Micro Electrochemical Milling of Micro Metal Parts with Rotating Ultrasonic Electrode


Abstract
:1. Introduction
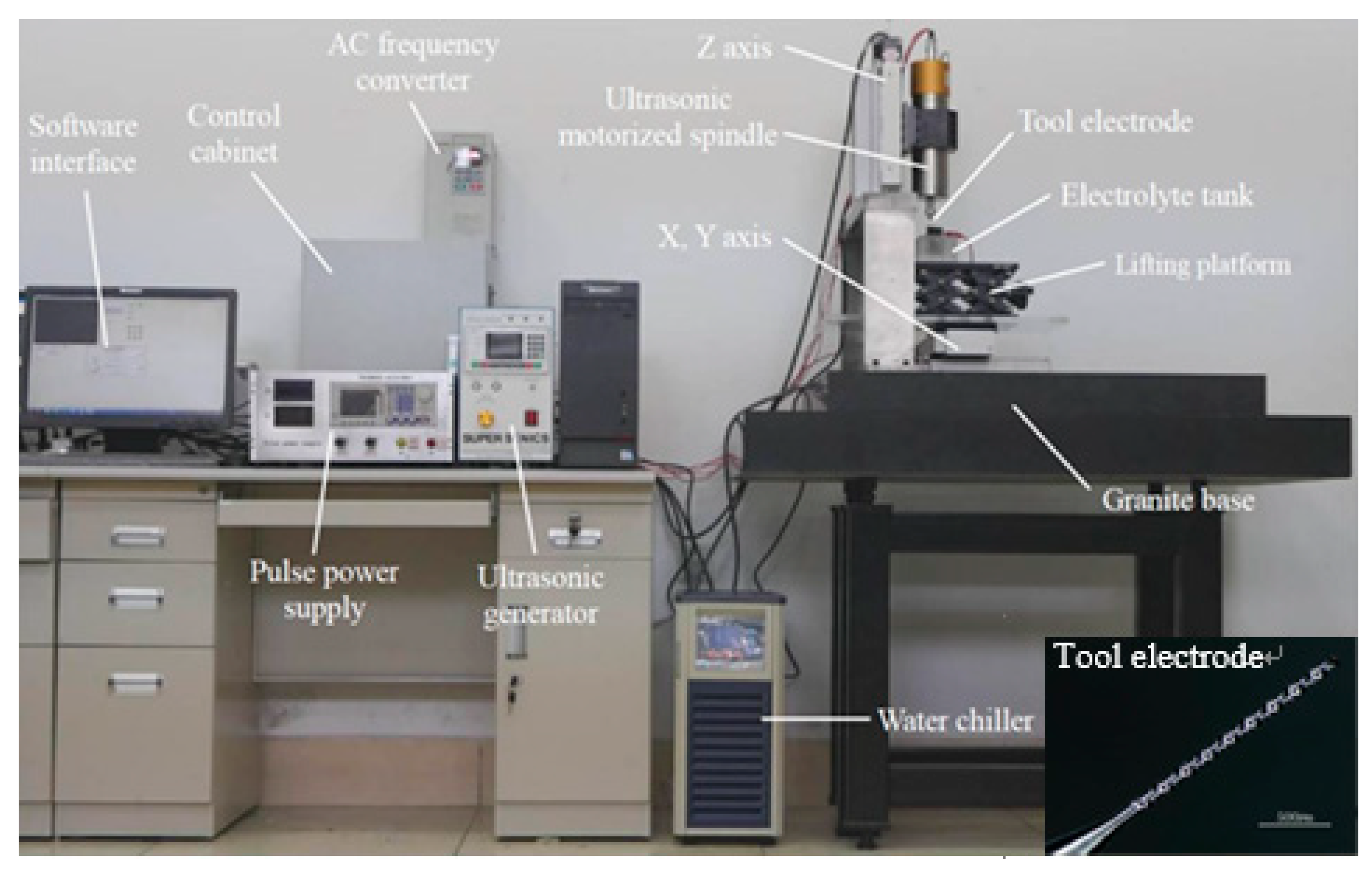
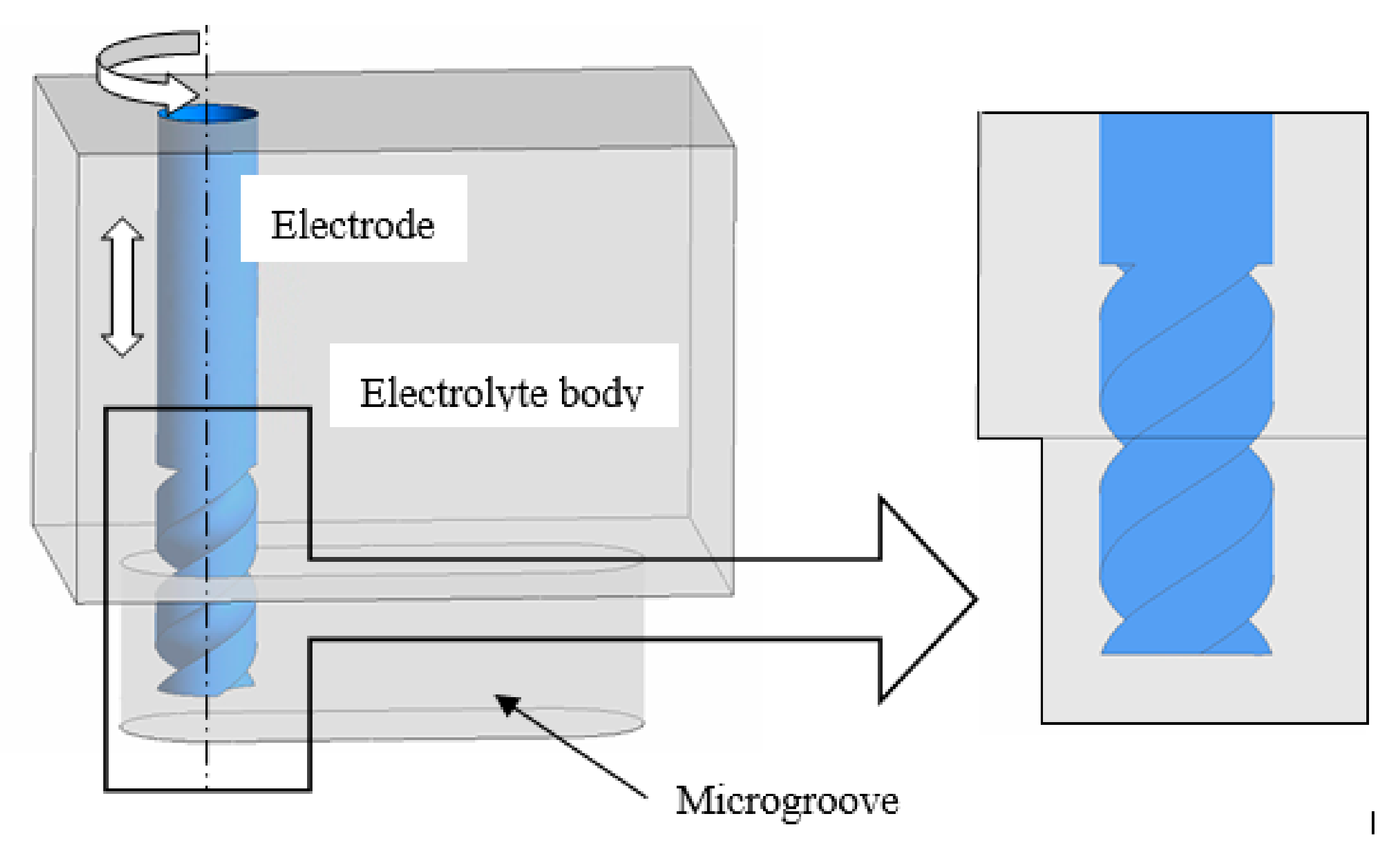
2. Materials and Methods
3. Discussion
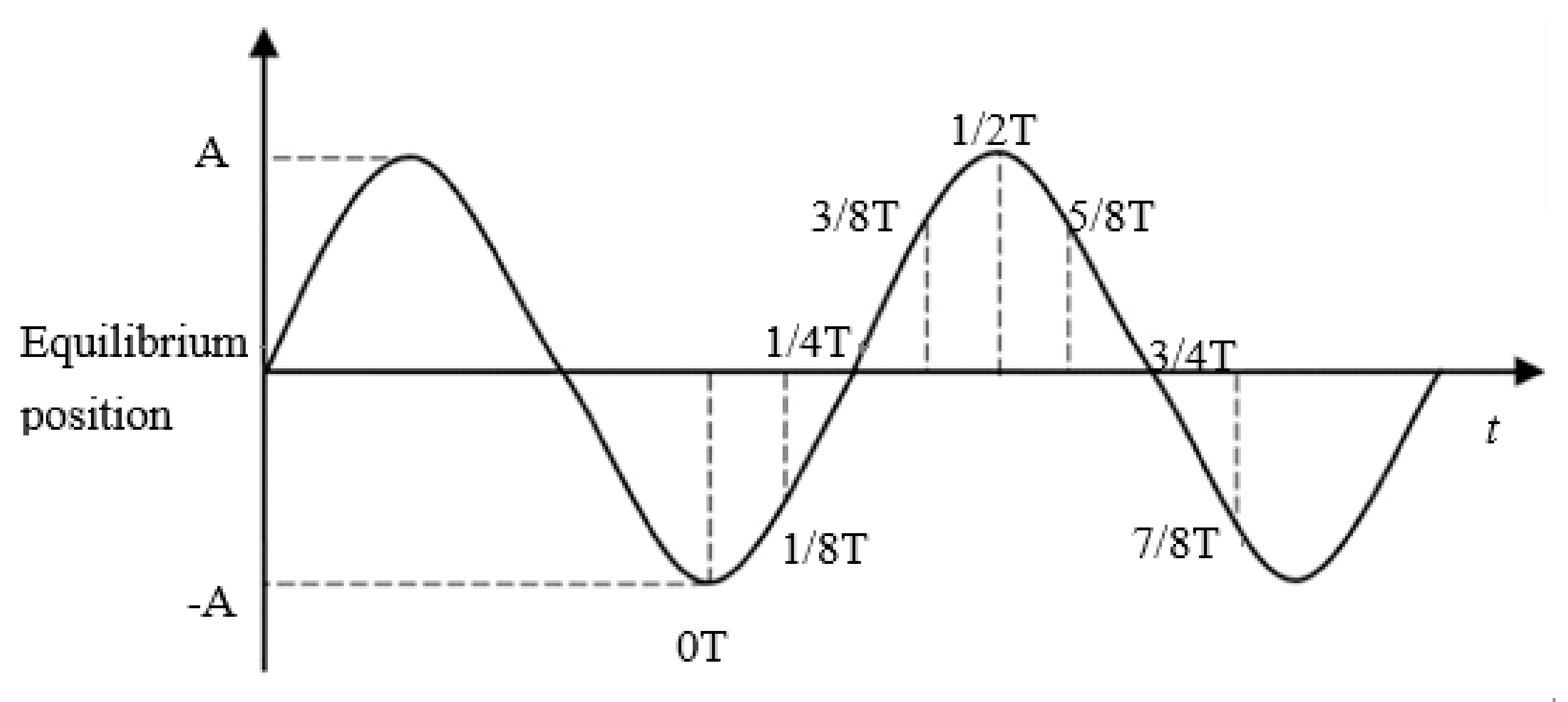
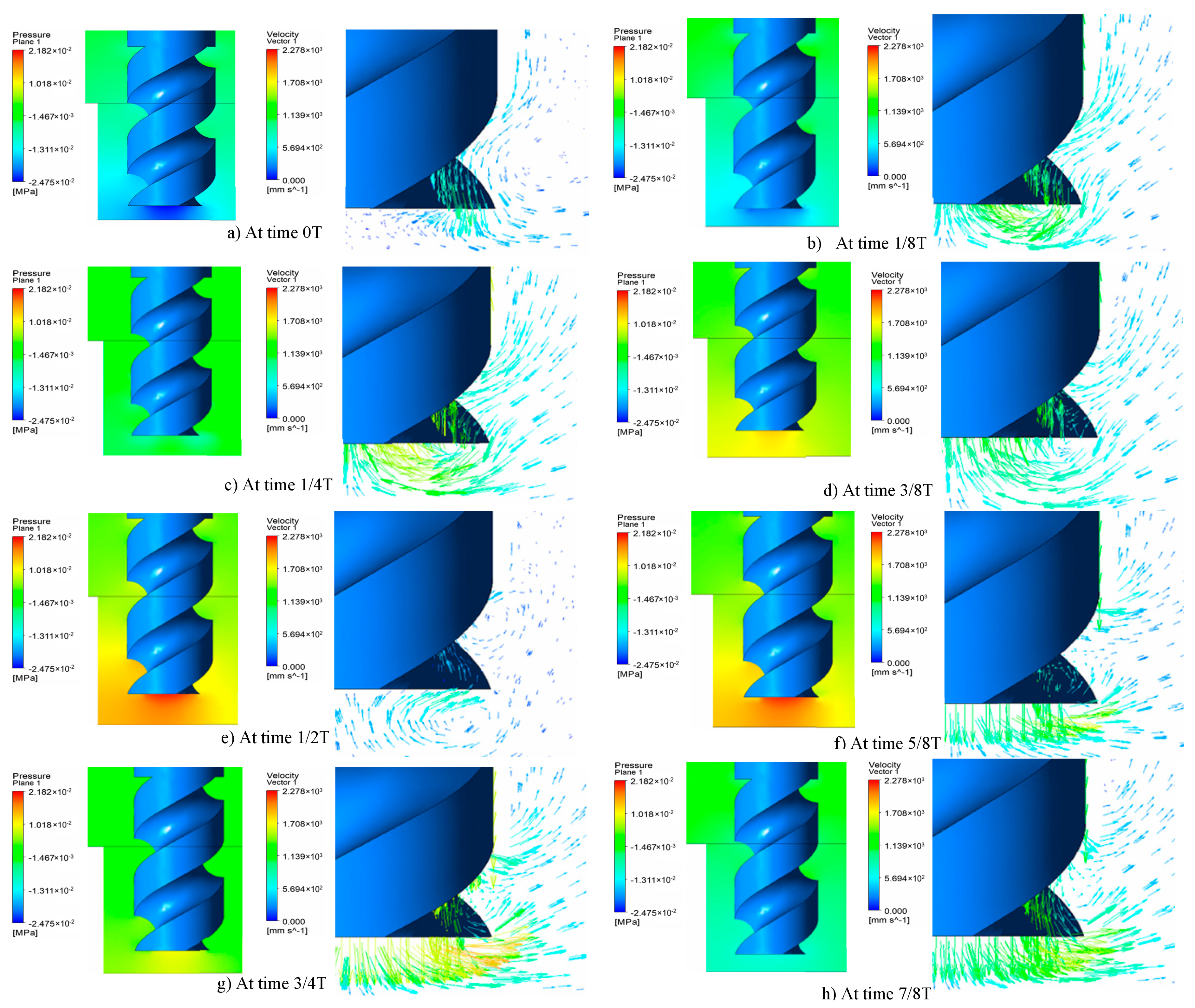
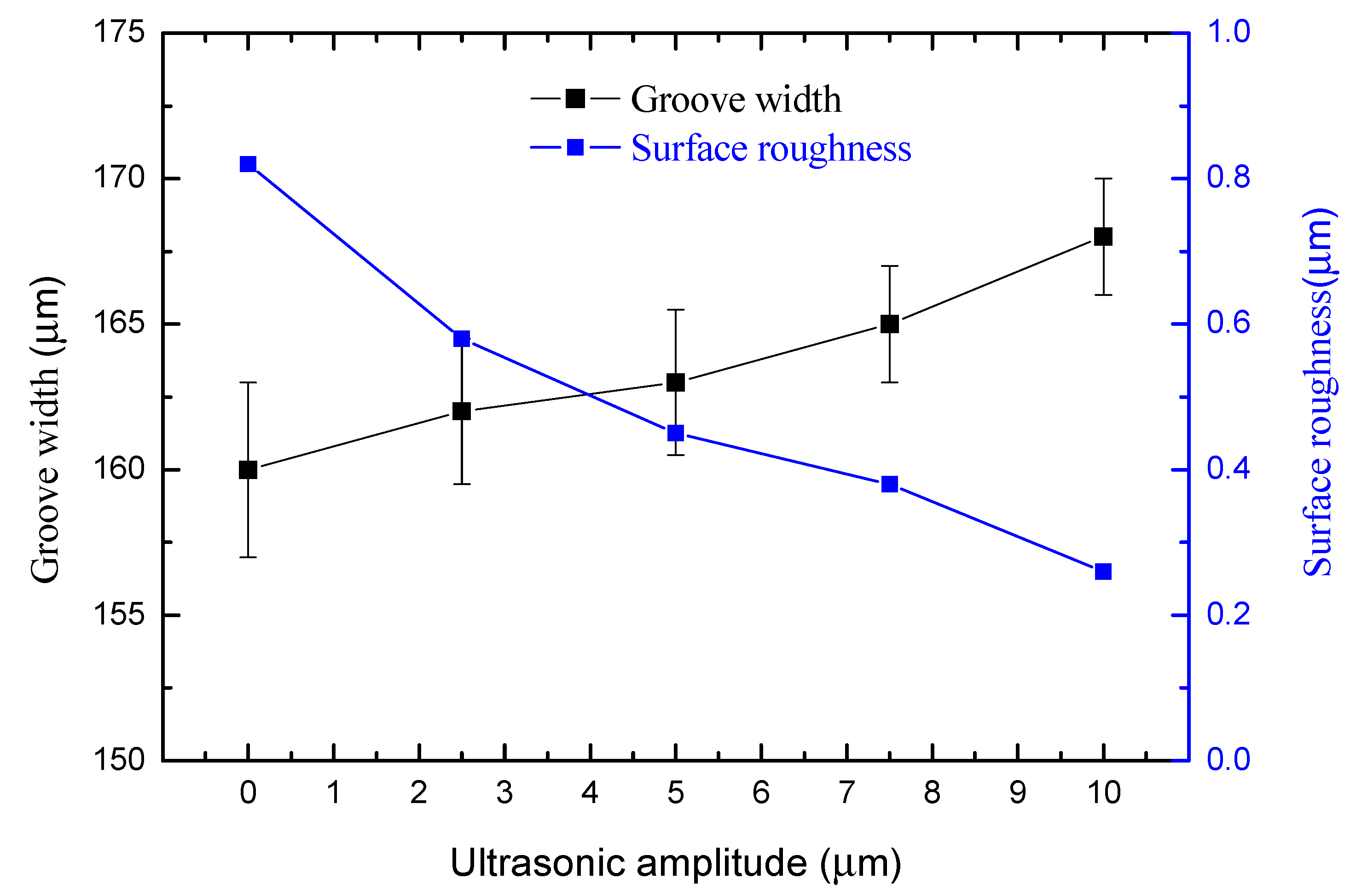
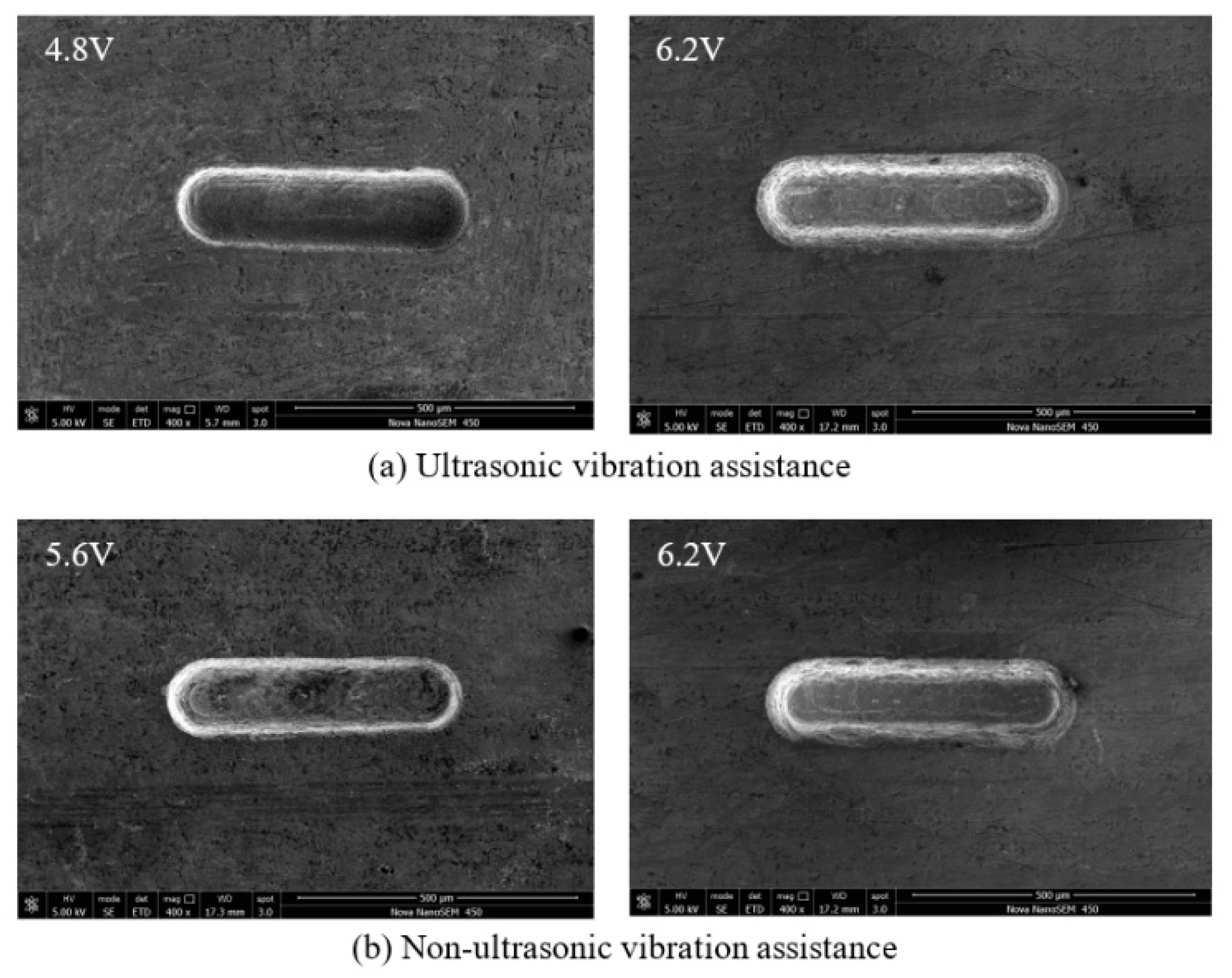
3.1. Effect of Ultrasonic Amplitude on Machining Quality
3.2. Effect of Machining Voltage on Machining Quality
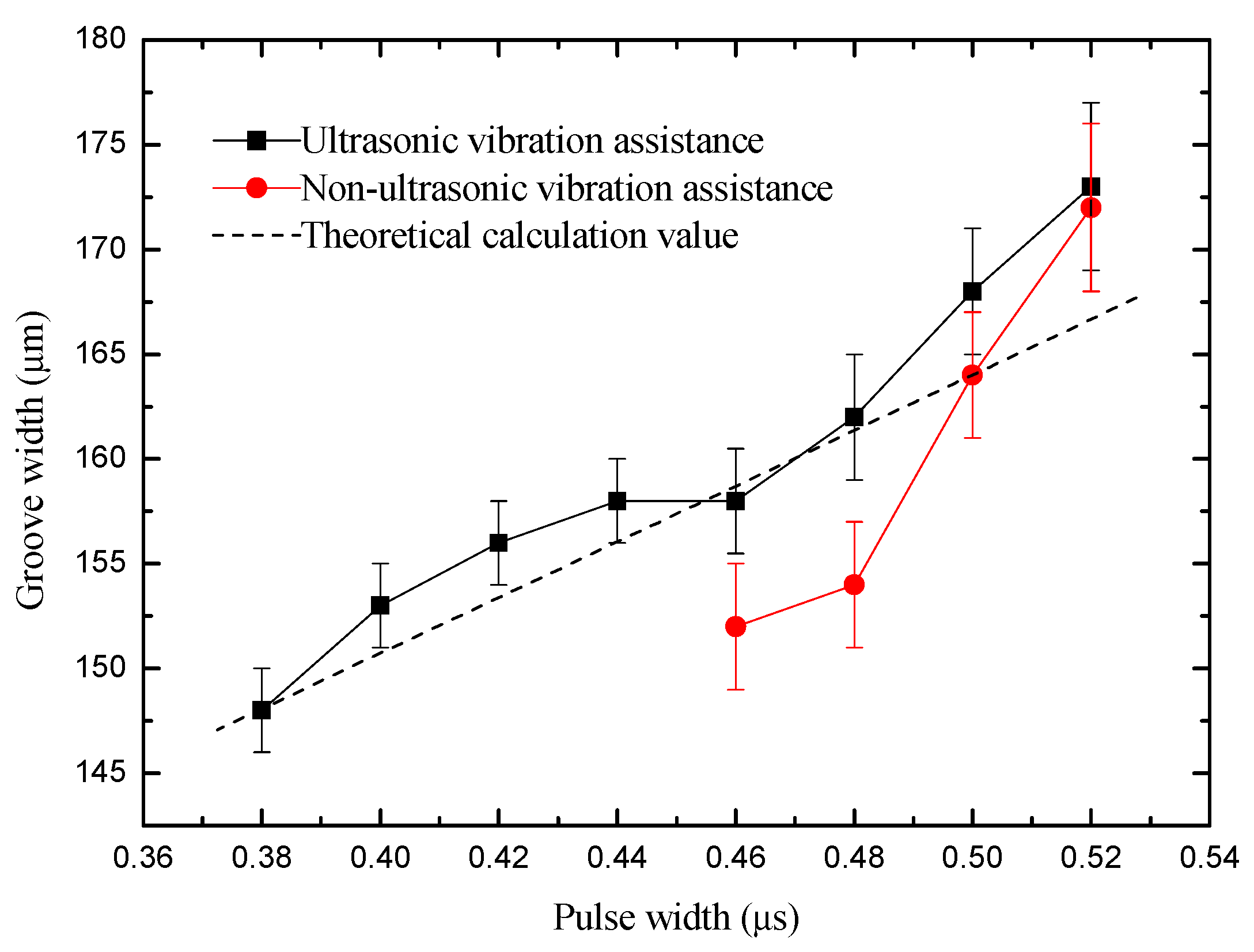
3.3. Effect of Pulse Width on Machining Quality
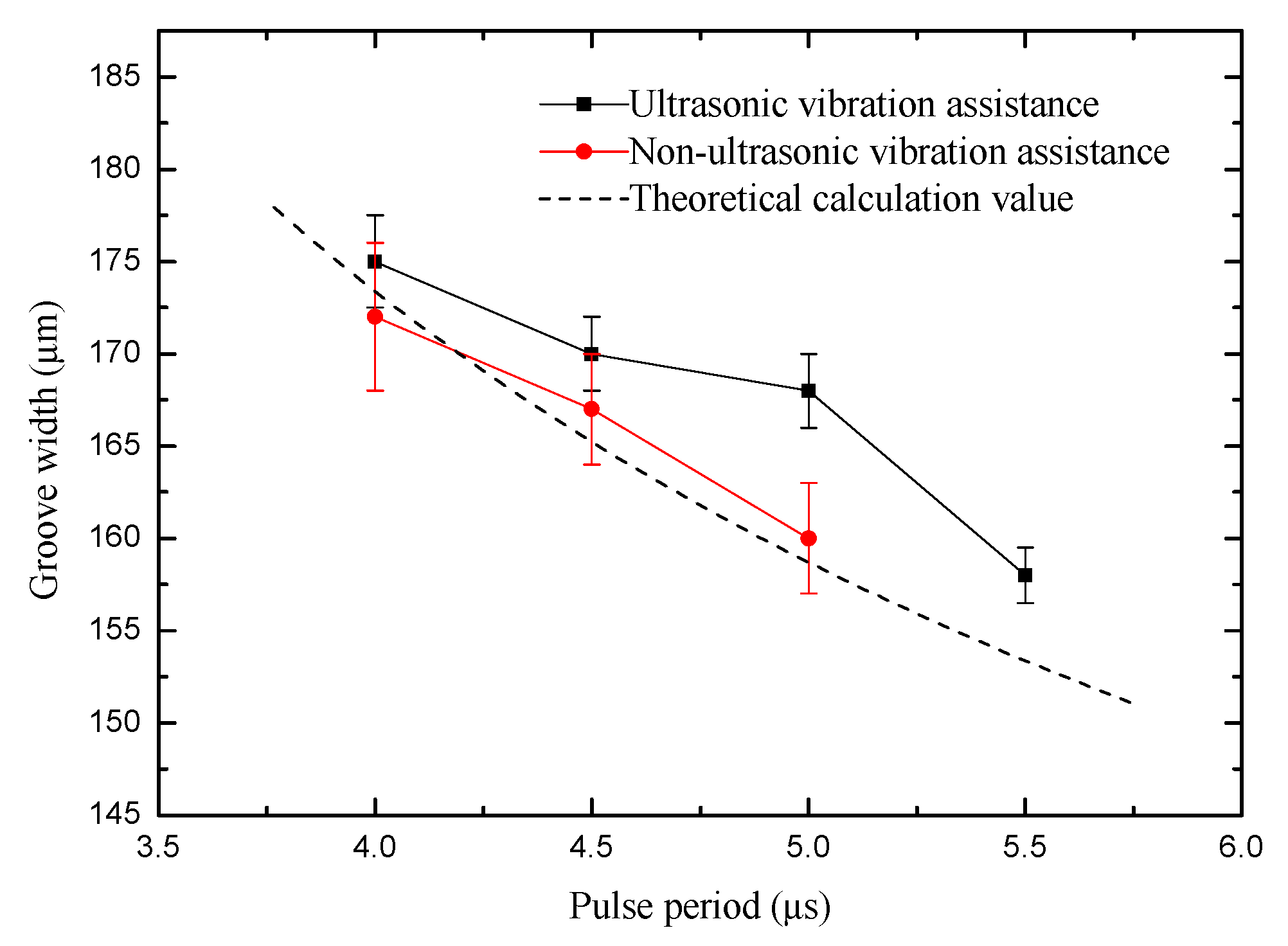
3.4. Effect of Pulse Period on Machining Quality
3.5. Effect of Feed Speed on Machining Quality
4. Results
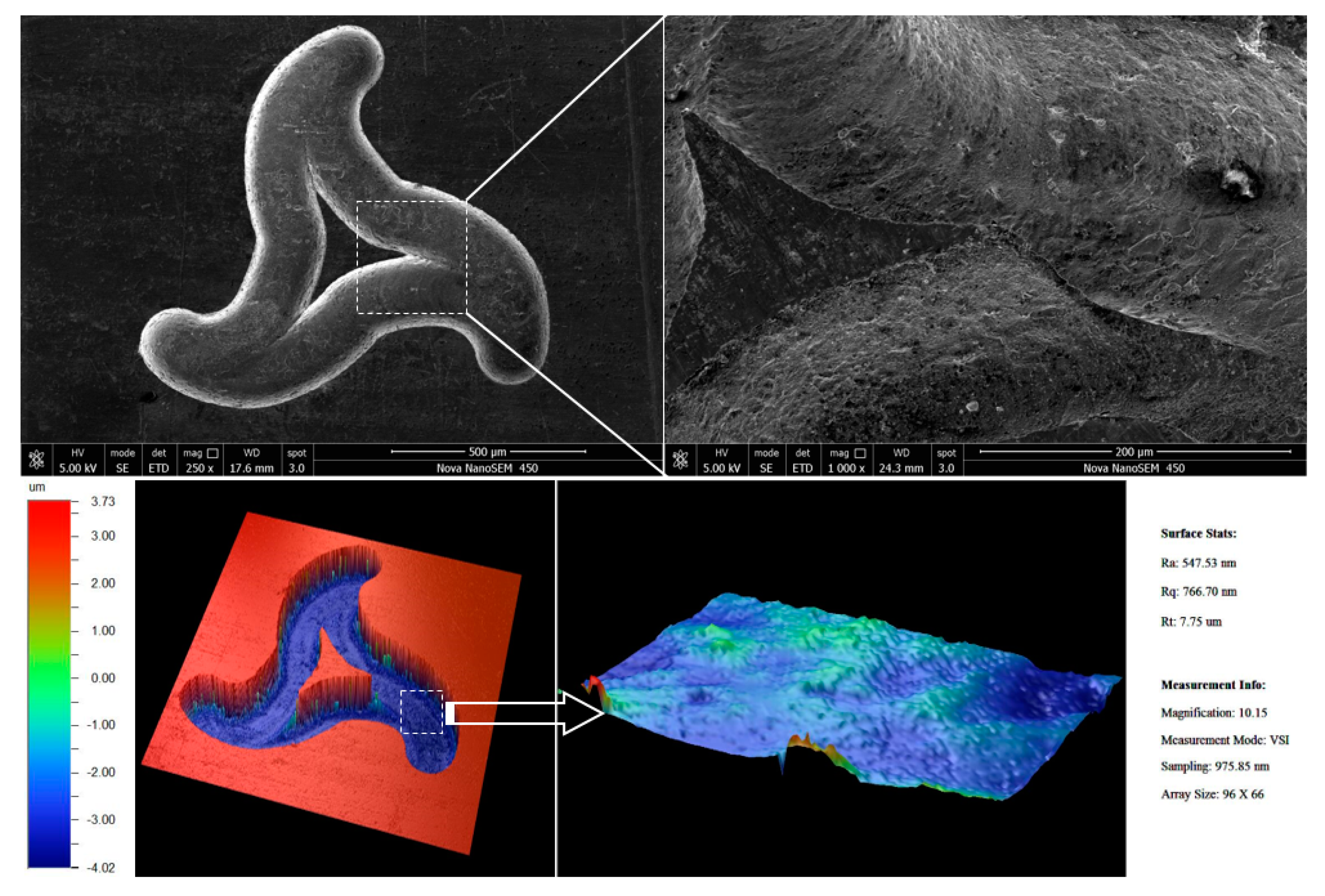
4.1. Two-Dimensional Microstructures
4.2. Three-Dimensional Microstructures
5. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Zhou, X.Y.; Zhang, Z.Y.; Fan, D.P. Improved angular velocity estimation using MEMS sensors with applications in miniature inertially stabilized platforms. Chin. J. Aeronaut. 2011, 24, 648–656. [Google Scholar] [CrossRef] [Green Version]
- Rajurkar, K.; Levy, G.; Malshe, A.; Sundaram, M.; McGeough, J.; Hu, X.; Resnick, R.; DeSilva, A. Micro and nano machining by electro-physical and chemical processes. CIRP Ann. Manuf. Technol. 2006, 55, 643–666. [Google Scholar] [CrossRef]
- Spieser, A.; Spieser, A.; Ivanov, A.; Ivanov, A. Design of an electrochemical micromachining machine. Int. J. Adv. Manuf. Technol. 2015, 78, 737–752. [Google Scholar] [CrossRef] [Green Version]
- McGeough, J.A.; Leu, M.C.; Rajurkar, K.P.; De Silva, A.; Liu, Q. Electroforming process and application to micro/macro manufacturing. CIRP Ann. 2001, 50, 499–514. [Google Scholar] [CrossRef]
- Schuster, R.; Kirchner, V.; Allongue, P.; Ertl, G. Electrochemical micromachining. Science 2000, 289, 98–101. [Google Scholar] [CrossRef] [PubMed]
- Liu, Y.; Zhu, D.; Zeng, Y.B.; Huang, S.F.; Yu, H.B. Experimental investigation on complex structures machining by electrochemical micromachining technology. Chin. J. Aeronaut. 2010, 23, 578–584. [Google Scholar]
- Hu, M.H.; Li, Y.; Zhang, Y.; Wang, J.; Zhu, X.G. Experimental study of Micro electrochemical milling with side-insulated electrode. Appl. Mech. Mater. 2012, 159, 127–131. [Google Scholar] [CrossRef]
- Rathod, V.; Doloi, B.; Bhattacharyya, B. Experimental investigations into machining accuracy and surface roughness of microgrooves fabricated by electrochemical micromachining. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 1781–1802. [Google Scholar] [CrossRef]
- Rathod, V.; Doloi, B.; Bhattacharyya, B. Fabrication of microgrooves with varied cross-sections by electrochemical micromachining. Int. J. Adv. Manuf. Technol. 2017, 92, 505–518. [Google Scholar] [CrossRef]
- Liu, Y.; Jiang, Y.; Guo, C.S.; Li, M.; Niu, J. Experimental Research on Machining Localization and Surface Quality in Micro Electrochemical Milling of Nickel-Based Superalloy. Micromachines 2018, 9, 402. [Google Scholar] [CrossRef] [Green Version]
- Mishra, K.; Sarkar, B.R.; Bhattacharyya, B. Influence of inner-spraying rotating tool during electrochemical milling of Nimonic-263 alloy. Mater. Manuf. Process. 2019, 34, 807–813. [Google Scholar] [CrossRef]
- Liu, Y.; Qu, N.S. Electrochemical Milling of TB6 Titanium Alloy in NaNO3 Solution. J. Electrochem. Soc. 2019, 166, 35–49. [Google Scholar] [CrossRef]
- Zhou, X.; Qu, N.S.; Hou, Z.B.; Zhao, G. Electrochemical micromachining of microgroove arrays on phosphor bronze surface for improving the tribological performance. Chin. J. Aeronaut. 2018, 31, 1609–1618. [Google Scholar] [CrossRef]
- He, X.L.; Wang, Y.K.; Zeng, Z.Q.; Wang, Z.L.; Zhao, W.S. Electrochemical Machining of Micro Slots Using Shaped Electrode. Adv. Mater. Res. 2012, 497, 315–319. [Google Scholar] [CrossRef]
- Chen, C.C.; Li, J.Z.; Zhan, S.C.; Yu, Z.Y.; Xu, W.J. Study of Micro Groove Machining by Micro ECM. Procedia CIRP 2016, 42, 418–422. [Google Scholar] [CrossRef]
- Yue, X.K.; Qu, N.S.; Niu, S.; Li, H.S. Improving the machined bottom surface in electrochemical mill-grinding by adjusting the electrolyte flow field. J. Mater. Process. Technol. 2020, 276, 116413. [Google Scholar] [CrossRef]
- Lei, J.G.; Wu, X.Y.; Wu, B.; Xu, B.; Jiang, K.; Wang, Z.L.; Ruan, S.C. Experimental research on eliminating the stair-stepping effect of laminated 3D microelectrodes by micro-ECM. Int. J. Adv. Manuf. Technol. 2018, 98, 937–946. [Google Scholar] [CrossRef]
- Zeng, Z.Q.; Wang, Y.K.; Wang, Z.L.; Shan, D.B.; He, X.L. A study of micro-EDM and micro-ECM combined milling for 3D metallic micro-structures. Precis. Eng. 2012, 36, 500–509. [Google Scholar] [CrossRef]
- Liu, G.Q.; Li, H.S.; Niu, S.; Yue, X.K.; Qu, N.S. Combined Machining of Ti-6Al-4V Alloy Using Electrochemical Milling and Electrochemical Grinding. Int. J. Electrochem. Sci. 2019, 14, 9876–9887. [Google Scholar] [CrossRef]
- Skoczypiec, S. Research on ultrasonically assisted electrochemical machining process. Int. J. Adv. Manuf. Technol. 2010, 52, 565–574. [Google Scholar] [CrossRef] [Green Version]
- Hewidy, M.S.; Ebeid, S.J.; El-Taweel, T.A. Modelling the performance of ECM assisted by low frequency vibrations. J. Mater. Process. Technol. 2007, 189, 466–472. [Google Scholar] [CrossRef]
- Natsu, W.; Nakayama, H.; Yu, Z. Improvement of ECM characteristics by applying ultrasonic vibration. Int. J. Precis. Eng. Manuf. 2012, 13, 1131–1136. [Google Scholar] [CrossRef]
- Mitchell, S.J.; Clare, A.T. Electro Chemical Jet Machining of Titanium: Overcoming Passivation Layers with Ultrasonic Assistance. Procedia CIRP 2016, 42, 379–383. [Google Scholar] [CrossRef]
- Fang, X.L.; Wang, X.D.; Wang, W. Electrochemical drilling of multiple small holes with optimized electrolyte dividing manifolds. J. Mater. Process. Technol. 2017, 247, 40–47. [Google Scholar]
- Fang, X.L.; Zou, X.H.; Chen, M. Study on wire electrochemical machining assisted with large-amplitude vibrations of ribbed wire electrodes. CIRP Ann. Manuf. Technol. 2017, 66, 205–208. [Google Scholar] [CrossRef]
- Xu, K.; Zeng, Y.B.; Li, P.; Zhu, D. Vibration assisted wire electrochemical micro machining of array micro tools. Precis. Eng. 2017, 47, 487–497. [Google Scholar] [CrossRef]
- He, H.D.; Zeng, Y.B.; Yao, Y.Y.; Qu, N.S. Improving machining efficiency in wire electrochemical micromachining of array microstructures using axial vibration-assisted multi-wire electrodes. J. Manuf. Process. 2017, 25, 452–460. [Google Scholar] [CrossRef]
- Goel, H.; Pandey, P.M. Performance evaluation of different variants of jet lectrochemical micro-drilling process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2018, 232, 451–464. [Google Scholar] [CrossRef]
- Wu, Z.Z.; Wu, X.Y.; Lei, J.G.; Xu, B.; Jiang, K.; Zhong, J.-M.; Diao, D.-F.; Ruan, S.-C. Vibration-assisted micro-ECM combined with polishing to machine 3D microcavities by using an electrolyte with suspended B4C particles. J. Mater. Process. Technol. 2018, 255, 275–284. [Google Scholar] [CrossRef]
- Li, S.S.; Wu, Y.B.; Nomura, M. Fundamental Investigation of Ultrasonic Assisted Pulsed Electrochemical Grinding of Ti-6Al-4V. Mater. Sci. Forum 2016, 874, 279–284. [Google Scholar] [CrossRef]
- Wang, M.; Zhang, Y.; He, Z.; Peng, W. Deep micro-hole fabrication in EMM on stainless steel using disk micro-tool assisted by ultrasonic vibration. J. Mater. Process. Technol. 2016, 229, 475–483. [Google Scholar] [CrossRef]
- Han, M.S.; Min, B.; Lee, S. Geometric improvement of electrochemical discharge micro-drilling using an ultrasonic-vibrated electrolyte. J. Micromech. Microeng. 2009, 19, 065004. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Electrode Diameter (µm) | Machining Gap (µm) | Ultrasonic Amplitude (µm) | Vibration Frequency (KHz) | Feed Rate (r/min) |
|---|---|---|---|---|
| 100 | 50 | 10 | 25 | 12,000 |
| Milling Depth/Length (µm) | Electrode Diameter (µm) | Electrolyte Concentration | Workpiece Material | Ultrasonic Amplitude (µm) |
|---|---|---|---|---|
| 100/400 | 100 | 5% NaNO3 | 0Cr18Ni9 | 0–10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, Y.; Chen, H.; Wang, S.; Wang, K.; Li, M.; Peng, T. Micro Electrochemical Milling of Micro Metal Parts with Rotating Ultrasonic Electrode. Sensors 2020, 20, 6617. https://doi.org/10.3390/s20226617
Liu Y, Chen H, Wang S, Wang K, Li M, Peng T. Micro Electrochemical Milling of Micro Metal Parts with Rotating Ultrasonic Electrode. Sensors. 2020; 20(22):6617. https://doi.org/10.3390/s20226617
Chicago/Turabian StyleLiu, Yong, Haoran Chen, Shenghai Wang, Kan Wang, Minghao Li, and Tengfei Peng. 2020. "Micro Electrochemical Milling of Micro Metal Parts with Rotating Ultrasonic Electrode" Sensors 20, no. 22: 6617. https://doi.org/10.3390/s20226617