Development of a Novel Multi-Channel Thermocouple Array Sensor for In-Situ Monitoring of Ice Accretion


Abstract
:1. Introduction
2. Methodology
2.1. Multi-Channel Thermocouple Array (MCTCA) Architecture
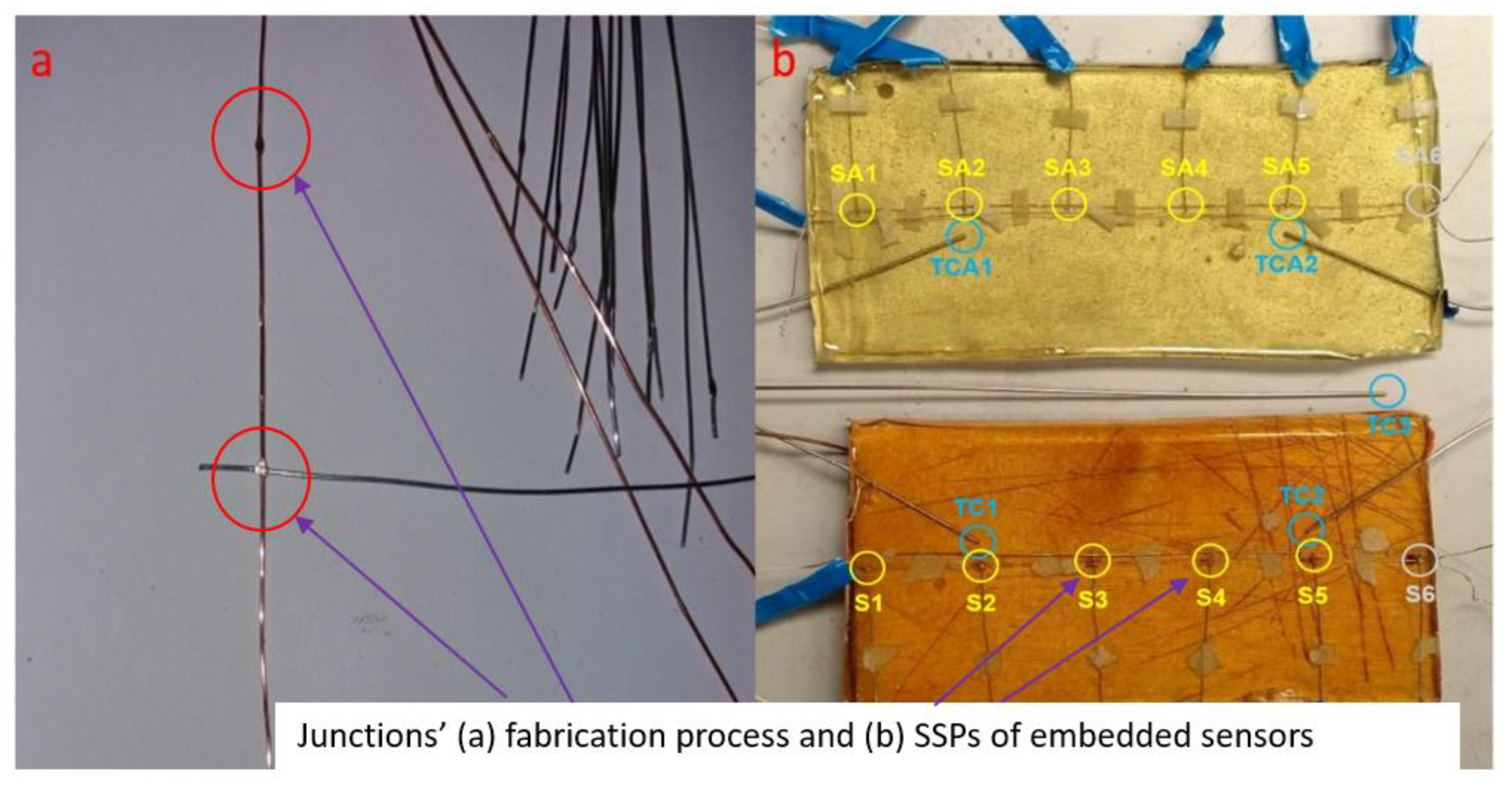
2.2. Material Selection and Sensor Fabrication
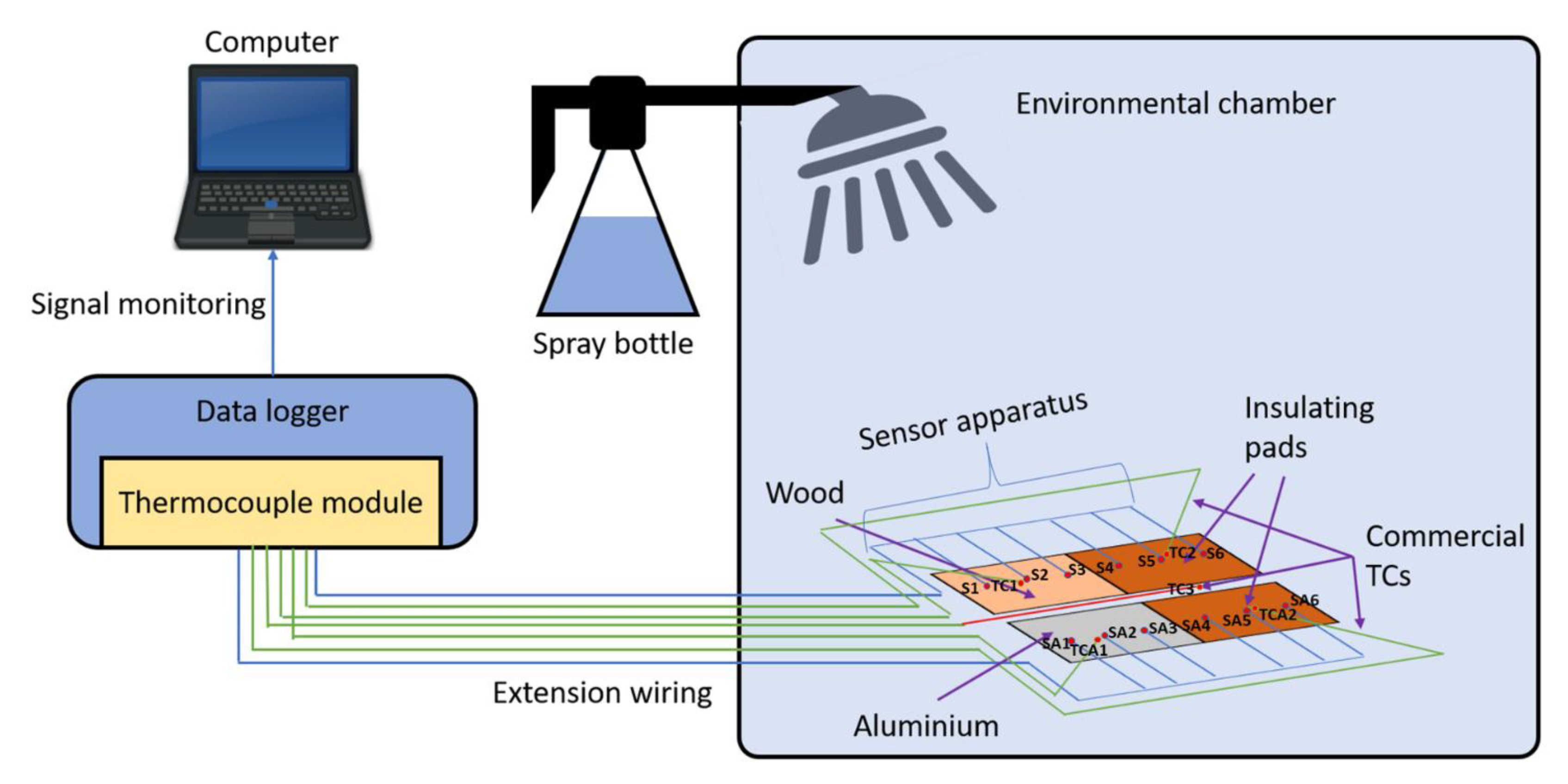
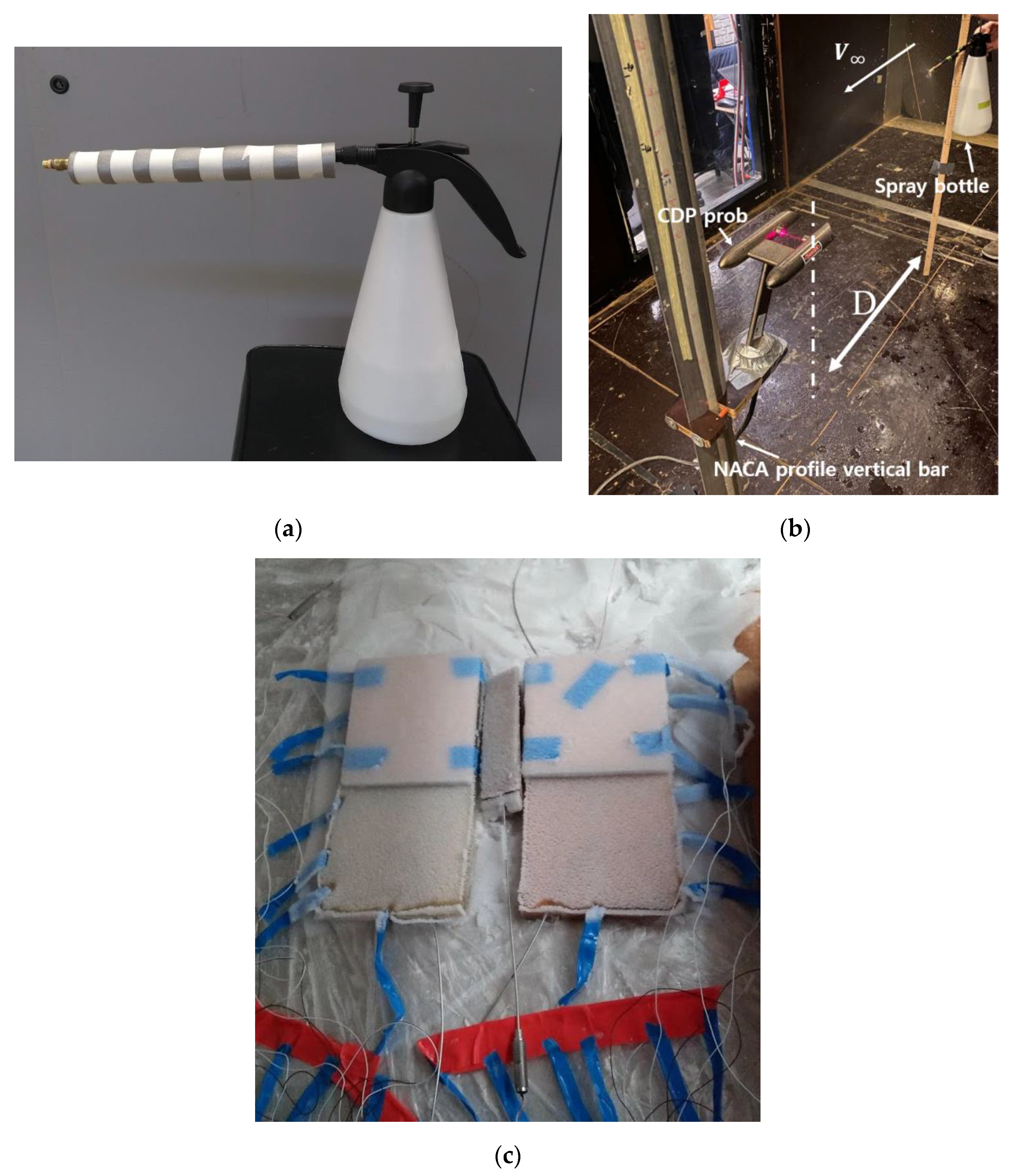
2.3. Measurement Set-Up
3. Results and Discussion
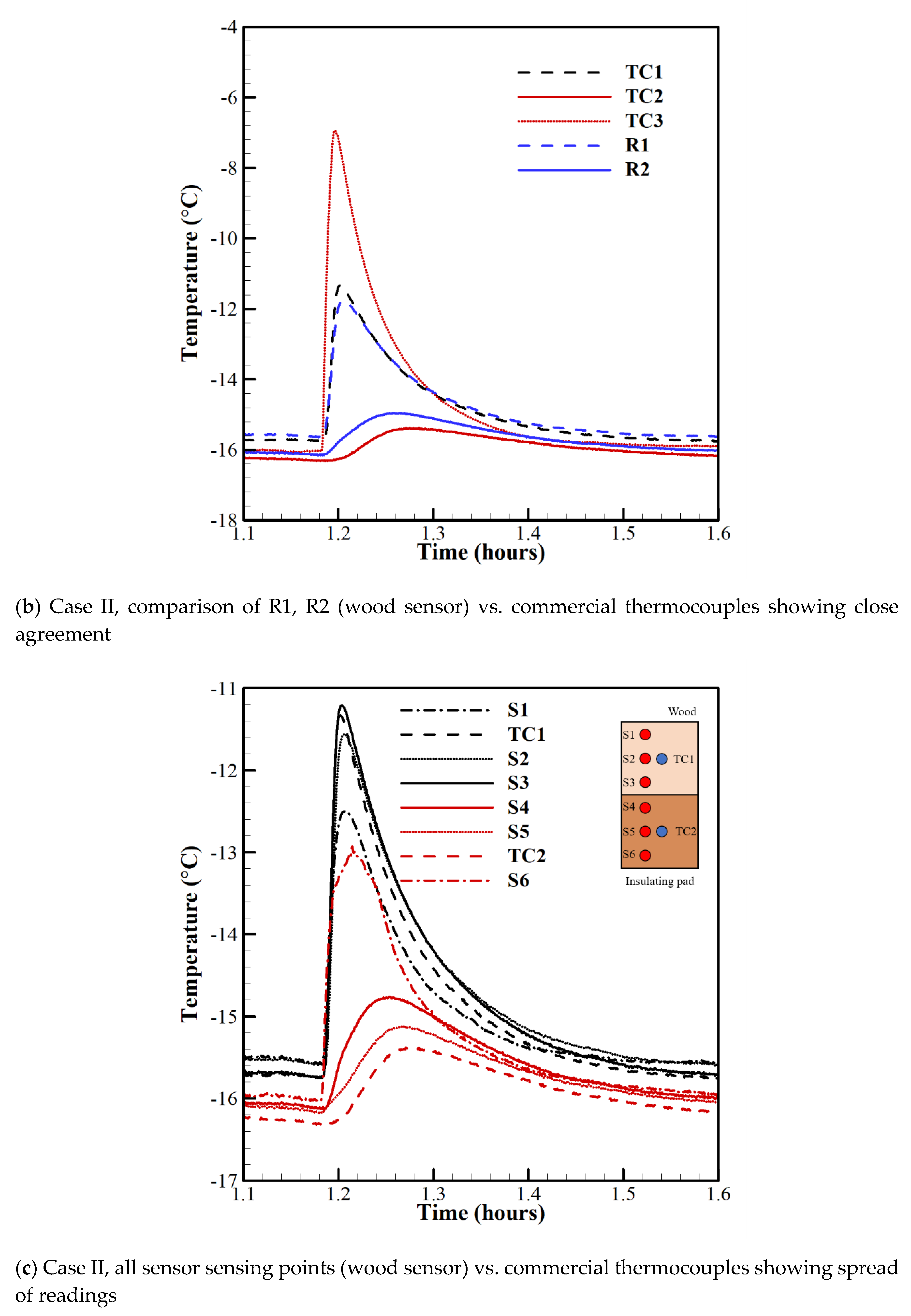
3.1. Performance of Proprietary MCTCA Sensor Compared to Commercial Thermocouples
3.2. Characterisation of Ice Detection Response
4. Conclusions
- (1)
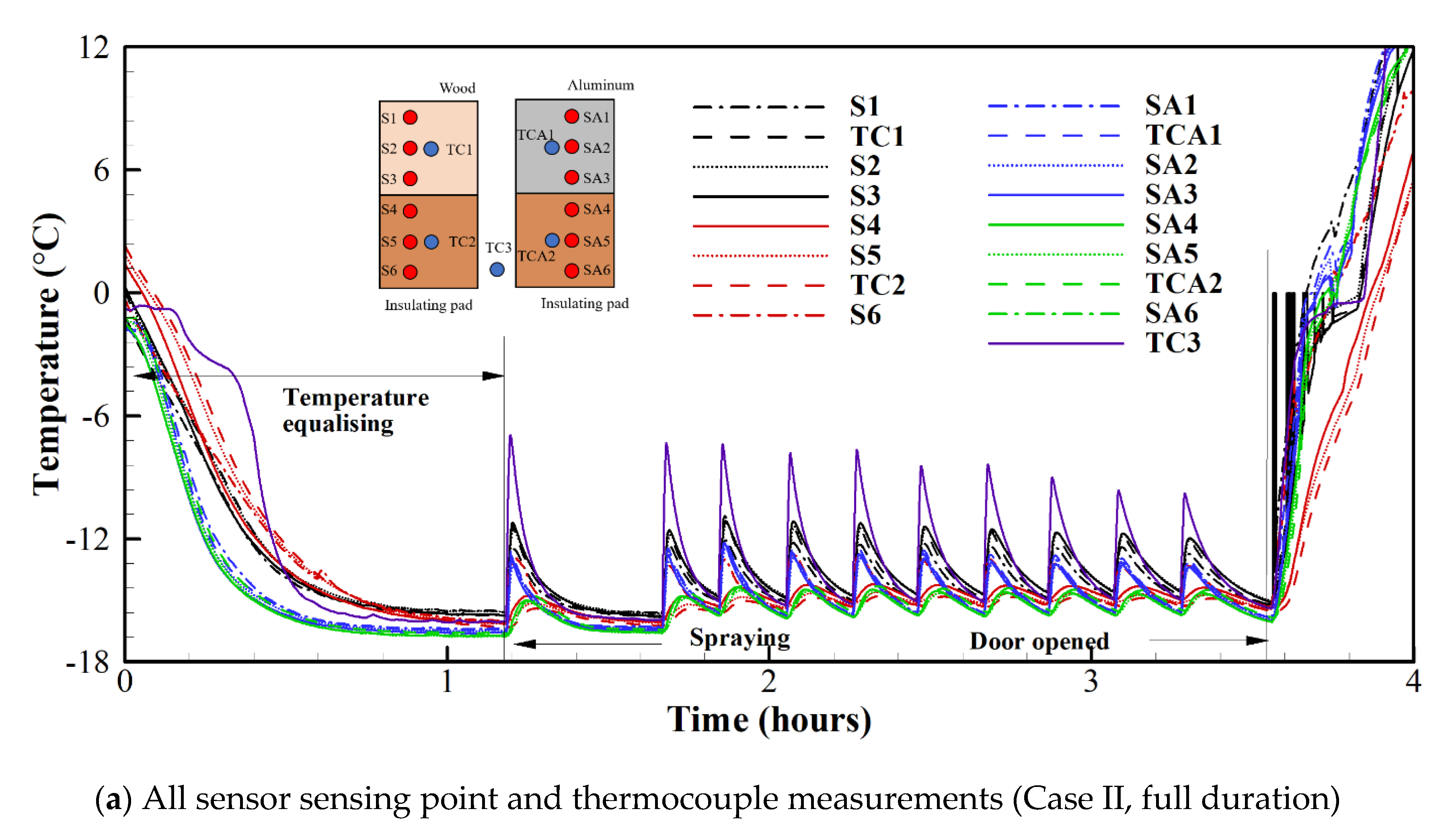
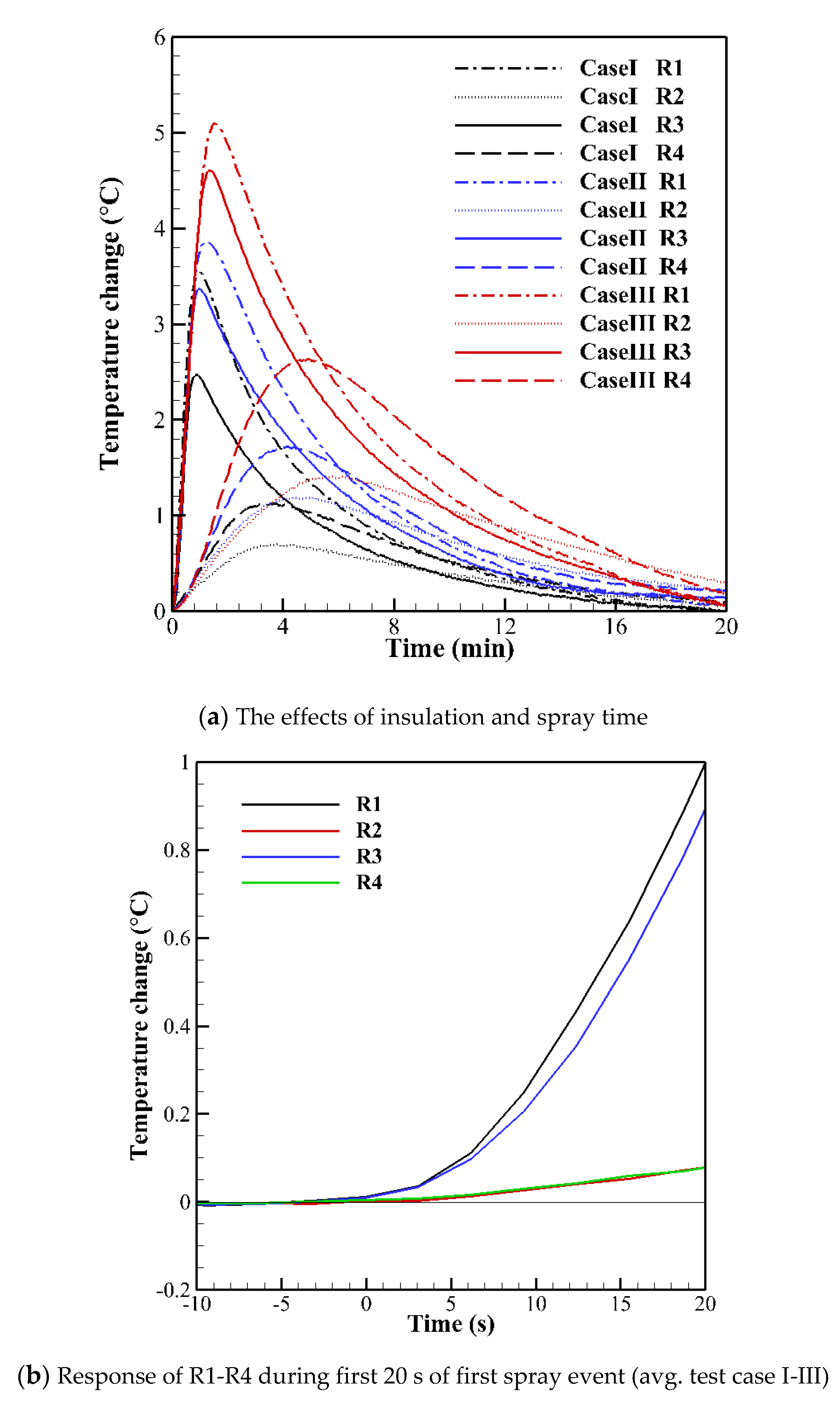
- MCTCA can detect the surface temperate rise regardless of the surface material which has high (aluminium) and low (wood) thermal conductivities. The temperature measured by the MCTCA for Case II (40 s spraying time) is rapidly increased due to the latent heat of fusion. In order to compare all three test cases, the response of each region is averaged. Temperature increases of (1.0 ± 0.1) °C for plywood board and (0.9 ± 0.1) °C for aluminium plate were detected, respectively, within 20 s after spraying the water droplets.
- (2)
- This study confirmed that the MCTCA can be used as an active sensor. Although this study measured the surface temperature in real time for four hours, the low-power MCTCA can be operated for a much longer time.
- (3)
- The MCTCA can be used as the ice detection system without making any disturbance to the flow field. Although the sensor was embedded in approximately 2 mm thickness epoxy resin, the MCTCA is able to predict the surface temperature increase sufficiently. If the thermal conductivity and the thickness of epoxy resin are correlated, the MCTCA is able to predict the surface temperature more accurately.
- (4)
- The MCTCA displayed a very quick response time as the ice detection system. The MCTCA reliably predicted the temperature increase even though resin was applied and very little ice accumulated. Although the spraying time was varied to 20, 40, and 60 s for this experiment under the specified rime ice condition, the MCTCA detected immediate temperature changes due to the latent heat of fusion. The response time of the MCTCA is much faster than currently employed approaches in industry, e.g., power curve monitoring for wind turbine application. This gives the sensor a huge advantage in applications where detection of ice formation is extremely time-sensitive.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Cattin, R. Icing of Wind Turbines; Technical Report no. DNVGL-RP-0175; DNV·GL®: Okemos, MI, USA, 2017. [Google Scholar]
- Han, Y.; Palacios, J.; Schmitz, S. Scaled ice accretion experiments on a rotating wind turbine blade. J. Wind Eng. Ind. Aerodyn. 2012, 109, 55–67. [Google Scholar] [CrossRef]
- Kubi, A.P. U.S Inflight Icing Accidents and Incidents, 2006 to 2010. Master’s Thesis, University of Tennessee, Knoxville, TN, USA, 2011. [Google Scholar]
- Parent, O.; Ilinca, A. Anti-icing and de-icing techniques for wind turbines: Critical review. Cold Reg. Sci. Technol. 2011, 65, 88–96. [Google Scholar] [CrossRef]
- Taslimi-Renani, E.; Modiri-Delshad, M.; Elias, M.F.M.; Rahim, N.A. Development of an enhanced parametric model for wind turbine power curve. Appl. Energy 2016, 177, 544–552. [Google Scholar] [CrossRef]
- Kraj, A.G.; Bibeau, E.L. Phases of icing on wind turbine blades characterized by ice accumulation. Renew. Energy 2010, 35, 966–972. [Google Scholar] [CrossRef]
- Yirtici, O.; Sevine, T.; Tuncer, I.H.; Ozgen, S. Wind Turbine Performance Losses Due to the Ice Accretion on the Turbine Blades. In Proceedings of the 2018 Joint Thermophysics and Heat Transfer Conference, Atlanta, Georgia, 25-29 June 2018. [Google Scholar]
- Chehouri, A.; Younes, R.; Ilinca, A.; Perron, J. Review of performance optimization techniques applied to wind turbines. Appl. Energy 2015, 142, 361–388. [Google Scholar] [CrossRef]
- Lamraoui, F.; Fortin, G.; Benoit, R.; Perron, J.; Masson, C. Atmospheric icing impact on wind turbine production. Cold Reg. Sci. Technol. 2014, 100, 36–49. [Google Scholar] [CrossRef]
- Badihi, H.; Jadidi, S.; Zhang, Y.; Pillay, P.; Rakheja, S. Fault-Tolerant Cooperative Control in a Wind Farm Using Adaptive Control Reconfiguration and Control Reallocation. IEEE Trans. Sustain. Energy 2019, 3029. [Google Scholar] [CrossRef]
- Saleh, S.A.; Ahshan, R.; Moloney, C.R. Wavelet-based signal processing method for detecting ice accretion on wind turbines. IEEE Trans. Sustain. Energy 2012, 3, 585–597. [Google Scholar] [CrossRef]
- Tammelin, B.; Cavaliere, M.; Holttinen, H.; Morgan, C.; Seifert, H.; Säntti, K. Wind Energy Production in Cold Climate (WECO); Finnish Meteorological Institute: Helsinki, Finland, 2000. [Google Scholar]
- Cattin, R.; Heikkilä, U. Evaluation of ice detection systems for wind turbines. VGB Res. Proj. 2016, 41, 111. [Google Scholar]
- Horne, T. Weeping Wings. AOPA Pilot Jan. 1984, 36–38. [Google Scholar]
- Thomas, S.K.; Cassoni, R.P.; MacArthur, C.D. Aircraft Anti-Icing and De-Icing Techniques and Modeling. J. Aircr. 1996, 33, 841–854. [Google Scholar] [CrossRef]
- Wang, Y.; Xu, Y.; Huang, Q. Progress on Ultrasonic Guided Waves De-Icing Techniques in Improving Aviation Energy Efficiency. Renew. Sustain. Energy Rev. 2017, 79, 638–645. [Google Scholar] [CrossRef]
- Lehtomäki, V. Wind Energy in Cold Climates Available Technologies—Report; IEA Wind Task 19, IEA Wind TCP/PWT Communications, Inc.: Olympia, WA, USA, 2016. [Google Scholar]
- Korolev, A.V.; Strapp, J.W.; Isaac, G.A.; Nevzorov, A.N. The Nevzorov airborne hot-wire LWC-TWC probe: Principle of operation and performance characteristics. J. Atmos. Ocean. Technol. 1999, 15, 1495–1510. [Google Scholar] [CrossRef] [Green Version]
- Korolev, A.; Strapp, J.W.; Isaac, G.A.; Emery, E. Improved airborne hot-wire measurements of ice water content in clouds. J. Atmos. Ocean. Technol. 2013, 30, 2121–2131. [Google Scholar] [CrossRef]
- Vivekanandan, J. Ice Detection using Radiometers. U.S. Patent 5777481, 7 July 1998. [Google Scholar]
- Ray, M.; Anderson, K. Analysis of Flight Test Results of the Optical Ice Detector. SAE Int. J. Aerosp. 2015, 8, 1–8. [Google Scholar] [CrossRef]
- Jackson, D.G.; Goldberg, J.I. Ice detection systems: A Historical Perspective. SAE Tech. Pap. 2007, 776–790. [Google Scholar]
- Daniels, J. Ice Detecting System. U.S. Patent 4775118, 4 October 1988. [Google Scholar]
- Barre, C.; Lapeyronnie, D.; Salaun, G. Ice Detection Assembly Installed on an Aircraft. U.S. Patent 7000871, 21 February 2006. [Google Scholar]
- Anderson, M. Electro-Optic Ice Detection Device. U.S. Patent 6425286, 30 July 2002. [Google Scholar]
- Kim, J.J. Fiber Optic Ice Detector. U.S. Patent 5748091, 5 May 1998. [Google Scholar]
- Abaunza, J.T. Aircraft Icing Sensors. U.S. Patent 5772153, 30 July 1998. [Google Scholar]
- DeAnna, R. Ice Detection Sensor. U.S. Patent 5886256, 23 March 1999. [Google Scholar]
- Lee, H.; Seegmiller, B. Ice Detector and Deicing Fluid Effectiveness Monitoring System. U.S. Patent 5523959, 4 June 1996. [Google Scholar]
- Hansman, R.J.; Kirby, M.S. Measurement of ice growth during simulated and natural icing conditions using ultrasonic pulse-echo techniques. J. Aircr. 1986, 23, 493–498. [Google Scholar] [CrossRef]
- Pruett, H.F. Aircraft Wing Inspection Light System. U.S. Patent 5727863, 17 March 1998. [Google Scholar]
- Homola, M.C.; Nicklasson, P.J.; Sundsbø, P.A. Ice Sensors for Wind Turbines. Cold Reg. Sci. Technol. 2006, 46, 125–131. [Google Scholar] [CrossRef]
- Skrimpas, G.A.; Kleani, K.; Mijatovic, N.; Sweeney, C.W.; Jensen, B.B.; Holboell, J. Detection of icing on wind turbine blades by means of vibration and power curve analysis. Wind Energy 2016, 19, 1819–1832. [Google Scholar] [CrossRef]
- Makkonen, L.; Laakso, T.; Säntti, K. Humidity in Icing Conditions. In Proceedings of the BOREAS VII, Saariselkä, Finland, 7–8 March 2005. [Google Scholar]
- Craig, D.; Craig, D. An Investigation of Icing Events on Haeckel Hill. In Proceedings of the 1996 BOREAS III Conference, Saariselkä, Finland, 19–21 March 1996. [Google Scholar]
- Seifert, H. Technical Requirements for Rotor Blades Operating in Cold Climate. DEWI-Magazin 2004, 24, 50–55. [Google Scholar]
- Wallace, R.W.; Reich, A.D.; Sweet, D.B.; Rauckhorst, R.L., III; Terry, M.J.; Holyfield, M.E. Ice Thickness Detector. U.S. Patent US6384611B1, 7 May 2002. [Google Scholar]
- Geraldi, J.J.; Hickman, G.A.; Khatkhate, A.A.; Pruzan, D.A. Measuring Ice Distribution Profiles on a Surface with Attached Capacitance Electrodes. U.S. Patent US5551288A, 3 September 1996. [Google Scholar]
- Otto, J.T.; Fanska, J.M.; Schram, K.J.; Severson, J.A.; Owens, D.G.; Cronin, D.J. Ice Detector Configuration for Improved Ice Detection at Near Freezing Conditions. U.S. Patent US7104502B2, 12 September 2006. [Google Scholar]
- Light, J.; Parthasarathy, S.; McIver, W. Monitoring Winter Ice Conditions Using Thermal Imaging Cameras Equipped with Infrared Microbolometer Sensors. Procedia Comput. Sci. 2012, 10, 1158–1165. [Google Scholar] [CrossRef] [Green Version]
- Richards, T. On Wing Ice Detection and Monitoring System. FP7-Transport, ACP8-GA-2009-233838, 29 December 2012. Available online: https://cordis.europa.eu/project/id/233838/reporting (accessed on 10 April 2020).
- Ranaweera, M.P. Sensor Technology for in Situ Monitoring of the Surface Temperature Distribution of SOFC. Ph.D. Thesis, Loughborough University, Loughboroug, UK, 2016. [Google Scholar]
- Ranaweera, M.P.; Kim, J.-S. In-Situ Temperature Sensing of SOFC during Anode Reduction and Cell Operations Using a Multi-Junction Thermocouple Network. ECS Trans. 2015, 68, 2637–2644. [Google Scholar] [CrossRef] [Green Version]
- Ranaweera, M.; Kim, J.-S. Cell integrated multi-junction thermocouple array for solid oxide fuel cell temperature sensing: N+1 architecture. J. Power Sources 2016, 315, 70–78. [Google Scholar] [CrossRef] [Green Version]
- Ranaweera, M.; Choi, I.; Kim, J.S. Cell integrated thin-film multi-junction thermocouple array for in-situ temperature monitoring of solid oxide fuel cells. In Proceedings of the 2015 IEEE Sensors, Busan, Korea, 1–4 November 2015; pp. 5–8. [Google Scholar]
- Guk, E.; Venkatesan, V.; Sayan, Y.; Jackson, L.; Kim, J.S. Spring Based Connection of External Wires to a Thin Film Temperature Sensor Integrated Inside a Solid Oxide Fuel Cell. Sci. Rep. 2019, 9, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Kim, J.-S.; Guk, E.; Jackson, L.; Ranaweera, M.; Venkatesan, V. In-situ monitoring of temperature distribution in operating solid oxide fuel cell cathode using proprietary sensory techniques versus commercial thermocouples. Appl. Energy 2018, 230, 551–562. [Google Scholar]
- Guk, E.; Venkatesan, V.; Babar, S.; Jackson, L.; Kim, J.S. Parameters and their impacts on the temperature distribution and thermal gradient of solid oxide fuel cell. Appl. Energy 2019, 241, 164–173. [Google Scholar] [CrossRef]
- Guk, E.; Ranaweera, M.; Venkatesan, V.; Kim, J.-S. Performance and Durability of Thin Film Thermocouple Array on a Porous Electrode. Sensors 2016, 16, 1329. [Google Scholar] [CrossRef] [Green Version]
- Wood, A.K. Two/Three Dimensional Temperature Sensor. UK Patent GB2,291,197, 1996. [Google Scholar]
- Gao, L.; Liu, Y.; Hu, H. An experimental investigation of dynamic ice accretion process on a wind turbine airfoil model considering various icing conditions. Int. J. Heat Mass Transf. 2019, 133, 930–939. [Google Scholar] [CrossRef]
- REOTEMP Instrument Corporation. Available online: https://reotemp.com/thermocouple-types/ (accessed on 10 April 2020).
- National Instruments NI9213 Datasheet. Available online: http://www.ni.com/pdf/manuals/374916a_02.pdf (accessed on 10 April 2020).
- Available online: https://www.dropletmeasurement.com/product/cloud-droplet-probe/ (accessed on 9 April 2020).
- Legates, D.R. Latent Heat. In Encyclopedia of World Climatology; Oliver, J.E., Ed.; Springer: Dordrecht, The Netherlands, 2005; pp. 450–451. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| MVD (μm) | LWC (g/m3) | |
|---|---|---|
| Case 1 ( and | 36 | 2.54 |
| Case 2 ( and | 36 | 1.72 |
| (a) | ||||
| Test Case | Spraying Duration (s) | No. of Repeats | ||
| Case I | 20 | 10 | ||
| CaseII | 40 | 10 | ||
| CaseIII | 60 | 5 | ||
| (b) | ||||
| Region | R1 | R2 | R3 | R4 |
| Base material | Wood | Wood | Aluminium | Aluminium |
| Thermal conductivity (W/m K) | 0.12–0.04 | 0.12–0.04 | 205.0 | 205.0 |
| Insulation | None | Yes | None | Yes |
| SSP’s | Avg. (S1,S2,S3) | Avg. (S4,S5) | Avg. (SA1,SA2,SA3) | Avg. (SA4,SA5) |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rieman, L.; Guk, E.; Kim, T.; Son, C.; Kim, J.-S. Development of a Novel Multi-Channel Thermocouple Array Sensor for In-Situ Monitoring of Ice Accretion. Sensors 2020, 20, 2165. https://doi.org/10.3390/s20082165
Rieman L, Guk E, Kim T, Son C, Kim J-S. Development of a Novel Multi-Channel Thermocouple Array Sensor for In-Situ Monitoring of Ice Accretion. Sensors. 2020; 20(8):2165. https://doi.org/10.3390/s20082165
Chicago/Turabian StyleRieman, Luke, Erdogan Guk, Taeseong Kim, Chankyu Son, and Jung-Sik Kim. 2020. "Development of a Novel Multi-Channel Thermocouple Array Sensor for In-Situ Monitoring of Ice Accretion" Sensors 20, no. 8: 2165. https://doi.org/10.3390/s20082165