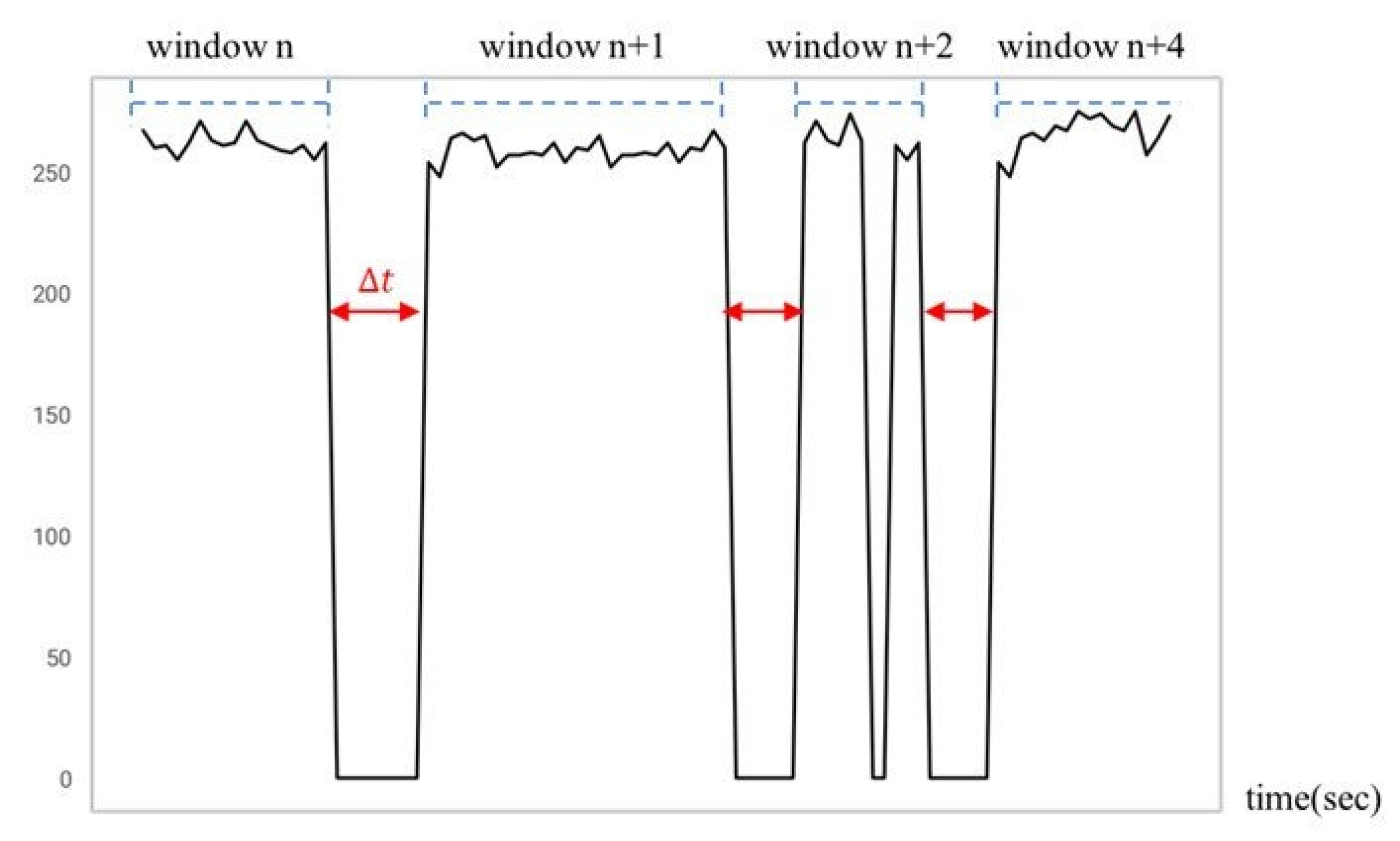
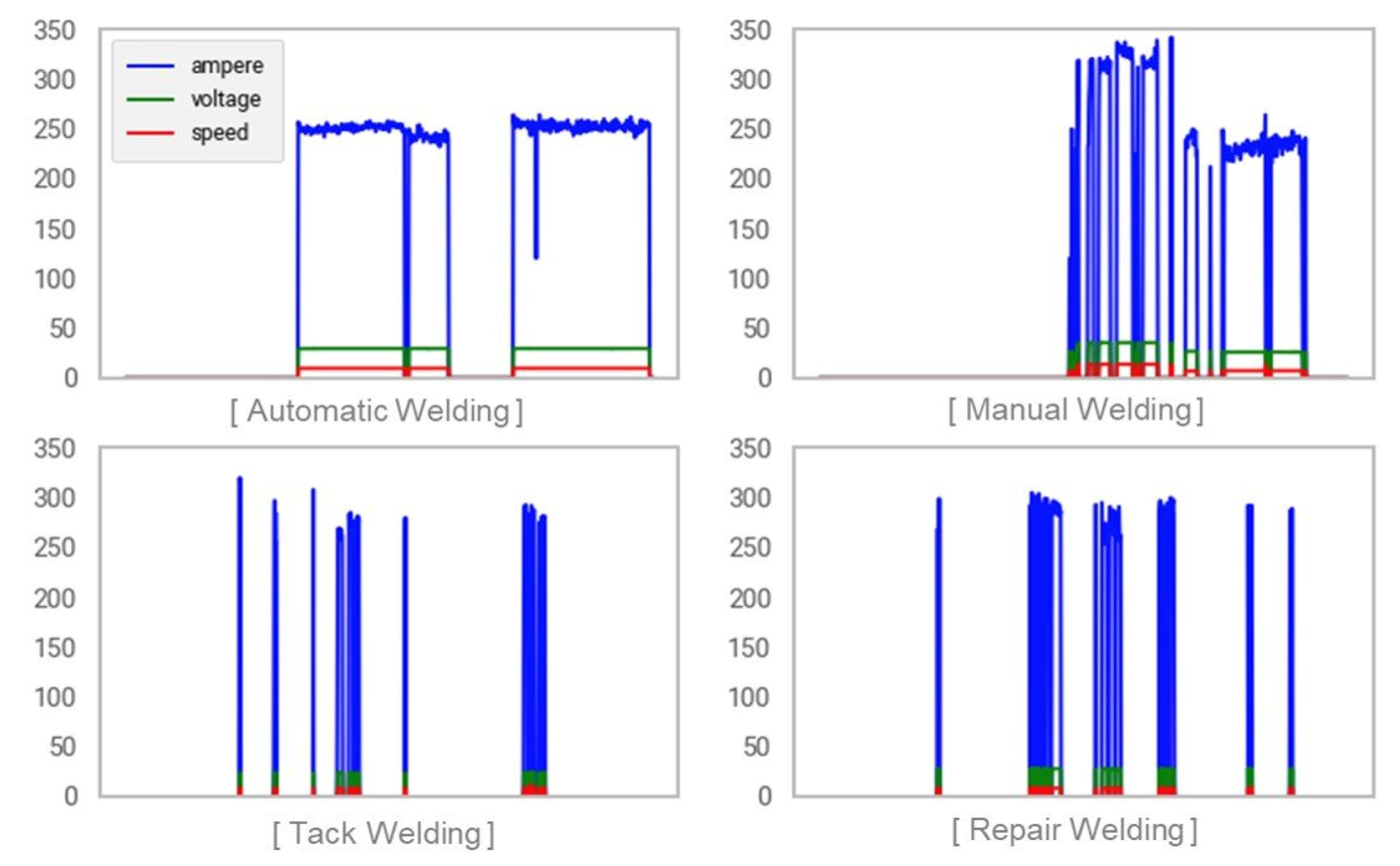
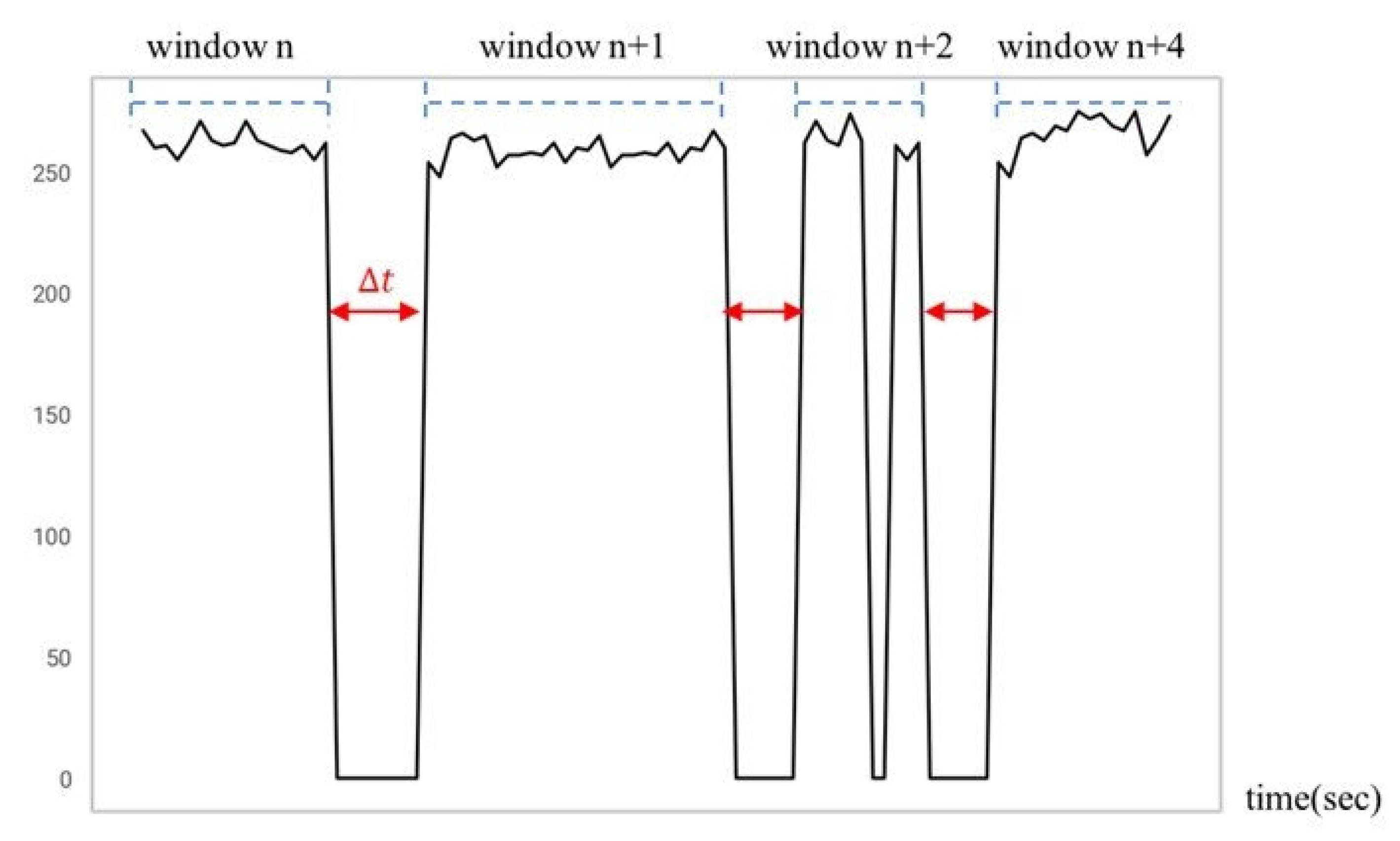
5.2.1. Visualization and Data Processing of Welding Data
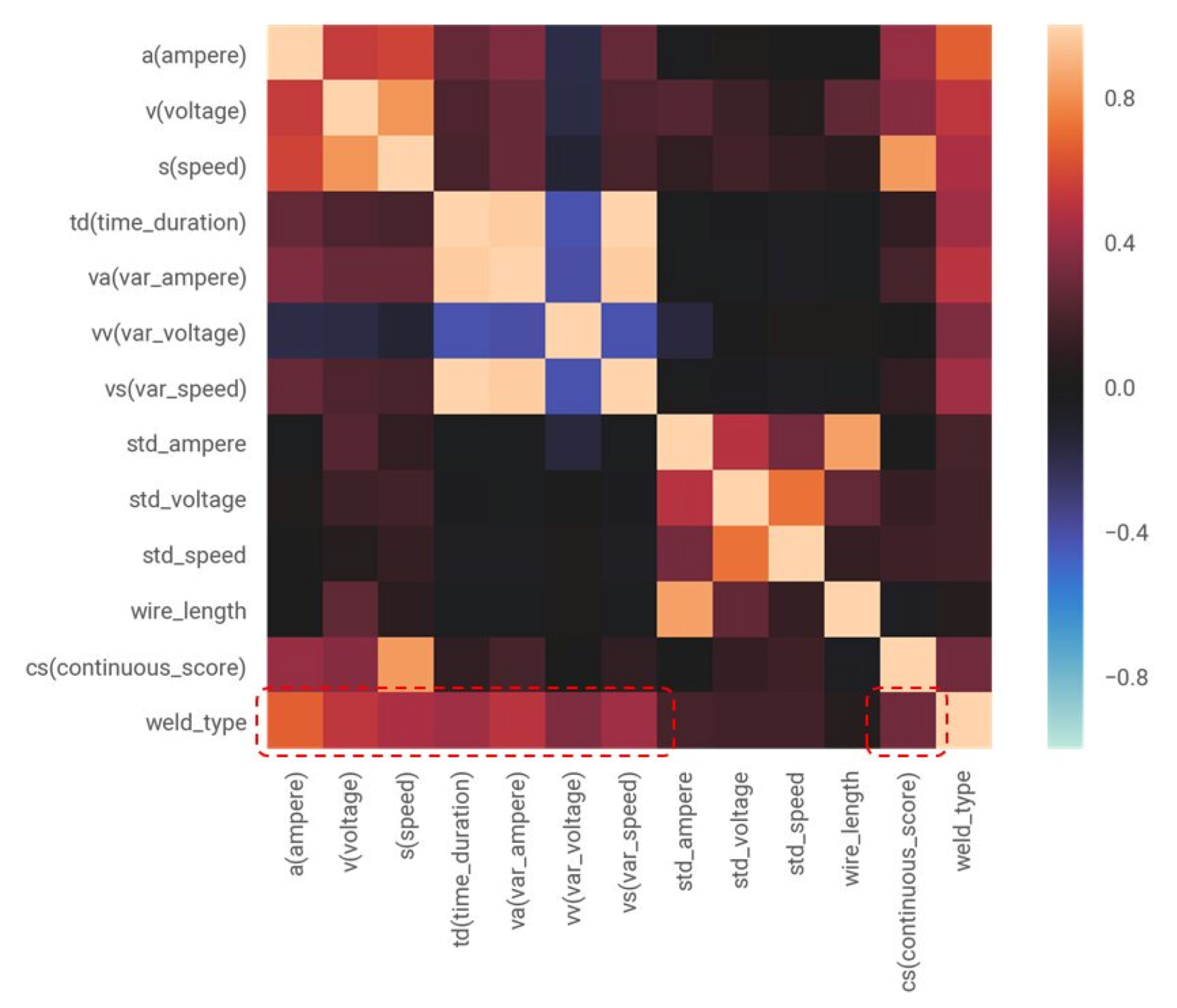
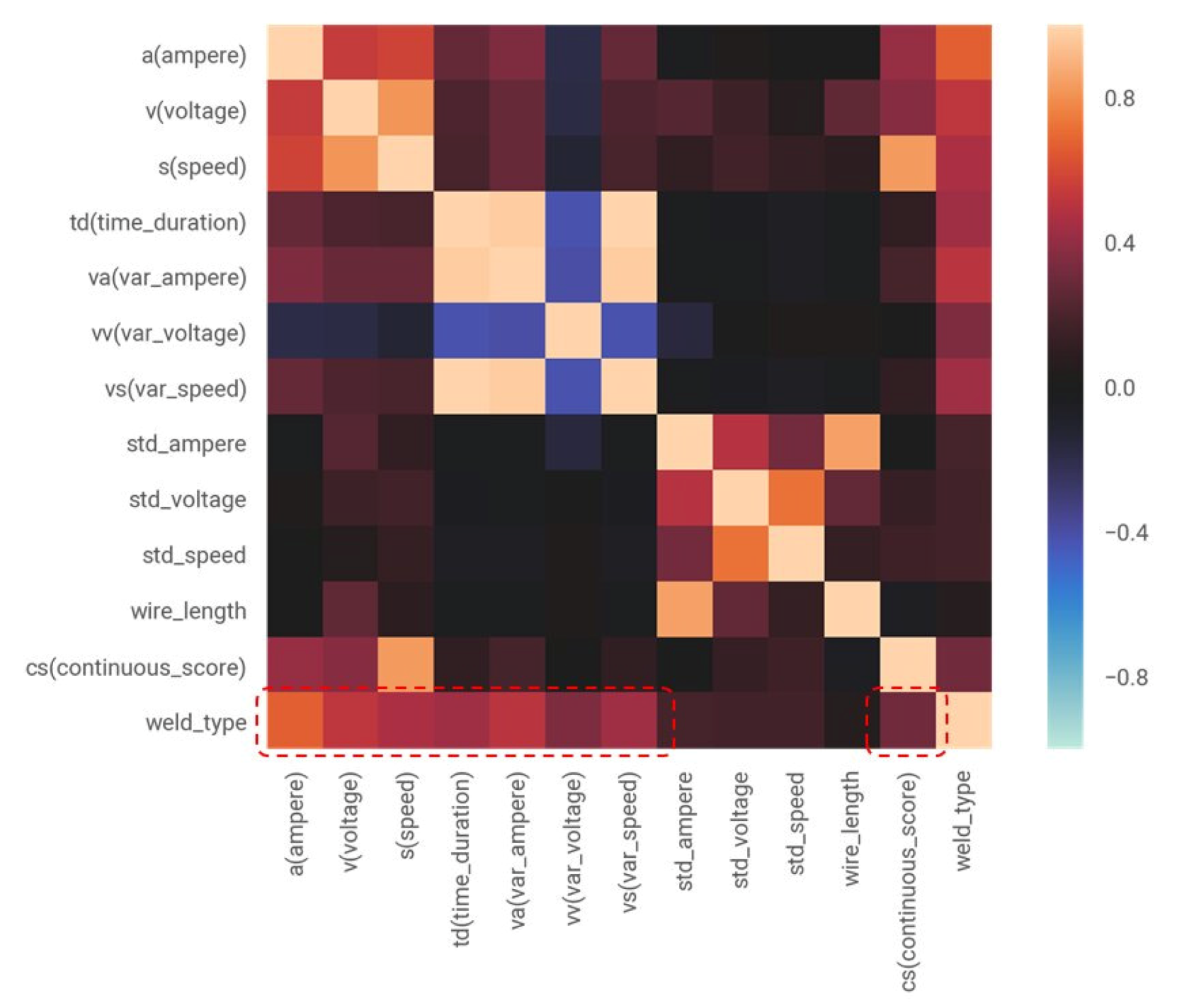
5.2.2. Feature Extraction and Classification Models
5.2.3. Performance Evaluation of Classification Model
5.2.4. Experimentation and the Results of the Classification Model
5.3. Measurement and Visualization of the Classification Performance for Tack-Welding/Normal Welding Activities
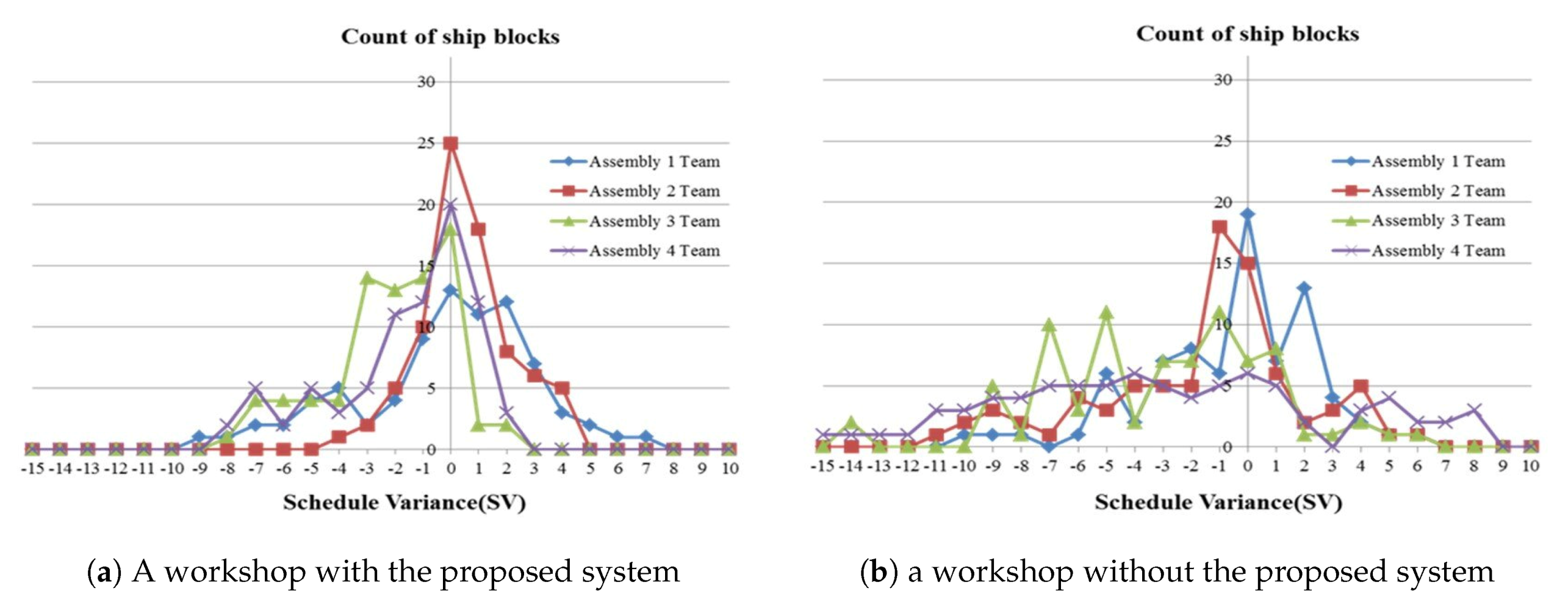
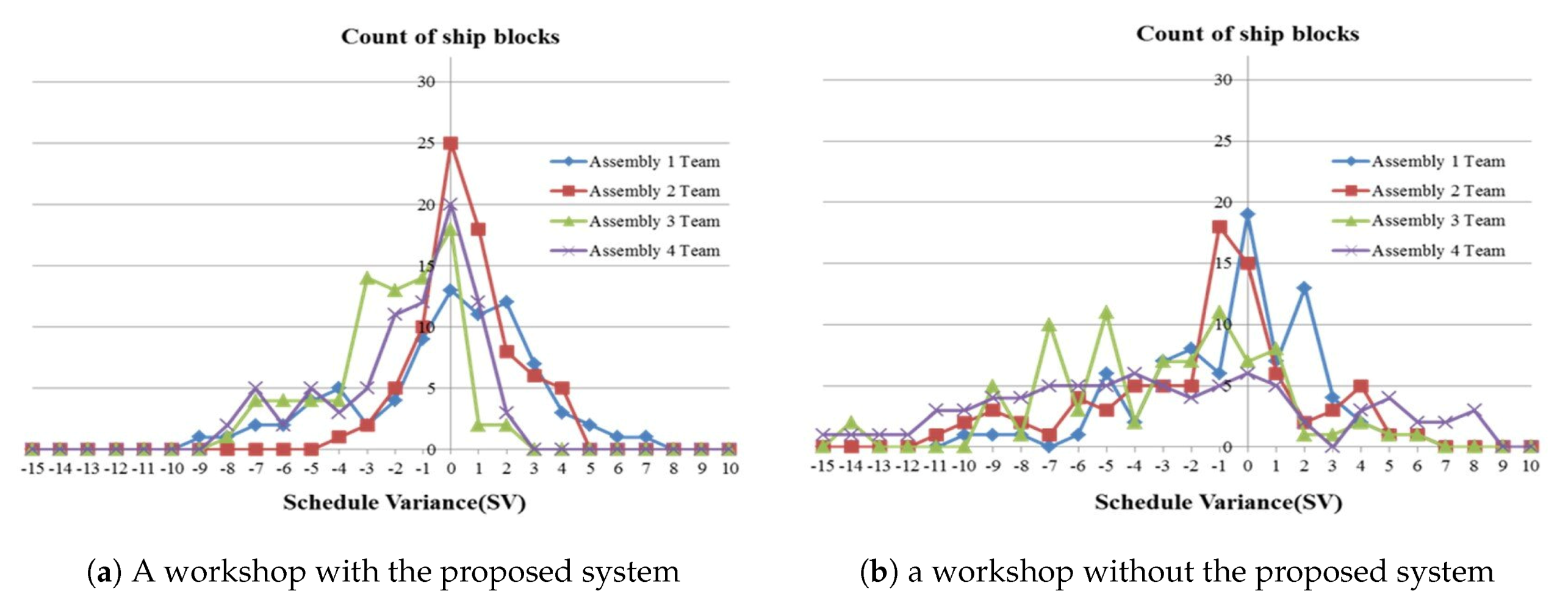
6. Validation
7. Conclusions and Future Research
Author Contributions
Funding
Conflicts of Interest
References
- Fleming, Q.W.; Koppelman, J.M. Earned value management. Cost Eng. 2002, 44, 32–36. [Google Scholar]
- Jung, Y.; Kang, S. Knowledge-based standard progress measurement for integrated cost and schedule performance control. J. Constr. Eng. Manag. 2007, 133, 10–21. [Google Scholar] [CrossRef]
- Min, T.K.; Song, C.Y. A Study on the Comparison and Application of the Methods of Measuring Projects’ Progress. J. Soc. Korea Ind. Syst. Eng. 2013, 36, 87–94. [Google Scholar] [CrossRef]
- Park, J.Y.; Oh, H.S.; Lee, D.K. A study on the Production Process Management Support System for Smart Shipyard based on Mobile. J. Weld. Join. 2014, 32, 488–494. [Google Scholar]
- Song, Y.J.; Woo, J.H. New shipyard layout design for the preliminary phase case study for the green field project. Int. J. Nav. Archit. Ocean. Eng. 2013, 5, 132–146. [Google Scholar] [CrossRef] [Green Version]
- Borgia, E. The Internet of Things vision: Key features, applications and open issues. Comput. Commun. 2014, 54, 1–31. [Google Scholar] [CrossRef]
- Gubbi, J.; Buyya, R.; Marusic, S.; Palaniswami, M. Internet of Things (IoT): A vision, architectural elements, and future directions. Future Gener. Comput. Syst. 2013, 29, 1645–1660. [Google Scholar] [CrossRef] [Green Version]
- Schuh, G.; Potente, T.; Wesch-Potente, C.; Weber, A.R.; Prote, J.P. Collaboration Mechanisms to increase Productivity in the Context of Industrie 4.0. Procedia CIRP 2014, 19, 51–56. [Google Scholar] [CrossRef] [Green Version]
- Lucke, D.; Constantinescu, C.; Westkämper, E. Smart factory-a step towards the next generation of manufacturing. In Proceedings of the Manufacturing Systems and Technologies for the New Frontier, the 41st CIRP Conference on Manufacturing Systems, Tokyo, Japan, 26–28 May 2008; pp. 115–118. [Google Scholar]
- Qi, Q.; Tao, F. Digital twin and big data towards smart manufacturing and industry 4.0: 360 degree comparison. IEEE Access 2018, 6, 3585–3593. [Google Scholar] [CrossRef]
- Rosen, R.; Von Wichert, G.; Lo, G.; Bettenhausen, K.D. About the importance of autonomy and digital twins for the future of manufacturing. IFAC-PapersOnLine 2015, 48, 567–572. [Google Scholar] [CrossRef]
- Tao, F.; Cheng, J.; Qi, Q.; Zhang, M.; Zhang, H.; Sui, F. Digital twin-driven product design, manufacturing and service with big data. Int. J. Adv. Manuf. Technol. 2018, 94, 3563–3576. [Google Scholar] [CrossRef]
- Fraga-Lamas, P.; Noceda-Davila, D.; Fernández-Caramés, T.M.; Díaz-Bouza, M.A.; Vilar-Montesinos, M. Smart Pipe System for a Shipyard 4.0. Sensors 2016, 16, 2186. [Google Scholar] [CrossRef] [Green Version]
- Wang, S.; Wan, J.; Li, D.; Zhang, C. Implementing smart factory of industrie 4.0: An outlook. Int. J. Distrib. Sens. Netw. 2016, 12, 3159805. [Google Scholar] [CrossRef] [Green Version]
- Chang, Y.S.; Shin, J.G.; Lee, K.K.; Lee, J.H. Real time information sharing using a wireless internet environment for effective panel shop operation. J. Soc. Nav. Archit. Korea 2006, 43, 392–398. [Google Scholar]
- Hwang, I.; Song, J.; Back, M.; Ryu, C.; Lee, K.; Shin, J.G. Development of Shipbuilding Execution Scheduling Support System using Mobile Device: A Case Study for a Panel Block Assembly Shop. J. Soc. Nav. Archit. Korea 2013, 50, 262–271. [Google Scholar] [CrossRef] [Green Version]
- Lee, J.S.; Kim, H.S. A Study on the Current Status and Activation Plan of the Smart Work. J. Korea Assoc. Reg. Inf. Soc. 2010, 13, 75–96. [Google Scholar]
- Noh, J.K.; Shin, J.G. Design and Prototype Implementation of the Curved Plates Flow Tracking and Monitoring System using RFID. Korean J. Comput. Des. Eng. 2009, 14, 424–433. [Google Scholar]
- Lee, S.D. Sensor-based Remote Monitoring for Ship Block Assembly. J. Korea Contents Assoc. 2009, 9, 73–80. [Google Scholar] [CrossRef] [Green Version]
- Kim, M.; Choi, W.; Kim, B.C.; Kim, H.; Seol, J.H.; Woo, J.; Ko, K.H. A vision-based system for monitoring block assembly in shipbuilding. Comput. Aided Des. 2015, 59, 98–108. [Google Scholar] [CrossRef]
- Blanco-Novoa, O.; Fernandez-Carames, T.M.; Fraga-Lamas, P.; Vilar-Montesinos, M.A. A practical evaluation of commercial industrial augmented reality systems in an industry 4.0 shipyard. IEEE Access 2018, 6, 8201–8218. [Google Scholar] [CrossRef]
- Fernández-Caramés, T.M.; Fraga-Lamas, P.; Suárez-Albela, M.; Vilar-Montesinos, M. A fog computing and cloudlet based augmented reality system for the industry 4.0 shipyard. Sensors 2018, 18, 1798. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Golparvar-Fard, M.; Pena-Mora, F.; Savarese, S. Automated progress monitoring using unordered daily construction photographs and IFC-based building information models. J. Comput. Civ. Eng. 2015, 29, 04014025. [Google Scholar] [CrossRef]
- Behnam, A.; Wickramasinghe, D.C.; Ghaffar, M.A.A.; Vu, T.T.; Tang, Y.H.; Isa, H.B.M. Automated progress monitoring system for linear infrastructure projects using satellite remote sensing. Autom. Constr. 2016, 68, 114–127. [Google Scholar] [CrossRef]
- Mahami, H.; Nasirzadeh, F.; Hosseininaveh, A.A.; Nahav, S. Automated progress controlling and monitoring using daily site images and building information modelling. Buildings 2019, 9, 70. [Google Scholar] [CrossRef] [Green Version]
- Storch, R.L.; Hammon, C.P.; Bunch, H.M. Shipbuilding Management Theory. In Ship Production; Cornell Maritime Press: Centreville, MD, USA, 1988; pp. 26–50. [Google Scholar]
- Ghassemi, N.; Mahami, H.; Darb, M.T.; Shoeibi, A.; Hussain, S.; Nasirzadeh, F.; Alizadehsani, R.; Nahav, D.; Khosravi, A.; Nahav, S. Material Recognition for Automated Progress Monitoring using Deep Learning Methods. arXiv 2006, arXiv:2006.16344. [Google Scholar]
- Golparvar-Fard, M.; Peña-Mora, F.; Arboleda, C.A.; Lee, S. Visualization of construction progress monitoring with 4D simulation model overlaid on time-lapsed photographs. J. Comput. Civ. Eng. 2009, 23, 391–404. [Google Scholar] [CrossRef] [Green Version]
- Boonbrahm, P.; Kaewrat, C.; Boonbrahm, S. Effective Collaborative Design of Large Virtual 3D Model using Multiple AR Markers. Procedia Manuf. 2020, 42, 387–392. [Google Scholar] [CrossRef]
- DENSO WAVE INCOPORATED, QR-Codes.com. Available online: http://www.denso-wave.com/qrcode/qrstandard-e.html (accessed on 15 March 2020).
- Fang, S. Combining AR Markers with Various Kinds of Markers to Enhance User Interactions. Master’s Thesis, Production and Systems Waseda University, Tokyo, Japan, 2020. [Google Scholar]
- Kim, H.S.; Kang, L.S. AR-based 4D CAD system using marker and markerless recognition method. Procedia Eng. 2017, 196, 29–35. [Google Scholar] [CrossRef]
- Maner, A.S.; Devasthale, D.; Sonar, V.; Krishnamurti, R. Mobile AR System using QR Code as Marker for EHV Substation Operation Management. In Proceedings of the 2018 20th National Power Systems Conference (NPSC), Tiruchirappalli, India, 14–16 December 2018; pp. 1–5. [Google Scholar]
- Open CV, Detection of ArUco Markers. Available online: https://docs.opencv.org/trunk/d5/dae/tutorial_aruco_detection.html (accessed on 15 March 2020).
- Nasri, M.; Nezamabadi-pour, H. Image denoising in the wavelet domain using a new adaptive thresholding function. Neurocomputing 2009, 72, 1012–1025. [Google Scholar] [CrossRef]
- Singh, T.R.; Roy, S.; Singh, O.I.; Sinam, T.; Singh, K. A new local adaptive thresholding technique in binarization. arXiv 2012, arXiv:1201.5227. [Google Scholar]
- Eswar, S. Noise Reduction and Image Smoothing Using Gaussian Blur. Ph.D. Thesis, California State University, Northridge, CA, USA, 2015. [Google Scholar]
- Open CV, Imgproc. Image Processing. Available online: https://docs.opencv.org/2.4/modules/imgproc/doc/imgproc.html (accessed on 15 March 2020).
- Papari, G.; Idowu, N.; Varslot, T. Fast bilateral filtering for denoising large 3D images. IEEE Trans. Image Process. 2016, 26, 251–261. [Google Scholar] [CrossRef] [PubMed]
- Singh, H. Advanced Image Processing Using OpenCV. In Practical Machine Learning and Image Processing; Apress: Berkeley, CA, USA, 2019; pp. 63–88. [Google Scholar]
- Apache Flink 1.11 Documentaton, Window. Available online: https://ci.apache.org/projects/flink/flink-docs-stable/dev/stream/operators/windows.html (accessed on 15 March 2020).
- ksqlDB, Time and Windows. Available online: https://docs.ksqldb.io/en/latest/concepts/time-and-windows-in-ksqldb-queries/#window-types (accessed on 15 March 2020).
- Sahal, R.; Breslin, J.G.; Ali, M.I. Big data and stream processing platforms for Industry 4.0 requirements mapping for a predictive maintenance use case. J. Manuf. Syst. 2020, 54, 138–151. [Google Scholar] [CrossRef]
- Stehman, S.V. Selecting and interpreting measures of thematic classification accuracy. Remote. Sens. Environ. 1997, 62, 77–89. [Google Scholar] [CrossRef]
- Powers, D.M. Evaluation: From Precision, Recall and F-Measure to ROC, Informedness, Markedness and Correlation; Technical Report SIE-07-001; Flinders University: Adelaide, Australia, December 2007. [Google Scholar]
- Sokolova, M.; Japkowicz, N.; Szpakowicz, S. Beyond accuracy, F-score and ROC: A family of discriminant measures for performance evaluation. In Proceedings of the Australasian Joint Conference on Artificial Intelligence, Hobart, Australia, 4–8 December 2006; Springer: Berlin/Heidelberg, Germany, 2006; pp. 1015–1021. [Google Scholar]
- Dietterich, T.G. An experimental comparison of three methods for constructing ensembles of decision trees: Bagging, boosting, and randomization. Mach. Learn. 2000, 40, 139–157. [Google Scholar] [CrossRef]
- Wen, L.; Hughes, M. Coastal wetland mapping using ensemble learning algorithms: A comparative study of bagging, boosting and stacking techniques. Remote Sens. 2020, 12, 1683. [Google Scholar] [CrossRef]
- Ribeiro, M.H.D.M.; dos Santos, C.L. Ensemble approach based on bagging, boosting and stacking for short-term prediction in agribusiness time series. Appl. Soft Comput. 2020, 86, 105837. [Google Scholar] [CrossRef]
- Yang, C.; Kim, K.; Shin, S.; Ryu, J. Project Progress Management by Extended Schedule Performance Index. J. Archit. Inst. Korea 2008, 24, 135–143. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Activity i | Unit | Weight Value (A) | Work Amount or Complete (B) | Progress Rate Activity(%) (A × B) | Performance Mesaurement Method |
|---|---|---|---|---|---|
| JIG setting | complete | 0.02 | 1 (Yes) | 0.02 | EVM |
| Mounting | ton | 0.15 | 124.56/130 | 14.4 | PPMM |
| Tack welding | m | 0.20 | 150/200 | 15 | PPMM |
| Welding | m | 0.45 | 180/650 | 12.5 | PPMM |
| Grinding (Zone 1) | complete | 0.05 | 0 (No) | 0.0 | EVM |
| Grinding (Zone 2) | complete | 0.08 | 0 (No) | 0.0 | EVM |
| Total progress rate of ship block j | 41.9 | ||||
| Predicted Condition | |||
|---|---|---|---|
| True | False | ||
| Actual condition | True | True Positive (TP) | False Positive (FP) |
| False | False Negrative (FN) | True Negrative (TN) | |
| Number of Training Data Set | Number of Test Data Set | Total | |||
|---|---|---|---|---|---|
| Type | Welding | Automatic | 44,824 | 33,194 | 79,018 |
| Manual | 168,790 | 190,285 | 359,075 | ||
| Tack welding | 87,632 | 57,751 | 145,383 | ||
| Repair welding | 89,732 | 45,504 | 149,549 | ||
| Total | 390,978 | 326,734 | 733,025 | ||
| Predicted Result (RF) | |||||
|---|---|---|---|---|---|
| Auto | Manual | Tack | Repair | ||
| Actual data | Auto | 32,457 | 672 | 11 | 54 |
| Manual | 2342 | 172,563 | 7833 | 7547 | |
| Tack | 10 | 11,350 | 42,356 | 4035 | |
| Repair | 58 | 8842 | 6400 | 30,204 | |
| Predicted Result (ET) | |||||
|---|---|---|---|---|---|
| Auto | Manual | Tack | Repair | ||
| Actual data | Auto | 32,515 | 609 | 12 | 58 |
| Manual | 1756 | 17,4497 | 6878 | 7154 | |
| Tack | 21 | 11,612 | 42,604 | 3478 | |
| Repair | 66 | 9328 | 6798 | 29,312 | |
| Predicted Result (GB) | |||||
|---|---|---|---|---|---|
| Auto | Manual | Tack | Repair | ||
| Actual data | Auto | 32,319 | 791 | 17 | 67 |
| Manual | 2790 | 168,210 | 9559 | 9726 | |
| Tack | 17 | 15,398 | 36,743 | 5593 | |
| Repair | 104 | 12,106 | 8185 | 25,109 | |
| Predicted Result (ADA) | |||||
|---|---|---|---|---|---|
| Auto | Manual | Tack | Repair | ||
| Actual data | Auto | 32,858 | 227 | 18 | 91 |
| Manual | 15,361 | 56,966 | 83,613 | 34,354 | |
| Tack | 57 | 4175 | 38,400 | 15,119 | |
| Repair | 964 | 2804 | 17,091 | 24,645 | |
| Predicted Result (XGB) | |||||
|---|---|---|---|---|---|
| Auto | Manual | Tack | Repair | ||
| Actual data | Auto | 31,755 | 1282 | 10 | 147 |
| Manual | 3432 | 168,895 | 10,449 | 7509 | |
| Tack | 13 | 19,277 | 34,642 | 3819 | |
| Repair | 116 | 17,563 | 11,908 | 15,914 | |
| Predicted Result (STK) | |||||
|---|---|---|---|---|---|
| Auto | Manual | Tack | Repair | ||
| Actual data | Auto | 32,506 | 628 | 13 | 47 |
| Manual | 1746 | 174,821 | 6787 | 6931 | |
| Tack | 21 | 11,870 | 42,615 | 3245 | |
| Repair | 65 | 9269 | 6990 | 29,180 | |
| Model | Weld Type | Performance Index | |||
|---|---|---|---|---|---|
| Precision | Recall | F1 Score | Accuracy (%) | ||
| RF | Auto | 0.93 | 0.98 | 0.95 | 84.96 |
| Manual | 0.89 | 0.91 | 0.90 | ||
| Tack | 0.75 | 0.73 | 0.74 | ||
| Repair | 0.72 | 0.66 | 0.69 | ||
| ET | Auto | 0.95 | 0.98 | 0.96 | 85.38 |
| Manual | 0.89 | 0.92 | 0.90 | ||
| Tack | 0.76 | 0.74 | 0.75 | ||
| Repair | 0.73 | 0.64 | 0.68 | ||
| GB | Auto | 0.92 | 0.97 | 0.94 | 80.30 |
| Manual | 0.86 | 0.88 | 0.87 | ||
| Tack | 0.67 | 0.64 | 0.65 | ||
| Repair | 0.62 | 0.55 | 0.58 | ||
| ADA | Auto | 0.67 | 0.99 | 0.80 | 46.79 |
| Manual | 0.89 | 0.30 | 0.45 | ||
| Tack | 0.28 | 0.66 | 0.39 | ||
| Repair | 0.33 | 0.54 | 0.41 | ||
| XGB | Auto | 0.90 | 0.96 | 0.93 | 76.88 |
| Manual | 0.82 | 0.89 | 0.85 | ||
| Tack | 0.61 | 0.60 | 0.60 | ||
| Repair | 0.58 | 0.35 | 0.44 | ||
| STK | Auto | 0.95 | 0.98 | 0.96 | 85.43 |
| Manual | 0.89 | 0.92 | 0.90 | ||
| Tack | 0.76 | 0.74 | 0.75 | ||
| Repair | 0.74 | 0.64 | 0.69 | ||
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Choi, T.; Seo, Y. A Real-Time Physical Progress Measurement Method for Schedule Performance Control Using Vision, an AR Marker and Machine Learning in a Ship Block Assembly Process. Sensors 2020, 20, 5386. https://doi.org/10.3390/s20185386
Choi T, Seo Y. A Real-Time Physical Progress Measurement Method for Schedule Performance Control Using Vision, an AR Marker and Machine Learning in a Ship Block Assembly Process. Sensors. 2020; 20(18):5386. https://doi.org/10.3390/s20185386
Chicago/Turabian StyleChoi, Taihun, and Yoonho Seo. 2020. "A Real-Time Physical Progress Measurement Method for Schedule Performance Control Using Vision, an AR Marker and Machine Learning in a Ship Block Assembly Process" Sensors 20, no. 18: 5386. https://doi.org/10.3390/s20185386
APA StyleChoi, T., & Seo, Y. (2020). A Real-Time Physical Progress Measurement Method for Schedule Performance Control Using Vision, an AR Marker and Machine Learning in a Ship Block Assembly Process. Sensors, 20(18), 5386. https://doi.org/10.3390/s20185386