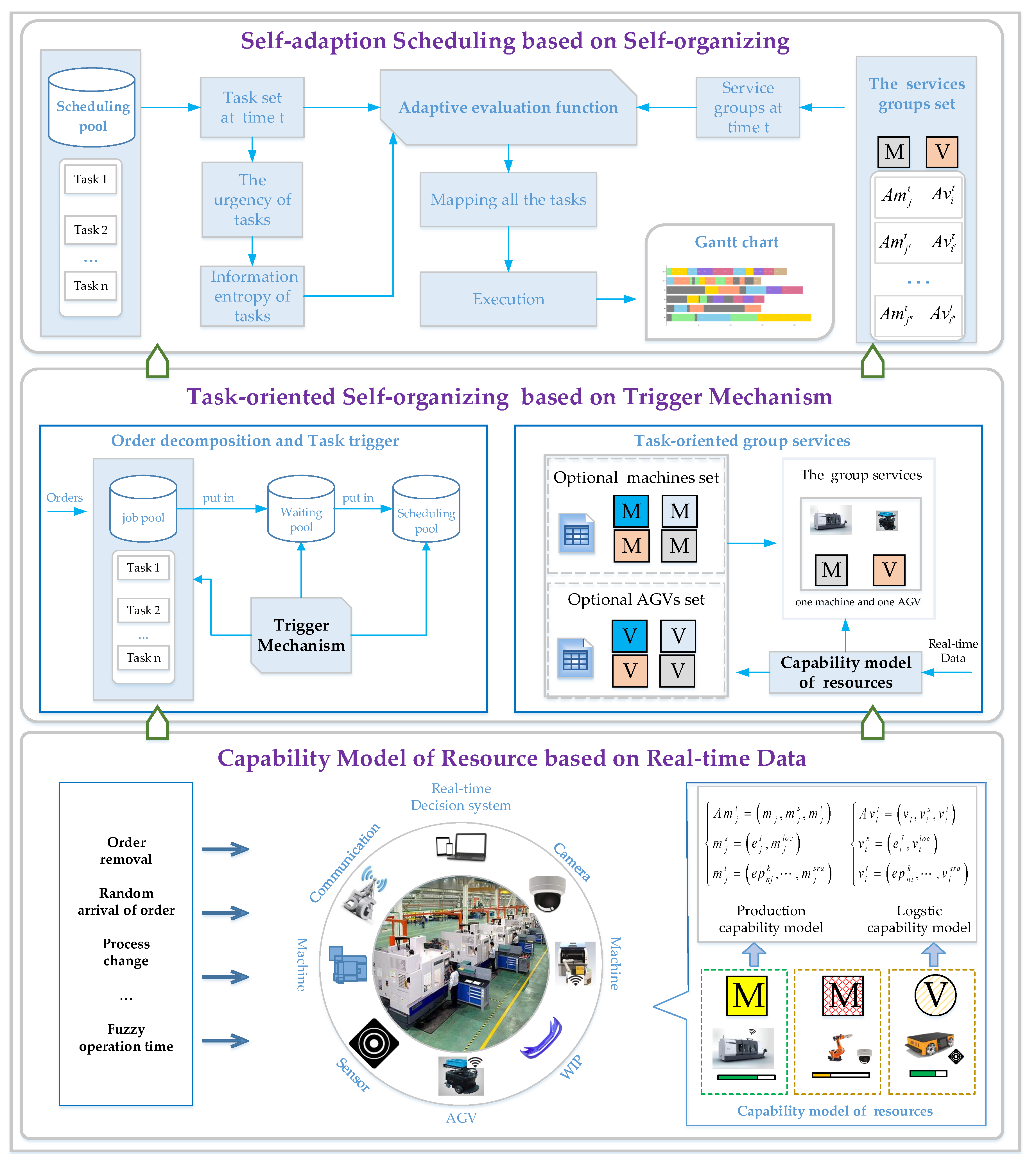
This section displays the key elements of RSS, i.e., the resource encapsulation method, trigger mechanism based on real-time data, and scheduling method.
4.1. Capability Model of Production-Logistics Resources
The construction of the capability model of manufacturing resources in the IIoT environment includes two parts, namely the properties of the resources and their real-time status. The former includes the scope and characteristics of business capability, energy consumption, and service quality. The latter includes production and logistics, anomaly detection, dynamic queues, service load, and status in the service process. The real-time perception of key manufacturing resource status in a smart job-shop is based on the building establishment of a smart resource model. The manufacturing cost of WIP includes raw material cost and maintenance cost, which are inherent cost and will not change due to production plans. Time cost includes processing time and handling time. The processing time depends on the service capacity of the equipment arranged for the process production, which may change due to different production scheduling. The handling time not only depends on the service capacity of the arranged equipment, but also depends on the processing positions of the adjacent operations of WIP, which may change due to different production schedules. It is assumed that AGVs have the same speed and energy consumption in this study, so the difference of their positions is the only factor that causes the difference in picking/delivery time. In order to better manage the real-time status data of the critical resources, the capability model of processing equipment and handling equipment is built, as shown below.
The capability model of production resources has three characteristics, namely equipment number, static attribute, and real-time status attribute.
The static attributes include idle power
and locality information
of machine resources. The real-time attributes include the type of service
that the machine can provide, power
, service time
, service queue
, and
resource status of machine resources. The capability model of logistics resources also has the equipment number, static attribute, and real-time status attribute characteristics.
The static attributes include idle power and speed . The real-time attributes include the type of service , power , service time , service queue , locality information of logistics resources , and logistics resources status .
4.2. Scheduling Trigger Mechanism Based on Real-Time Tasks
The most significant difference between real-time reaction scheduling and traditional scheduling is real-time task allocation. When only production schedule is considered, due to the high efficiency and high speed of real-time reaction scheduling algorithms, the time point for real-time allocation can be at the end of the previous process [
30]. At this point, assigning real-time tasks has obvious advantages. For example, the end time of the current task and the status of the current optional service equipment can be accurately known, so that the fuzziness of time nodes caused by the status estimation can be remarkably avoided. However, the result of production scheduling will directly affect logistics services when logistics status in the job-shop is considered. The status of logistics services will also affect the orderly production and processing. Therefore, when considering the interaction and influence of production and logistics in the smart job-shop, the triggering time of real-time reaction scheduling is the critical factor affecting scheduling performance.
There is no doubt that the scheduling problem of Production-Logistics Resources is NP-hard in the smart job-shop. Furthermore, the random arrival of orders and the fuzziness of operation time make this problem more complicated. In order to realize the dynamic collaboration of Production-Logistics Resources in a multi-disturbance environment, this paper uses information theory to study the mechanism of this complex problem. Based on the existing research on information theory [
31] and the characteristics of intelligent job-shop.
Definition 1(Information Utility)
. The information utility is related to the time when the information is generated and it gets increasingly smaller as time goes by.
The real-time information of smart job-shop is the carrier of the job-shop status description. When the real-time information of smart job-shop is collected, this is the most valuable moment of the information. As time goes by, the information utility will gradually decrease or even disappear. Taking pre-scheduling as an example, the global scheduling is performed at the beginning. It is assumed that the information utility gained at the beginning will not change over time. In other words, there will be no disturbance during the manufacturing process and all resources will operate in strict accordance with the expected plan. Then, in terms of the effect of production optimization, the pre-scheduling must be at the forefront of global optimization solutions. However, due to uncertain factors in the production process, such as the fuzziness of production time and handling time, equipment failures, and irregular order additions or deletions, excellent scheduling results will become unsatisfactory to a large extent, or even infeasible.
Definition 2(Maximum information utility)
. The maximum information utility is to maximize the utility of information to promote the optimization of the production process by making use of the current information at a reasonable time.
On the one hand, in the real-time reaction scheduling of smart job-shop with production-logistics collaboration, the handling equipment responsible for logistics tasks pre-computes the time when it arrives at the delivery point, and predicts the completion time of the current task, so that the actual delivery time can be estimated. On the other hand, the handling equipment in charge of logistic tasks needs to know the ending point (the location of the service machine) of the task, so it is necessary to predict the available time of the terminal processing equipment.
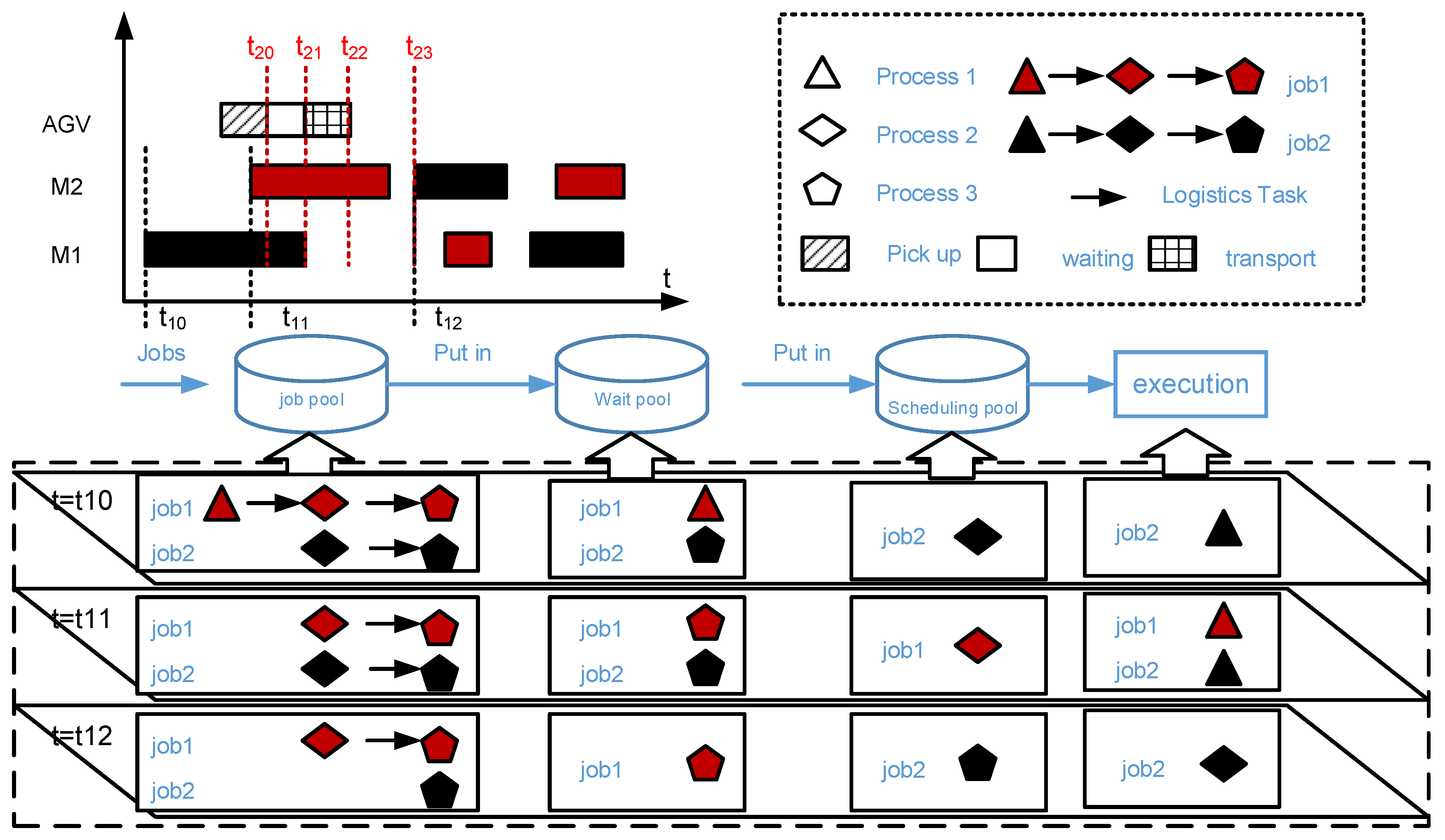
Figure 2 uses two jobs, two machines, and one AGV as an example to describe the task status, resource status, and status transition logic at different time nodes. Among them, each workpiece contains three processes. Each process can be processed on different machines. And the processing time is different. There are four states for tasks: Task pool, waiting pool, and scheduling pool and executed. In this paper, all jobs will be triggered immediately after they reach the workshop from the cloud. In other words, the first process of each job will be put into the scheduling pool when the job arrives. At this time, the second process of the job will be put into the waiting pool and the remaining processes of the job will be put into the task pool. When a task in the waiting pool is triggered, it will be placed in the scheduling pool. Then, it will use the adaptive task allocation method proposed in this article to find the most suitable Production-Logistics Resources for this task. Finally, it will join the service queue of Production-Logistics Resources and wait to be executed. It is worth emphasizing that this article considers the coordinated execution of Production-Logistics Resources, so a handling task accompanied each processing task. A task trigger strategy that only considers production resources can trigger the next operation when it is completed [
30]. However, in the production logistics collaboration scenario, task triggering must be performed before the end of the production task because the pickup time of logistics resources must be considered. Therefore, selecting the task trigger time according to the system-like disturbance state is a core scientific problem to be solved in this paper.
The proposed trigger mechanism is that the scheduling of the current process will be triggered at the processing point of its previous process. On the one hand, triggering the next process in advance will help avoid the waiting time of the WIP when AGV takes conduct delivery task. On the other hand, using the processing event with the smallest granularity (adjacent process) as the trigger event can maximize the effective use of information and avoid the failure of feasible solutions due to premature triggering of subsequent process scheduling. In order to explore the impact of trigger time on real-time reaction scheduling results under the high disturbance environment, as shown in
Figure 2, the proposed trigger mechanism contains four strategies.
For ease of understanding, the following is a simple trigger at the Machine Start Processing strategy (MSP). Both and have three processes, including , , , and , , . At the time , starts to be processed on the machine . At this time, the processing task is triggered and moved from the waiting pool to the scheduling pool. is moved from the job pool to the waiting pool. Task is released to the set of optional services at the same time. A real-time reaction scheduling algorithm evaluates the collaborative service capacities of production equipment and logistics equipment, and selects the best services combination to complete the task . At the time , continues to be processed on the machine , and starts to be processed on the machine . At this time, is triggered and moved from the waiting pool to the scheduling pool. is moved from the job pool to the waiting pool. In the same way, the scheduling algorithm is triggered to match services combination. At the time , and have been completed and starts to be processed on the machine . At this time, is triggered. It is moved from the waiting pool to the scheduling pool to match services combination by algorithms.
4.3. Real-Time Reaction Scheduling Algorithm
Different from the traditional scheduling algorithm, the production-logistics collaborative real-time reaction scheduling algorithm in smart job-shop not only considers the matching between the production task and production equipment, but also considers the matching between logistics service and demand. Smart production equipment and smart logistics equipment are introduced into a smart job-shop. On the one hand, the intellectualization of Production-Logistics Resources increases the visualization and controllability in the production process and provides the possibility for the intellectualization of manufacturing. On the other hand, these intelligent Production-Logistics Resources increase the difficulty of manufacturing system management and the complexity of the scheduling problem. In a multi-disturbance production scenario, managing production resources dynamically is the basis of realizing smart manufacturing.
4.3.1. Objective Functions of Smart Job-Shop
The objective of the smart job-shop level is to minimize the average task delay, the job completion time, and the total energy consumption of Production-Logistics Resources.
Minimize the makespan
:
Minimize the total energy consumption
:
Minimize the mean tardiness
:
where
denotes total energy consumption of AGV
,
denotes total energy consumption of the machine
, and
denotes the lateness of
.
4.3.2. Objective Functions of Real-Time Self-Adaption Collaboration
In the multi-objective real-time reaction scheduling method, the weight method is usually used as the evaluation standard of task allocation. The weight of the evaluation index for traditional scheduling rules in real-time reaction scheduling needs to be adjusted manually [
25]. This method is not suitable for intelligent job shops with multiple interferences. Due to random arrive jobs and fuzzy operation time, it is impossible to predict weight values through simulation. Since each simulation is a unique case, nothing else can duplicate. To avoid the shortcomings of the traditional rule-based real-time reaction scheduling method, an adaptive scheduling approach is proposed in this paper. The real-time self-adaption scheduling algorithm has been verified in our previous studies, which combine with an actual case [
29]. The interferences include random orders arrivals and fuzzy operation time, which makes the manufacturing scenario more complex and changeable. In order to adapt to a more elaborate production environment, an improved self-adaption algorithm is put forward as follows:
- (1)
In order to strengthen the dynamic collaboration among resources, such as production resources and logistic resources, participate in the task allocation and execution in the form of groups:
- (2)
The service capacity of each group
includes service time
and energy consumption
for task
:
where,
denotes time cost of picking up WIP.
denotes time cost of delivering the WIP to the appropriate location.
denotes the processing time.
denotes time cost of Production- Logistics Resources collaboration, such as the waiting time of pick-up and processing.
denotes energy consumption of picking up WIP.
denotes energy consumption of delivering the WIP to the appropriate location.
denotes the energy consumption of processing time.
denotes the energy consumption of Production-Logistics Resources collaboration, such as the idle power consumption.
- (3)
In order to estimate the urgency of
, we use the method of paper [
29], which is shown in Equation (
9), where
is the estimation time of remaining and
is the remaining time of
. Details can be obtained from our previous work in [
29].
In order to achieve the goal of adaptive scheduling, task tardiness is used to balance operation time and energy consumption index. Equations (10)–(12) are the implementation processes:
In order to avoid the overflow of the definition domain in logarithm operation, Equation (
10) guarantees the
ranges from 0 to 1. Equation (
11) denotes adaptive weight based on information entropy of task
. Equation (
12) denotes the adaptive dynamic collaborative evaluation function of Production-Logistics Resources.
4.3.3. The Information Model of the Real-Time System and Mathematics Mechanism Analysis
To facilitate the theoretical analysis, the following three assumptions are adopted:
- (1)
The tasks in the scheduling pool can be described as at time t, where , ;
- (2)
All tasks in the task pool are attainable, which is ;
- (3)
At present, the relevant information value of service matching calculation is only ideal. The system will schedule production according to the assigned tasks and will not change.
According to information theory, the information entropy of the system
is calculated by:
Based on the information theory of Shannon [
32], the amount of information is inversely proportional to the probability of an event. The total information of the scheduling pool is denoted as:
where,
is the information amount of
.
is the ratio of the most extensive remaining task to
in the scheduling pool at time t. Hence,
. Then, it is easy to get the total amount of information for all tasks in the scheduling pool at time
t.
At this time, the information of the scheduling system (
) is based on the system entropy and the maximum estimation remaining time. We have:
From the above analysis, we describe the service requirements of tasks and service capabilities of resources in the form of information, namely the information of the system and information of tasks in the task pool. The relationship between task requirements and system service capability can be represented by the ratio of total information of tasks to full information of the scheduling system. The System Information Ratio
is defined as follows:
According to Equations (13)–(16), expand and simplify Equation (
17).
,
. In order to describe the state of the manufacturing system based on information theory more conveniently, the standard information rate is defined as follows:
Equation (
19) shows that the essence of
is the ratio of service capability of Production- Logistics Resources to the tasks of the manufacturing system. When
, the manufacturing system can ensure that all jobs are completed before the deadline. When
, it is difficult for the manufacturing system to ensure that the completion time of all jobs is ahead of the deadline. From the perspective of information theory, it can be concluded that
can be used as the judgment basis of the current task requirements and serviceability of the manufacturing system. For processing speed and power consumption of manufacturing resources, the industry and academia have common sense. When manufacturing resources complete the same number of tasks, the operation speed is inversely proportional to energy consumption. This means that when tasks are assigned to a low-speed service group, power consumption will decrease while its processing time will increase, and vice versa. Considering that
is derived from the standard information entropy
, the standard information entropy has the same mathematical meaning in theory. Therefore, this paper uses standard information entropy as the weight factor to balance energy consumption and time, such as Equation (
12). The system can adjust the weight factor adaptively according to the task requirements and system status.
4.3.4. Real-Time Production-Logistics Resources Adaptive Collaboration Strategy
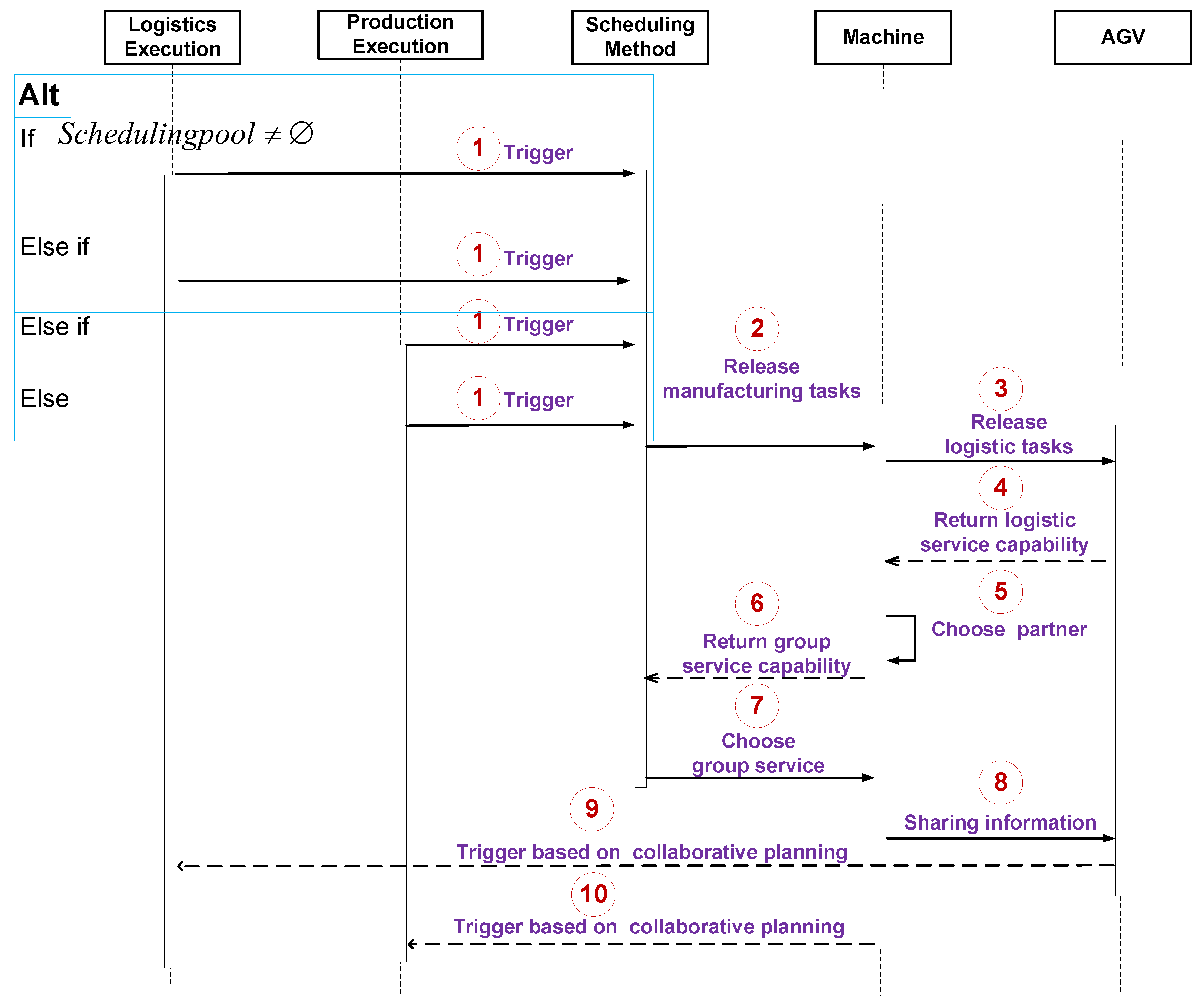
When the production-logistics system oriented to real-time tasks is linked to the product, the execution of each production task will trigger the status change of the waiting tasks (as shown in
Figure 3). At this point, if the scheduling pool is not empty, i.e.,
, the scheduling processes are listed below.
Step 1. The production task riggers the real-time reaction scheduling algorithm based on the trigger mechanism, and the scheduling algorithm is initialized. Schedule the task and obtain optional resources set and optional machine resources , according to the real-time information of production resources and logistics resources;
Step 2. The scheduling method sends the processing task to machines of all optional machines according to ;
Step 3. Machines release logistics tasks to AGVs according to
and calculate their own service capabilities and calculate their service capabilities according to Equation (
1);
Step 4. AGVs calculate their real-time service capabilities according to Equation (
2) and return the results to the machines;
Step 5. The machines receive the real-time service capabilities of AGVs and calculate the group service capabilities according to Equations (7) and (8). Then each machine chooses the best partner (one AGV) as a group;
Step 6. Machines send the groups with real-time service capabilities to the scheduling method;
Step 7. The scheduling method selects the best service group as a service provider according to Equation (
12), and return the scheduling plan to the service group leader (machine);
Step 8. The group leader sends the logistics scheduling plan to the group member (AGV);
Step 9. Logistics resources (e.g., AGVs) perform tasks according to the logistics scheduling plan;
Step 10. Production resources (e.g., machines) execute tasks according to the production scheduling plan. The algorithm at this time is over, and it waits to be triggered again and repeat steps (1) to (10).



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}