3.1. Measurement of Magnetic Field Dynamics during MPW
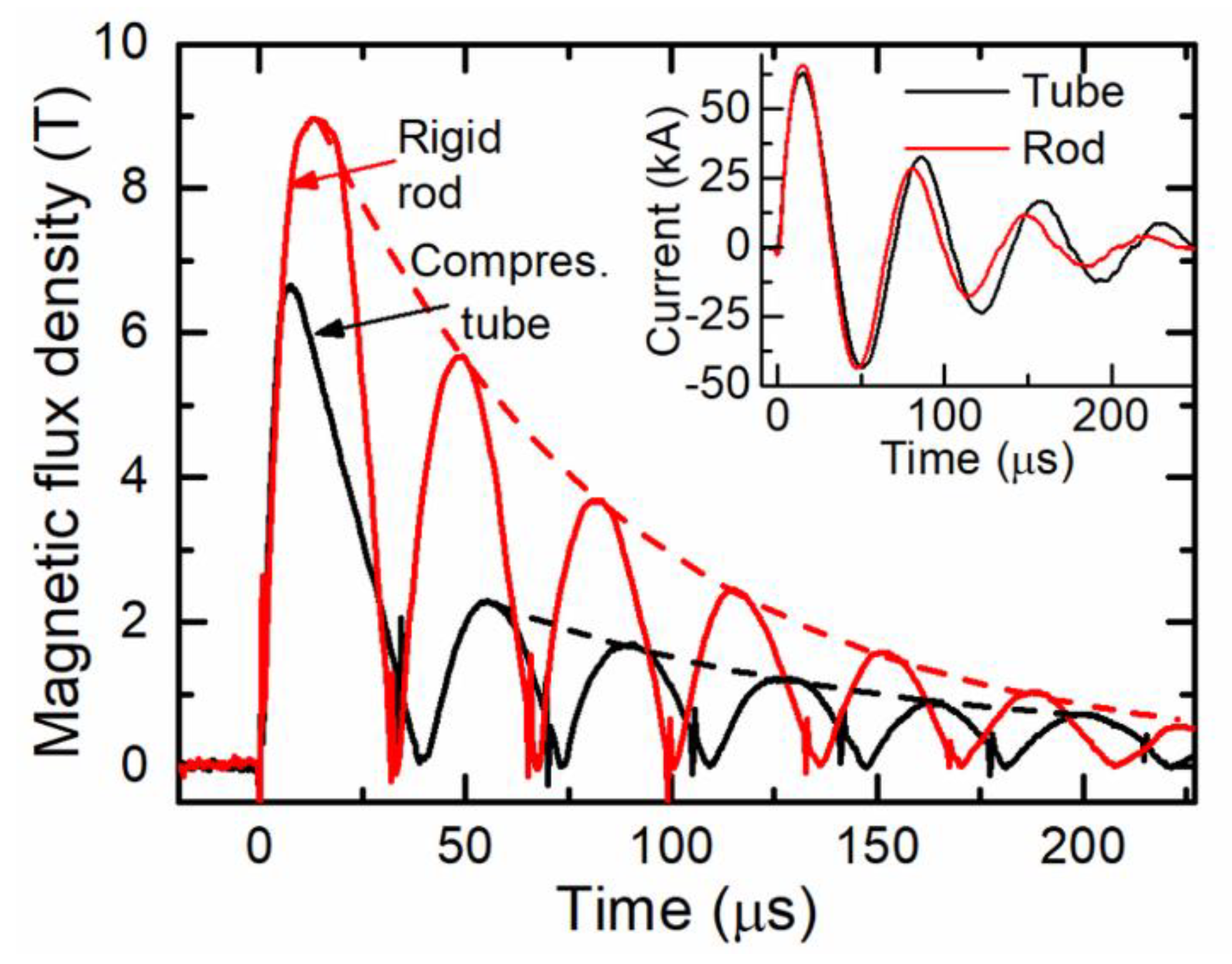
Prior to the study of the MPW process, the magnetic field dynamics in the gap between the field shaper and a rigid aluminum cylinder as well as during the free compression of an aluminum tube were investigated. The results of these investigations at a charging energy of 4 kJ are shown in
Figure 2 for a rod (aluminum EN AW-6060, delivered by BIKAR-Metalle, Bad Berleburg, Germany) with a diameter of 40 mm and an aluminum tube with the same outer diameter and a wall thickness of 1.5 mm. The coil current for both cases is shown in the inset of
Figure 2. The periodically changing magnetic field waveform is unipolar, which is a result of the CMR-B-scalar sensor measurement, because it measures only the absolute value of the magnetic flux density
B. In the case of the aluminum rod, the amplitudes of all the magnetic field oscillations change according to a damping law (dashed line) with the exponential time constant
τ = 75.5 µs. It should be noted that the amplitudes of the currents also change according to this law. However, in the case of tube compression, after the first half-wave pulse, the amplitude of the next half-wave significantly decreases, and the magnetic field oscillates according to a damping law with the exponential time constant
τ = 90.7 µs.
These differences are due to the tube deformation during the first half-wave of the current, which causes a significant increase of the inductance of the system consisting of the tube and the field shaper. This is also confirmed by the decrease of the frequency of the magnetic field oscillations (see
Figure 2). According to Kleiner et al. [
23], during the compression process, when the flyer deformation starts, the total inductance of the consumer load (coil-tube) in the discharge circuit increases, which leads to a decrease of the oscillating current frequency and the amplitude. However, due to the presence of the field shaper, which is used in addition to the tool coil, the deformation of the tube only marginally affects the total inductance of the system (see Henselek et al. [
24]). Consequently, the current in the coil changes only slightly (see inset in
Figure 2). Nevertheless, this leads to a significant decrease of the magnetic field amplitude in the gap between the field shaper and the compressed tube. Moreover, as can be seen in
Figure 2, during the compression of the tube, the temporal course of the first half-wave of the magnetic field is different from that of the rigid rod. Here, the maximum of the magnetic field is achieved much earlier than the maximum of the coil current. This means that despite the increase in coil current, the magnetic field in the gap decreases due to the deformation of the flyer.
To study the influence of the charging energy
E on the magnetic field oscillation waveforms during MPW of an aluminum flyer with a steel parent, experiments were performed at different charging energies (see
Figure 3a) and with flyers having different wall thicknesses (see
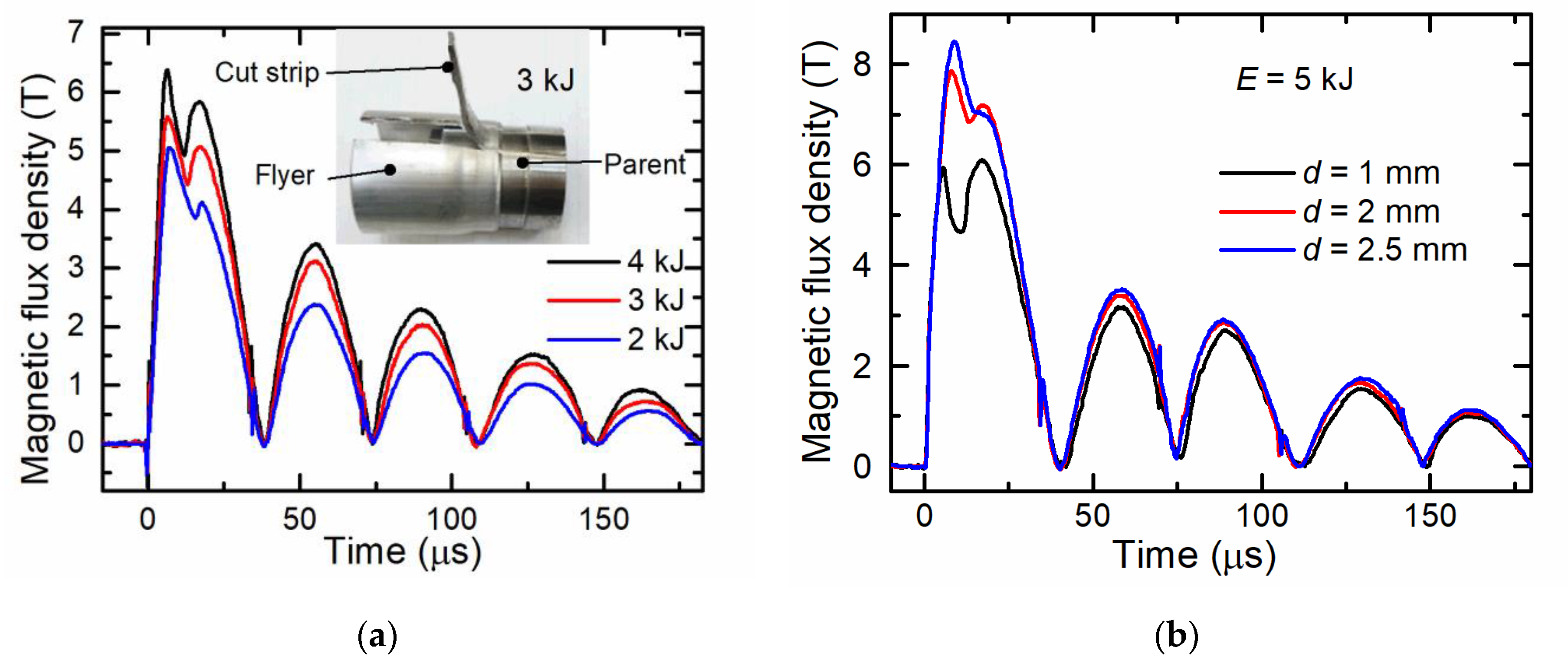
Figure 3b). The results of these investigations with a flyer wall thickness of 1.5 mm at charging energies of 2, 3, and 4 kJ are shown in
Figure 3a. The first half-wave in all these welding experiments had two peaks. The first peak was similar to that observed during the free tube compression (see
Figure 2). The amplitude of these peaks depended on the capacitor charging energy, namely, the lower the charging energy, the lower was the amplitude of the magnetic field peak, and the maximum of these peaks was reached later. As mentioned before, the magnetic inductance at the measuring point is the interference of the field generated by the field shaper and the induced current in the flyer. The second component, among other factors, depends on the distance between the field shaper and the flyer. The greater this distance, the smaller becomes the contribution of the magnetic field of the flyer. At a certain velocity of the flyer, the increase in time of the magnetic field in the field shaper (with the coil current still increasing) was compensated by a decrease of the magnetic field induced in the flyer. The first peak was obtained in this way. After the first peak was reached, the magnetic flux density dropped to some local minimum value, then increased up to the second peak and finally dropped to zero. Moreover, the minimum between these two peaks in time was achieved later and the relative value of the second peak was lower when a lower charging energy was used. After the end of the first half-wave, the following pulses continued to oscillate according to the damping law.
To understand the dynamics of the magnetic flux density during the welding process, the processes that take place during the first half-wave of the discharge current were considered.
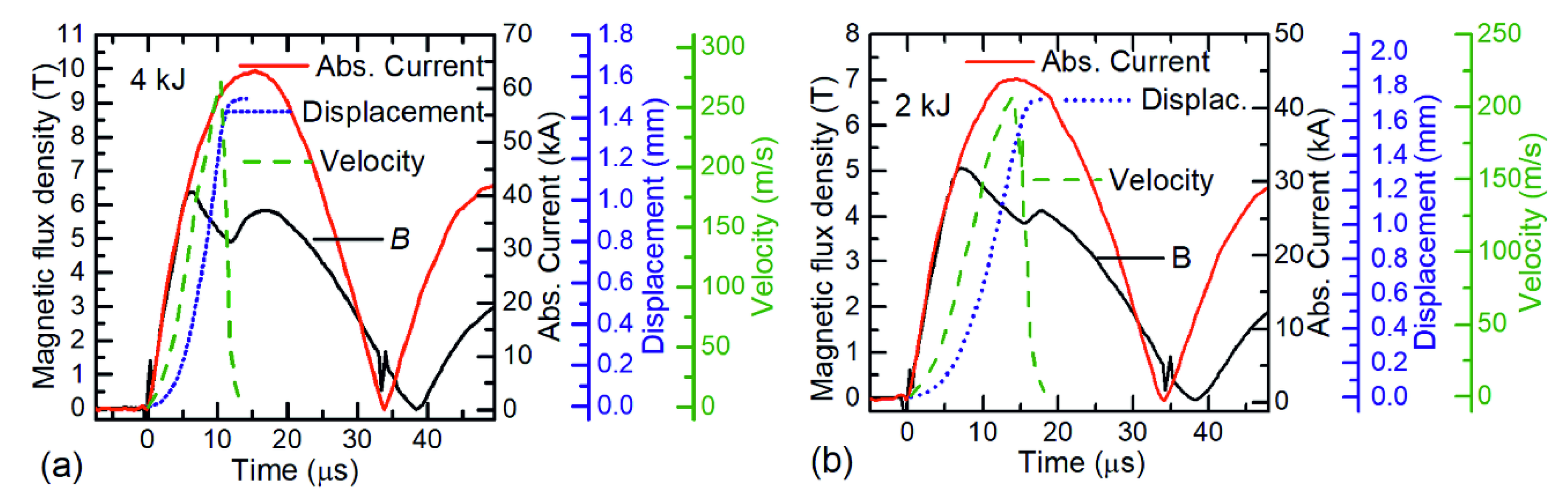
Figure 4 shows the current in the coil and the changes of the magnetic field magnitude in the gap between field shaper and flyer.
The displacement of the flyer as well as its velocity at 4 kJ and 2 kJ charging energies are presented in
Figure 4a,b, correspondingly. A comparison of the flyer displacement over time and the magnetic flux density
B waveform shows that the local minimum of
B is reached at the collision of the flyer with the parent. At the instant of impact, the velocity of the flyer achieves its maximum value and then drops sharply. For
E = 4 kJ (
Figure 4a), the initial collision time is 11 µs after the start of the current pulse and the maximum impact velocity of the flyer is
vi = 272 m/s. The total displacement of the flyer is 1.5 mm (i.e., the initial gap) and the deformation process is finished after 14 µs. The minimum magnetic flux density is achieved when the flyer velocity decreases to
vi = 120 m/s. As it was noted above, the appearance of the first peak and the subsequent decrease of the magnetic field was the result of the flyer deformation caused by the magnetic pressure. In this case, an increase of the system’s inductance caused by the progressing deformation of the flyer slowed down the magnetic field so strongly that an increase of the current in the coil was not able to compensate for this decrease. However, when the velocity was decreased, the influence of the coil current on the magnetic field dominated and an overall increase of
B was observed. For this reason, at the time instant of magnetic field minimum, the current did not yet reach its maximum value and continued to grow, which caused the appearance of the second peak in the field dynamics.
It was found that there is a relationship between the charging energy
E, the time instant (
τm) of the magnetic field minimum in the double peak waveform and the welding quality. When
E was 4 kJ, 3 kJ, and 2 kJ, the
τm was 11 µs, 12.5 µs, and 15 µs, respectively. The manual peel test showed that at
τm ≤ 12.5 µs, the cut strip of the flyer material could not be separated from the parent, which indicated a good weld quality. A picture of the tested specimen after MPW at
E = 3 kJ;
τm = 12.5 µs is shown in the inset of
Figure 3. Meanwhile, the same analysis performed at
E = 2 kJ;
τm= 15 µs (see
Figure 4b) showed an insufficient weld strength, because the flyer strip was easily peeled off from the parent.
The influence of the flyer wall thickness on the magnetic field dynamics was studied by charging the capacitor up to 5 kJ and using flyers with wall thicknesses of 1, 2, and 2.5 mm. The results are shown in
Figure 3b. It can be seen that a flyer with a wall thickness of 1 mm impacts with the parent after
τm = 11 μs (minimum of the curve), while the flyer with a wall thickness of 2.5 mm impacts with the parent after
τm = 16 μs when the coil current had already reached its maximum value and started to drop. Moreover, in the case of flyer with a thickness of 2.5 mm, the energy was not high enough for sound welding of the parts.
Therefore, by analyzing the waveform of the magnetic field over time, one can qualitatively determine the quality of the MPW process taking into account the following parameters: the time instant and amplitude of the first peak and the time instant of the minimum. As stated before, the flyer deformation begins when a critical magnetic pressure is reached. The first maximum is a result of the compensation of the increasing magnetic field in the field shaper effected by the decreasing magnetic field induced in the flyer. The maximum magnetic pressure can be evaluated from this maximum value. However, it is difficult to determine a clear relationship between the time instant of the first maximum and its value with the weld quality. The reason is that the position and value of this maximum depends on the increasing coil current, the velocity of the flyer, its mechanical properties, etc. For example, for flyers with a fixed wall thickness, it was obtained that at a higher charging energy, an earlier and higher maximum is achieved and the welding quality is increased (see
Figure 3a). However, the time intervals between these peaks differ only a little. For flyers with different wall thicknesses (see
Figure 3b), the first maximum of 6 T was achieved after 6 μs at a charging energy of 5 kJ when a flyer with a wall thickness of 1 mm was used. However, when a flyer with a wall thickness of 2.5 mm was used at the same energy, this was achieved after 11 μs despite of the higher value of the first peak (about 8.3 T). Moreover, the time instant of the magnetic field minimum shows the time of the flyer impact with the parent. Based on the obtained data, the flyer velocity at the moment of its collision with the parent can be determined. After the beginning of the deformation, the velocity of the flyer changes almost linearly. According to Lueg-Althoff et al. [
6], the time of impact of flyer with parent is a particularly important parameter in the MPW process. Thus, knowing the joining gap and the time until impact, one can estimate the velocity of the flyer. The later the local minimum is reached, the lower is the flyer velocity shortly before the impact with the parent. The acting pressure on the flyer part can be assessed by analyzing the velocity change during impact. This has been done by Lueg-Althoff et al. [
6] by evaluating the flyer velocity change upon impact via the PDV curves. However, by introducing the CMR-B scalar measurement system as a novel and fast analysis method of MPW processes, one can get information not only about the flyer movement, but also about the magnetic field values and dynamics. Therefore, the combination of a few parameters—such as the first peak maximum, its time-position, and the time instant of the waveform minimum—could be used as an indication or ‘fingerprint’ of the welding quality for known MPW setups with predetermined tool parameters, such as the gap between the flyer and the field shaper, the standoff between the flyer and the parent and the flyer wall thickness.
The obtained results show that the analysis of the dynamics of the magnetic field in the vicinity of the field shaper gives necessary information about the processes taking place during magnetic welding, which cannot be obtained by direct measurement of the coil current, which was suggested by Henselek et al. [
24], Zhang et al. [
25], and Beerwald et al. [
26]. In addition, by analyzing the data obtained by measuring the dynamics of the magnetic field and comparing this data with the results of a physical check of the weld quality, it will be possible to optimize the charging energy of the capacitors for each case. For example, it can be seen that for welding a flyer with a wall thickness of 1 mm it is not necessary to charge the capacitor to 5 kJ, since it impacts the parent when the current in the coil has not yet reached its maximum. In addition, the proposed magnetic field measurement system can be not only used for analyzing the processes occurring during MPW, but also for the monitoring of critical points of magnetic field dynamics (such as the magnitude and time-position of the first maximum and minimum) determined in advance for selected MPW system. The CMR-B-scalar sensors are small in size and not sensitive to the direction of the magnetic field, which greatly facilitates their installation. They are also fast and can measure short pulses of the magnetic field. In addition, in comparison with PDV sensors, they do not require special signal processing, as the entire dynamic of the magnetic field is immediately displayed on the monitor screen.
3.2. Numerical Simulations of Magnetic Flux Density in the Gap between Field Shaper and Workpiece
For numerical simulation of the magnetic field dynamics, 3D simulation models were created using the commercial software LS-DYNA (Lorenz et al. [
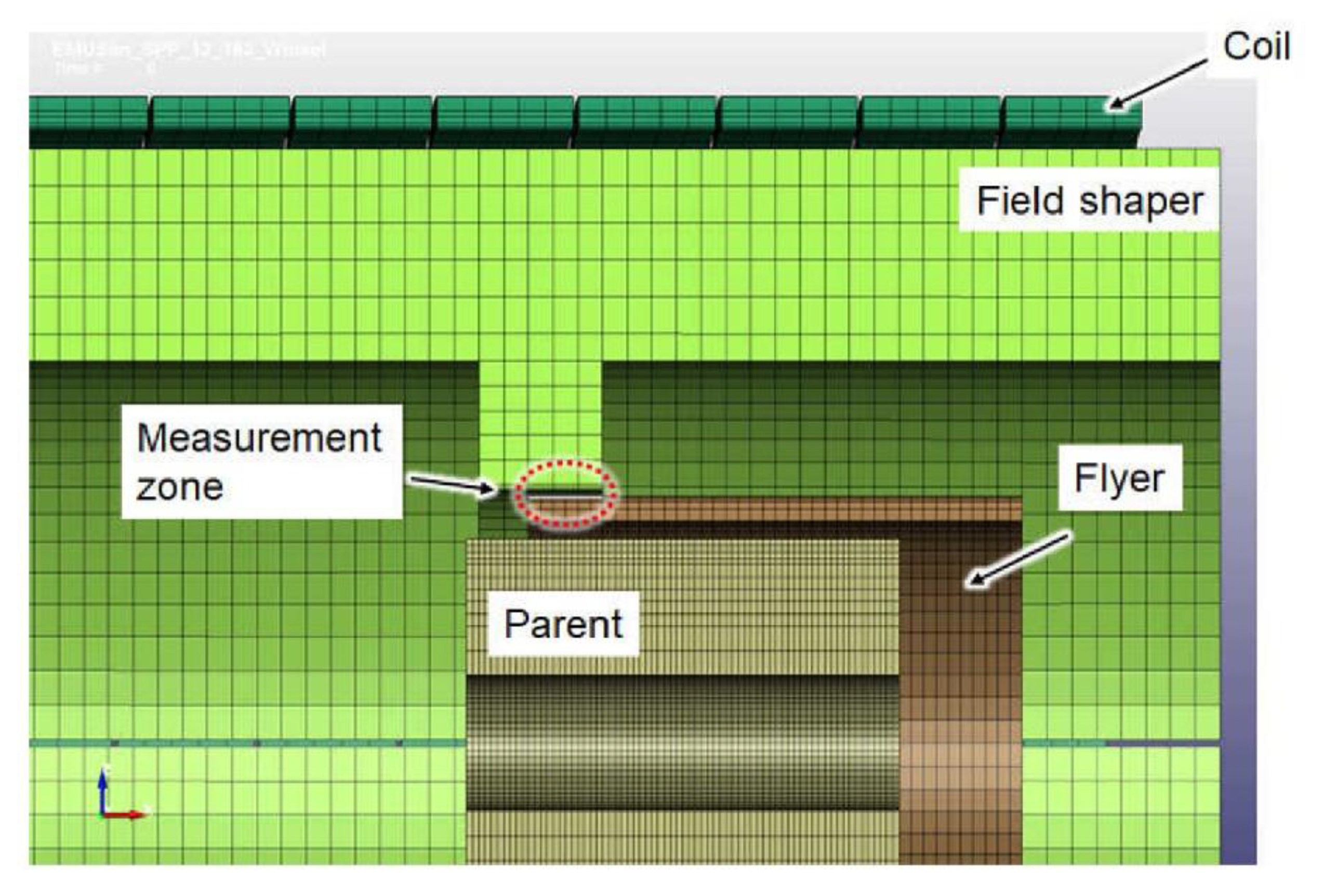
27]). Although the experiments were carried out with flyers of different wall thicknesses, the simulation was performed for only one flyer geometry. Since the numerical simulation of high velocity forming processes like electromagnetic forming (or in this case MPW) is elaborate and challenging, the focus was put on a flyer with 2 mm wall thickness. For this geometry, the required high-strain rate material parameters had been accurately determined beforehand. Thus, a stable and informative numerical model could be evaluated. The simulation setup is shown in
Figure 5.
In this setup, the flyer had
d = 2 mm thickness, the initial gap between the flyer and the parent
h was 1.5 mm, and the initial standoff between field shaper and flyer was 0.5 mm. Besides the mechanical material properties, an experimentally measured electrical current pulse through the coil was used as the input. The accuracy of numerical simulation models of high-velocity forming processes such as MPW strongly depend on the applied material models. The material data for the numerical simulations have been obtained by inverse characterization, like described in Lorenz et al. [
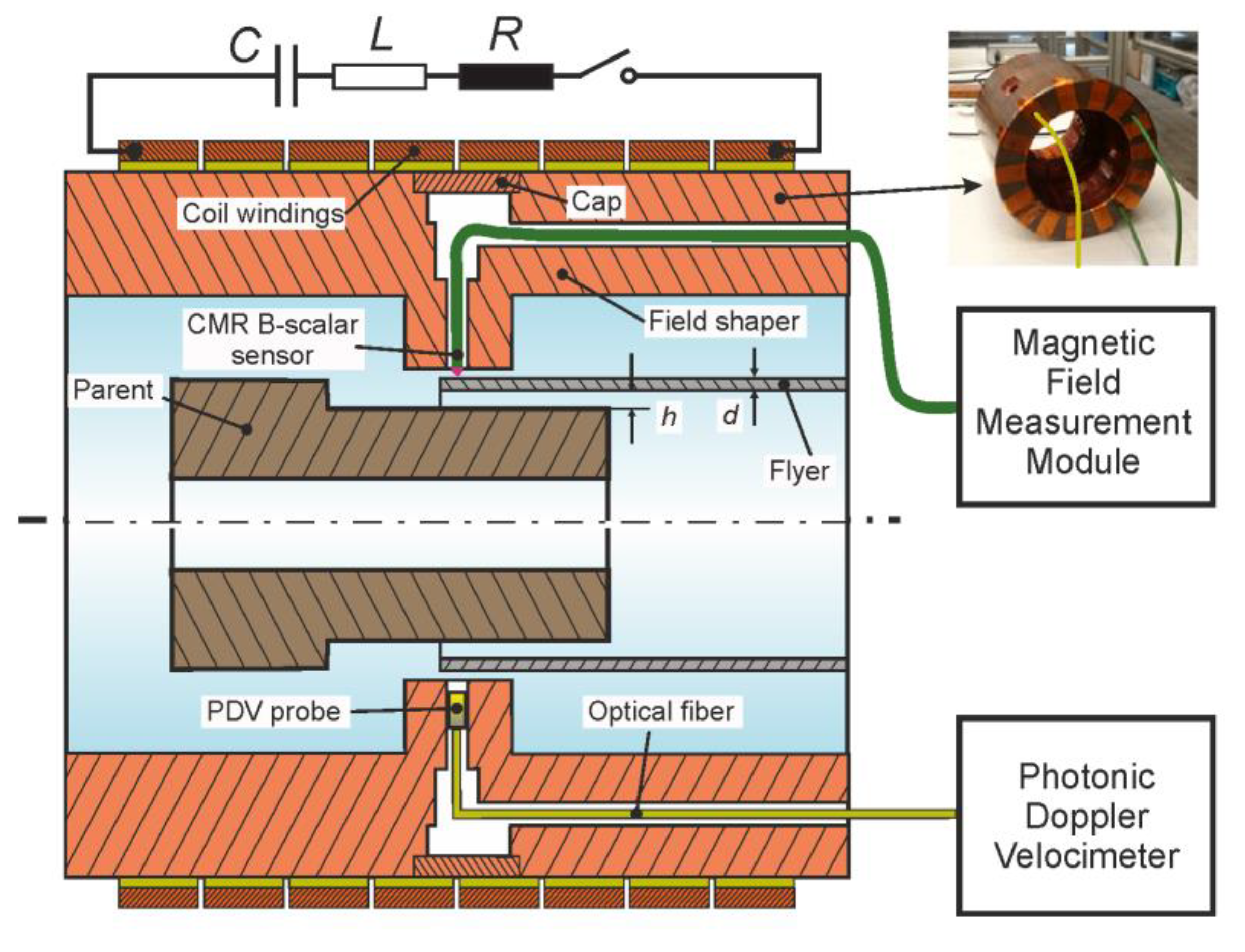
27]. Since the applied field shaper features multiple axial and radial boreholes for the integration of the CMR-B-scalar probes and the PDV-sensors (see
Figure 1), the creation of the mesh of the 3D simulation model was challenging. An exceptionally fine 3D-mesh was required, which drastically increased the simulation time. Therefore, the boreholes were not considered in the LS-DYNA simulations. Additionally, the influence of the boreholes and the position of the magnetic field sensor on the magnetic flux density values was evaluated by using COMSOL multiphysics simulations. The results of the COMSOL simulations are presented below.
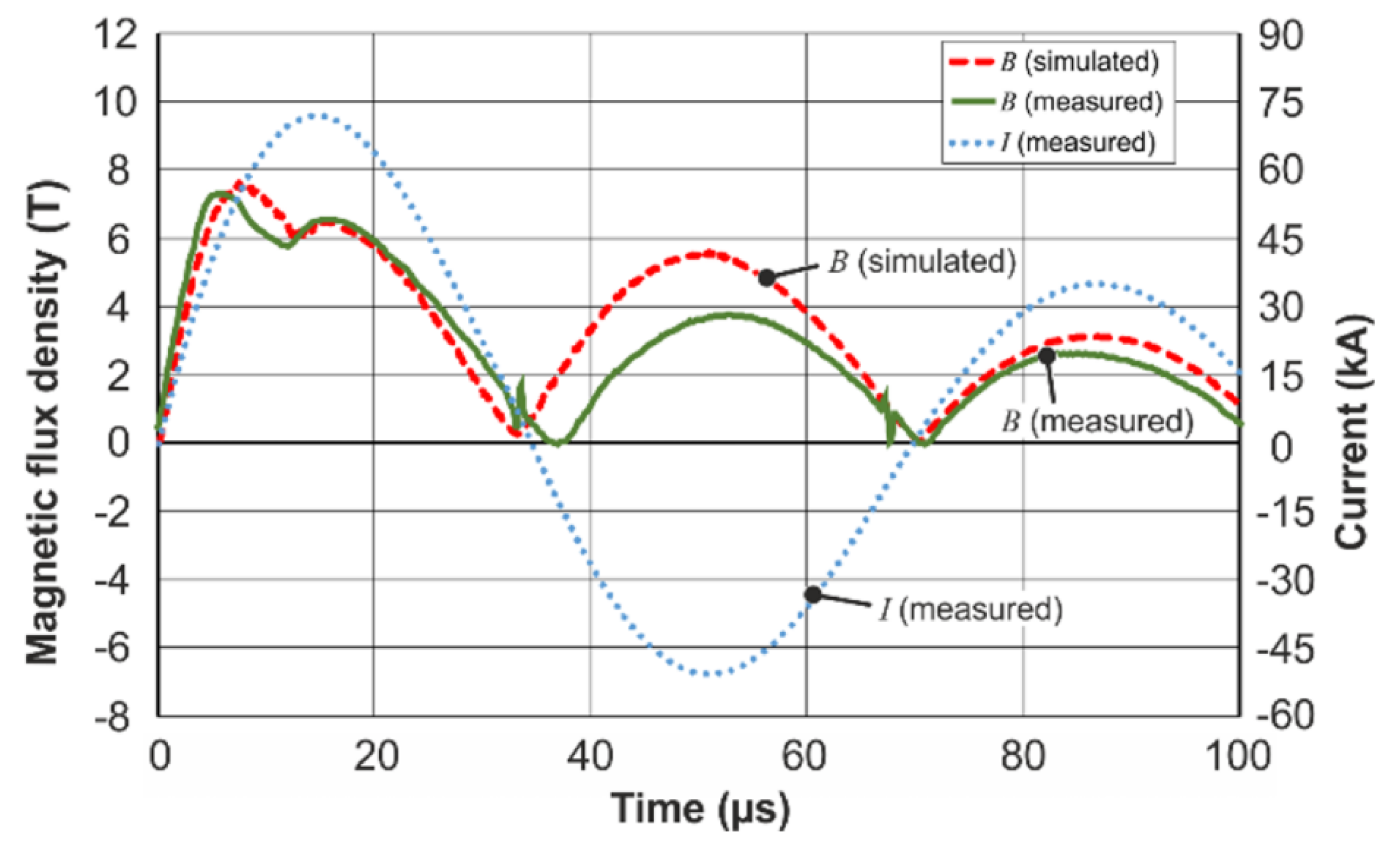
The comparison of the simulation results and the measurements of the magnetic field dynamics showed good qualitative coincidence between the simulation and the experiment (see
Figure 6). Especially the temporal course during the first half-wave of the current pulse showed a promising accordance.
The previously discussed two peak behavior in the field intensity dynamics was found both in the measurements and the simulation. However, as mentioned before, the dynamic LS-DYNA simulations were performed without boreholes and the simulation results give significantly higher magnetic field values, than were obtained from the measurements using the CMR-B-scalar sensor. For example, the maximum flux density calculated for the time instant
t = 7.1 µs (see
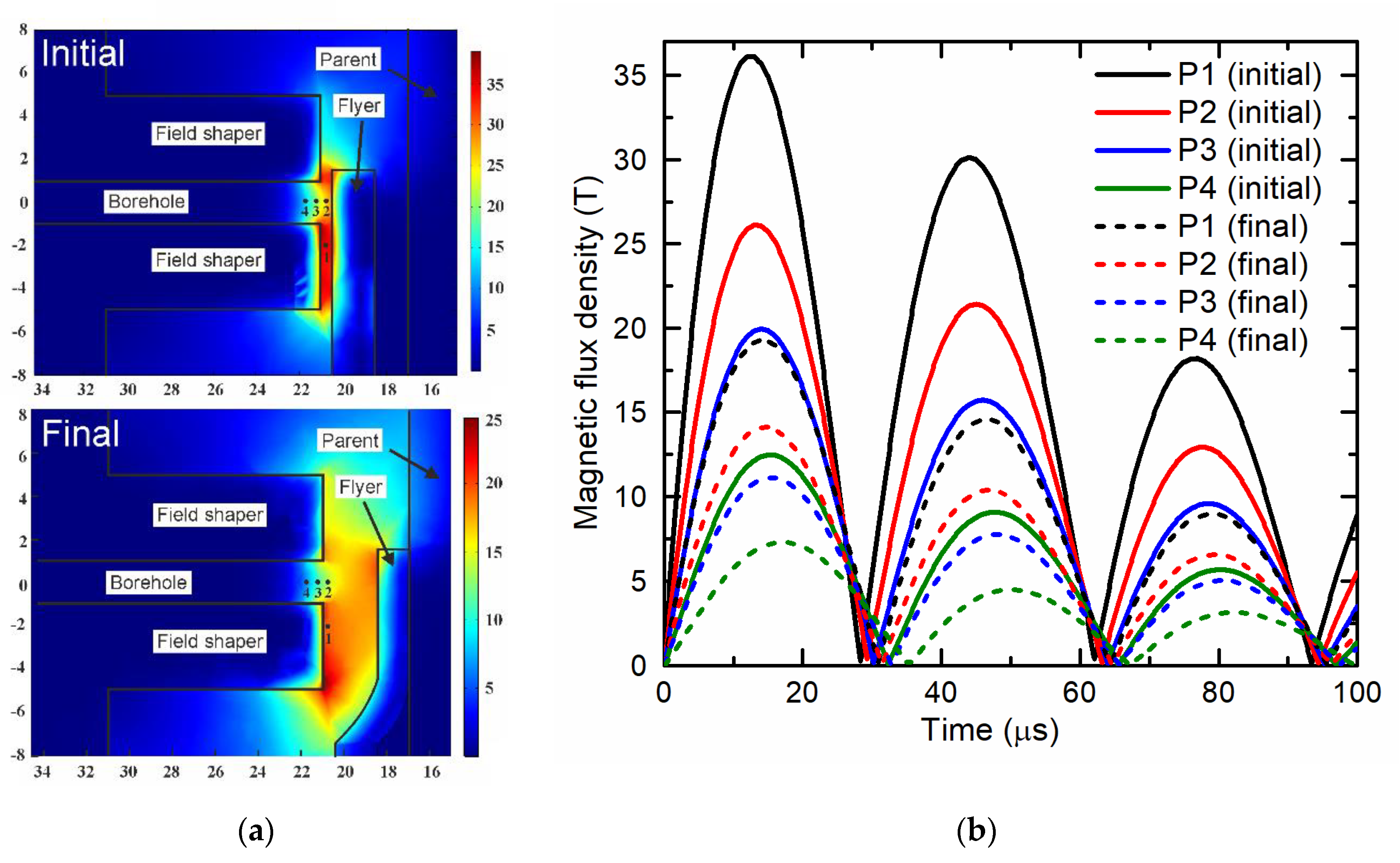
Figure 6) was 25.05 T (not shown in the Figure), while the measured value was ≈ 7.48 T. To clear up the reasons for this discrepancy, time-harmonic 3D simulations were performed using COMSOL Multiphysics. The objective was an evaluation of the influence of the borehole and the position of the magnetic field sensor on the magnetic flux density. The geometries of the field shaper, flyer, and parent were considered in both their initial (not deformed) states and their final states after the collision of the flyer with the parent. The results presented in
Figure 7 show that the borehole results in a significant local reduction of the magnetic field. Along the axis of the borehole, the magnetic field is inhomogeneous. A comparison of the maximum value of the magnetic field at Point 1 (at which the calculations by LS-DYNA were carried out) with the maximum at Point 4 (in which the sensor was placed), shows that these values differed by about three times. As it was mentioned before, the same three-time difference was obtained when comparing the simulation and measurement results during the welding process. Additionally, it can be seen that the increase of the standoff between the field shaper and the flyer due to electromagnetic forming leads to a decrease of the magnetic field intensity and a temporal shift of the maximum and minimum.
Therefore, the presence of a hole in the field shaper and the position of the sensor in this hole causes the discrepancy between the measured value and simulated magnetic field. Thus, it was decided that the LS-DYNA results need to be scaled with a factor of 25.05/7.48 to take into account the influence of the borehole (see
Figure 7). Therefore, the data of the simulation results, presented in
Figure 6, are scaled by this factor. This makes it possible to obtain not only qualitative, but also quantitative agreement between the simulations and the measurements.
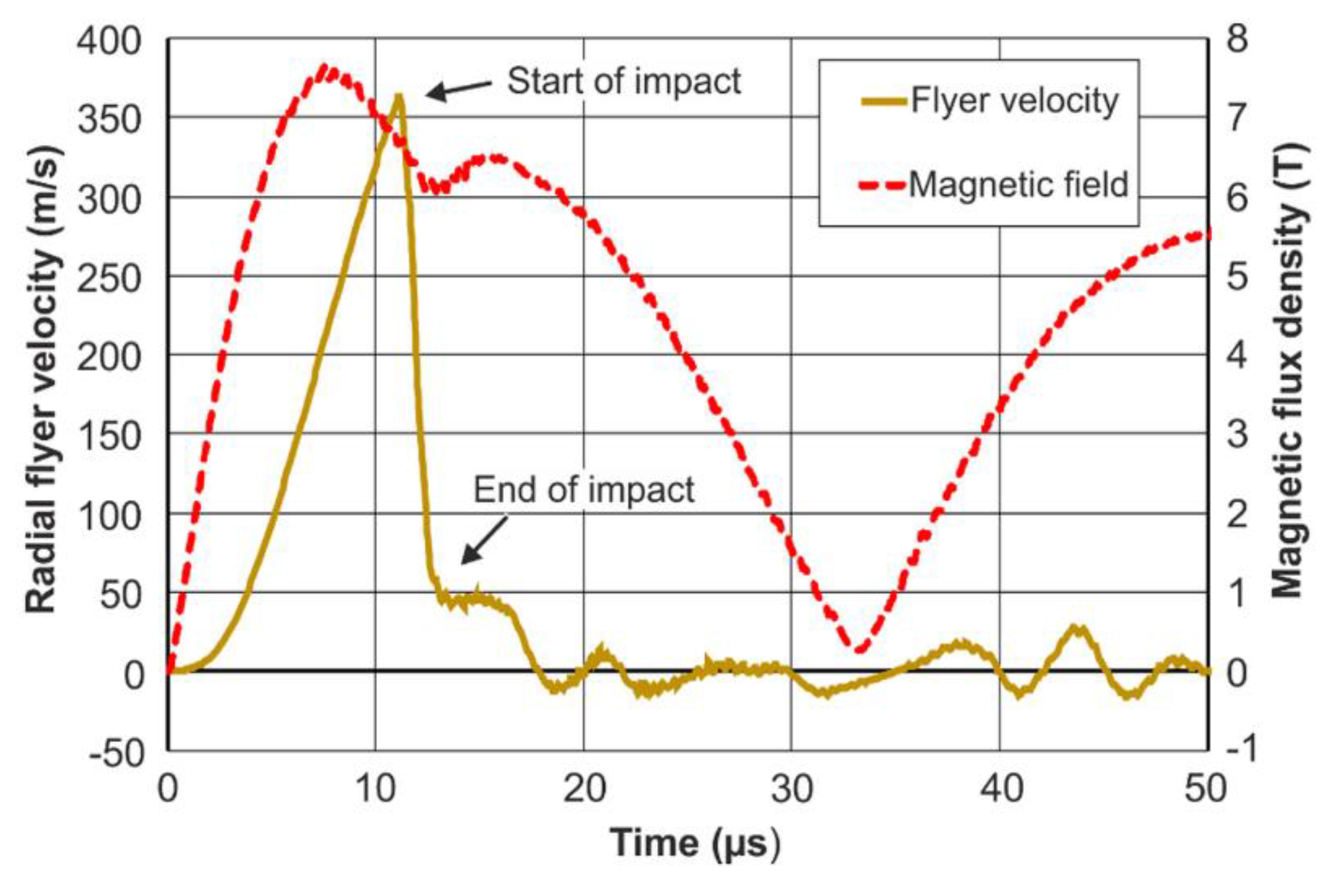
The numerical simulations allow for a detailed analysis of the interactions between the flyer deformation, the impact between the flyer and the parent, and the magnetic field dynamics. In
Figure 8, the radial velocity of the flyer edge is plotted over time. It can be seen that the deformation of the flyer starts after with some delay and only after a certain level of magnetic field has been established. The induced stresses caused by the so-called magnetic pressure then exceed the initial flow stresses of the flyer material. The flyer is then rapidly accelerated until the standoff between the flyer and the parent is overcome. The contact of the inner flyer surface with the parent surface takes place at the maximum flyer velocity. It needs to be noted that, in the numerical simulations, the flyer velocity is determined for the flyer edge, which is obviously higher than at the PDV-measurement position a few millimeters along the flyer axis. This velocity peak is followed by a sudden deceleration, during which the flyer and the parent are slightly compressed, and a high contact pressure is formed. The deceleration phase takes only a few microseconds and its end can be identified by the local minimum of the magnetic field curve. This confirms the experimental results (
Figure 4) and shows once again the potential of the magnetic field measurements for an in-depth analysis of MPW processes. The welding between the flyer and the parent was not modeled in the present LS-DYNA simulations and the flyer undergoes some vibrations after impact. This can be the reason for some of the deviations between simulations and experiment in the second and third half-wave of the current pulse shown in
Figure 6. However, it is generally accepted that, among other parameters, the flyer’s radial impact velocity and the phase of impact between the joining partners have a paramount effect on the weld formation. Therefore, the correlation between the flyer deformation curve and the magnetic field measurements and the different characteristics for successful and unsuccessful welding trials are promising indications for the further development of this CMR-measurement method.

 ,
, 

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}







