
Measurement of Micro Burr and Slot Widths through Image Processing: Comparison of Manual and Automated Measurements in Micro-Milling

 ,
,  ,
,  ,
,  ,
,  ,
, 

Abstract
:1. Introduction
2. Materials and Methods
2.1. Machining Parameters
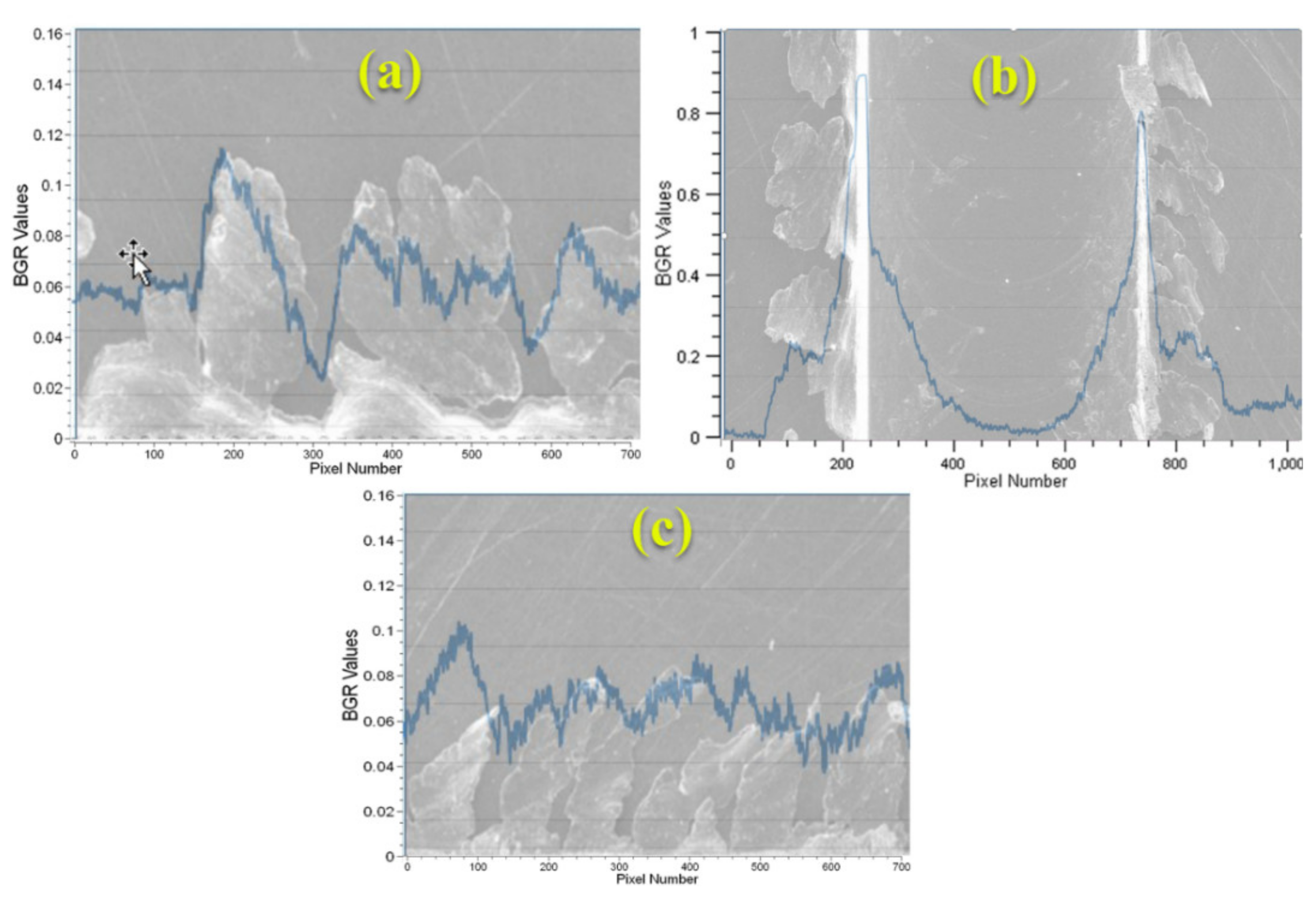
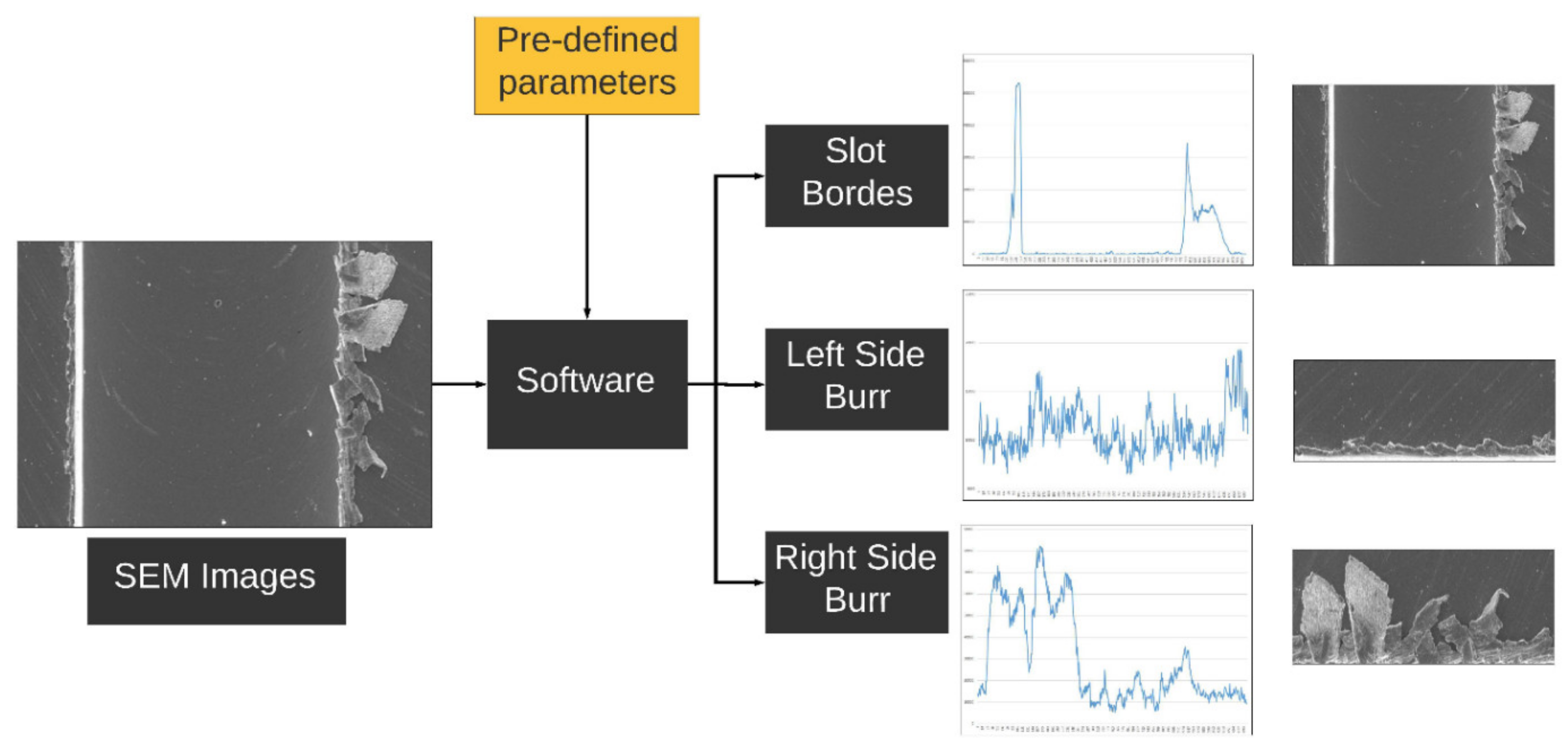
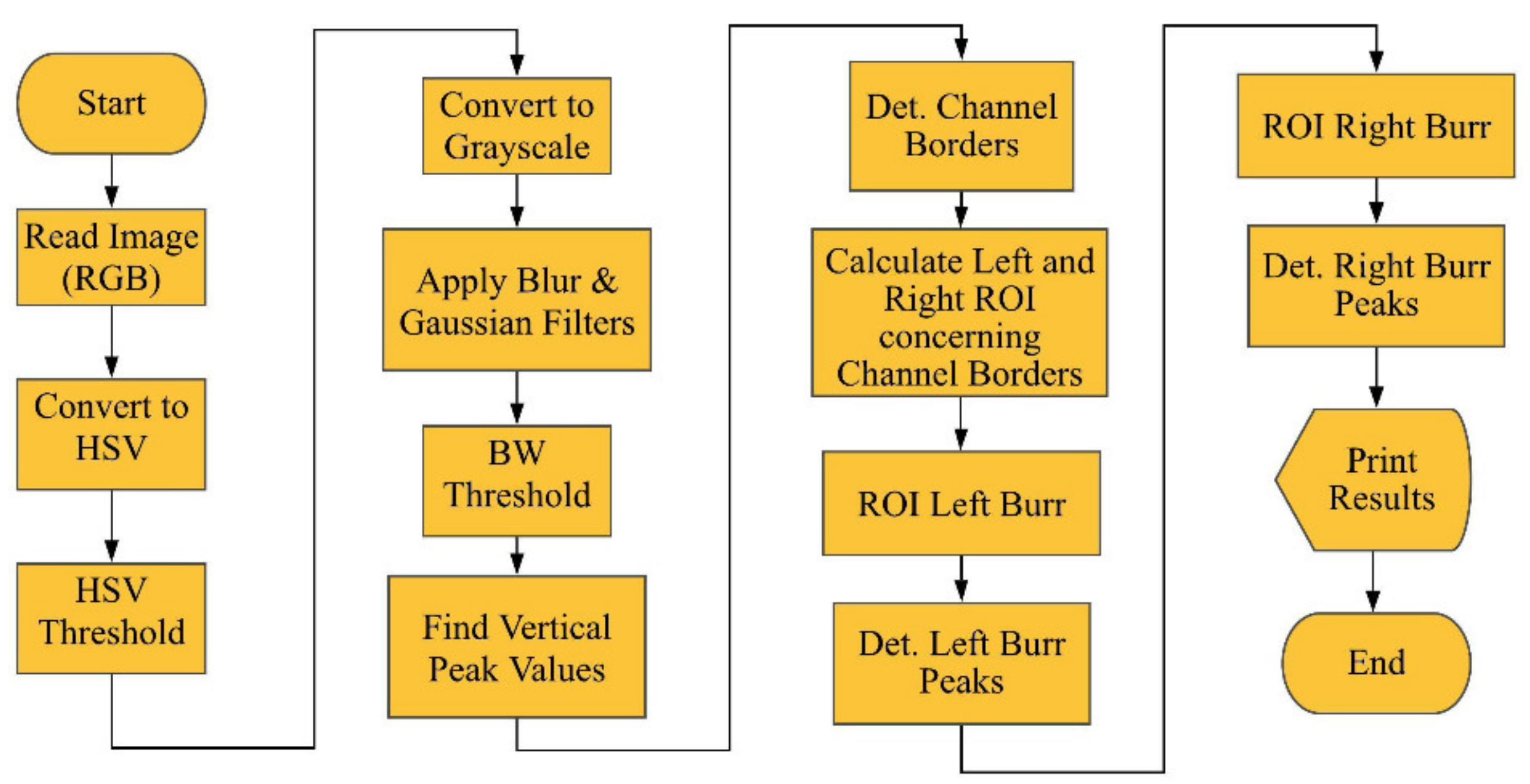
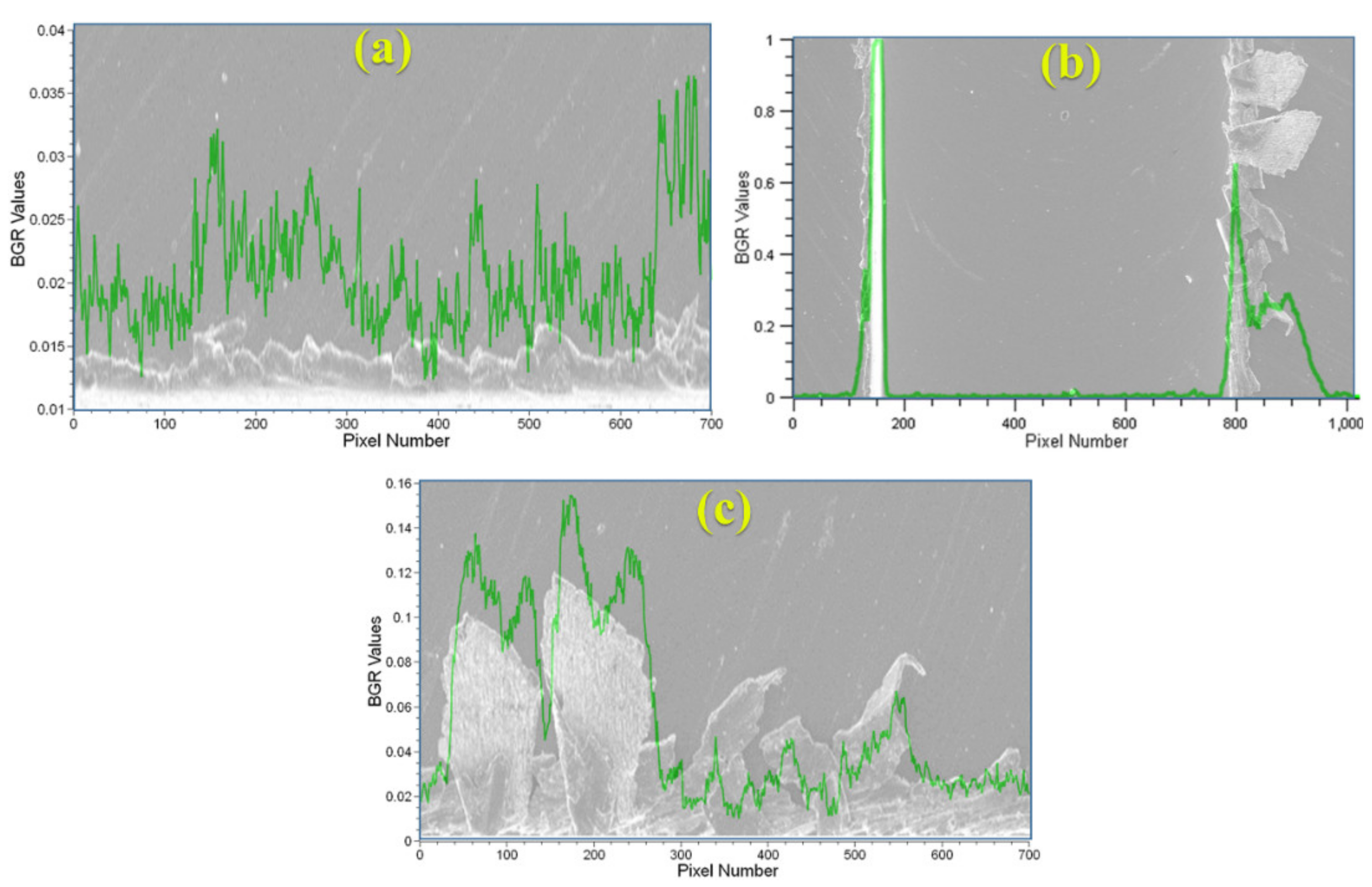
2.2. Image Processing Stages
2.3. Manual Measurement
3. Results and Discussions
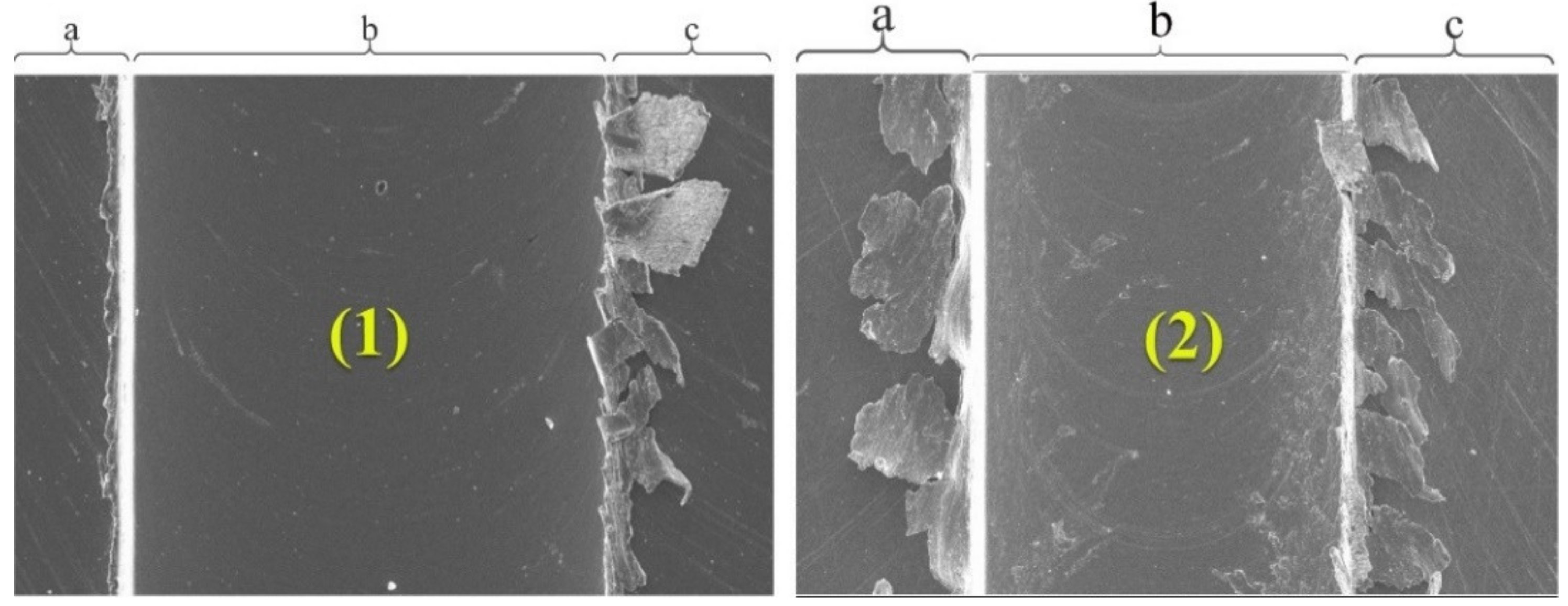
3.1. SEM Images of Slots
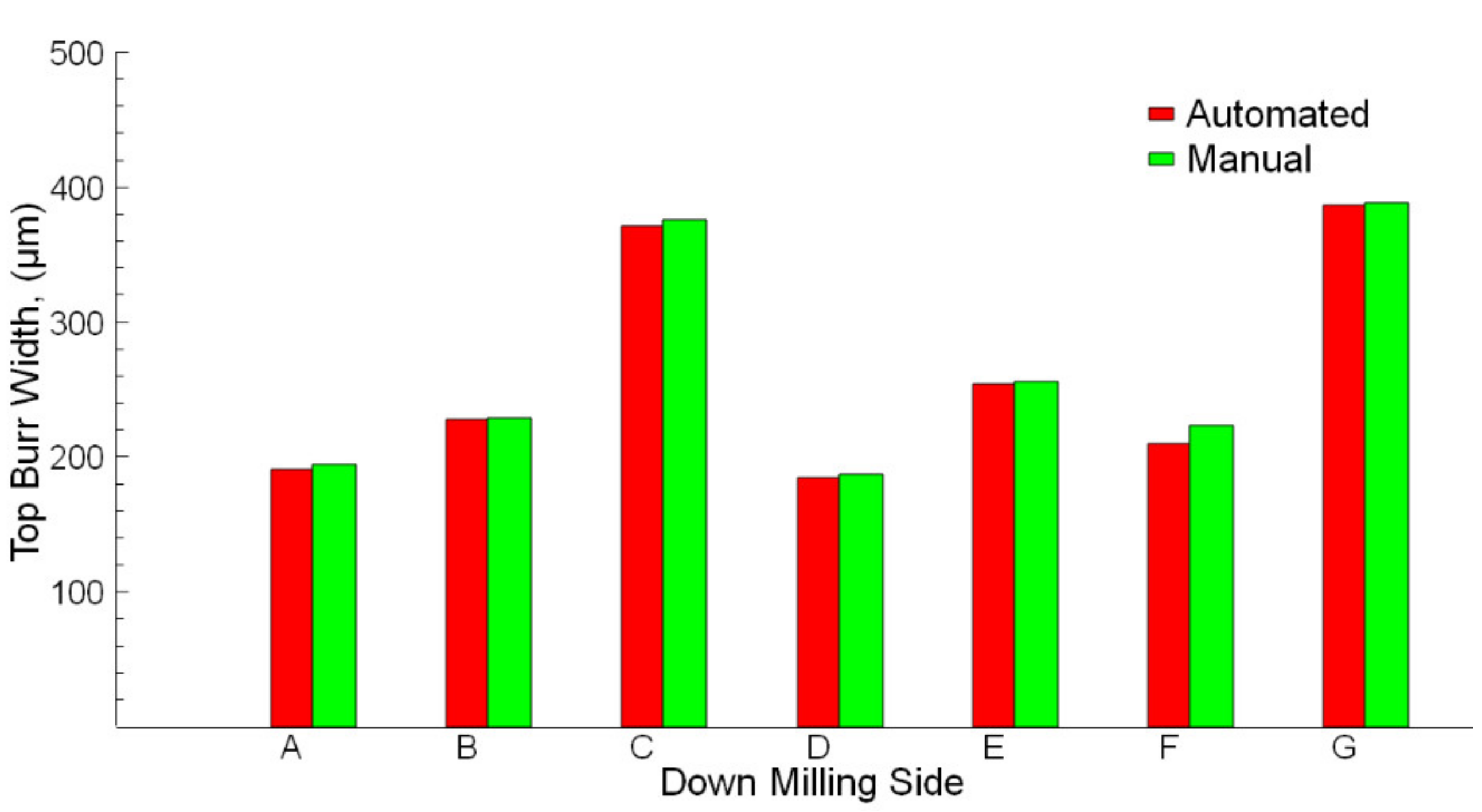
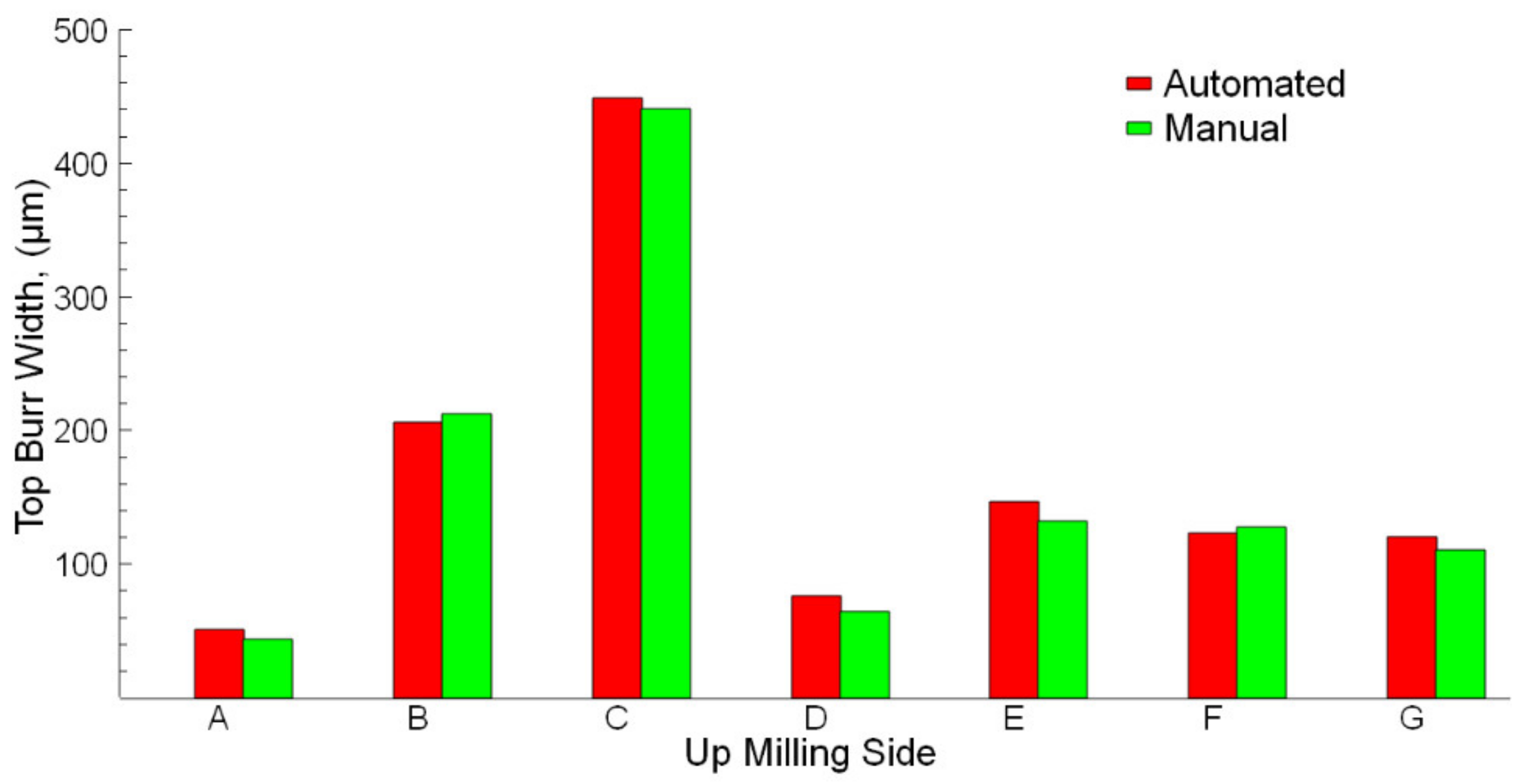
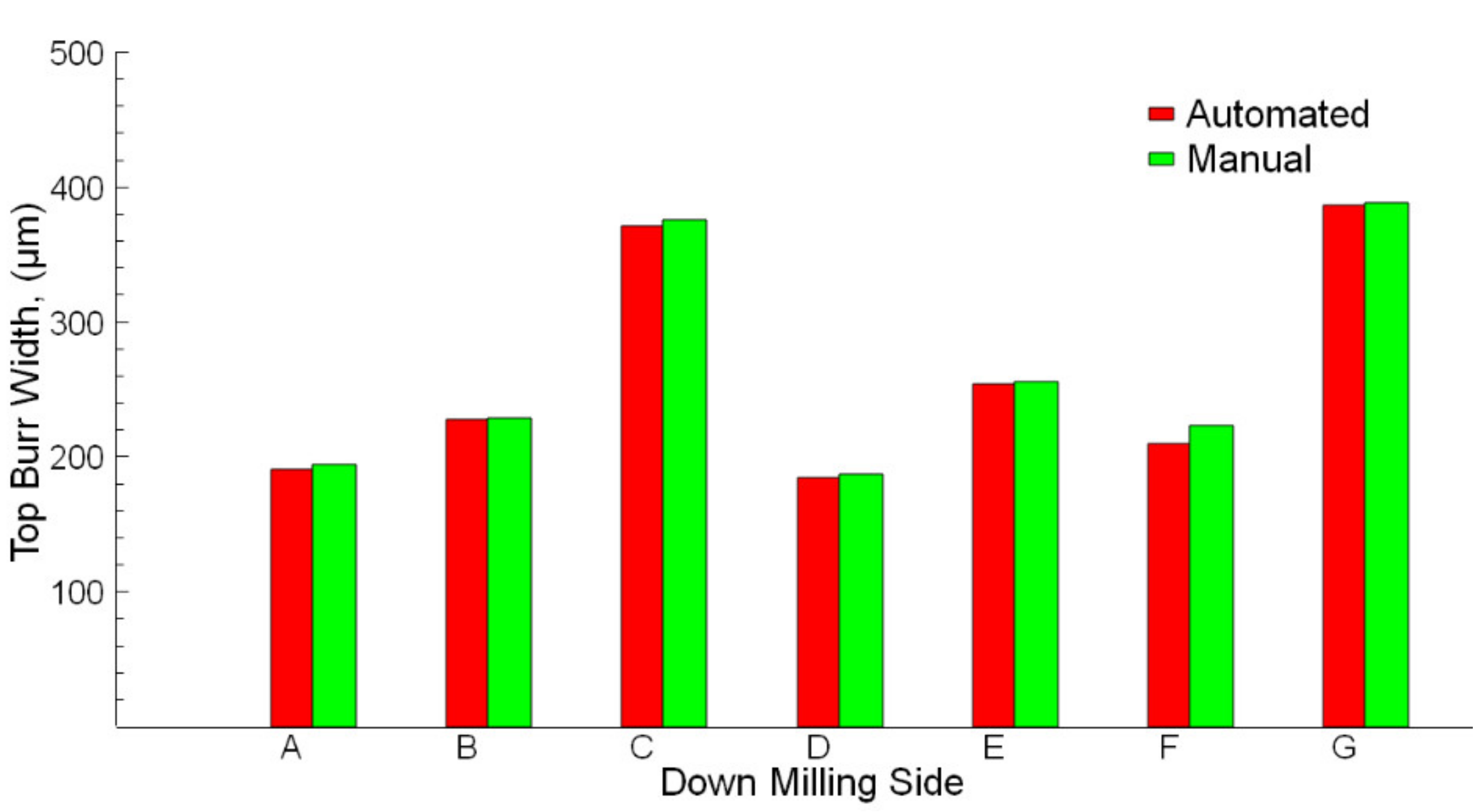
3.2. Micro Burr Widths for Up Milling and Down Milling Sides
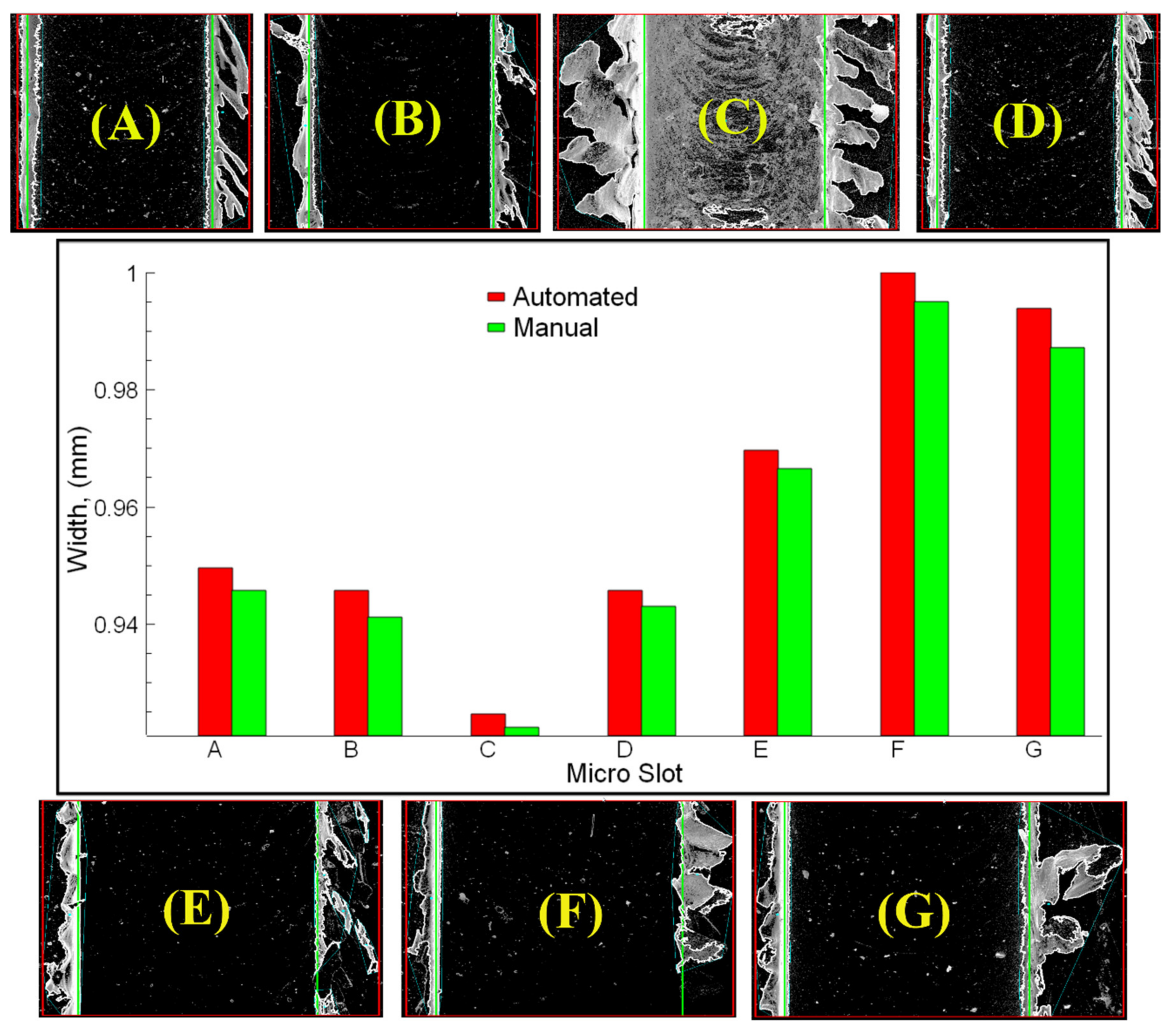
3.3. Micro Slot Width
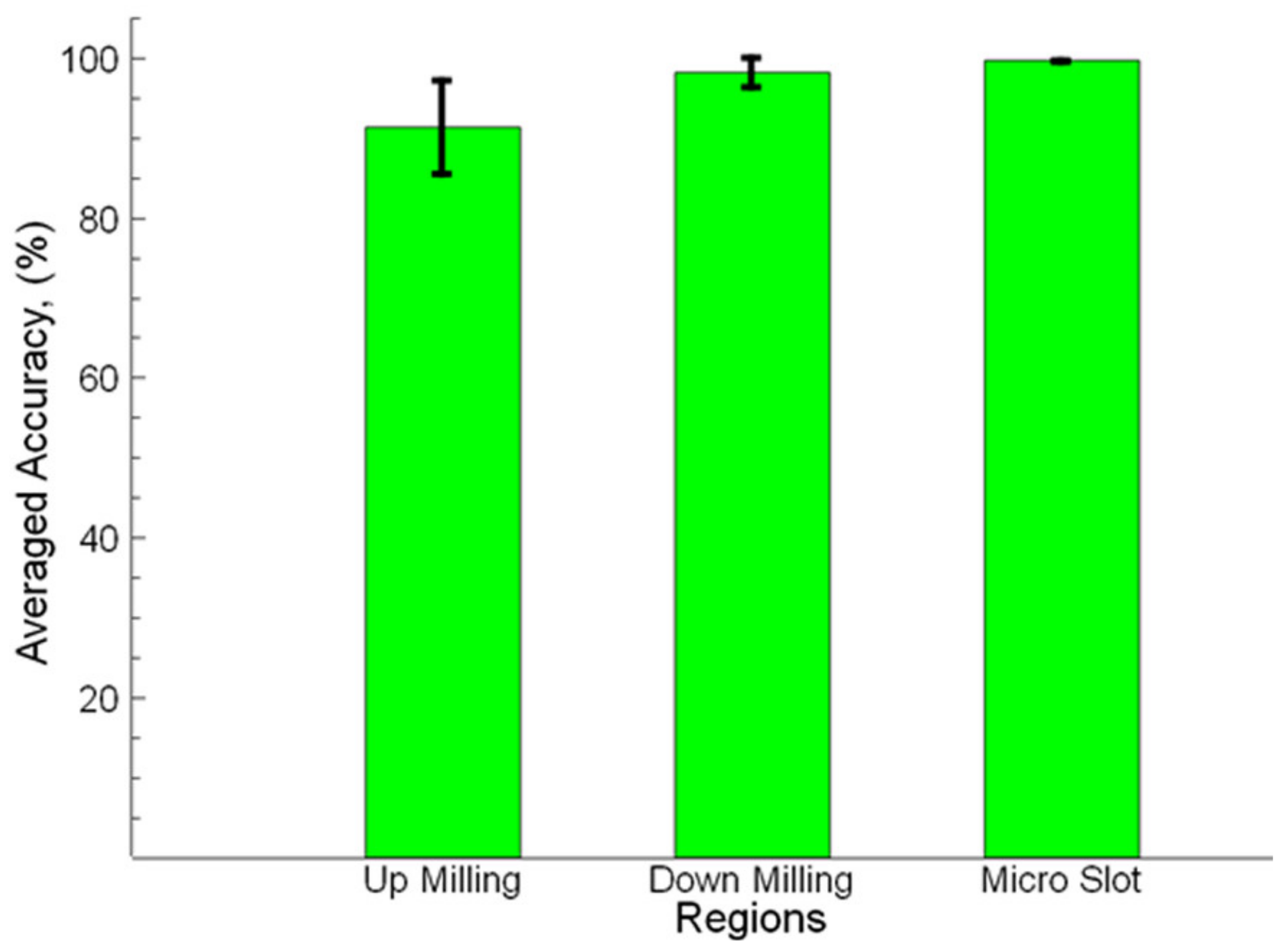
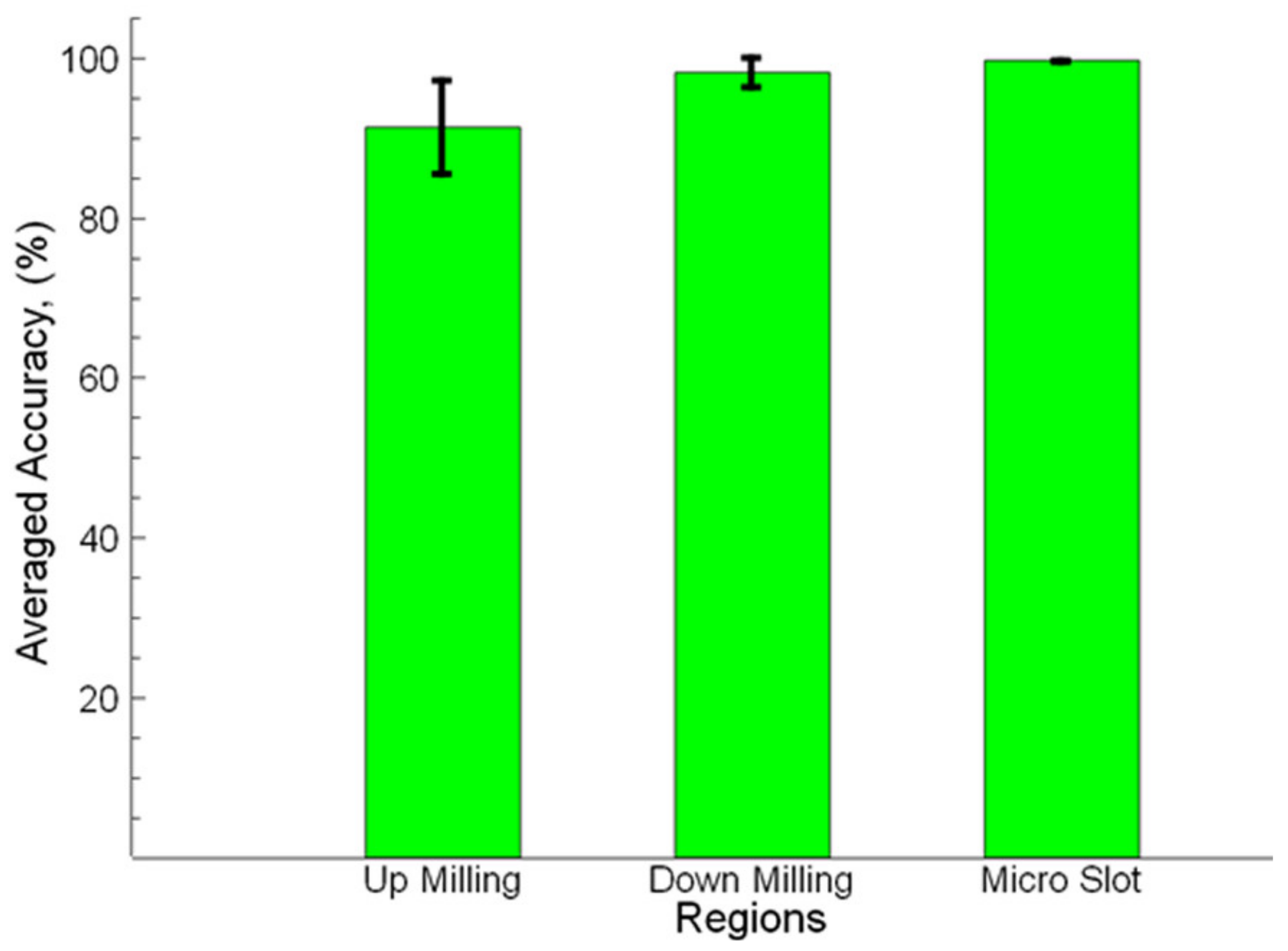
3.4. Success Rate (%) of Automated and Manual Measurements
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Nomenclature
| SEM | Scanning Electron Microscope |
| Open CV | Open-sourced Computer Vision |
| RSM | Response Surface Methodology |
| ANN | Artificial Neural Network |
| CV | Computer Vision |
| AKÜ | Afyon Kocatepe University |
| HSV | Hue Saturation Value |
| MAPE | Mean Absolute Percentage Error |
| BW | Black-White |
References
- Kuram, E.; Ozcelik, B. Optimization of machining parameters during micro-milling of Ti6Al4V titanium alloy and Inconel 718 materials using Taguchi method. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2017, 231, 228–242. [Google Scholar] [CrossRef]
- Eraslan, D.; Balcı, A.; Çetin, B.; Uçak, N.; Çiçek, A.; Yılmaz, O.D.; Davut, K. Machinability evaluations of austempered ductile iron and cast steel with similar mechanical properties under eco-friendly milling conditions. J. Mater. Res. Technol. 2021. [Google Scholar] [CrossRef]
- Giasin, K. Machining Fibre Metal Laminates and Al2024-T3 Aluminium Alloy. Ph.D. Thesis, University of Sheffield, Sheffield, UK, 2017. [Google Scholar]
- Kus, A.; Isik, Y.; Cakir, M.C.; Coşkun, S.; Özdemir, K. Thermocouple and infrared sensor-based measurement of temperature distribution in metal cutting. Sensors 2015, 15, 1274–1291. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Medeossi, F.; Sorgato, M.; Bruschi, S.; Savio, E. Novel method for burrs quantitative evaluation in micro-milling. Precis. Eng. 2018, 54, 379–387. [Google Scholar] [CrossRef]
- Li, W.; Liu, M.; Ren, Y.H.; Chen, Q. A high-speed precision micro-spindle use for mechanical micro-machining. Int. J. Adv. Manuf. Technol. 2019, 102, 3197–3211. [Google Scholar] [CrossRef]
- Akkoyun, F.; Ozcelik, A. A simple approach for controlling an open-source syringe pump. Eur. Mech. Sci. 2020, 4, 166–170. [Google Scholar] [CrossRef]
- Jung, W.C.; Heo, Y.M.; Yoon, G.S.; Shin, K.H.; Chang, S.H.; Kim, G.H.; Cho, M.W. Micro machining of injection mold inserts for fluidic channel of polymeric biochips. Sensors 2007, 7, 1643–1654. [Google Scholar] [CrossRef] [Green Version]
- Lin, Y.S.; Yang, C.H.; Wang, C.Y.; Chang, F.R.; Huang, K.S.; Hsieh, W.C. An aluminum microfluidic chip fabrication using a convenient micromilling process for fluorescent poly(DL-lactide-co-glycolide) microparticle generation. Sensors 2012, 12, 1455–1467. [Google Scholar] [CrossRef]
- Lauro, C.H.; Brand, L.C.; Panzera, T.H.; Davim, J.P. Surface integrity in the micromachining: A review. Rev. Adv. Mater. Sci. 2015, 40, 227–234. [Google Scholar]
- Aslantas, K.; Alatrushi, L.K.H. Experimental study on the effect of cutting tool geometry in micro-milling of Inconel 718. Arab. J. Sci. Eng. 2020, 1–16. [Google Scholar] [CrossRef]
- Bhuvanesh Kumar, M.; Sathiya, P.; Parameshwaran, R. Parameters optimization for end milling of Al7075–ZrO2–C metal matrix composites using GRA and ANOVA. Trans. Indian Inst. Met. 2020, 73, 2931–2946. [Google Scholar] [CrossRef]
- Sun, Q.; Cheng, X.; Zhao, G.; Yang, X.; Zheng, G. Experimental study of micromilling burrs of 304 stainless steel. Int. J. Adv. Manuf. Technol. 2019, 105, 4651–4662. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Aslan, A.; Pimenov, D.Y.; Usca, Ü.A.; Salur, E.; Gupta, M.K.; Mikolajczyk, T.; Giasin, K.; Kapłonek, W.; Sharma, S. A review of indirect tool condition monitoring systems and decision-making methods in turning: Critical analysis and trends. Sensors 2021, 21, 1–33. [Google Scholar]
- Perçin, M.; Aslantas, K.; Ucun, I.; Kaynak, Y.; Çicek, A. Micro-drilling of Ti−6Al−4V alloy: The effects of cooling/lubricating. Precis. Eng. 2016, 45, 450–462. [Google Scholar] [CrossRef]
- Kumar, M.B.; Parameshwaran, R.; Deepandurai, K.; Senthil, S.M. Influence of milling parameters on surface roughness of Al–SiC–B4C composites. Trans. Indian Inst. Met. 2020, 73, 1171–1183. [Google Scholar] [CrossRef]
- Li, M.; Huang, M.; Jiang, X.; Kuo, C.L.; Yang, X. Study on burr occurrence and surface integrity during slot milling of multidirectional and plain woven CFRPs. Int. J. Adv. Manuf. Technol. 2018, 97, 163–173. [Google Scholar] [CrossRef]
- Wojciechowski, S.; Matuszak, M.; Powałka, B.; Madajewski, M.; Maruda, R.W.; Królczyk, G.M. Prediction of cutting forces during micro end milling considering chip thickness accumulation. Int. J. Mach. Tools Manuf. 2019, 147, 103466. [Google Scholar] [CrossRef]
- Yadav, A.K.; Kumar, M.; Bajpai, V.; Singh, N.K.; Singh, R.K. FE modeling of burr size in high- speed micro-milling of Ti6Al4V. Precis. Eng. 2017, 49, 287–292. [Google Scholar] [CrossRef]
- Khanghah, S.P.; Boozarpoor, M.; Lotfi, M.; Teimouri, R. Optimization of micro-milling parameters regarding burr size minimization via RSM and simulated annealing algorithm. Trans. Indian Inst. Met. 2015, 68, 897–910. [Google Scholar] [CrossRef]
- Jeong, H.; Ha, J.; Hwang, J.; Lee, H.; Kim, D.; Kim, N. A study on the shearing process and the burr formation of zircaloy−4 sheet by using GTN model. Int. J. Precis. Eng. Manuf. 2014, 15, 2167–2175. [Google Scholar] [CrossRef]
- Yoon, H.S.; Wu, R.; Lee, T.M.; Ahn, S.H. Geometric optimization of micro drills using Taguchi methods and response surface methodology. Int. J. Precis. Eng. Manuf. 2011, 12, 871–875. [Google Scholar] [CrossRef]
- Aamir, M.; Tu, S.; Tolouei-Rad, M.; Giasin, K.; Vafadar, A. Optimization and modeling of process parameters in multi-hole simultaneous drilling using taguchi method and fuzzy logic approach. Materials 2020, 13, 680. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Aamir, M.; Tolouei-Rad, M.; Vafadar, A.; Raja, M.N.A.; Giasin, K. Performance analysis of multi-spindle drilling of Al2024 with TiN and TiCN coated drills using experimental and artificial neural networks technique. Appl. Sci. 2020, 10, 8633. [Google Scholar] [CrossRef]
- Liu, C.; Shi, B.; Zhou, J.; Tang, C. Quantification and characterization of microporosity by image processing, geometric measurement and statistical methods: Application on SEM images of clay materials. Appl. Clay Sci. 2011, 54, 97–106. [Google Scholar] [CrossRef]
- Abdallah, R.; Soo, S.L.; Hood, R. The influence of cut direction and process parameters in wire electrical discharge machining of carbon fibre–reinforced plastic composites. Int. J. Adv. Manuf. Technol. 2021, 1–18. [Google Scholar] [CrossRef]
- Giasin, K.; Barouni, A.; Dhakal, H.N.; Featherson, C.; Redouane, Z.; Morkavuk, S.; Koklu, U. Microstructural investigation and hole quality evaluation in S2/FM94 glass-fibre composites under dry and cryogenic conditions. J. Reinf. Plast. Compos. 2021, 40, 273–293. [Google Scholar] [CrossRef]
- Yin, Q.; Liu, Z.; Wang, B.; Song, Q.; Cai, Y. Recent progress of machinability and surface integrity for mechanical machining Inconel 718: A review. Int. J. Adv. Manuf. Technol. 2020, 109, 215–245. [Google Scholar] [CrossRef]
- Aslantas, K.; Ekici, E.; Çiçek, A. Optimization of process parameters for micro milling of Ti−6Al−4V alloy using Taguchi-based gray relational analysis. Measurement 2018, 128, 419–427. [Google Scholar] [CrossRef]
- Krolczyk, G.M.; Maruda, R.W.; Krolczyk, J.B.; Nieslony, P.; Wojciechowski, S.; Legutko, S. Parametric and nonparametric description of the surface topography in the dry and MQCL cutting conditions. Meas. J. Int. Meas. Confed. 2018, 121, 225–239. [Google Scholar] [CrossRef]
- Erçetin, A.; Aslantaş, K.; Perçin, M. Micro milling of tungsten-copper composite materials produced through powder metallurgy method: Effect of composition and sintering temperature. J. Fac. Eng. Archit. Gazi Univ. 2018, 33, 1369–1381. [Google Scholar] [CrossRef]
- Erçetin, A.; Aslantas, K.; Özgün, Ö. Micro-end milling of biomedical TZ54 magnesium alloy produced through powder metallurgy. Mach. Sci. Technol. 2020, 24, 924–947. [Google Scholar] [CrossRef]
- Koklu, U.; Morkavuk, S.; Featherston, C.; Haddad, M.; Sanders, D.; Aamir, M.; Pimenov, D.Y.; Giasin, K. The effect of cryogenic machining of S2 glass fibre composite on the hole form and dimensional tolerances. Int. J. Adv. Manuf. Technol. 2021, 1–16. [Google Scholar] [CrossRef]
- Ercetin, A. Application of the hot press method to produce new Mg alloys: Characterization, mechanical properties, and effect of Al addition. J. Mater. Eng. Perform. 2021. [Google Scholar] [CrossRef]
- Varatharajulu, M.; Duraiselvam, M.; Arun Kumar, K.; Gabrial Kanniyan, C.; Sathiyamurthy, R. Experimental investigation of the effect of independent parameters in the face milling of aluminum 6082 alloy. Trans. Indian Inst. Met. 2021, 1–19. [Google Scholar] [CrossRef]
- Kapłonek, W.; Nadolny, K.; Krolczyk, G.; Królczyk, G.M. The use of focus-variation microscopy for the assessment of active surfaces of a new generation of coated abrasive tools. Meas. Sci. Rev. 2016, 16, 42–53. [Google Scholar] [CrossRef] [Green Version]
- Ahn, Y.; Lee, S.H. Classification and prediction of burr formation in micro drilling of ductile metals. Int. J. Prod. Res. 2017, 55, 4833–4846. [Google Scholar] [CrossRef]
- Giasin, K.; Ayvar-Soberanis, S.; French, T.; Phadnis, V. 3D finite element modelling of cutting forces in drilling fibre metal laminates and experimental hole quality analysis. Appl. Compos. Mater. 2017, 24, 113–137. [Google Scholar] [CrossRef] [Green Version]
- Tuirán, R.; Oñate, J.; Romero, N. Analysis of burr formation by image processing in micro-milling of Ti. Contemp. Eng. Sci. 2018, 11, 2297. [Google Scholar] [CrossRef]
- Sharan, R.V.; Onwubolu, G.C. Measurement of end-milling burr using image processing techniques. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2011, 225, 448–452. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Bustillo, A.; Pimenov, D.Y. Predicting tool life in turning operations using neural networks and image processing. Mech. Syst. Signal Process. 2018, 104, 503–513. [Google Scholar] [CrossRef]
- Mikołajczyk, T.; Nowicki, K.; Kłodowski, A.; Pimenov, D.Y. Neural network approach for automatic image analysis of cutting edge wear. Mech. Syst. Signal Process. 2017, 88, 100–110. [Google Scholar] [CrossRef]
- Schneider, C.A.; Rasband, W.S.; Eliceiri, K.W. NIH image to imageJ: 25 years of image analysis. Nat. Methods 2012, 9, 671–675. [Google Scholar] [CrossRef] [PubMed]
- Aurich, J.C.; Dornfeld, D.; Arrazola, P.J.; Franke, V.; Leitz, L.; Min, S. Burrs-Analysis, control and removal. CIRP Ann. Manuf. Technol. 2009, 58, 519–542. [Google Scholar] [CrossRef] [Green Version]
- Ko, S.L.; Park, S.W. Development of an effective measurement system for burr geometry. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 507–512. [Google Scholar] [CrossRef]
- Toropov, A. An Effective Visualization and Analysis Method for Edge Measurement. In Computational Science and Its Applications; Lecture Notes in Computer Science; Springer: Berlin/Heidelberg, Germany, 2007; Volume 4706, pp. 941–950. [Google Scholar]
- Sardoğan, M.; Özen, Y.; Tuncer, A. Detection of apple leaf diseases using faster R-CNN. Düzce Univ. J. Sci. Technol. 2020, 8, 1110–1117. [Google Scholar] [CrossRef]
- Hiçdurmaz, A.; Tuncer, A. Real-time obstacle avoidance based on floor detection for mobile robots. Sak. Univ. J. Sci. 2020. [Google Scholar] [CrossRef]
- Xi, T.; Benincá, I.M.; Kehne, S.; Fey, M.; Brecher, C. Tool wear monitoring in roughing and finishing processes based on machine internal data. Int. J. Adv. Manuf. Technol. 2021, 1–12. [Google Scholar] [CrossRef]
- Li, J.; Lu, J.; Chen, C.; Ma, J.; Liao, X. Tool wear state prediction based on feature-based transfer learning. Int. J. Adv. Manuf. Technol. 2021, 1–19. [Google Scholar] [CrossRef]
- Dai, Y.; Zhu, K. A machine vision system for micro-milling tool condition monitoring. Precis. Eng. 2018, 52, 183–191. [Google Scholar] [CrossRef]
- Chen, X.; Shi, G.; Xi, C.; Zhong, L.; Wei, X.; Zhang, K. Design of Burr Detection Based on Image Processing. In Journal of Physics: Conference Series; IOP Publishing: Bristol, UK, 2019; Volume 1237, p. 32075. [Google Scholar]
- Kumar, R.; Kulashekar, P.; Dhanasekar, B.; Ramamoorthy, B. Application of digital image magnification for surface roughness evaluation using machine vision. Int. J. Mach. Tools Manuf. 2005, 45, 228–234. [Google Scholar] [CrossRef]
- Liu, W.; Zheng, X.; Liu, S.; Jia, Z. A roughness measurement method based on genetic algorithm and neural network for microheterogeneous surface in deep-hole parts. J. Circuits Syst. Comput. 2012, 21, 1250005–1250019. [Google Scholar] [CrossRef]
- Yoon, H.S.; Chung, S.C. Vision inspection of micro-drilling processes on the machine tool. Trans. N. Am. Manuf. Res. Inst. SME 2004, 32, 391–398. [Google Scholar]
- Nakao, Y.; Watanabe, Y. Measurements and evaluations of drilling burr profile. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2006, 220, 513–523. [Google Scholar] [CrossRef]
- Sarma, P.M.M.S.; Karunamoorthy, L.; Palanikumar, K. Surface roughness parameters evaluation in machining GFRP composites by PCD tool using digital image processing. J. Reinf. Plast. Compos. 2009, 28, 1567–1585. [Google Scholar] [CrossRef]
- Dutta, S.; Datta, A.; Chakladar, N.D.; Pal, S.K.; Mukhopadhyay, S.; Sen, R. Detection of tool condition from the turned surface images using an accurate grey level co-occurrence technique. Precis. Eng. 2012, 36, 458–466. [Google Scholar] [CrossRef]
- Vesselenyi, T.; Dzitac, I.; Dzitac, S.; Vaida, V. Surface roughness image analysis using quasi-fractal characteristics and fuzzy clustering methods. Int. J. Comput. Commun. Control 2008, 3, 304–316. [Google Scholar] [CrossRef] [Green Version]
- Priya, P.; Ramamoorthy, B. Machine Vision for Surface Roughness Assessment of Inclined Components. In Key Engineering Materials; Trans Tech Publications Ltd.: Bäch, Switzerland, 2010; Volume 437, pp. 141–144. [Google Scholar]
- Erçetin, A.; Aslantaş, K. The effect of different cutting parameters on cutting force, tool wear and burr formation in micro milling WCu composite material fabricated via powder metallurgy. Turk. J. Nat. Sci. 2016, 5, 1–5. [Google Scholar]
- García-Ordás, M.T.; Alegre-Gutiérrez, E.; Alaiz-Rodríguez, R.; González-Castro, V. Tool wear monitoring using an online, automatic and low cost system based on local texture. Mech. Syst. Signal Process. 2018, 112, 98–112. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Ullah, A.M.M.S.; Matarazzo, D. Tool-wear prediction and pattern-recognition using artificial neural network and DNA-based computing. J. Intell. Manuf. 2017, 28, 1285–1301. [Google Scholar] [CrossRef]
- Uçak, N.; Aslantas, K.; Çiçek, A. The effects of Al2O3 coating on serrated chip geometry and adiabatic shear banding in orthogonal cutting of AISI 316L stainless steel. J. Mater. Res. Technol. 2020, 9, 10758–10767. [Google Scholar] [CrossRef]
- Gao, Q.; Guo, G.Y.; Cai, M. Wear mechanism and experimental study of a tool used for micro-milling single-crystal nickel-based superalloys. Int. J. Adv. Manuf. Technol. 2021, 113, 117–129. [Google Scholar] [CrossRef]
- Afazov, S.M.; Zdebski, D.; Ratchev, S.M.; Segal, J.; Liu, S. Effects of micro-milling conditions on the cutting forces and process stability. J. Mater. Process. Technol. 2013, 213, 671–684. [Google Scholar] [CrossRef]
- Kuntoğlu, M.; Acar, O.; Gupta, M.K.; Sağlam, H.; Sarikaya, M.; Giasin, K.; Pimenov, D.Y. Parametric optimization for cutting forces and material removal rate in the turning of AISI 5140. Machines 2021, 9, 90. [Google Scholar] [CrossRef]
- Erçetin, A.; Usca, Ü.A. An experimental investigation of effect of turning AISI 1040 steel at low cutting speed on tool wear and surface roughness. Turk. J. Nat. Sci. 2016, 5, 29–36. [Google Scholar]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Machining Process | Quality Assessment Scope | Ref. |
|---|---|---|
| Milling | Tool wear | [51] |
| Burrs | [40] | |
| Burrs | [52] | |
| Surface finish | [53] | |
| Drilling | Surface | [54] |
| Burrs | [55] | |
| Burrs | [56] | |
| Turning | Surface roughness | [57] |
| Tool wear | [58] | |
| Grinding | Surface finish | [59] |
| Shaping | Surface finish | [60] |
| Elements | Cr | Fe | Mo | Nb | Al | Ti | C | Ni |
|---|---|---|---|---|---|---|---|---|
| Weight percent wt.% | 17–21 | 16–20 | 2.8–3.3 | 4.75–5.5 | 0.2–0.8 | 0.65–1.15 | 0.08 max | Balance |
| Slot No | Helix Angle (°) | Axial Rake Angle (°) | Number of Cutting Edges | Spindle Speed (rev/min) | Feed Rate (µm/tooth) | Depth of Cut (µm) | Cutting Length (mm) |
|---|---|---|---|---|---|---|---|
| Slot A | 35 | −5 | 3 | 10 | |||
| Slot B | 35 | −5 | 3 | 45 | |||
| Slot C | 35 | −5 | 3 | 360 | |||
| Slot D | 35 | 0 | 3 | 10,000 | 3 | 100 | 45 |
| Slot E | 45 | 0 | 4 | 10 | |||
| Slot F | 35 | 0 | 4 | 10 | |||
| Slot G | 35 | −5 | 4 | 10 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Akkoyun, F.; Ercetin, A.; Aslantas, K.; Pimenov, D.Y.; Giasin, K.; Lakshmikanthan, A.; Aamir, M. Measurement of Micro Burr and Slot Widths through Image Processing: Comparison of Manual and Automated Measurements in Micro-Milling. Sensors 2021, 21, 4432. https://doi.org/10.3390/s21134432
Akkoyun F, Ercetin A, Aslantas K, Pimenov DY, Giasin K, Lakshmikanthan A, Aamir M. Measurement of Micro Burr and Slot Widths through Image Processing: Comparison of Manual and Automated Measurements in Micro-Milling. Sensors. 2021; 21(13):4432. https://doi.org/10.3390/s21134432
Chicago/Turabian StyleAkkoyun, Fatih, Ali Ercetin, Kubilay Aslantas, Danil Yurievich Pimenov, Khaled Giasin, Avinash Lakshmikanthan, and Muhammad Aamir. 2021. "Measurement of Micro Burr and Slot Widths through Image Processing: Comparison of Manual and Automated Measurements in Micro-Milling" Sensors 21, no. 13: 4432. https://doi.org/10.3390/s21134432
APA StyleAkkoyun, F., Ercetin, A., Aslantas, K., Pimenov, D. Y., Giasin, K., Lakshmikanthan, A., & Aamir, M. (2021). Measurement of Micro Burr and Slot Widths through Image Processing: Comparison of Manual and Automated Measurements in Micro-Milling. Sensors, 21(13), 4432. https://doi.org/10.3390/s21134432