
Nondestructive Detection of Magnetic Contaminant in Aluminum Casting Using Thin Film Magnetic Sensor

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
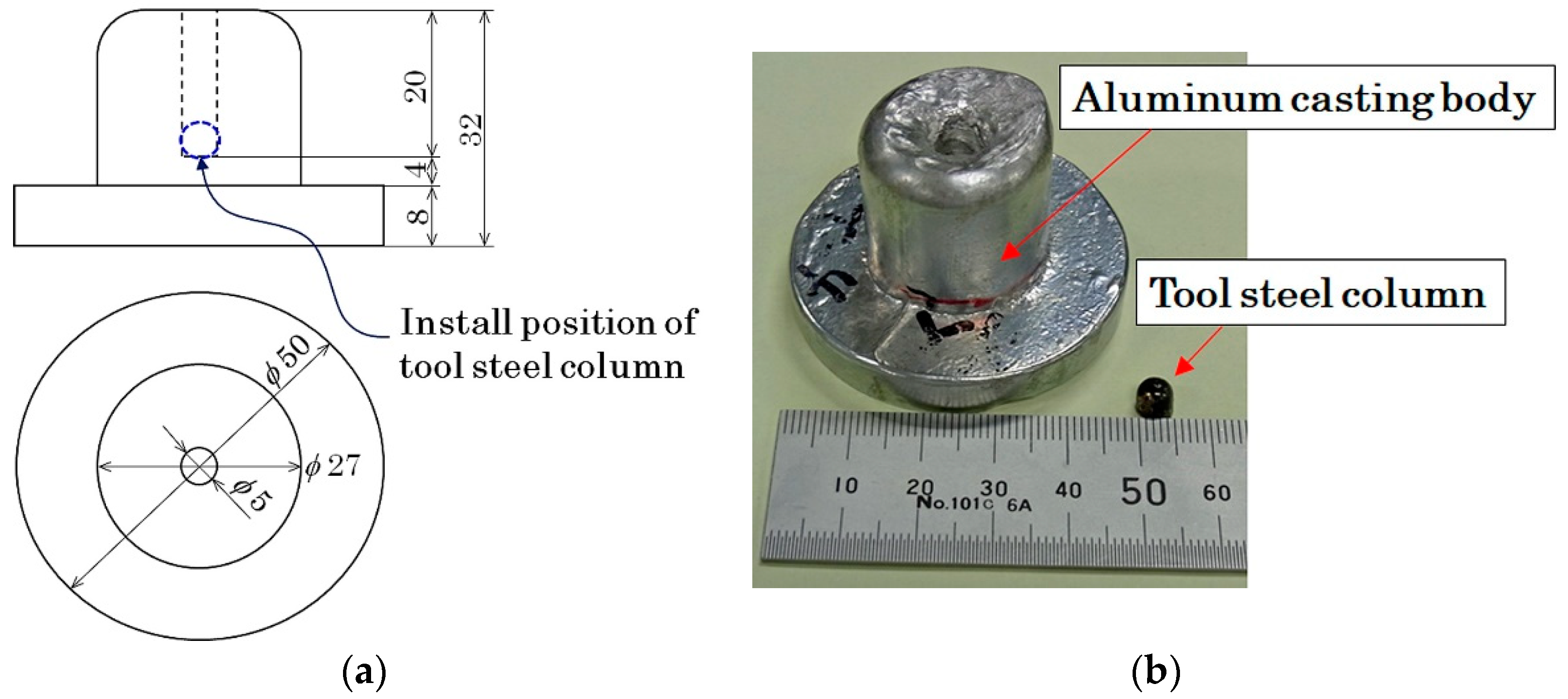
:1. Introduction
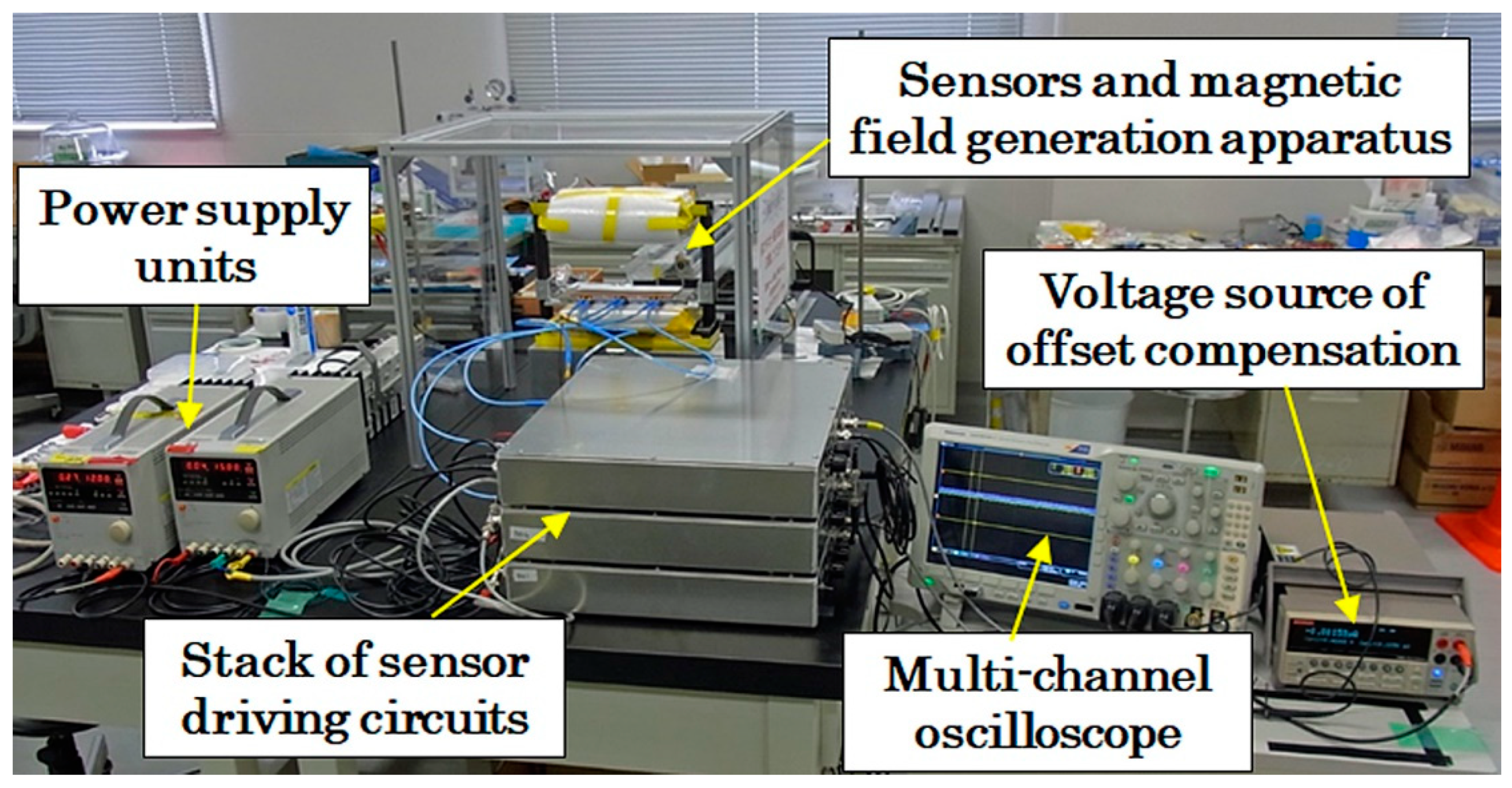
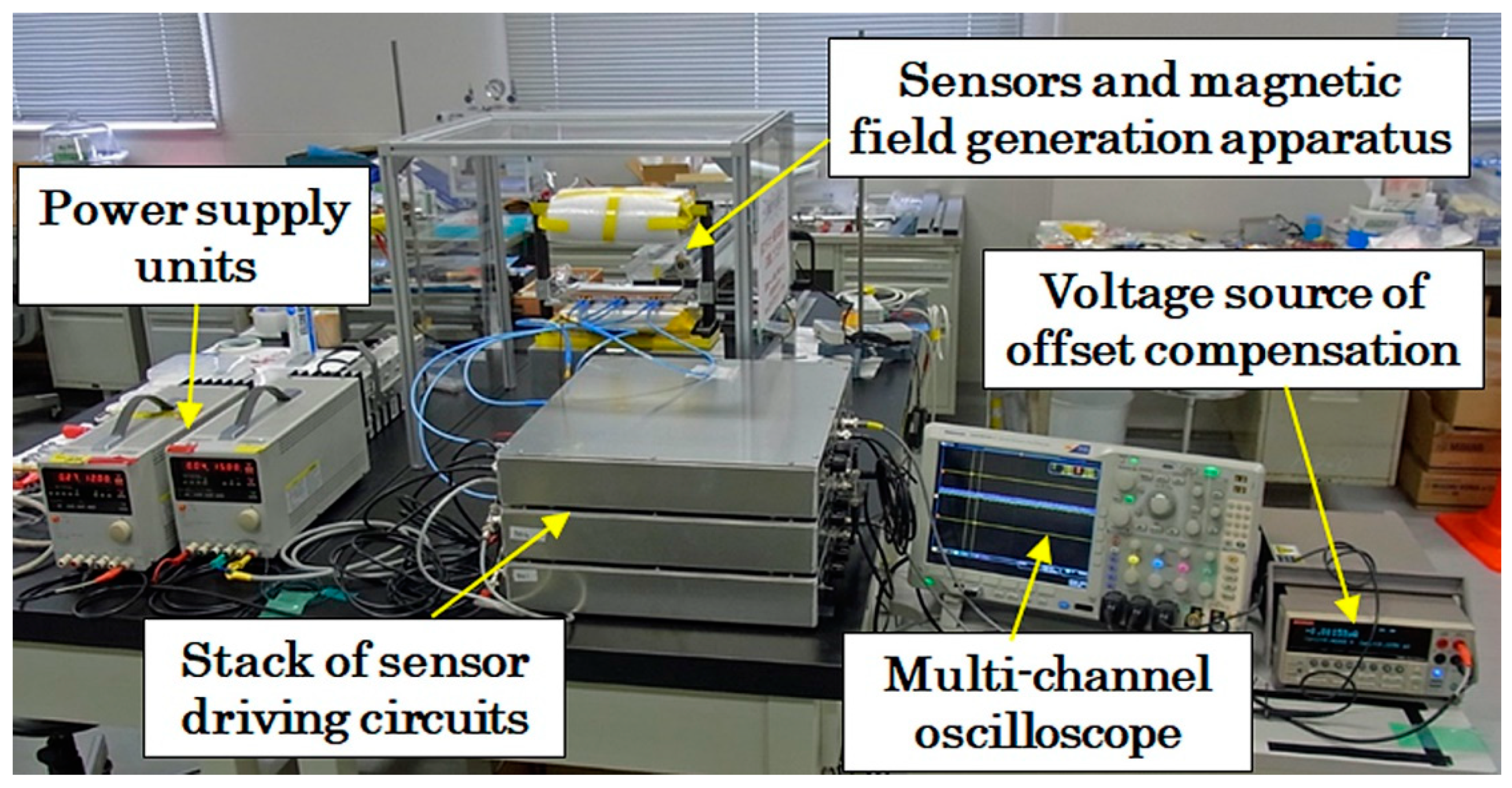
2. Sensor and Systemization of Measurement System
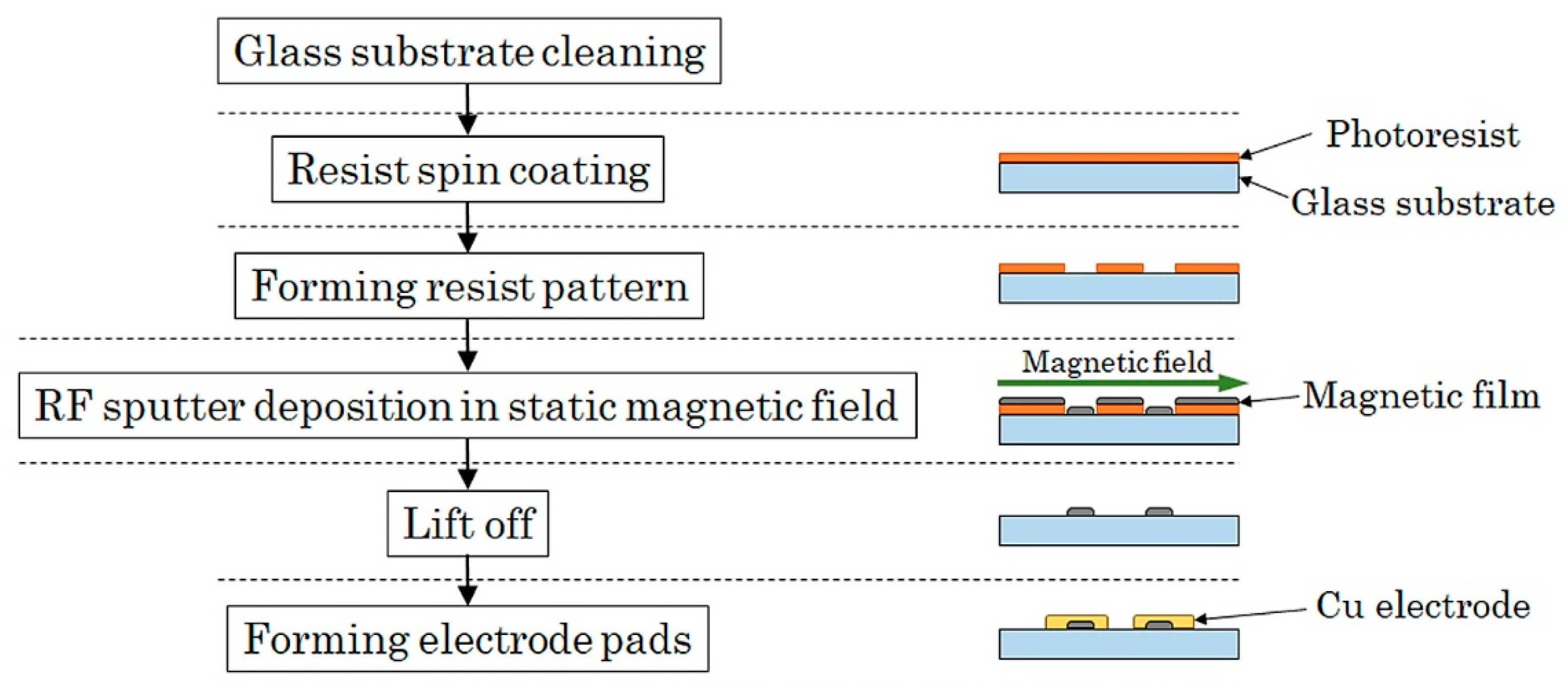
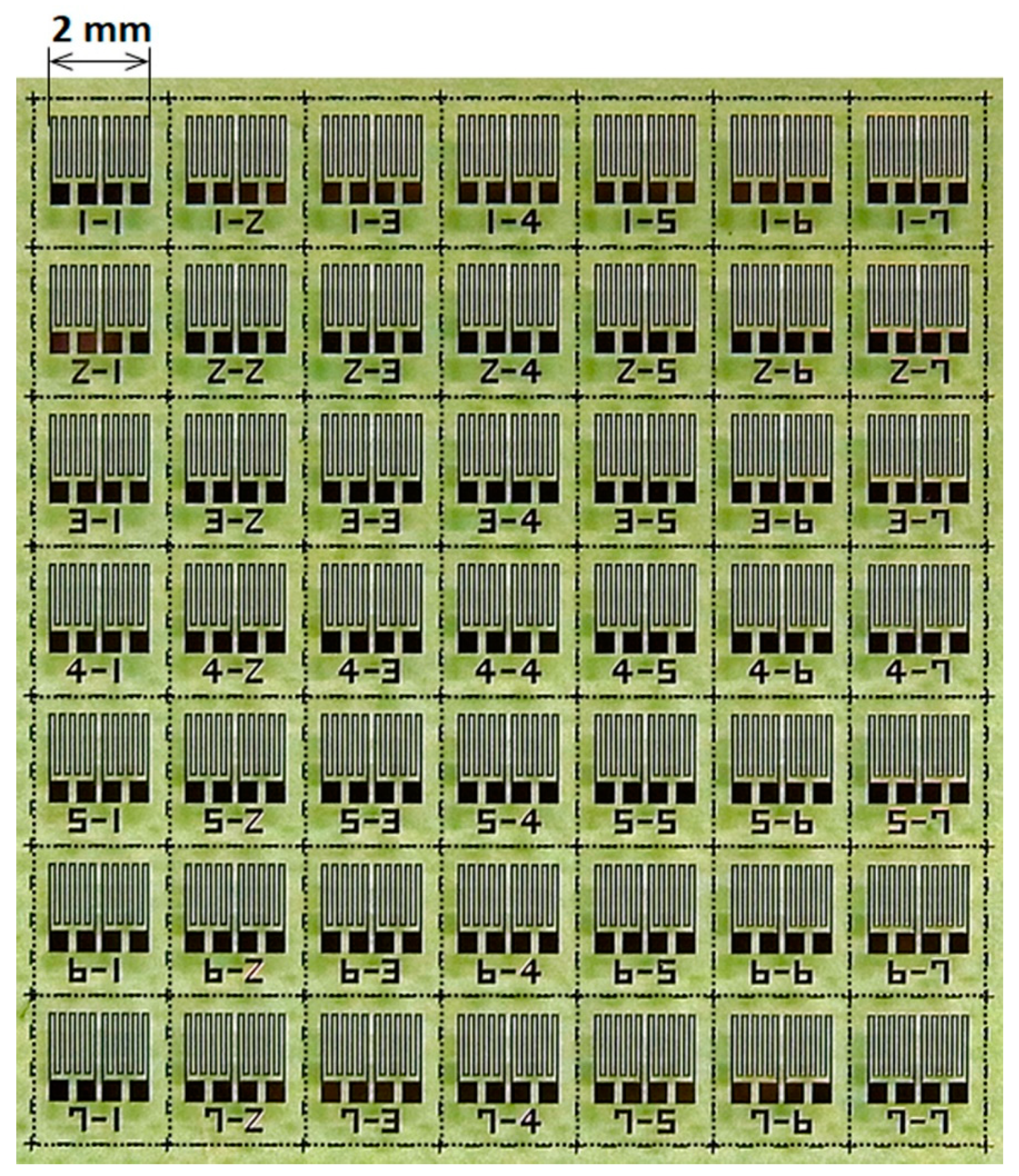
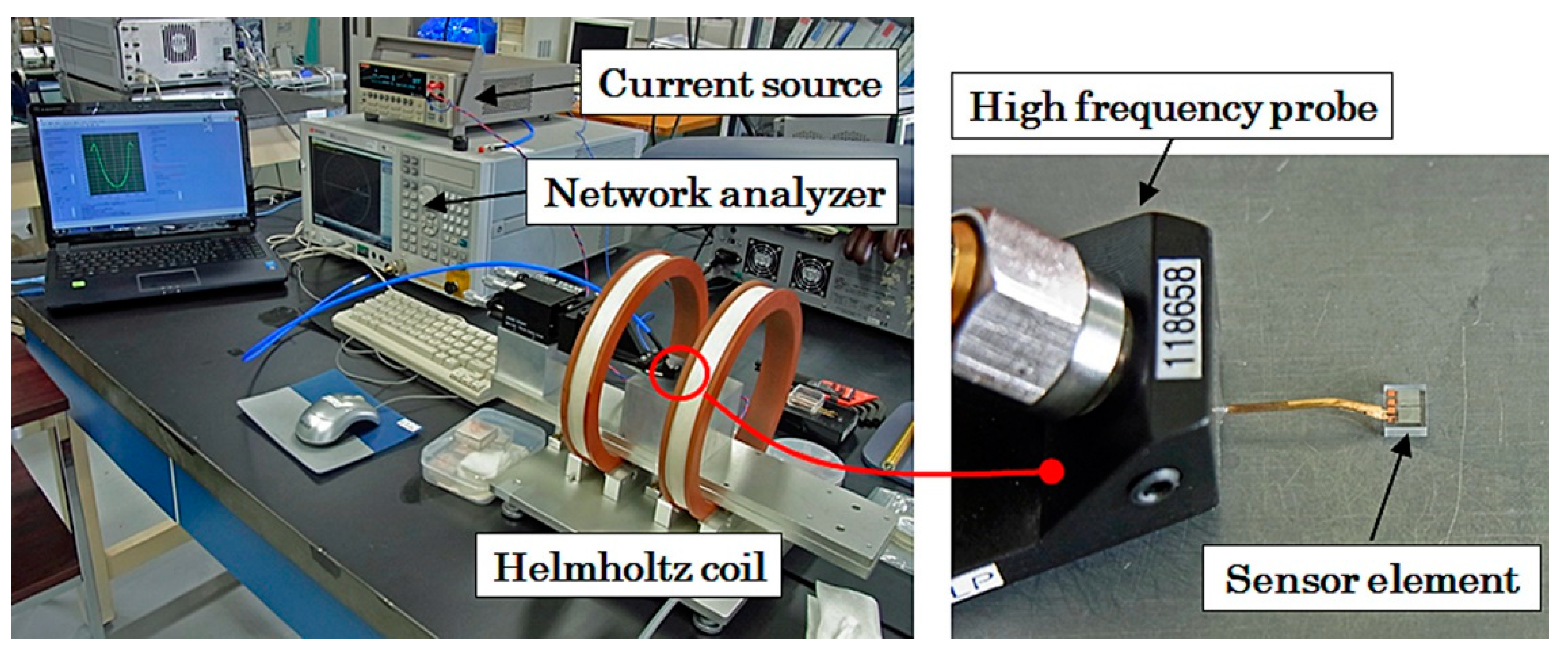
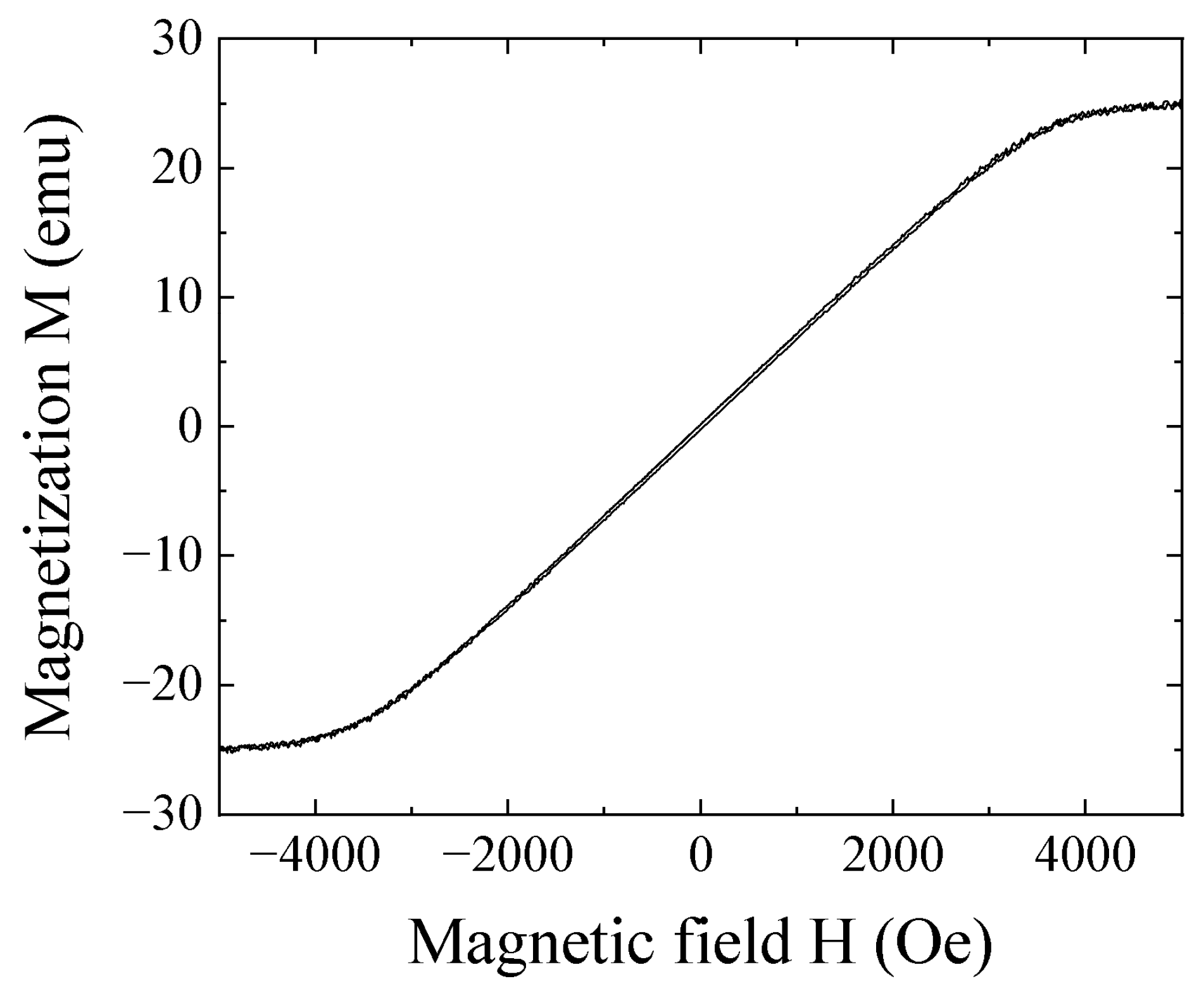
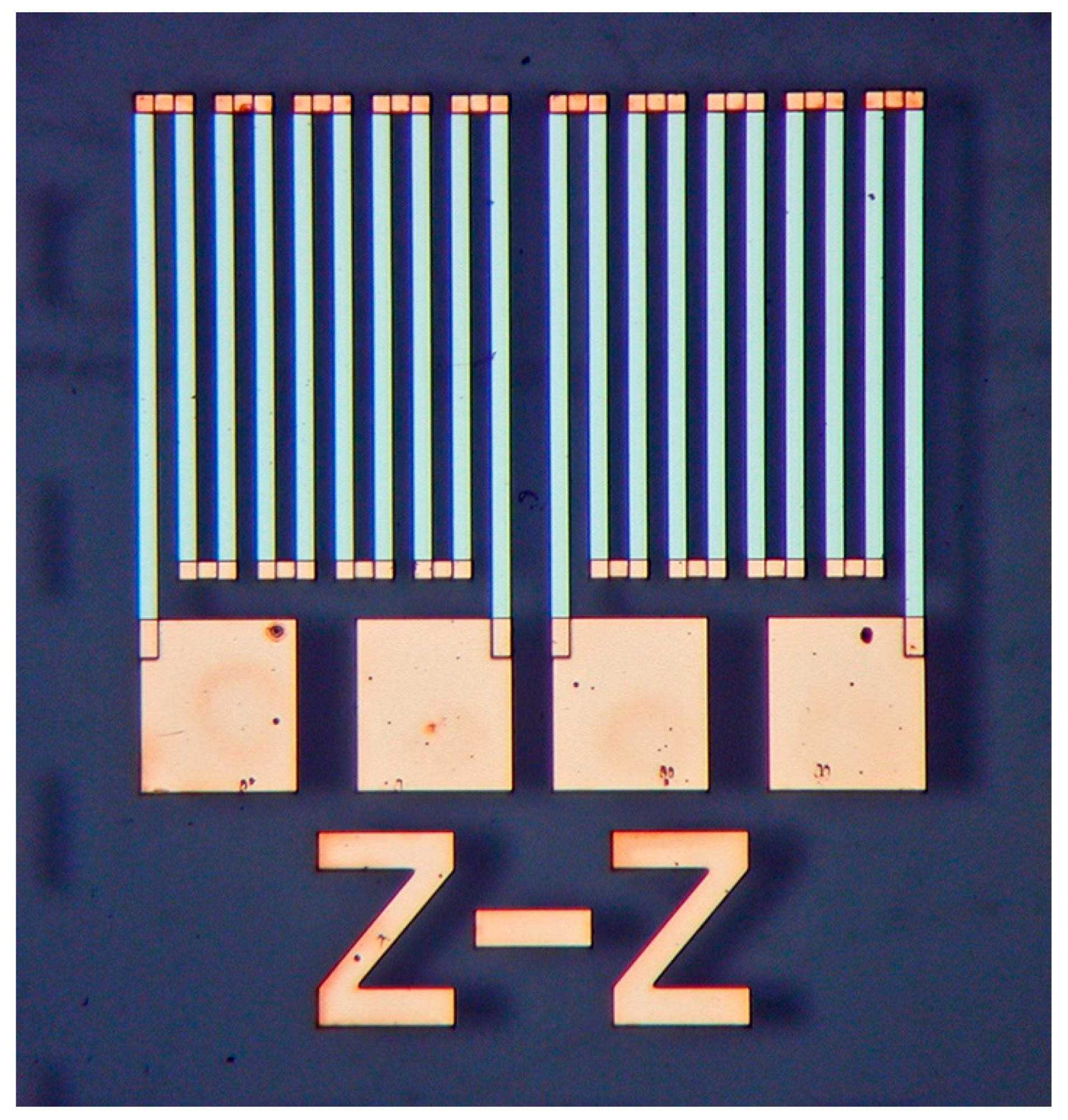
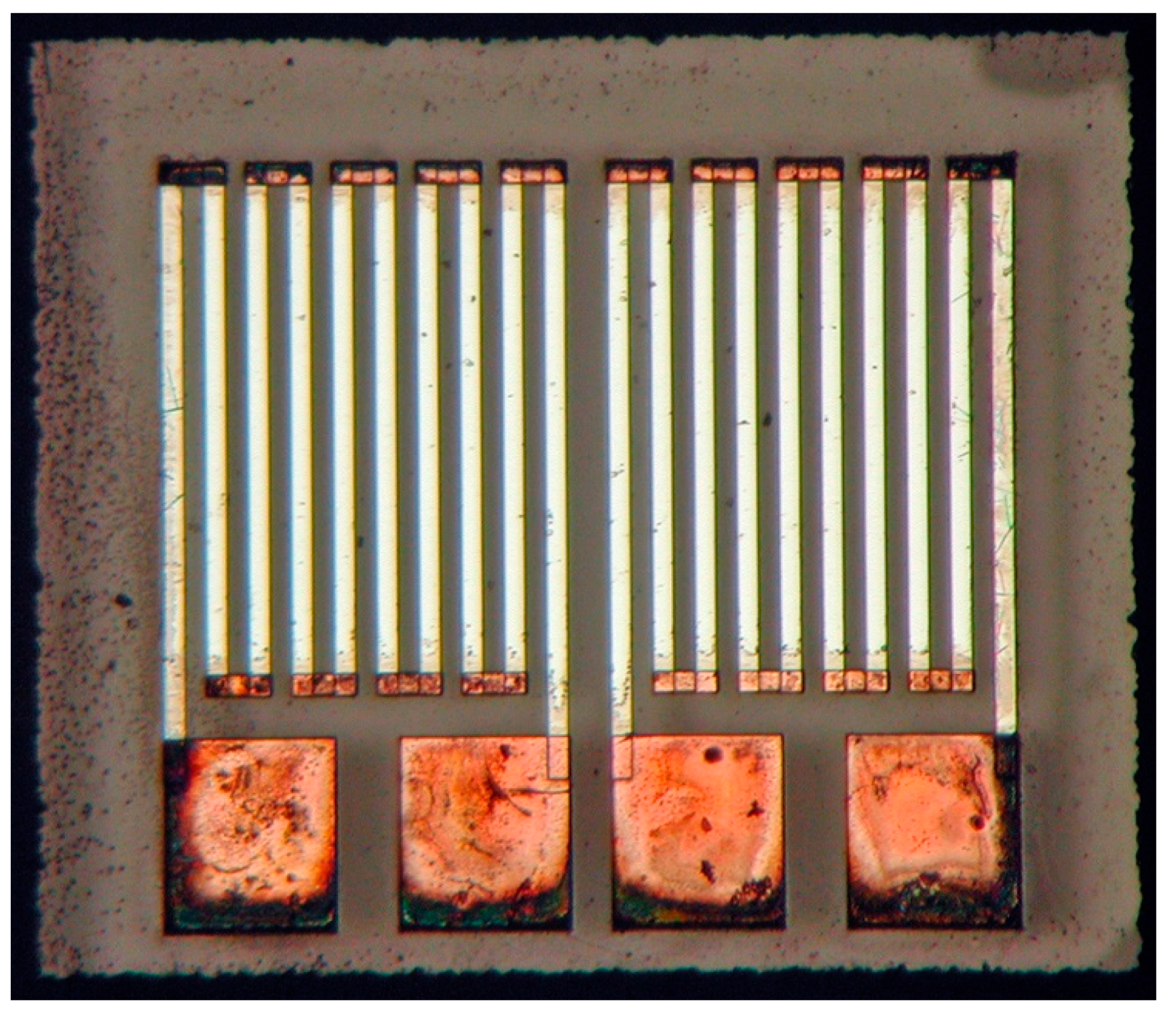
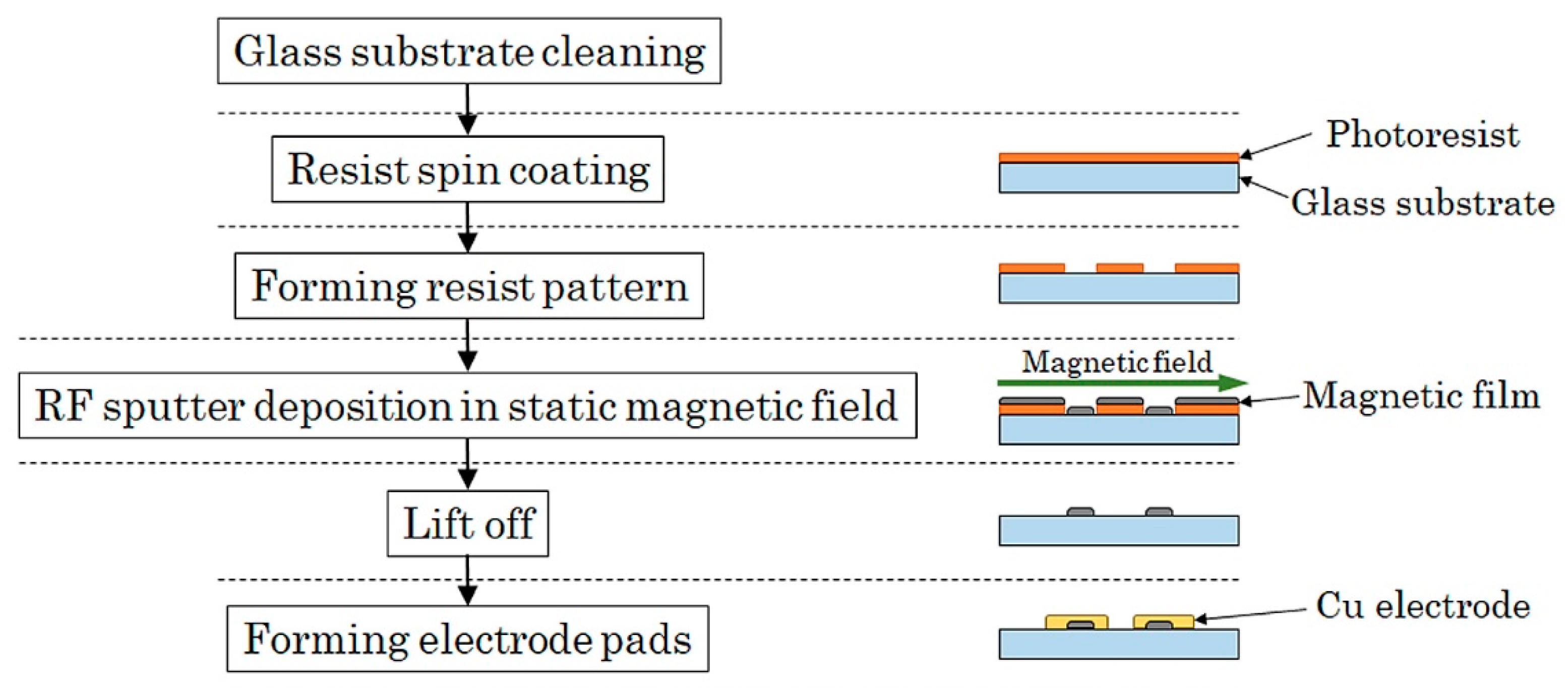
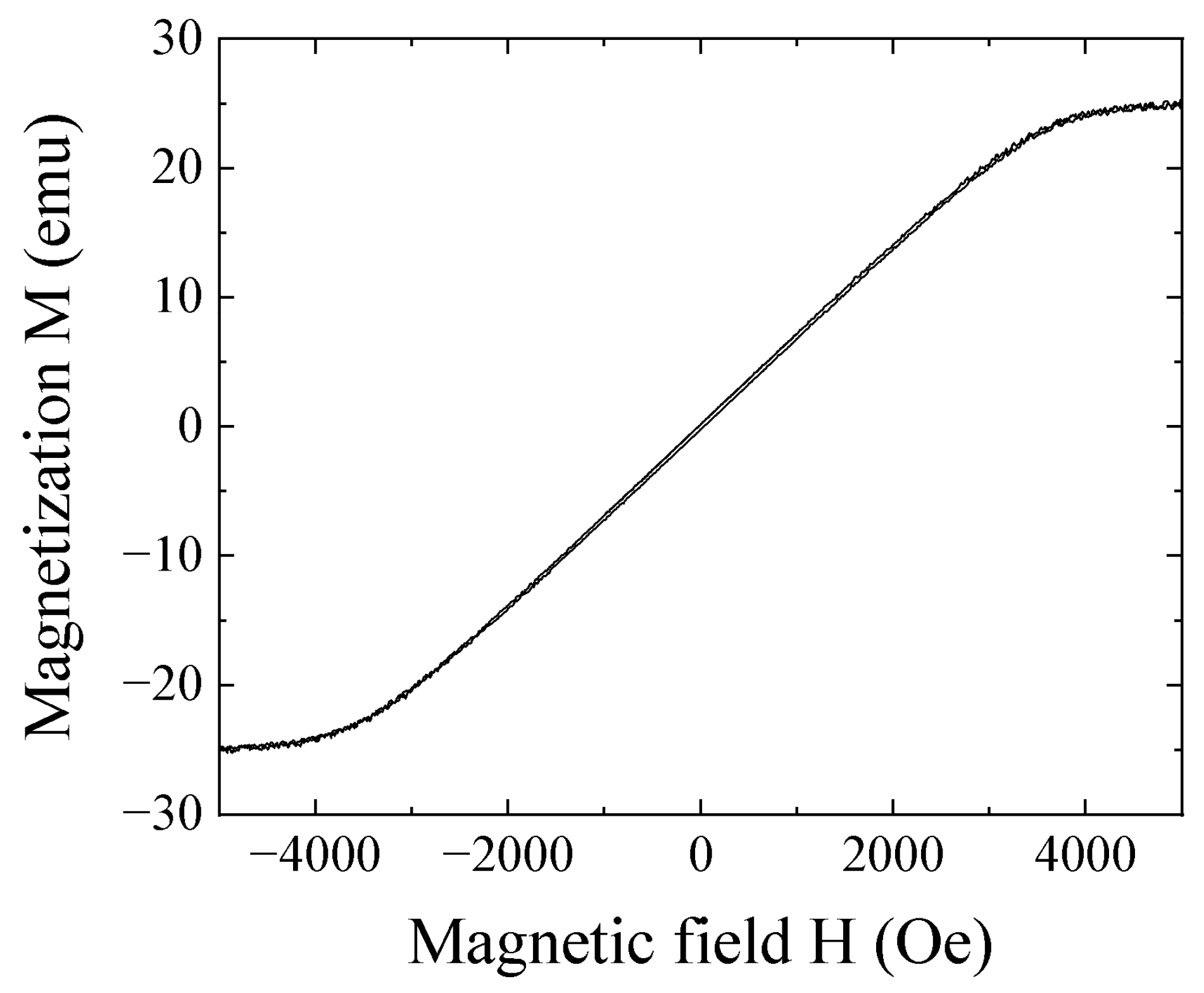
2.1. Sensor Element
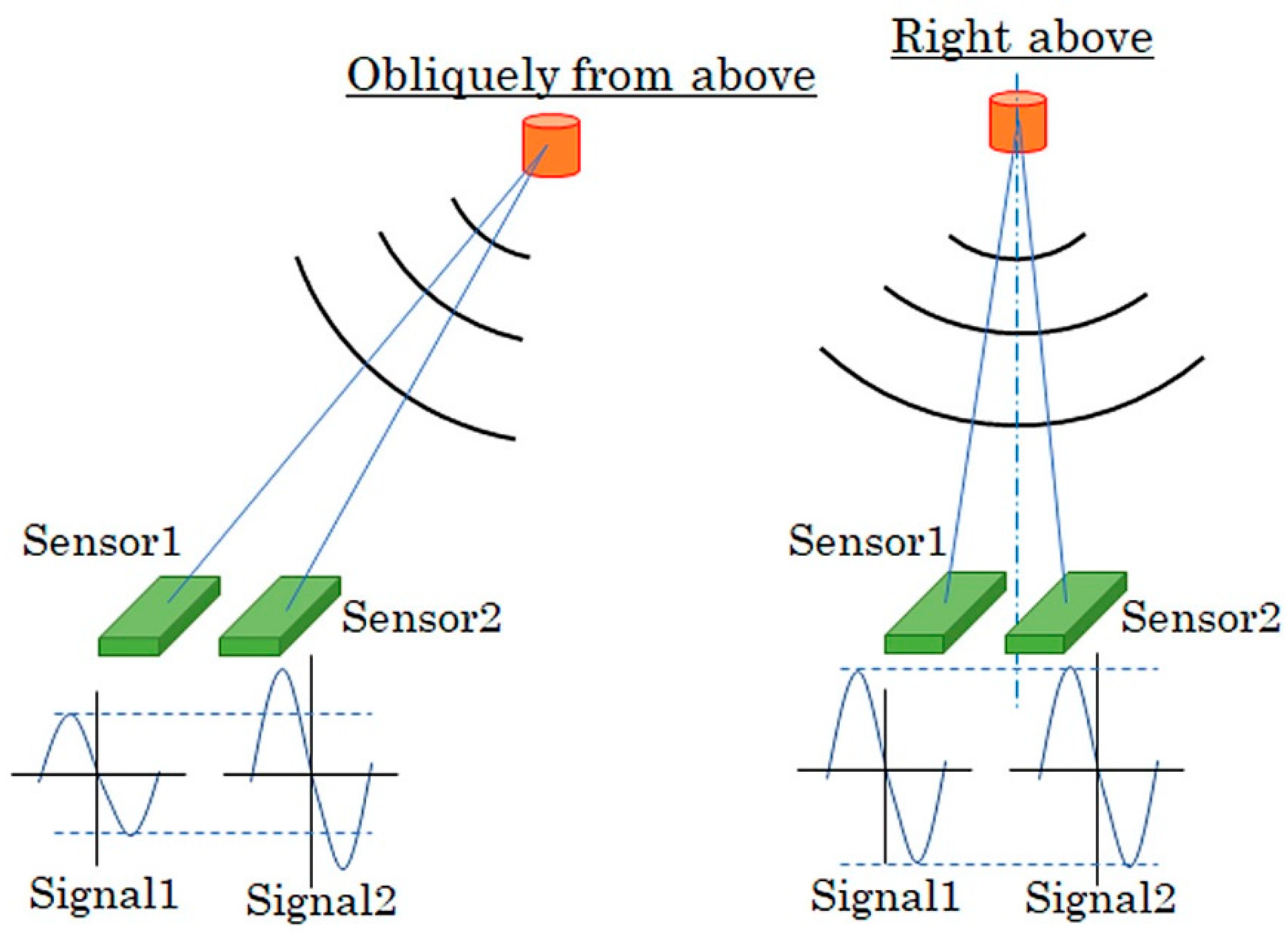
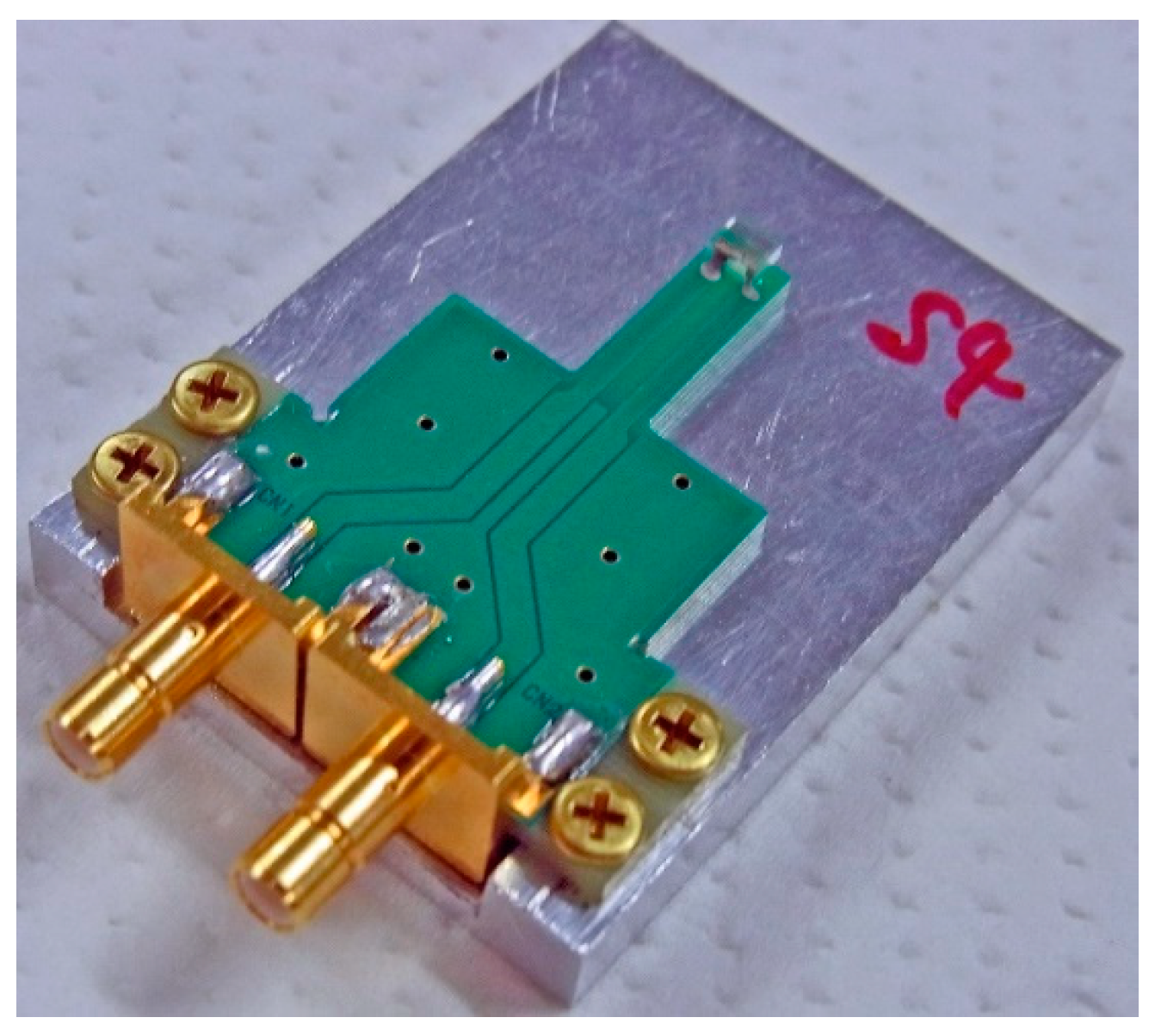
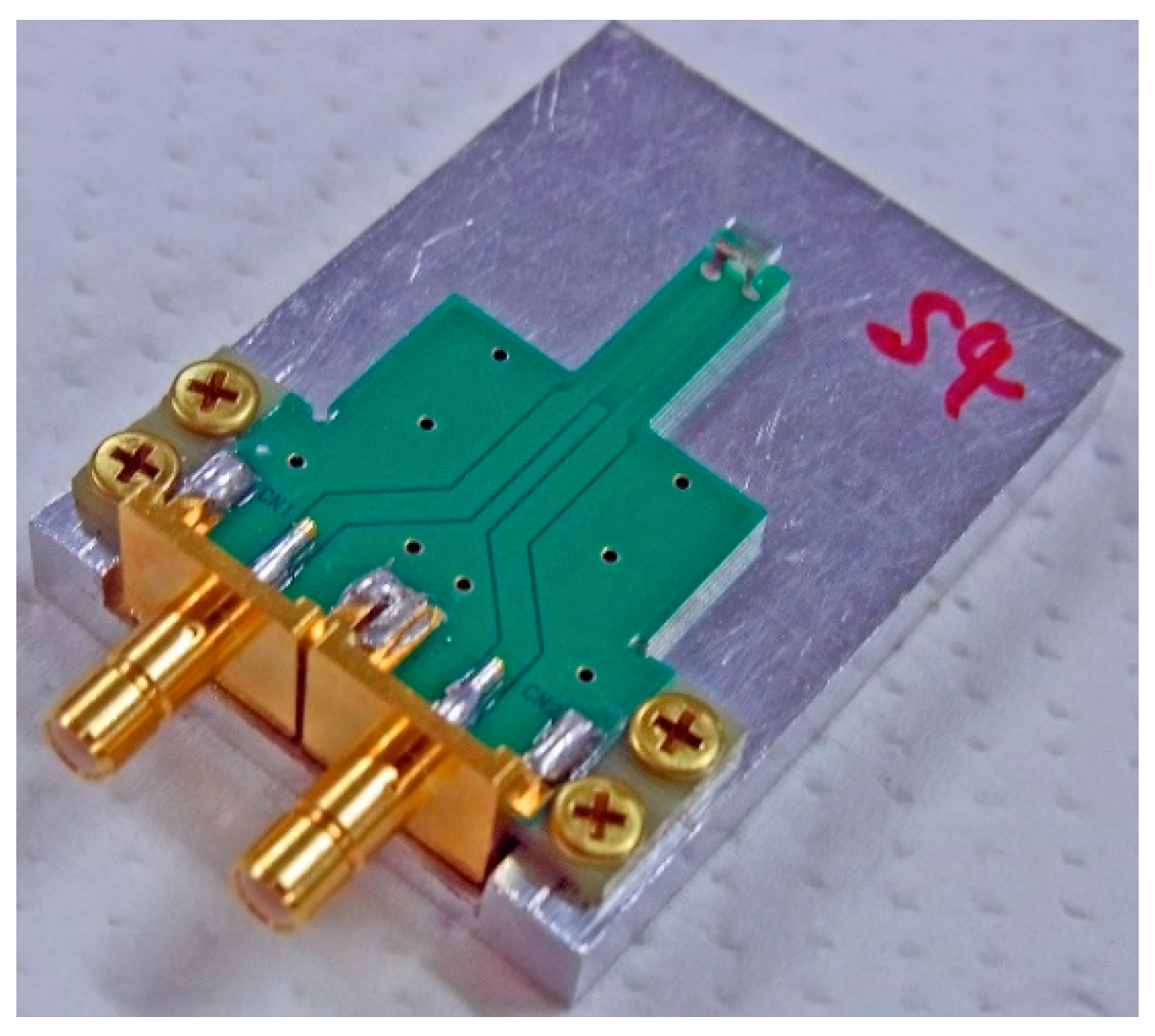
2.2. Sensor Combined with Driving Circuit
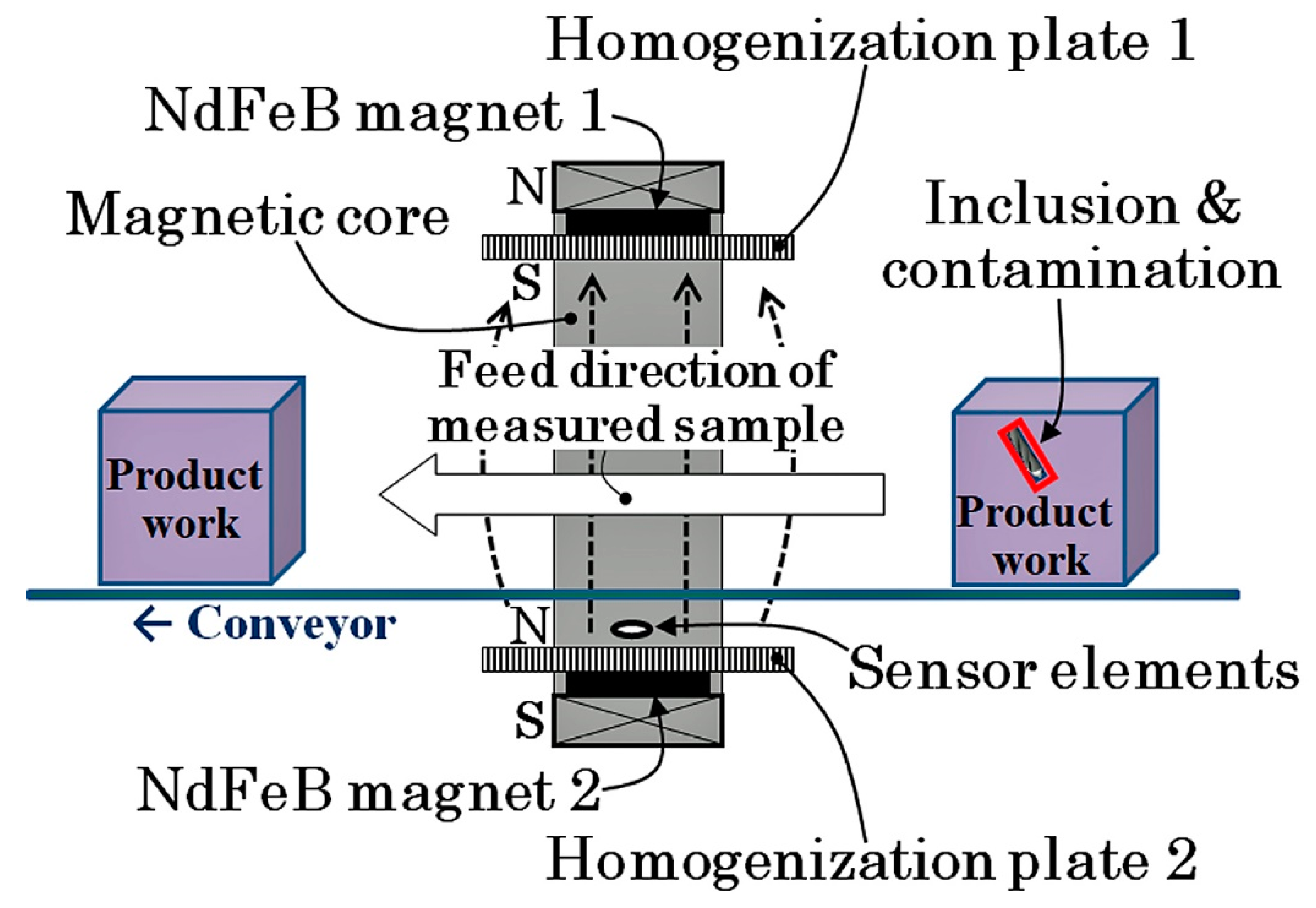
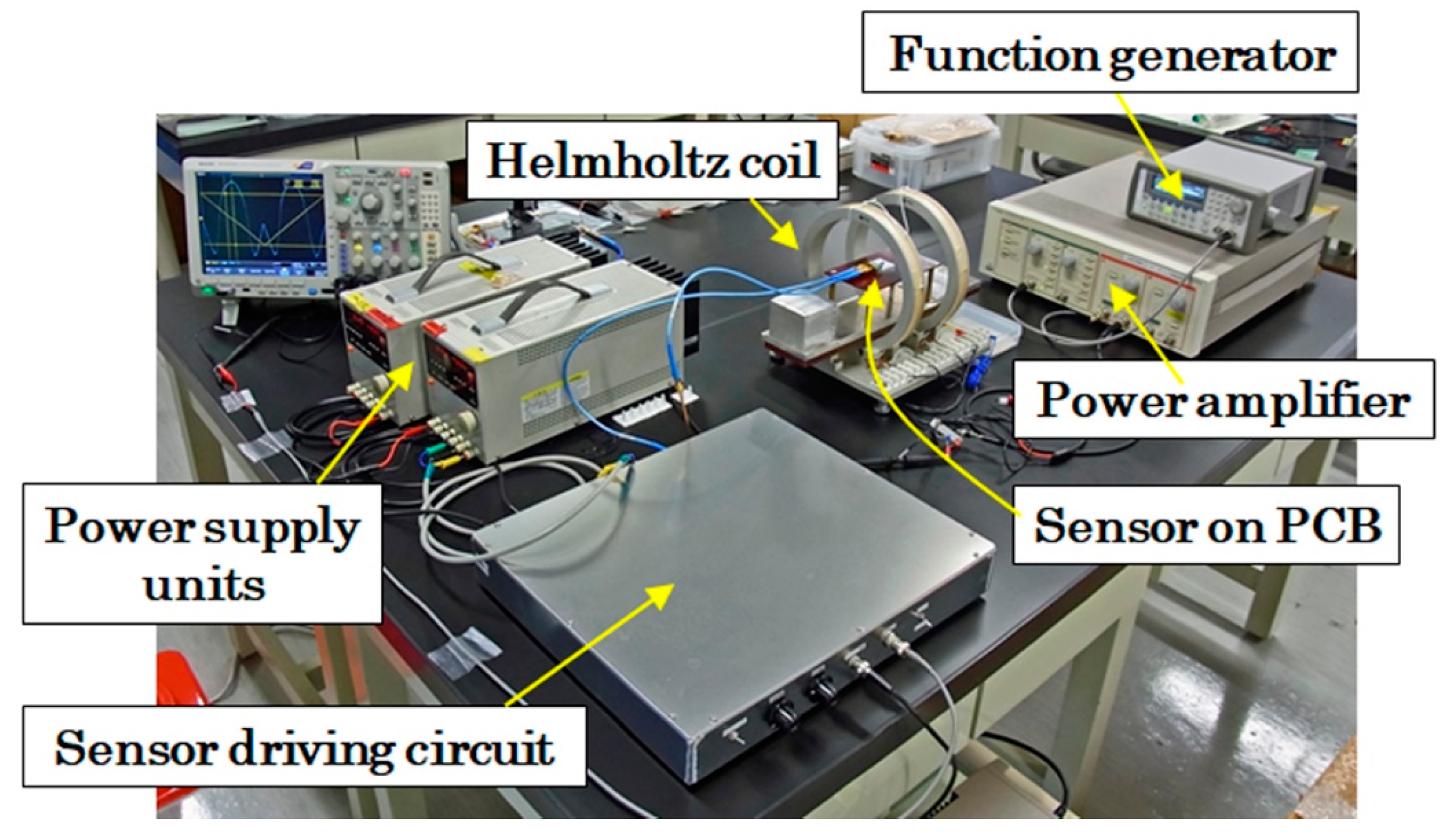
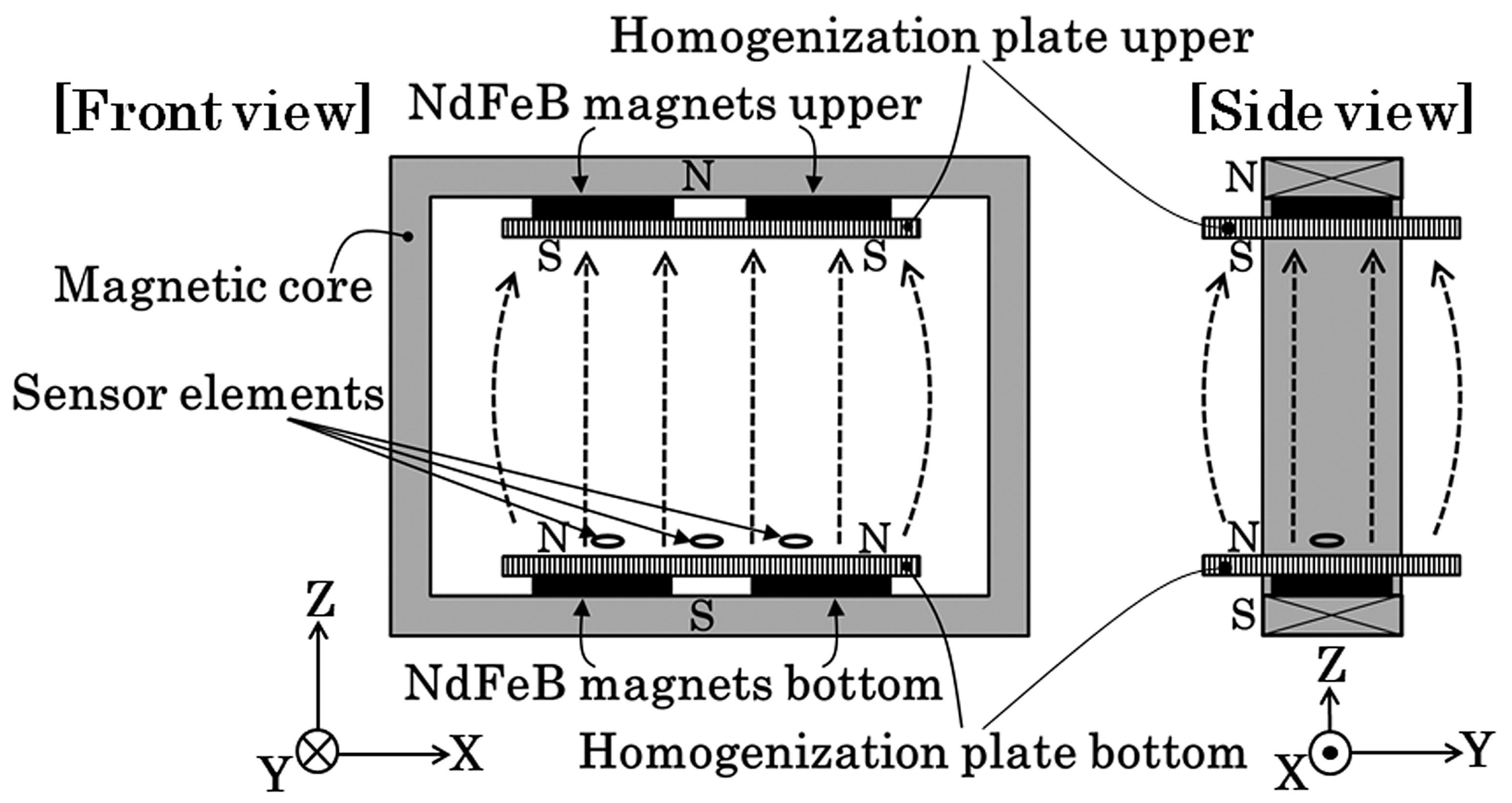
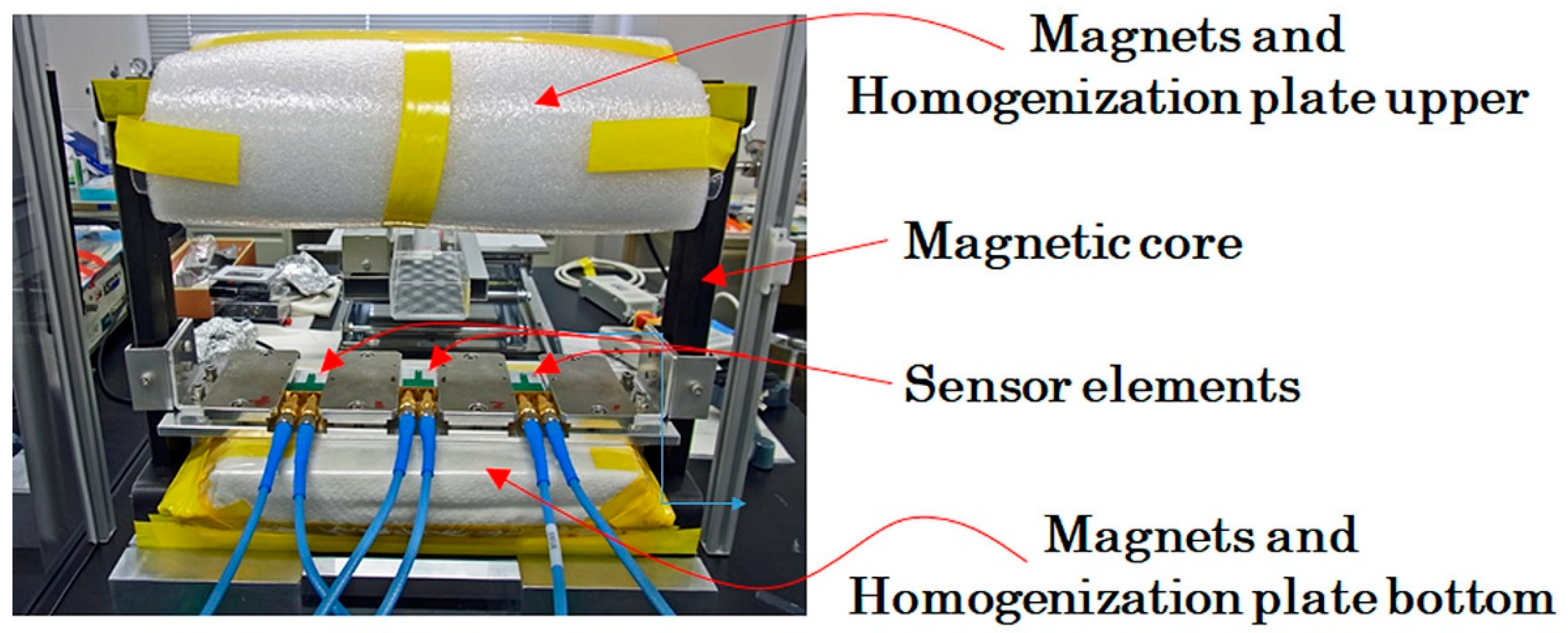
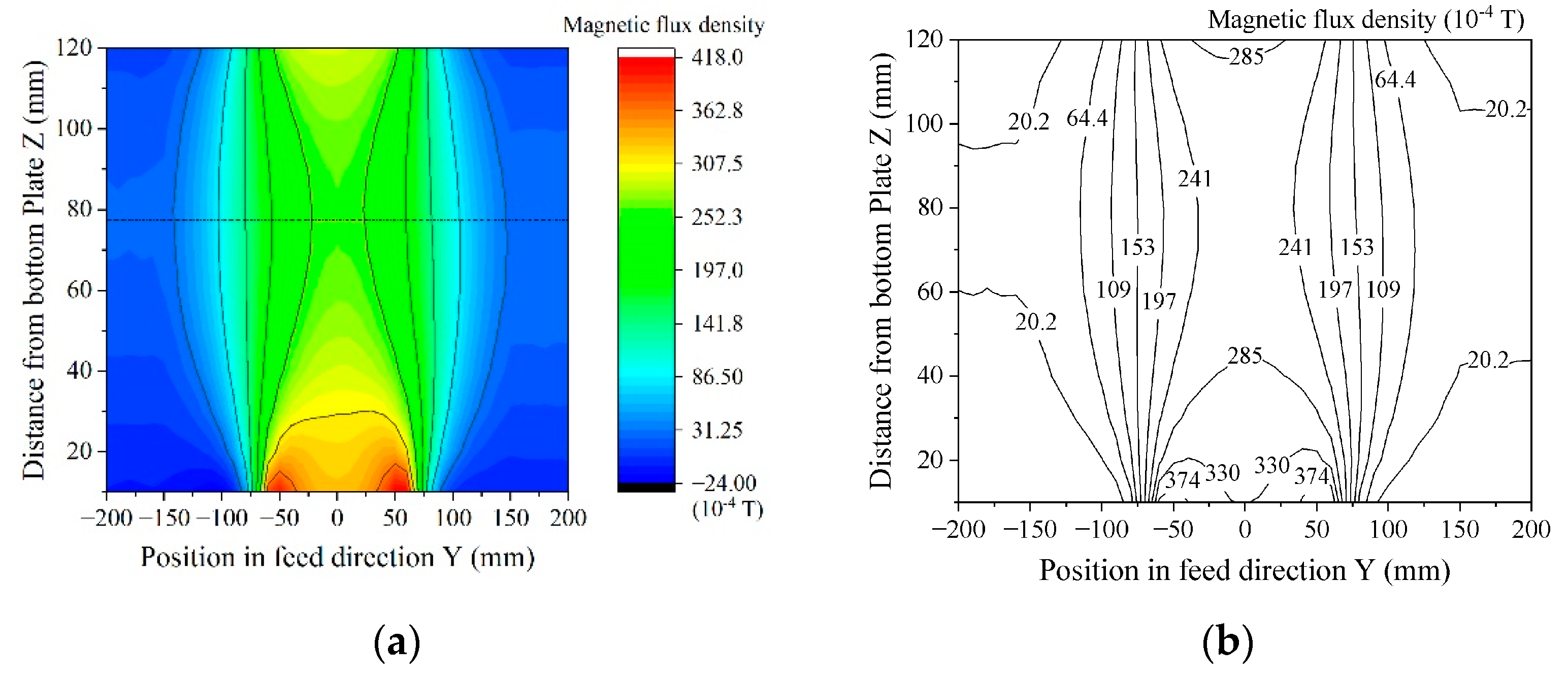
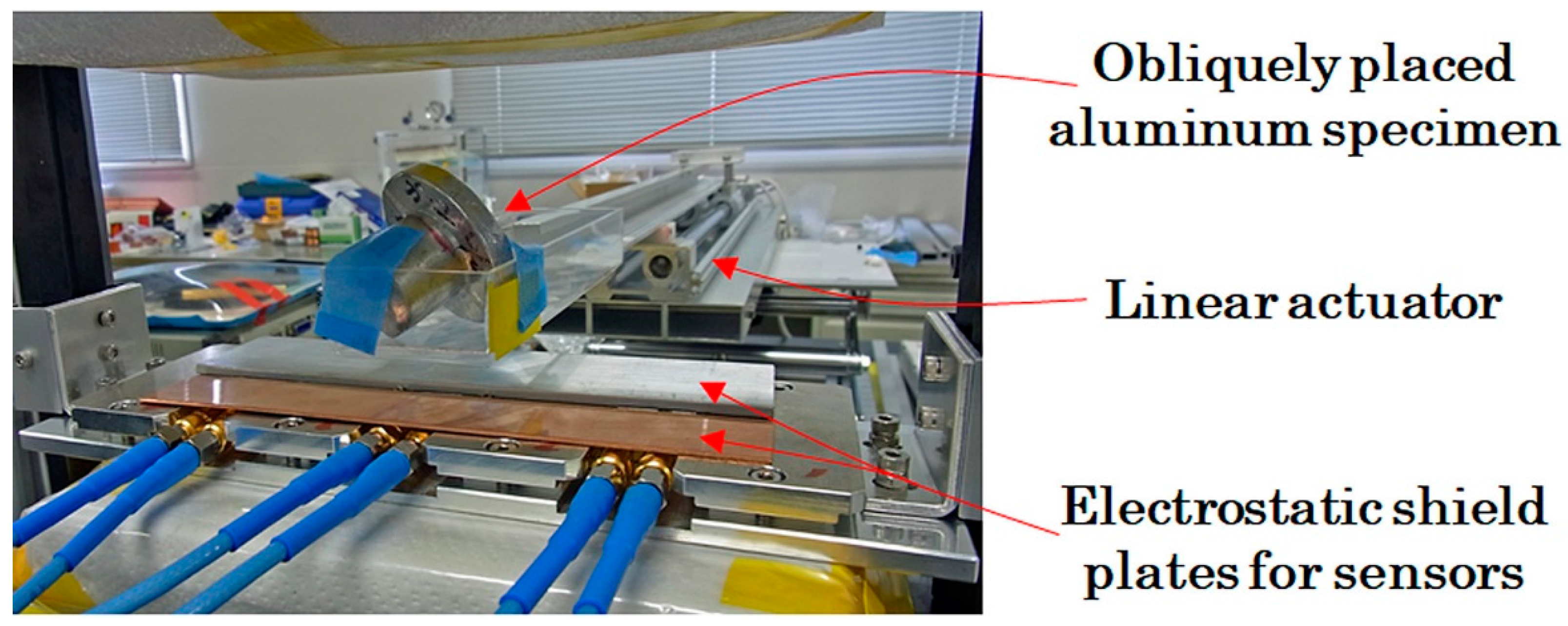
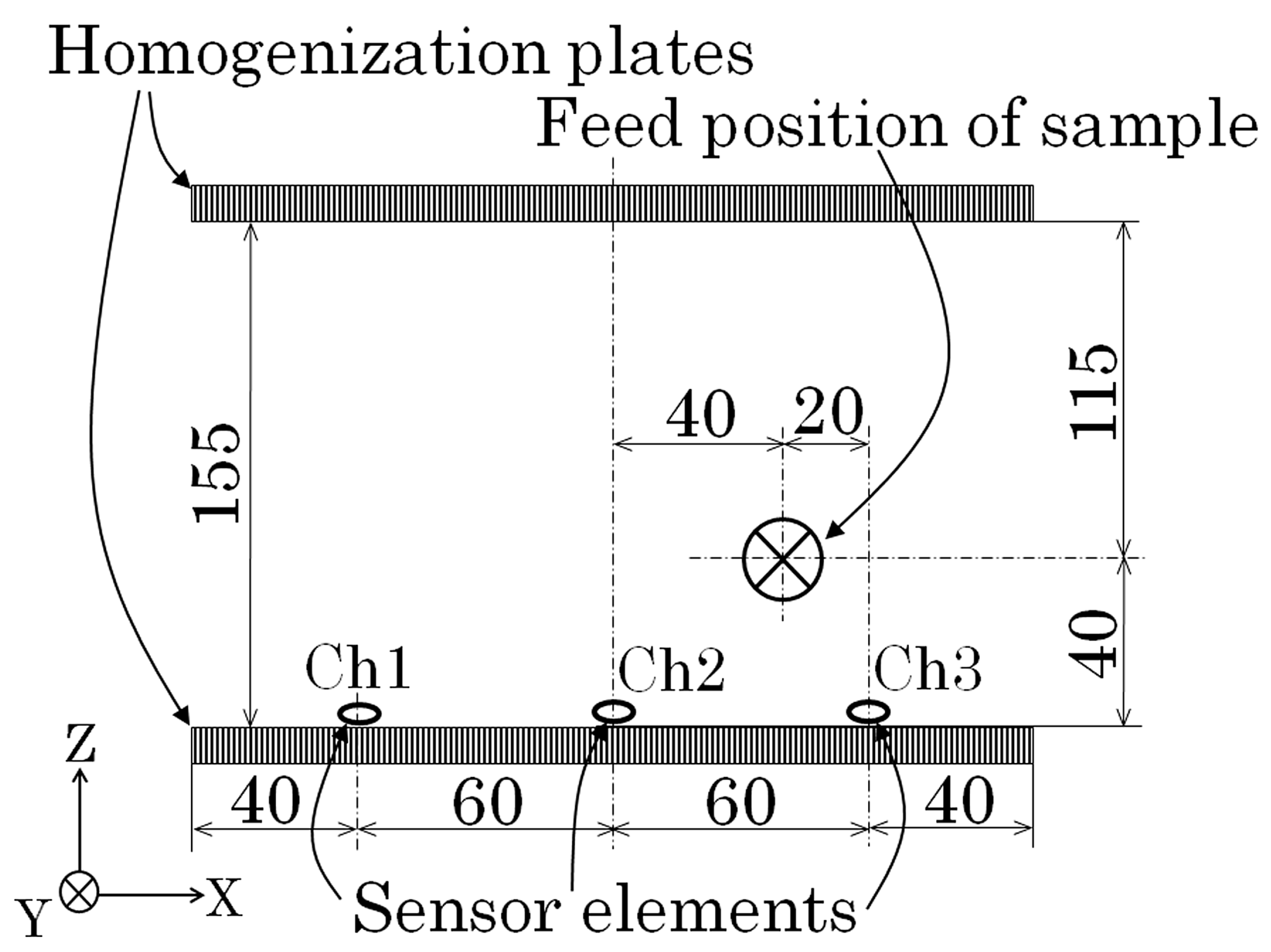
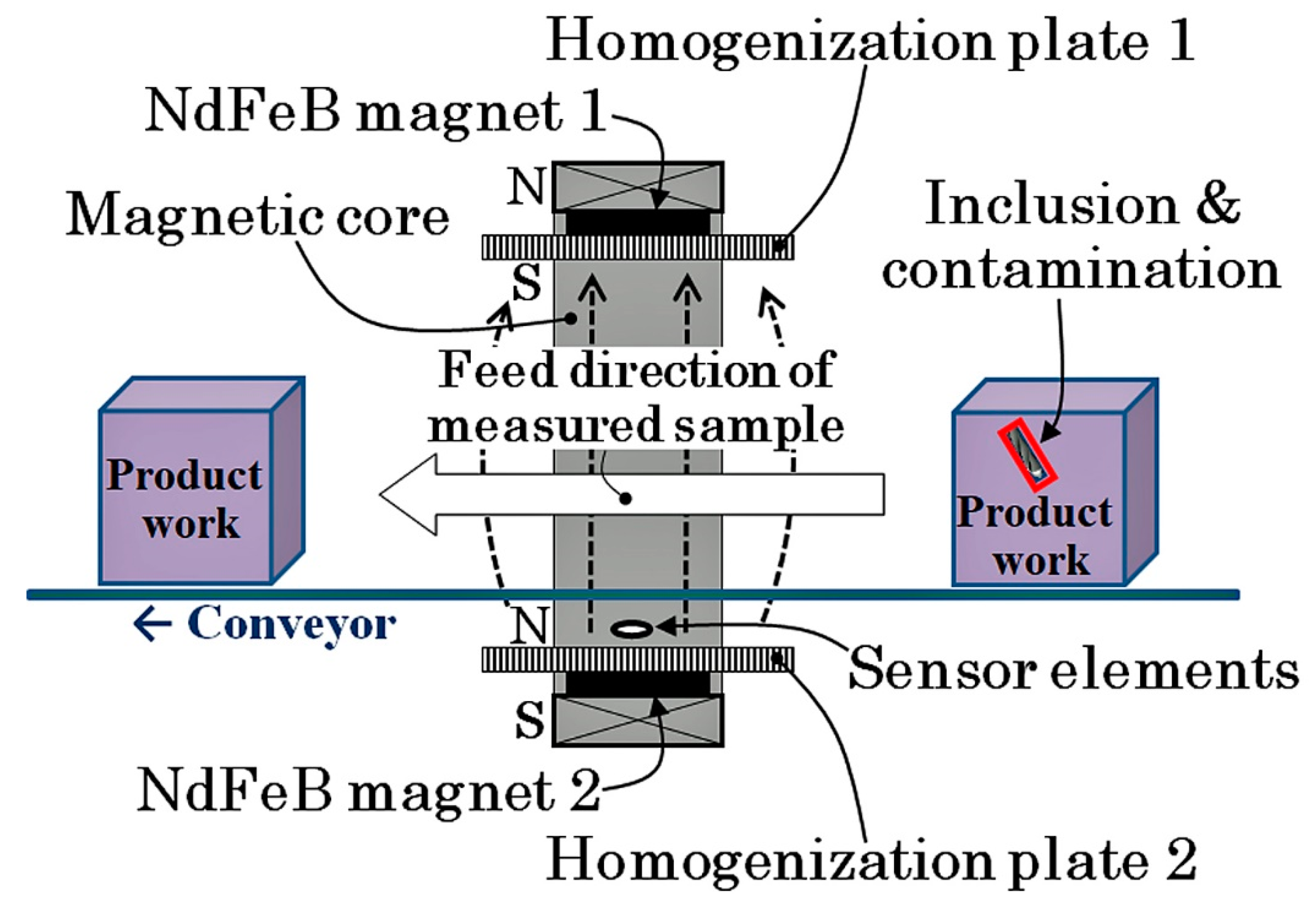
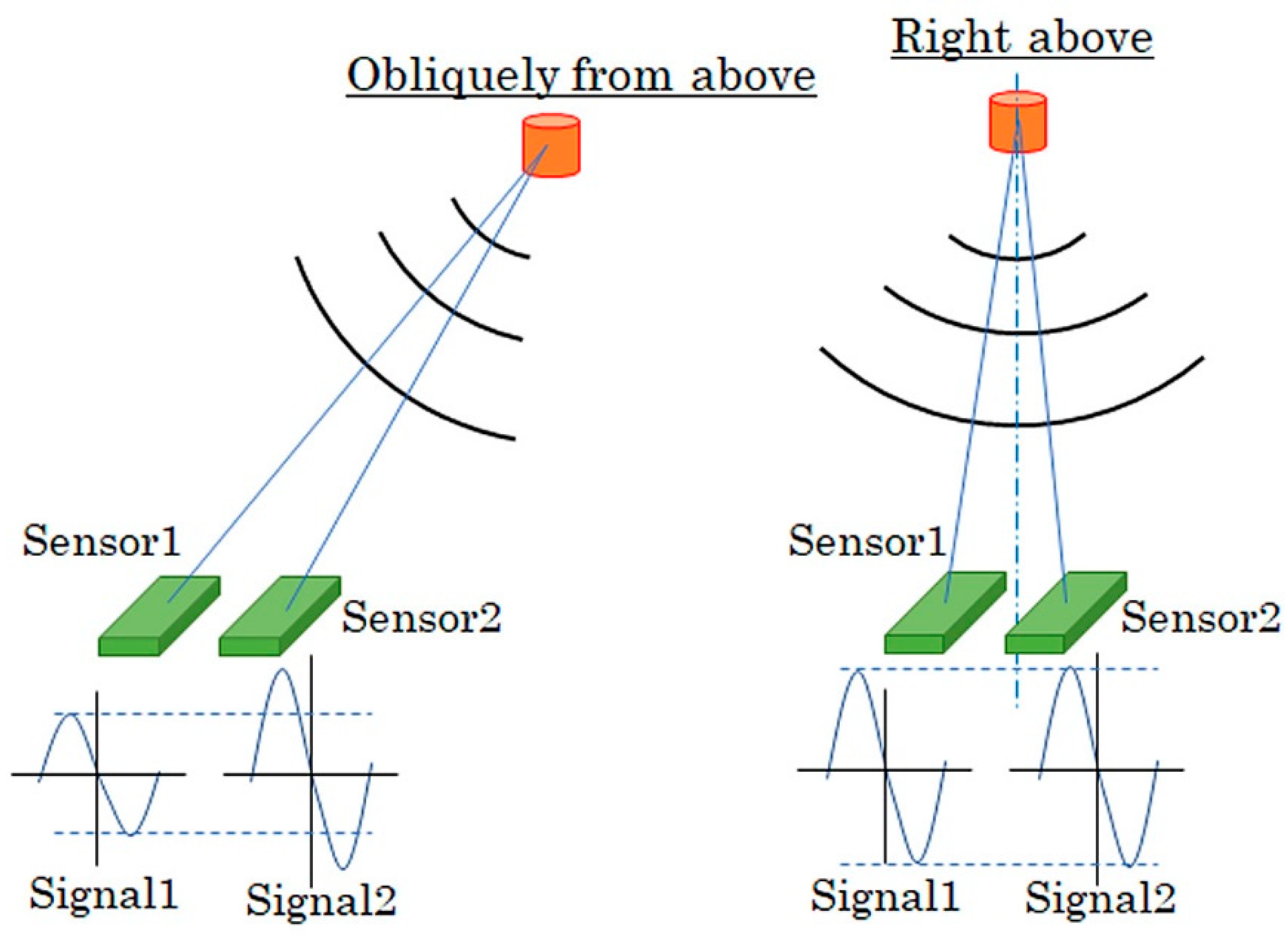
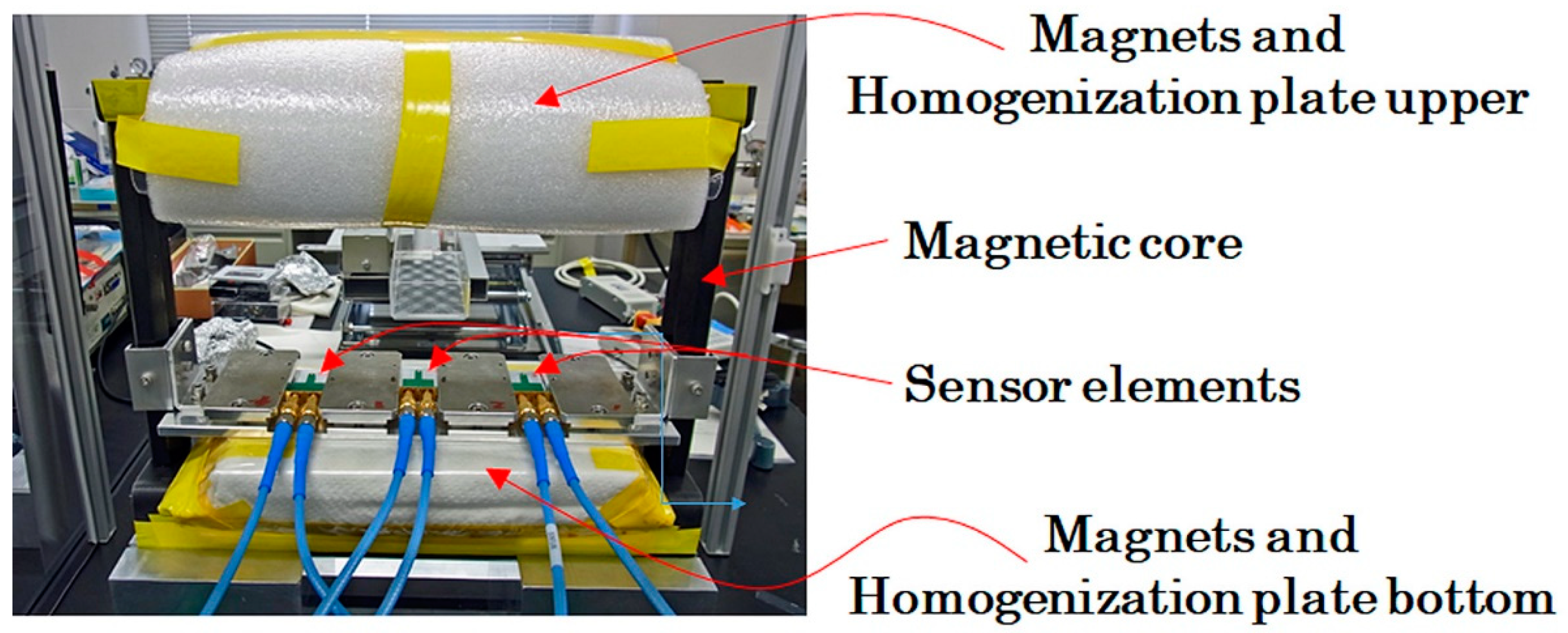
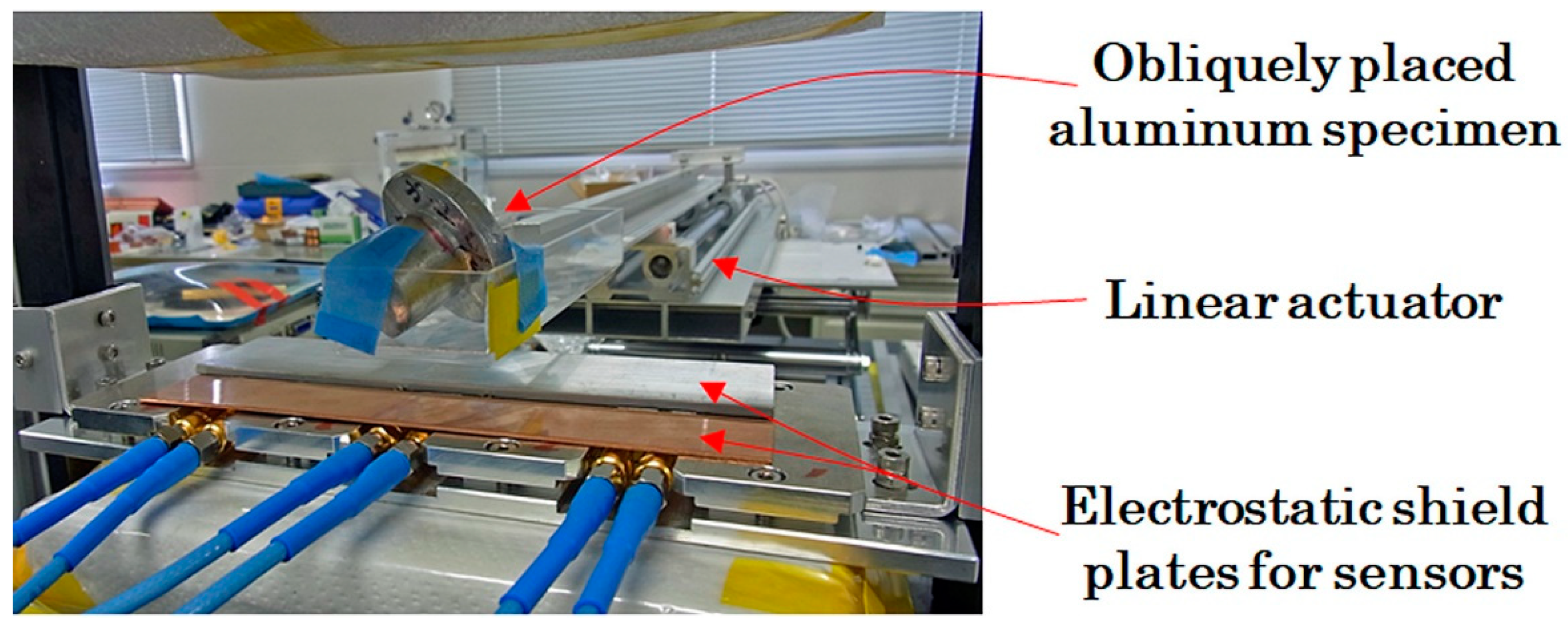
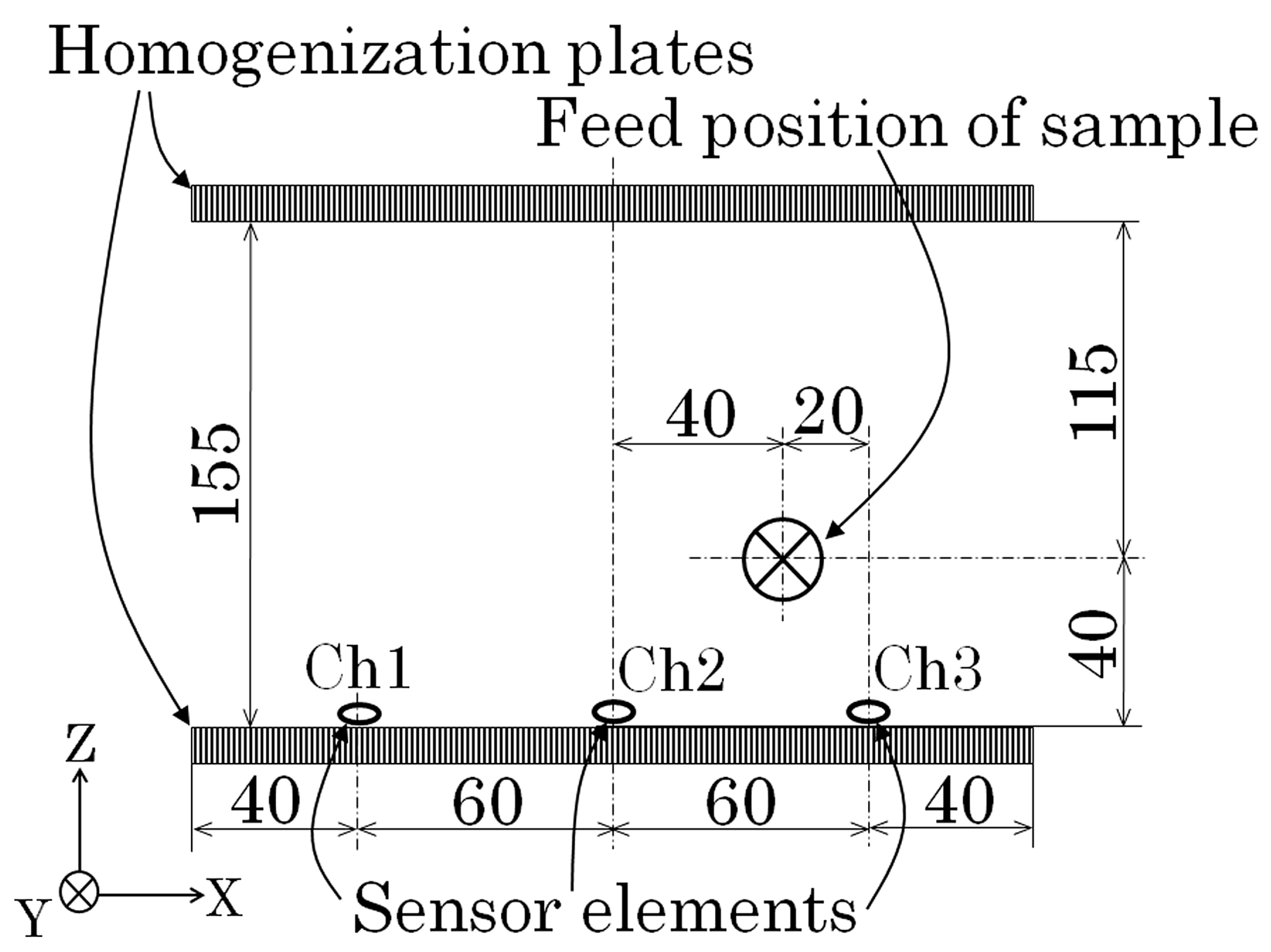
2.3. Magnetic Field Generating Unit with Installation of Sensors
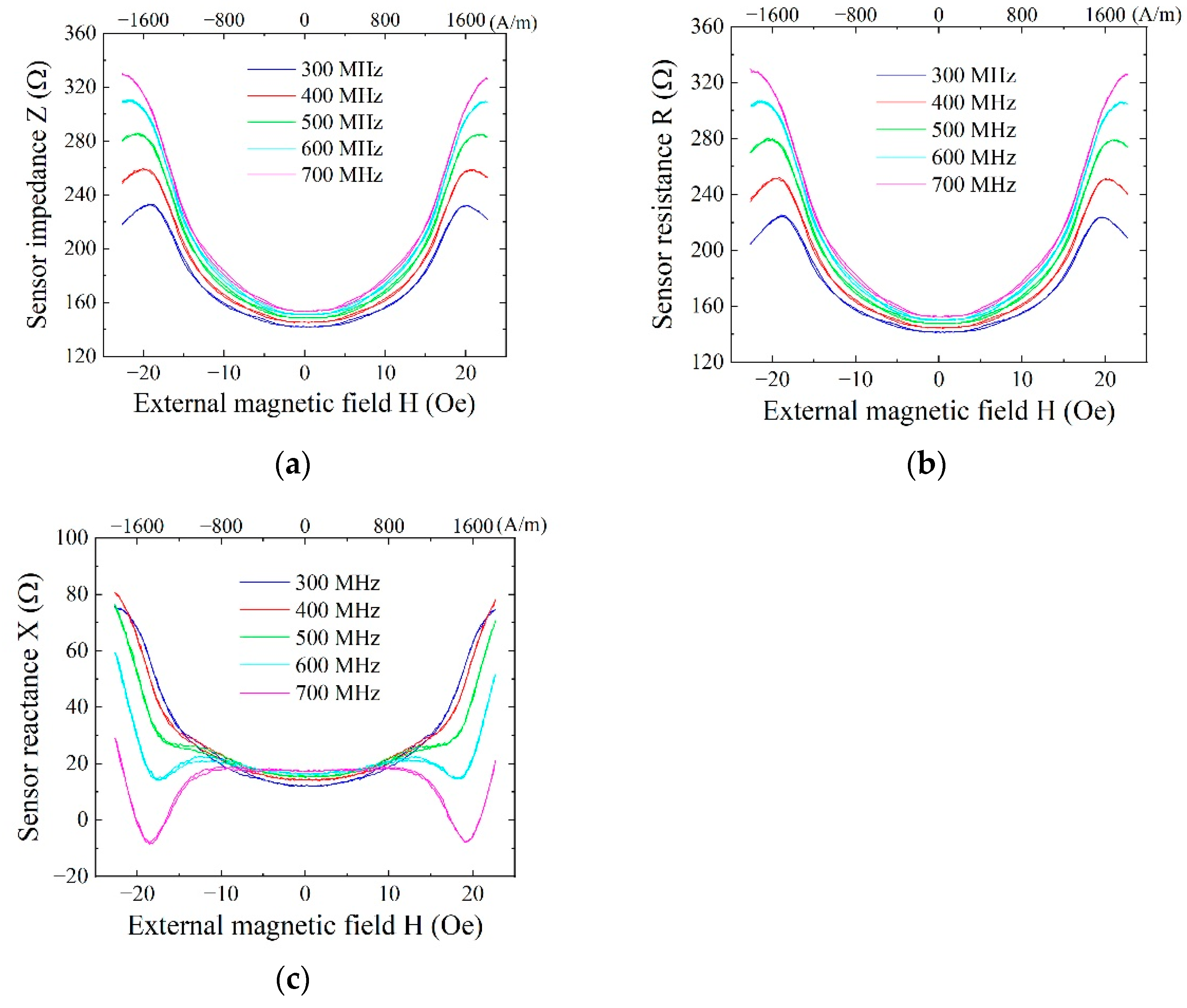
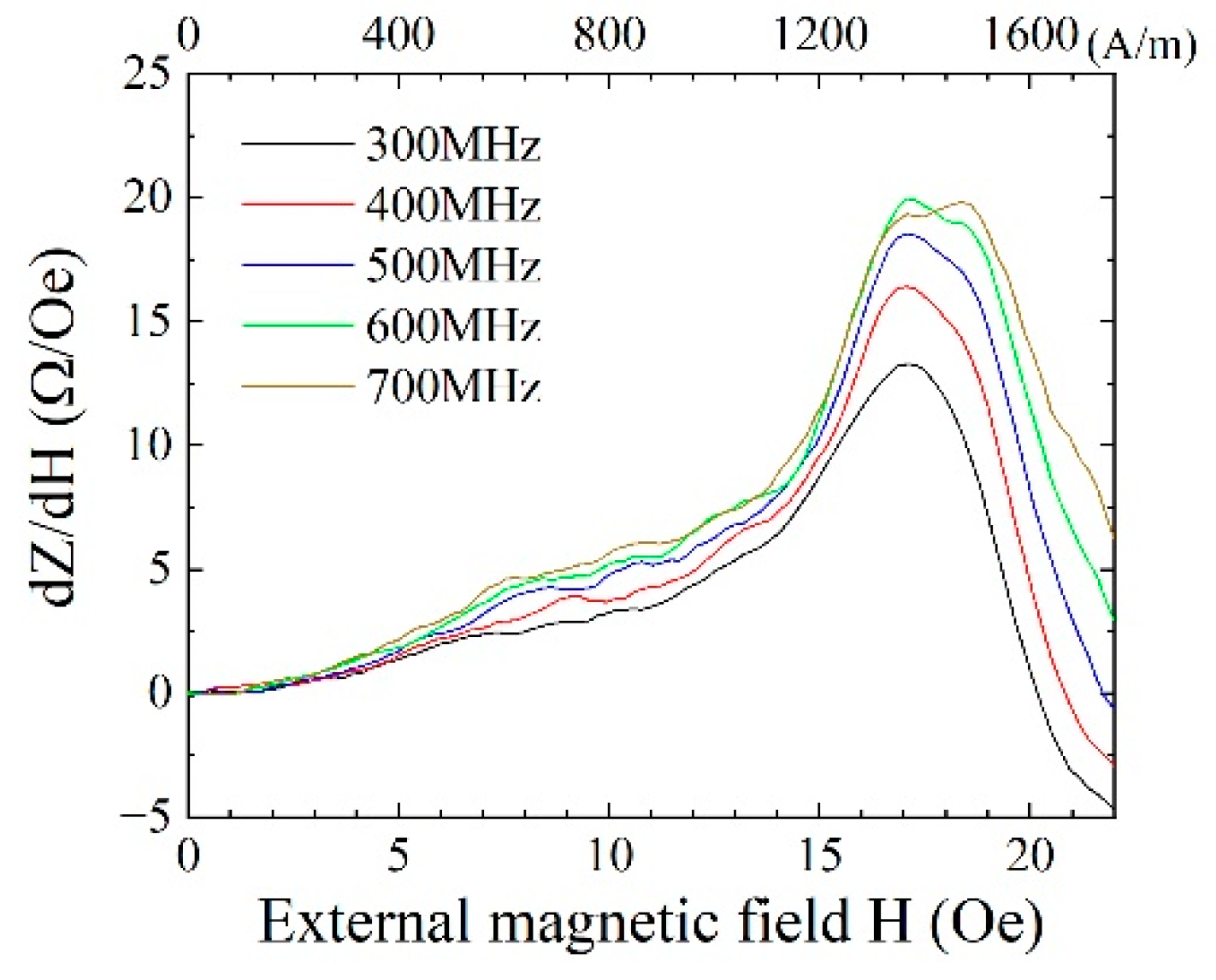
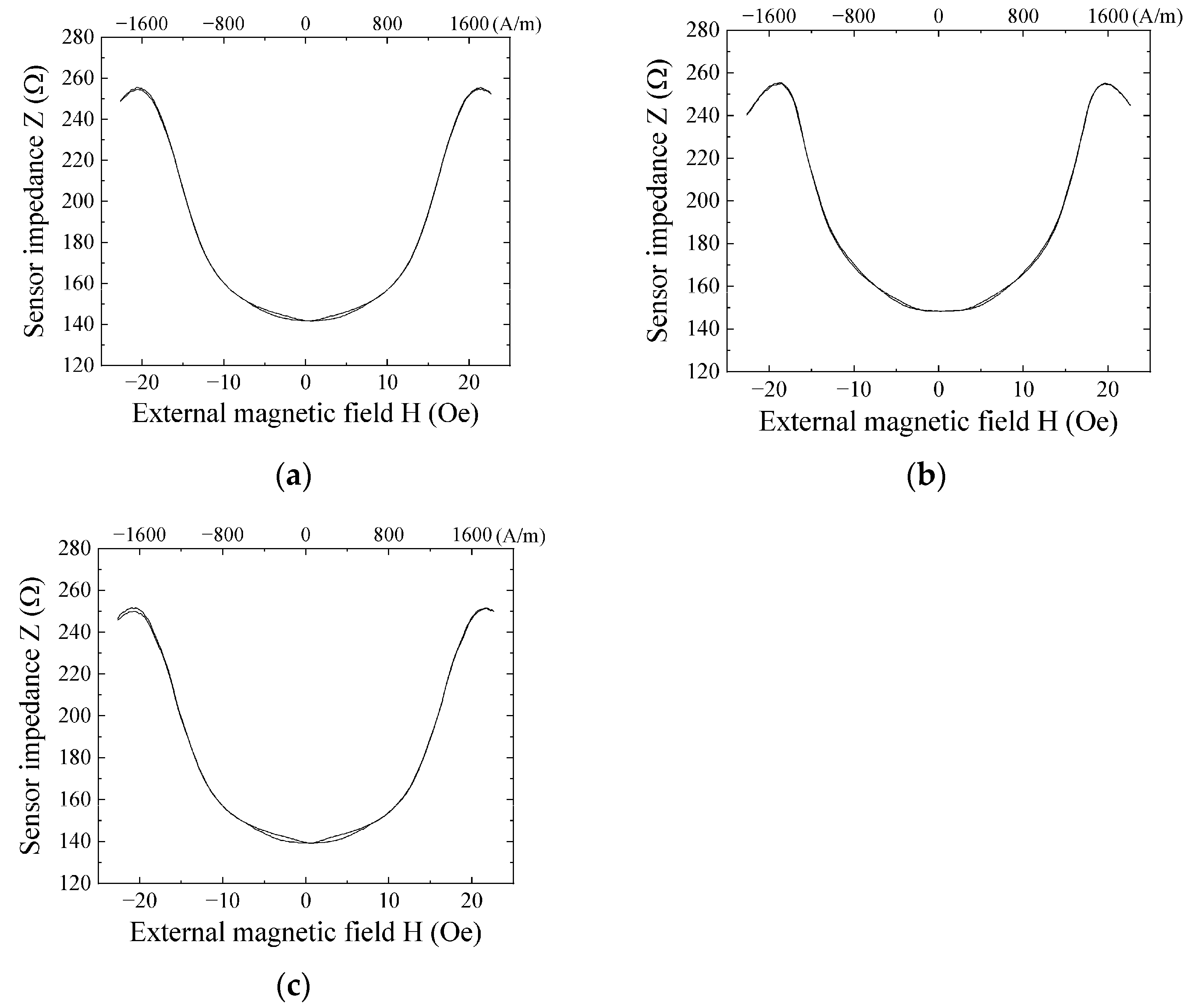
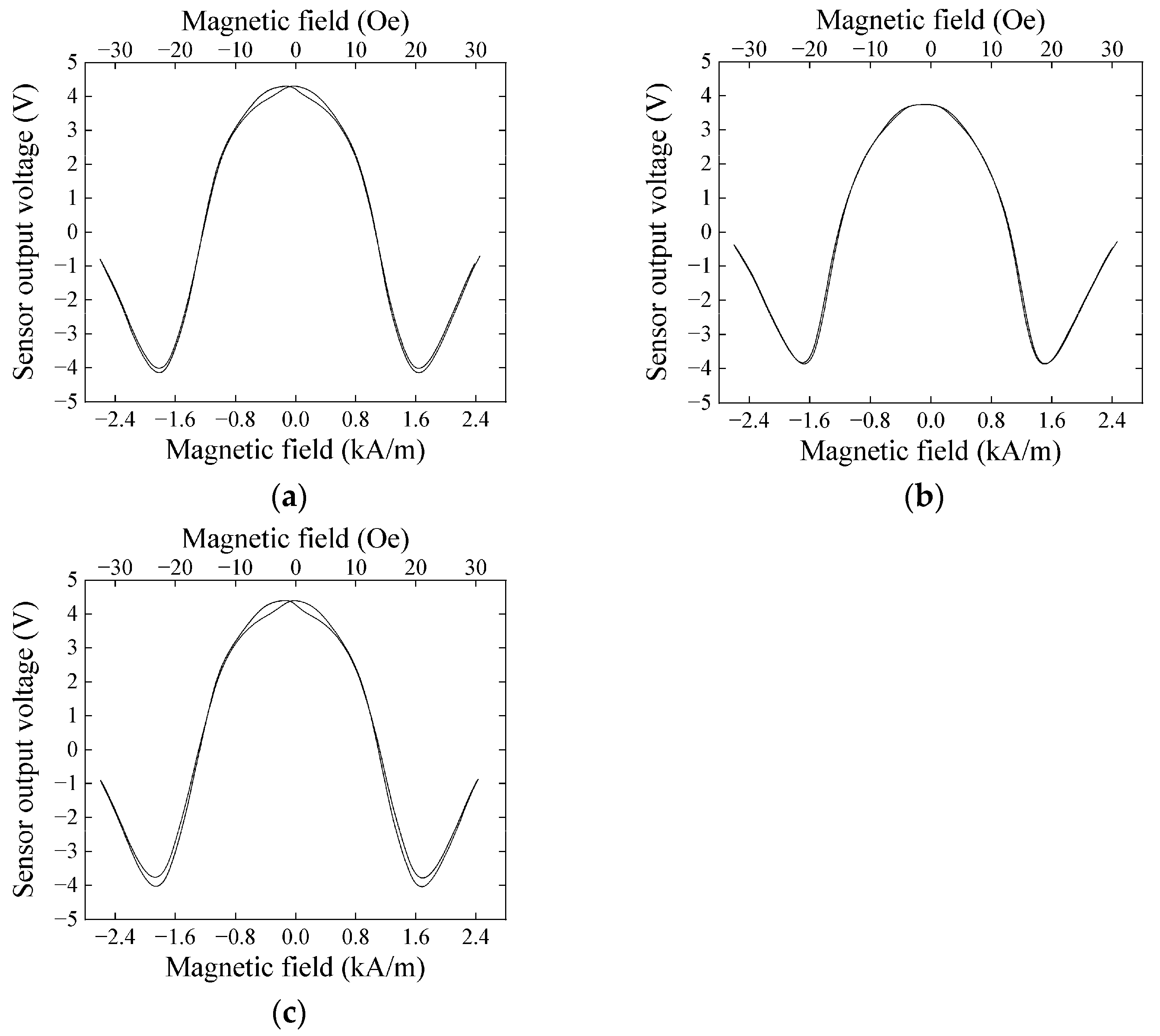
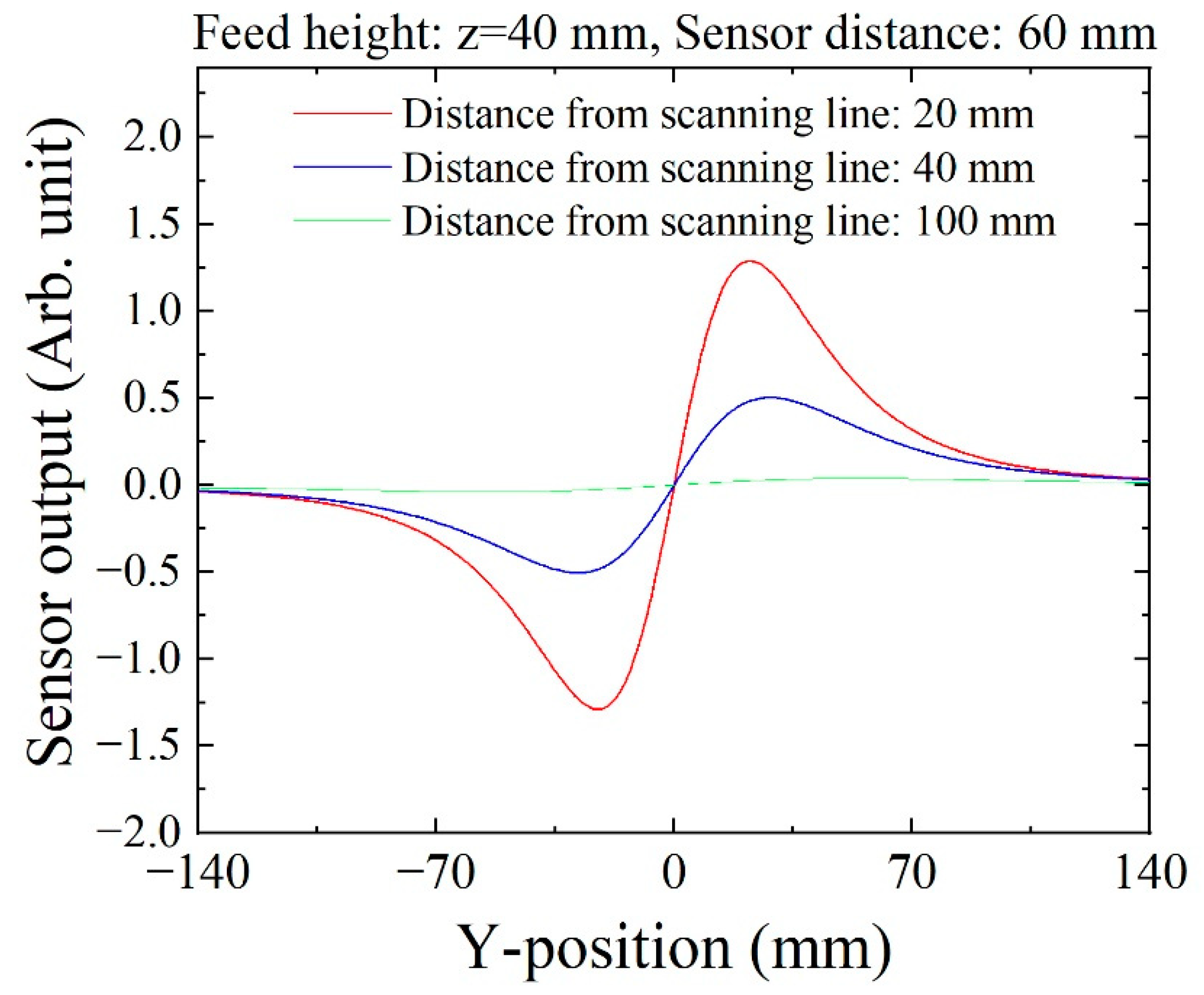
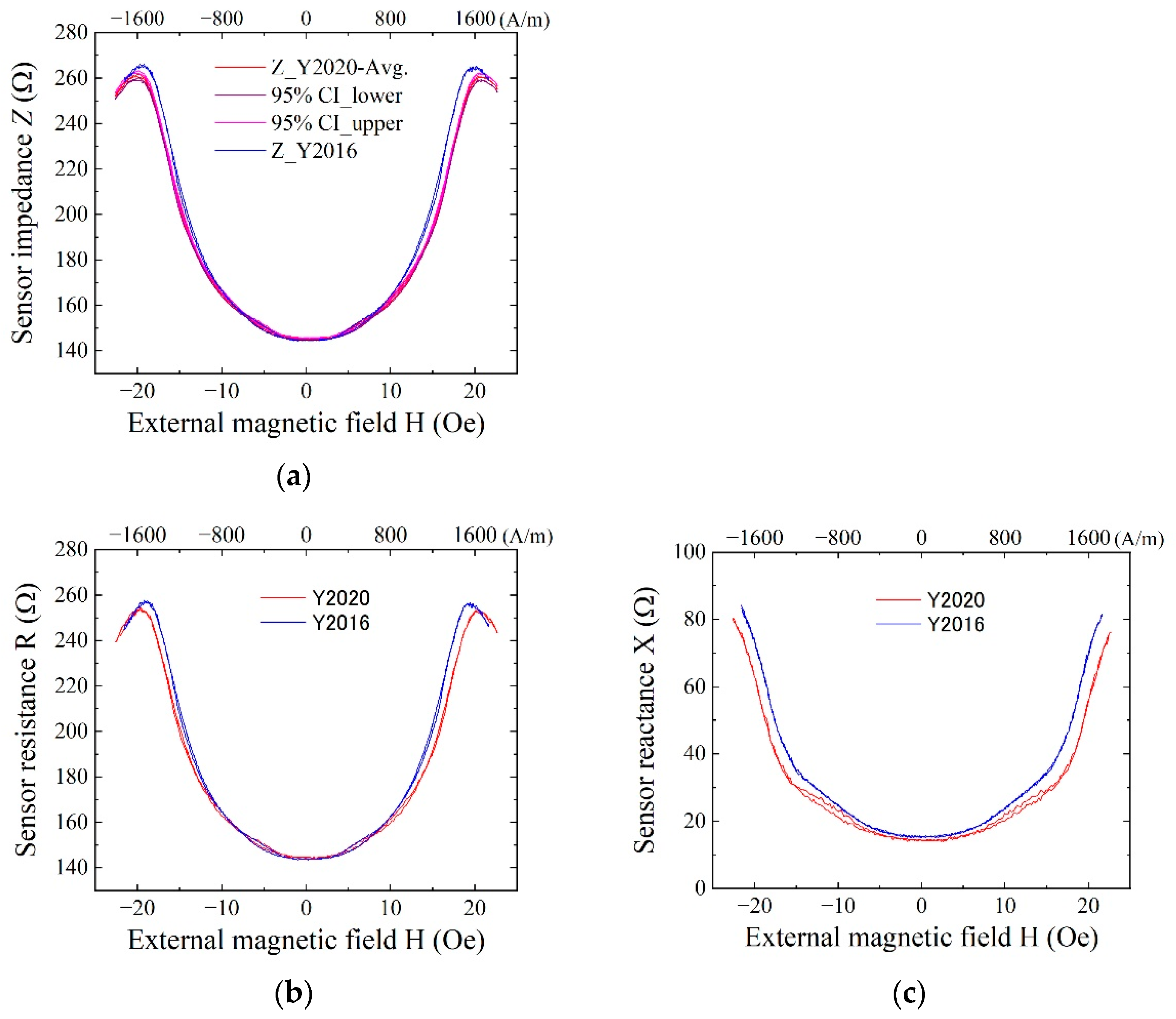
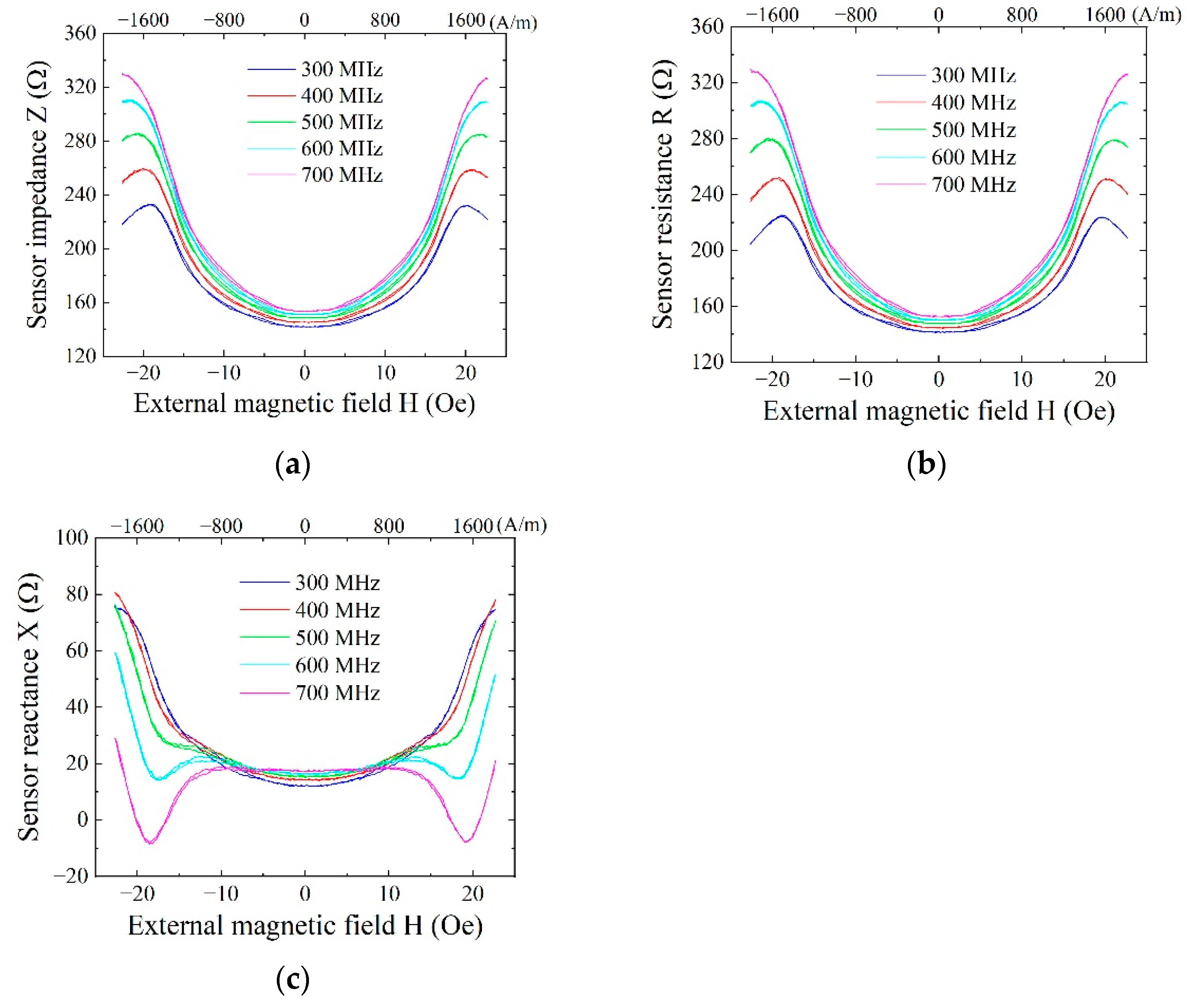
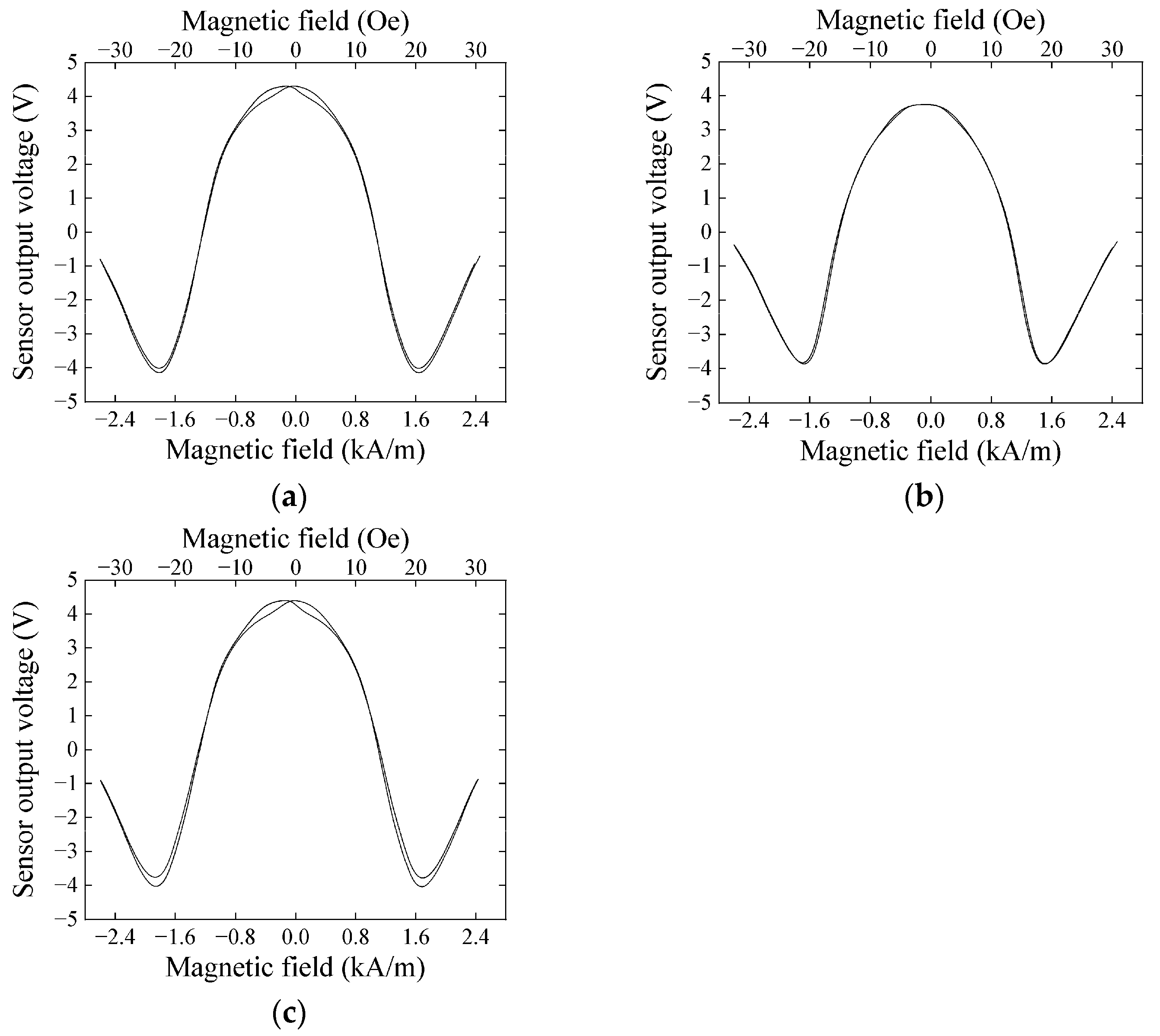
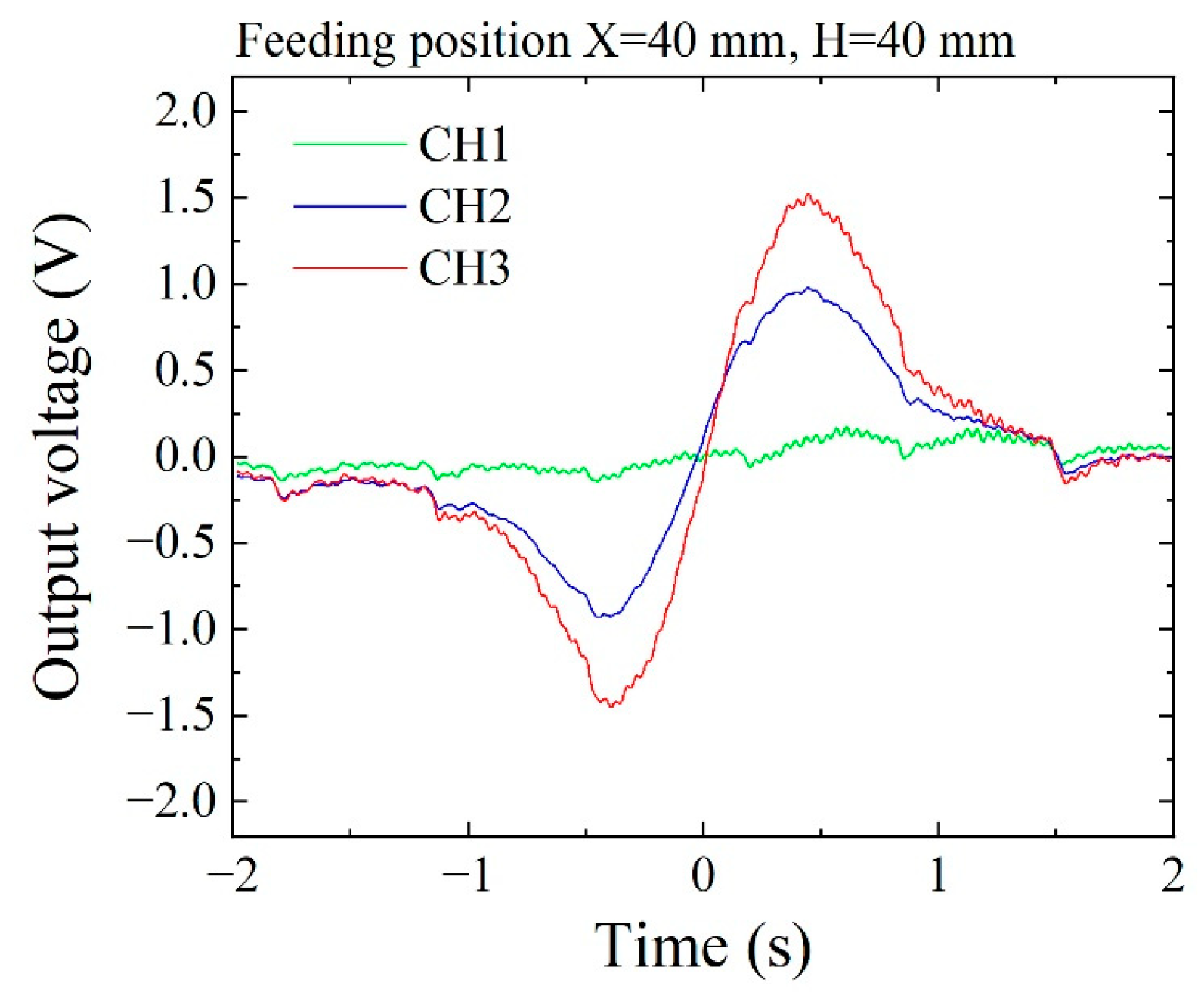
3. Results and Discussion
4. Summary
5. Patents
Funding
Acknowledgments
Conflicts of Interest
Appendix A

References
- Jeong, S.; Na, W.; Kim, J.; Cho, S. Internet of Things for Smart Manufacturing System: Trust Issues in Resource Allocation. IEEE Internet Things J. 2018, 5, 4418–4427. [Google Scholar] [CrossRef]
- Kumar, A. Methods and Materials for Smart Manufacturing: Additive Manufacturing, Internet of Things, Flexible Sensors and Soft Robotics. Manuf. Lett. 2018, 15, 122–125. [Google Scholar] [CrossRef]
- Chen, X.; Jing, H.; Tao, Y.; Cheng, X. Real-time image analysis for nondestructive detection of sliver in packed food. In Proceedings Volume 5996, Optical Sensors and Sensing Systems for Natural Resources and Food Safety and Quality; SPIE: Bellingham, WA, USA, 2005; p. 59960E. [Google Scholar]
- Bougas, L.; Langenegger, L.D.; More, C.A.; Zeltner, M.; Stark, W.J.; Wickenbrock, A.; Blanchard, J.W.; Budker, D. Nondestructive in-line sub-picomolar detection of magnetic nanoparticles in flowing complex fluids. Sci. Rep. 2018, 8, 3491. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Wang, J.; Zhang, J.; Chang, T.; Liu, L.; Cui, H.L. Terahertz nondestructive imaging for foreign object detection in glass fiber-reinforced polymer composite panels. Infrared Phys. Technol. 2019, 98, 36–44. [Google Scholar] [CrossRef]
- Krause, H.J.; Panitov, G.I.; Wolters, N.; Lomparsli, D.; Zander, W.; Zhang, Y.; Oberdoerffer, E.; Wollersheim, D.; Wilke, W. Detection of magnetic contaminations in industrial products using HTS SQUIDs. IEEE Trans. Appl. Supercond. 2005, 15, 729–732. [Google Scholar] [CrossRef]
- Reutov, Y.Y. The ways of reliable detection of metal inclusions by an eddy-current device. Russ. J. Nondestruct. Test. 2008, 44, 380–385. [Google Scholar] [CrossRef]
- Hockey, R.; Riechers, D.; Ferris, R.; Kelley, R. Passive Pulsed Eddy Current Inspection of Sheet Metal. In Review of Progress in Quantitative Nondestructive Evaluation; Springer: Boston, MA, USA, 1996. [Google Scholar]
- Mohri, K.; Bushida, K.; Noda, M.; Yoshida, H.; Panina, L.V.; Uchiyama, T. Magneto-Impedance Element. IEEE Trans. Magn. 1995, 31, 2455–2460. [Google Scholar] [CrossRef]
- Uchiyama, T.; Mohri, K.; Panina, L.; Furuno, K. Magneto-impedance in sputtered amorphous films for micro magnetic sensor. IEEE Trans. Magn. 1995, 31, 3182–3184. [Google Scholar] [CrossRef]
- Mohri, K.; Uchiyama, T.; Shen, L.P.; Cai, C.M.; Honkura, Y.; Aoyama, H. Amorphous wire and CMOS IC based sensitive micro-magnetic sensors utilizing magneto-impedance (MI) and stress-impedance (SI) effects and applications. In Proceedings of the 2001 International Symposium on Micromechatronics and Human Science (Cat. No.01TH8583), Nagoya, Japan, 9–12 September 2001. [Google Scholar]
- Raposo, V.; Vázquez, M.; Flores, A.G.; Zazo, M.; Iñiguez, J.I. Giant magnetoimpedance effect enhancement by circuit matching. Sens. Actuators A Phys. 2003, 106, 329–332. [Google Scholar] [CrossRef]
- Yabukami, S.; Suzuki, T.; Ajiro, N.; Kikuchi, H.; Yamaguchi, M.; Arai, K. A high frequency carrier-type magnetic field sensor using carrier suppressing circuit. IEEE Trans. Magn. 2001, 37, 2019–2021. [Google Scholar] [CrossRef]
- Zhao, W.; Bu, X.; Yu, G.; Xiang, C. Feedback-type giant magneto-impedance sensor based on longitudinal excitation. J. Magn. Magn. Mater. 2012, 324, 3073–3077. [Google Scholar] [CrossRef]
- Kurlyandskaya, G.V.; De Cos, D.; Volchkov, S.O. Magnetosensitive transducers for nondestructive testing operating on the basis of the giant magnetoimpedance effect: A review. Russ. J. Nondestruct. Test. 2009, 45, 377–398. [Google Scholar] [CrossRef]
- Vacher, F.; Alves, F.; Gilles-Pascaud, C. Eddy current nondestructive testing with giant magneto-impedance sensor. NDT E Int. 2007, 40, 439–442. [Google Scholar] [CrossRef]
- Tehranchi, M.; Ranjbaran, M.; Eftekhari, H. Double core giant magneto-impedance sensors for the inspection of magnetic flux leakage from metal surface cracks. Sens. Actuators A Phys. 2011, 170, 55–61. [Google Scholar] [CrossRef]
- Nakai, T. Magneto-Impedance Sensor Driven by 400 MHz Logarithmic Amplifier. Micromachines 2019, 10, 355. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Nakai, T. Sensitivity of Thin Film Magnetoimpedance Sensor in 0.3 T Surface Normal Magnetic Field. IEEJ Trans. Electr. Electron. Eng. 2020, 15, 1230–1235. [Google Scholar] [CrossRef]
- Nakai, T. Property and Magnetic Domain of Thin Film MI Sensor with Subjecting to Normal Magnetic Field. IEEJ Trans. Sens. Micromach. 2020, 140, 343–348. [Google Scholar] [CrossRef]
- Kraus, L. Theory of giant magneto-impedance in the planar conductor with uniaxial magnetic anisotropy. J. Magn. Magn. Mater. 1999, 195, 764–778. [Google Scholar] [CrossRef]









Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nakai, T. Nondestructive Detection of Magnetic Contaminant in Aluminum Casting Using Thin Film Magnetic Sensor. Sensors 2021, 21, 4063. https://doi.org/10.3390/s21124063
Nakai T. Nondestructive Detection of Magnetic Contaminant in Aluminum Casting Using Thin Film Magnetic Sensor. Sensors. 2021; 21(12):4063. https://doi.org/10.3390/s21124063
Chicago/Turabian StyleNakai, Tomoo. 2021. "Nondestructive Detection of Magnetic Contaminant in Aluminum Casting Using Thin Film Magnetic Sensor" Sensors 21, no. 12: 4063. https://doi.org/10.3390/s21124063
APA StyleNakai, T. (2021). Nondestructive Detection of Magnetic Contaminant in Aluminum Casting Using Thin Film Magnetic Sensor. Sensors, 21(12), 4063. https://doi.org/10.3390/s21124063